JP5570135B2 - 放射線板厚測定装置 - Google Patents
放射線板厚測定装置 Download PDFInfo
- Publication number
- JP5570135B2 JP5570135B2 JP2009083703A JP2009083703A JP5570135B2 JP 5570135 B2 JP5570135 B2 JP 5570135B2 JP 2009083703 A JP2009083703 A JP 2009083703A JP 2009083703 A JP2009083703 A JP 2009083703A JP 5570135 B2 JP5570135 B2 JP 5570135B2
- Authority
- JP
- Japan
- Prior art keywords
- radiation
- plate thickness
- frame body
- frame
- thickness measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000005855 radiation Effects 0.000 title claims description 95
- 239000011810 insulating material Substances 0.000 claims description 28
- 238000001514 detection method Methods 0.000 claims description 19
- 238000005097 cold rolling Methods 0.000 claims description 18
- 238000005259 measurement Methods 0.000 claims description 13
- 238000009413 insulation Methods 0.000 claims description 10
- 239000006260 foam Substances 0.000 claims description 9
- 238000001816 cooling Methods 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 239000004795 extruded polystyrene foam Substances 0.000 claims description 5
- 239000000314 lubricant Substances 0.000 claims description 5
- -1 polyethylene Polymers 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 229920006327 polystyrene foam Polymers 0.000 claims description 5
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 4
- 230000005540 biological transmission Effects 0.000 claims description 4
- 239000011491 glass wool Substances 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 claims description 4
- 239000011490 mineral wool Substances 0.000 claims description 4
- 239000000498 cooling water Substances 0.000 claims description 3
- 239000011324 bead Substances 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 description 33
- 239000000463 material Substances 0.000 description 17
- 230000000694 effects Effects 0.000 description 10
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 238000004804 winding Methods 0.000 description 6
- 239000003921 oil Substances 0.000 description 4
- 230000036760 body temperature Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 239000002480 mineral oil Substances 0.000 description 2
- 235000010446 mineral oil Nutrition 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000010731 rolling oil Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
Images


Landscapes
- Length-Measuring Devices Using Wave Or Particle Radiation (AREA)
Description
に放射線を照射するものである。放射線発生部3は、被測定物5の幅方向の中心に、例えばX線やβ線等の放射線を照射する。なお、放射線発生部3を上部フレーム2aの先端に配設し、放射線検出部4を下部フレーム2bに配設することも可能である。
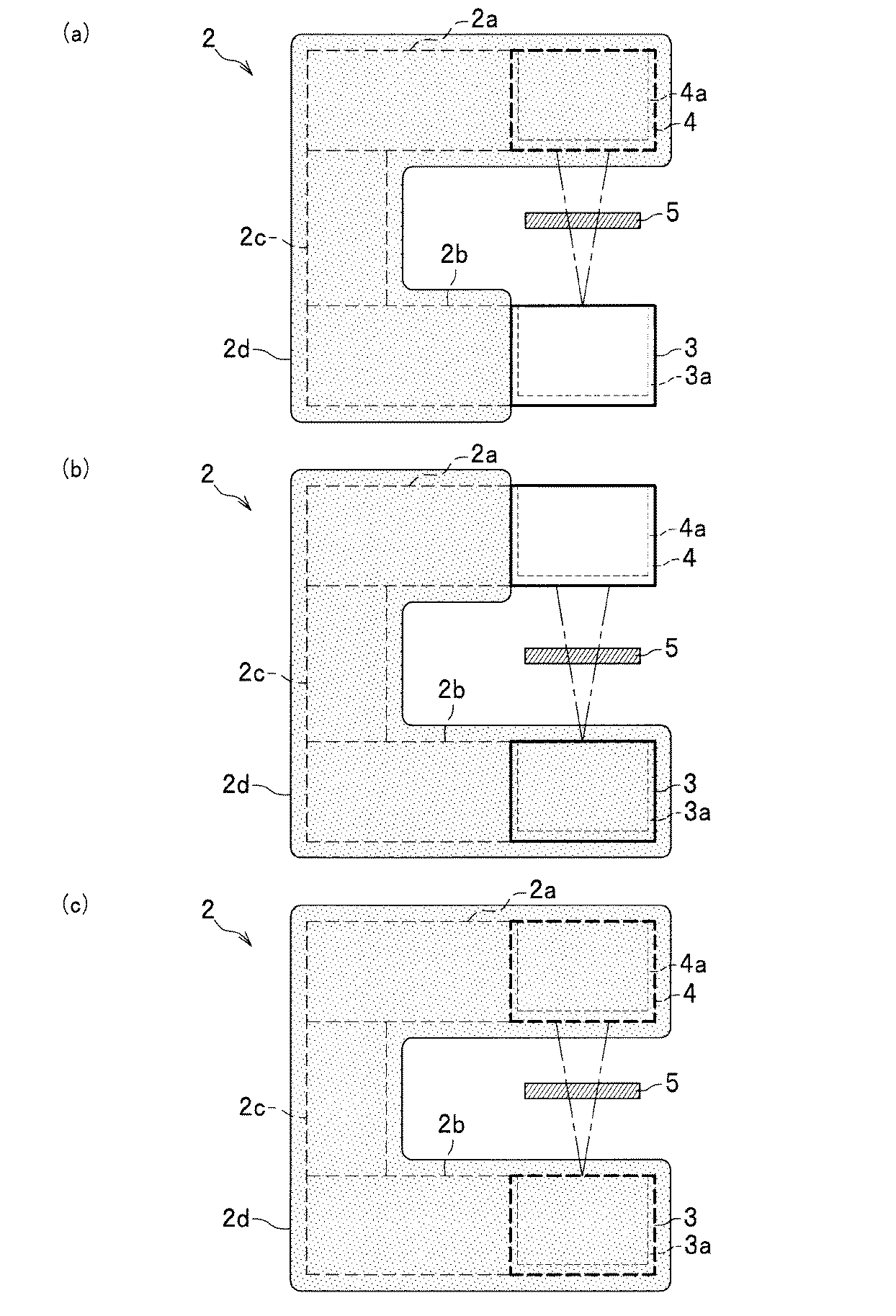
2 フレーム体
2a 上部フレーム
2b 下部フレーム
2c 側部フレーム
2d 断熱材
3 放射線発生部
3a 冷却配管
4 放射線検出部
4a 冷却配管
5 被測定物
Claims (3)
- 被測定物に放射線を照射して板厚を測定する放射線板厚測定装置であって、
上部フレームと下部フレームと側部フレームとから構成されたフレーム体と、
前記上部フレーム及び前記下部フレームの一方の先端に配設した、前記被測定物に放射線を照射する放射線発生部と、
前記上部フレーム及び前記下部フレームの他方の先端に前記放射線発生部と対向するように配設した、前記被測定物を透過した放射線の減衰量を検出する放射線検出部と、
前記放射線発生部及び前記放射線検出部の内部に形成した、冷却水が循環する冷却配管と、を備え、
前記フレーム体の表面温度が25±10℃の範囲内となるように、前記フレーム体を厚さ1〜5mmの断熱材で被覆することを特徴とする放射線板厚測定装置。 - 前記放射線発生部の送信部以外の部位及び前記放射線発生部の周囲と、前記放射線検出部の受信部以外の部位及び放射線検出部の周囲と、の少なくとも一方をさらに断熱材で被覆することを特徴とする請求項1に記載の放射線板厚測定装置。
- 前記断熱材が、グラスウール、ロックウール、ビーズ法ポリスチレンフォーム、押出法ポリスチレンフォーム、ポリエチレンフォーム、フェノールフォームのいずれか1つからなり、水系の潤滑剤を用いる冷間圧延機に使用されることを特徴とする請求項1または2に記載の放射線板厚測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009083703A JP5570135B2 (ja) | 2009-03-30 | 2009-03-30 | 放射線板厚測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009083703A JP5570135B2 (ja) | 2009-03-30 | 2009-03-30 | 放射線板厚測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010236954A JP2010236954A (ja) | 2010-10-21 |
| JP5570135B2 true JP5570135B2 (ja) | 2014-08-13 |
Family
ID=43091416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009083703A Expired - Fee Related JP5570135B2 (ja) | 2009-03-30 | 2009-03-30 | 放射線板厚測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5570135B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014174010A (ja) * | 2013-03-08 | 2014-09-22 | Toshiba Corp | 厚さ測定装置 |
| JP6122796B2 (ja) * | 2014-02-24 | 2017-04-26 | 株式会社東芝 | X線厚さ計 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5422857A (en) * | 1977-07-22 | 1979-02-21 | Kobe Steel Ltd | Cooling method of radiation thickness meter |
| JPS5694911U (ja) * | 1979-12-21 | 1981-07-28 | ||
| JPS5999211A (ja) * | 1982-11-30 | 1984-06-07 | Toshiba Corp | 放射線厚み計検出部 |
| JPS59161231A (ja) * | 1983-03-02 | 1984-09-12 | Mitsubishi Electric Corp | 放電加工装置 |
| JPH0429365Y2 (ja) * | 1985-03-18 | 1992-07-16 | ||
| FR2716259B1 (fr) * | 1994-02-11 | 1996-04-19 | Lorraine Laminage | Dispositif pour la mesure du profil d'épaisseur d'un produit métallique sous forme de bande ou de plaque en défilement. |
| JP3335857B2 (ja) * | 1996-12-12 | 2002-10-21 | 株式会社東芝 | 耐熱型計測器 |
| JP4131843B2 (ja) * | 2003-09-05 | 2008-08-13 | 株式会社東芝 | チャタマーク検出装置 |
-
2009
- 2009-03-30 JP JP2009083703A patent/JP5570135B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010236954A (ja) | 2010-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015514587A (ja) | 管溶接装置において異形管を縦シーム溶接する方法及び装置 | |
| JP5570135B2 (ja) | 放射線板厚測定装置 | |
| SI2780663T1 (en) | Procedure for monitoring the integrity of containers | |
| Zhang et al. | Control of transverse corner cracks on low-carbon steel slabs | |
| JP2011179035A (ja) | 連続焼鈍炉の板温制御方法及び連続焼鈍炉 | |
| WO2014098297A1 (ko) | 고강도강의 형상 교정 및 압연 방법과 형상 교정 장치 | |
| CN117098615A (zh) | 热轧钢板的制造方法、热轧钢板的温度履历预测方法以及热轧钢板的硬质化部预测方法 | |
| JP5546118B2 (ja) | コイル徐冷装置 | |
| US5110218A (en) | Prediction method for formation of heat streak and thermal sensor roll therefor | |
| EP2286934B1 (en) | High-alloy seamless steel pipe manufacturing method | |
| CN102527786A (zh) | 道次间电磁感应加热辊弯成形方法及其装置 | |
| JP2007245232A (ja) | 連続鋳造鋳片の表面割れ防止方法 | |
| CN105445305A (zh) | 铝/钢层状复合材料初始结合临界压下量的确定方法 | |
| CN101811143B (zh) | 一种待轧保温铸坯温度控制方法 | |
| RU2533572C2 (ru) | Способ лазерной сварки тонкостенных труб | |
| JP5510787B2 (ja) | 冷延鋼板の連続焼鈍設備の輻射加熱による加熱炉の板温度制御方法 | |
| JP2005211973A (ja) | 内面疵の少ない熱延継目無鋼管の製造方法 | |
| US20080006387A1 (en) | Continuous Casting and Rolling Plant for a Metal Strip, Production Method for a Metal Strip, and a Metal Strip Itself | |
| EP3034197B1 (en) | Method for manufacturing round billet | |
| JP2014221487A (ja) | 熱間仕上圧延における先端反り防止方法および装置 | |
| JP4511908B2 (ja) | アルミニウム箔コイルの焼鈍方法 | |
| Vidoni et al. | Profile strip casting with inline hot rolling: Numerical simulations for the process chain design | |
| US12194520B2 (en) | Heating system for production of a double-layer tube | |
| JP2021016900A (ja) | 鍛造ロールベースのヒートパイプロール及びその製造方法 | |
| Goyal et al. | Transverse cracking of HF-ERW pipes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130813 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140610 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5570135 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |