JP5587631B2 - 射出成形用金型および射出成形方法 - Google Patents
射出成形用金型および射出成形方法 Download PDFInfo
- Publication number
- JP5587631B2 JP5587631B2 JP2010027790A JP2010027790A JP5587631B2 JP 5587631 B2 JP5587631 B2 JP 5587631B2 JP 2010027790 A JP2010027790 A JP 2010027790A JP 2010027790 A JP2010027790 A JP 2010027790A JP 5587631 B2 JP5587631 B2 JP 5587631B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- cavity
- hot runner
- runner body
- mold plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001746 injection moulding Methods 0.000 title claims description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 47
- 229920005989 resin Polymers 0.000 claims description 41
- 239000011347 resin Substances 0.000 claims description 41
- 238000002347 injection Methods 0.000 claims description 20
- 239000007924 injection Substances 0.000 claims description 20
- 238000007711 solidification Methods 0.000 claims description 2
- 230000008023 solidification Effects 0.000 claims description 2
- 239000000047 product Substances 0.000 description 44
- 238000005259 measurement Methods 0.000 description 13
- 238000000465 moulding Methods 0.000 description 9
- 239000006227 byproduct Substances 0.000 description 5
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 4
- 239000002952 polymeric resin Substances 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000003750 conditioning effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images





Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
ホットランナーボディを用いた成形は、図6に示すように、固定側型板41内のランナー42を通る溶融樹脂がホットランナーボディ43で加熱されて固定側型板41と可動側型板44との間に形成されたキャビティ45に充填され、その溶融樹脂をキャビティ45において固化することで行われている。しかしながら、ホットランナーボディ43は固定側型板41内に支持されており、ホットランナーボディ43で溶融樹脂を加熱する熱が固定側型板41を介してキャビティ45に伝わるため、溶融樹脂を固化する時にキャビティ45の温度が変動し、成形品の形状・精度が低下するおそれがあった。
また、前記ホットランナーボディの中間部と前記固定側型板との間にエアギャップをさらに有することが好ましい。
また、前記温調水制御装置は、前記温調水の温度を125℃近傍に制御することが好ましい。
また、前記キャビティの製品部分は、有効径が2mm以上20mm以下、厚みが0.5mm以上5mm以下、上面と下面の中心軸のズレ量が10μm以下のレンズを成形するように形成され、前記温調水は、その成形されたレンズの上面断面形状と前記固定側型板のレンズに接する面の断面形状とのズレ量が10μm以下、かつ、成形されたレンズの下面断面形状と前記可動側型板のレンズに接する面の断面形状とのズレ量が10μm以下となるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することもできる。
また、前記キャビティにおける前記溶融樹脂の固化により、前記キャビティの製品部分は有効径が2mm以上20mm以下、厚みが0.5mm以上5mm以下、上面と下面の中心軸のズレ量が10μm以下のレンズを成形し、前記温調水は、前記キャビティにおいて前記溶融樹脂を固化する際に、その成形されるレンズの上面断面形状と前記固定側型板のレンズに接する面の断面形状とのズレ量が10μm以下、かつ、成形されるレンズの下面断面形状と前記可動側型板のレンズに接する面の断面形状とのズレ量が10μm以下になるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することもできる。
一方、製品部分10の上面は、型部材3を上下方向に貫通する固定側製品駒12の下面によって形成され、製品部分10の下面は、型部材7を上下方向に貫通する可動側製品駒13によって形成されている。製品部分10の側面は、型部材3および7の内壁面によって形成されている。なお、固定側製品駒12は、型部材4により上面側から固定されると共に型部材3により下面側および側面側から固定されている。また、可動側製品駒13は、型部材8により下面側から固定されると共に型部材7により下面側および側面側から固定されている。
型部材5の内側で型部材6の下面側には、ホットランナーボディ15の上面と接するマニホールド29が設置されている。マニホールド29は、マニホールド押さえ30を介して型部材6に固定されることで、型部材6の下面との間に一定の空間を有して設置されている。マニホールド29は上面の一部に凸部を有し、マニホールド29の凸部が型部材6の上面から下面に貫通して形成されたノズル挿入口31の内側に挿入されると共にその外周がノズル挿入口31の内壁面と接するように設置されている。マニホールド29内には、マニホールド29の凸部の上面に形成された射出口32からマニホールド29のホットランナーボディ15と接する下面に通じるように貫通孔が形成されている。
なお、溶融樹脂としては、シクロオレフィンポリマー系樹脂等の熱可塑性樹脂が利用できる。
また、固定側型板1と可動側型板2は複数のキャビティを形成することができ、例えば図1においてランナー33は右方向に分岐してキャビティ9と連通すると共に左方向または紙面に垂直な方向などに分岐して各キャビティと連通することができる。
また、同様に、ブッシュ部品24と固定側型板1によりホットランナーボディ15の上端部を支持するブッシュ部品24の支持部近傍に形成される水路25にも、温調水制御装置34により所定温度に制御された温調水が循環されている。これにより、ホットランナーボディ15の熱がブッシュ部品24の支持部を介して固定側型板1に伝わり、キャビティの製品部分の温度が変動するのを抑制することができる。
これにより、ホットランナーボディ15において溶融樹脂を加熱する熱が固定側型板1に伝わり、キャビティ9の製品部分10の温度を変動させるのを抑制することができる。
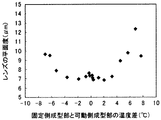
図3に示した水路22および25に温調水を流さない場合と比較し、図4に示した水路22および25に温調水を流した場合では、各測定部位A〜Eの温度変動が抑制されていることがわかる。また、測定部位AおよびBにおける最少の温度差(型開き前の温度差)も、図3では3℃より大きいのに対し、図4では3℃以内と小さくなっている。
また、本実施形態において、水路22および25は、ホットランナーボディ15の外周を囲んで形成されているが、キャビティ9の製品部分10の温度が変動しないようにホットランナーボディ15の固定側型板1への支持部近傍に形成されていればよく、例えばU字型に形成してもよい。
また、キャビティ9の製品部分10の温度が変動しなければ、ホットランナーボディ15の一方の端部のみに水路22または25を設けるようにしてもよい。
また、キャビティ9の製品部分10の温度が変動しなければ、ホットランナーボディ15の中間部と固定側型板1との間にエアギャップ27を介在させなくてもよい。
また、固定側型板1および可動側型板2のキャビティ9の近傍には、キャビティ9に充填された溶融樹脂を固化するための冷却装置を有してもよい。
Claims (9)
- 溶融樹脂が内部に形成されたランナーを通る固定側型板と、
前記固定側型板に対して開閉自在に可動し、前記固定側型板との間に前記ランナーに連通し且つ外郭部分および製品部分からなるキャビティを形成する可動側型板と、
前記ランナーの一部を形成するように前記固定側型板の内部に設置され、前記溶融樹脂を加熱するホットランナーボディと、
前記固定側型板の内部において前記ホットランナーボディの両端部にそれぞれ配置され、前記固定側型板に対して前記ホットランナーボディを支持するブッシュ部品と、
前記ブッシュ部品と前記固定側型板により形成されて前記ホットランナーボディの前記固定側型板への支持部近傍に設置され、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制する温調水を流すための水路と、
前記水路に前記温調水を流すと共に前記温調水の温度を所定温度に制御する温調水制御装置と
を有することを特徴とする射出成形用金型。 - 前記水路は、前記ホットランナーボディの外周を囲んで設置されることを特徴とする請求項1に記載の射出成形用金型。
- 前記ホットランナーボディの中間部と前記固定側型板との間にエアギャップをさらに有することを特徴とする請求項1または2に記載の射出成形用金型。
- 前記温調水制御装置は、前記温調水の温度を125℃近傍に制御することを特徴とする請求項1〜3のいずれか一項に記載の射出成形用金型。
- 前記温調水は、前記キャビティの製品部分を形成している前記固定側型板と前記可動側型板との温度差が3℃以内になるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することを特徴とする請求項1〜4のいずれか一項に記載の射出成形用金型。
- 前記キャビティの製品部分は、有効径が2mm以上20mm以下、厚みが0.5mm以上5mm以下、上面と下面の中心軸のズレ量が10μm以下のレンズを成形するように形成され、
前記温調水は、その成形されたレンズの上面断面形状と前記固定側型板のレンズに接する面の断面形状とのズレ量が10μm以下、かつ、成形されたレンズの下面断面形状と前記可動側型板のレンズに接する面の断面形状とのズレ量が10μm以下となるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することを特徴とする請求項1〜5のいずれか一項に記載の射出成形用金型。 - 固定側型板の内部のランナーに溶融樹脂を通し、
ホットランナーボディで前記ランナーの一部を通る前記溶融樹脂を加熱し、
前記ホットランナーボディを通る前記ランナーから前記固定側型板と可動側型板の間の外郭部分および製品部分からなるキャビティに前記溶融樹脂を充填し、
前記キャビティに充填された前記溶融樹脂を固化すると共に、前記ホットランナーボディの両端部にそれぞれ配置されて前記固定側型板に対して前記ホットランナーボディを支持するブッシュ部品と、前記固定側型板とにより支持部分近傍に形成される水路に、所定温度で流れる温調水を流し、
前記温調水が前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することを特徴とする射出成形方法。 - 前記温調水は、前記キャビティにおいて前記溶融樹脂を固化する際に、前記キャビティの製品部分を形成している前記固定側型板と前記可動側型板との温度差が3℃以内になるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することを特徴とする請求項7に記載の射出成形方法。
- 前記キャビティにおける前記溶融樹脂の固化により、前記キャビティの製品部分は有効径が2mm以上20mm以下、厚みが0.5mm以上5mm以下、上面と下面の中心軸のズレ量が10μm以下のレンズを成形し、
前記温調水は、前記キャビティにおいて前記溶融樹脂を固化する際に、その成形されるレンズの上面断面形状と前記固定側型板のレンズに接する面の断面形状とのズレ量が10μm以下、かつ、成形されるレンズの下面断面形状と前記可動側型板のレンズに接する面の断面形状とのズレ量が10μm以下になるように、前記ホットランナーボディからの熱伝導により前記キャビティの製品部分の温度が変動するのを抑制することを特徴とする請求項7または8に記載の射出成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010027790A JP5587631B2 (ja) | 2010-02-10 | 2010-02-10 | 射出成形用金型および射出成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010027790A JP5587631B2 (ja) | 2010-02-10 | 2010-02-10 | 射出成形用金型および射出成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011161814A JP2011161814A (ja) | 2011-08-25 |
| JP5587631B2 true JP5587631B2 (ja) | 2014-09-10 |
Family
ID=44593058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010027790A Active JP5587631B2 (ja) | 2010-02-10 | 2010-02-10 | 射出成形用金型および射出成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5587631B2 (ja) |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0710548B2 (ja) * | 1990-11-20 | 1995-02-08 | 三晶技研株式会社 | ホットランナ式合成樹脂金型 |
| JPH052926U (ja) * | 1991-02-14 | 1993-01-19 | 昭和精機工業株式会社 | 射出成形用ホツトランナ−におけるゲ−ト構造 |
| JPH06328537A (ja) * | 1993-05-20 | 1994-11-29 | Sony Corp | 射出成形用ホットランナー金型 |
| JP3316835B2 (ja) * | 1994-04-26 | 2002-08-19 | 三菱マテリアル株式会社 | ホットランナー金型装置 |
| US5609893A (en) * | 1995-01-12 | 1997-03-11 | Jk Molds, Inc. | Probe assembly for injection molding apparatus |
| JP2002355869A (ja) * | 2001-05-31 | 2002-12-10 | Mitsui Chemicals Inc | レンズの多数個取り射出圧縮成形方法 |
| JP2006192754A (ja) * | 2005-01-14 | 2006-07-27 | Matsushita Electric Ind Co Ltd | 樹脂レンズ用成形金型 |
| CN101287580B (zh) * | 2005-09-21 | 2011-08-03 | 三菱重工业株式会社 | 模具、模具温度调整方法、模具温度调整设备、注模方法、注模机以及热塑性树脂薄板 |
| JP2011020337A (ja) * | 2009-07-15 | 2011-02-03 | Seiki Corp | 射出成形機における密閉型冷却ブッシュ |
-
2010
- 2010-02-10 JP JP2010027790A patent/JP5587631B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011161814A (ja) | 2011-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3191286B1 (en) | Injection molding nozzle for manufacturing injection molded components form plastic | |
| JP5529747B2 (ja) | 射出成形機 | |
| JP2015074185A (ja) | スプル−ブッシュ温度調節用金型部品 | |
| JP5587631B2 (ja) | 射出成形用金型および射出成形方法 | |
| JP2003011176A (ja) | バルブゲート式金型装置 | |
| CN105658390A (zh) | 一种成型机 | |
| JP2010179621A (ja) | 射出成形用型と射出成形品の製造方法 | |
| JPWO2015046074A1 (ja) | 射出成形方法と射出成形型 | |
| KR102011214B1 (ko) | 다캐비티 금형용 핫런너 밸브장치 | |
| JP6488120B2 (ja) | 射出成型機 | |
| JP2013208722A (ja) | 射出成形用金型 | |
| KR101996342B1 (ko) | 수지사출 금형의 온도조절 장치 | |
| JP4968202B2 (ja) | 射出成形金型のマニホールド装置および射出成形方法 | |
| JP2006315259A (ja) | 射出成形金型装置 | |
| JP6108862B2 (ja) | 合成樹脂製品製造用金型及び合成樹脂製品の製造方法 | |
| JPH0724890A (ja) | 射出成形金型および射出成形方法 | |
| JP2005297454A (ja) | ホットランナー式金型装置及び成形方法 | |
| CN210634080U (zh) | 光学镜片变模温成型结构组合 | |
| JP2008238687A (ja) | 金型装置と射出成形方法、及び光学素子 | |
| JP2005119181A (ja) | 環状成形品の製造装置、金型および射出成形方法 | |
| JP6602078B2 (ja) | 射出成形用金型 | |
| JP2003011175A (ja) | バルブゲート式金型装置およびこれを用いた成形方法 | |
| JP2003011197A (ja) | 成形用金型装置 | |
| JP2022154500A (ja) | ホットランナー装置 | |
| JP2005335200A (ja) | 被覆成形体の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120815 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140715 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5587631 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |