JP5477258B2 - 熱可塑性樹脂組成物の製造方法及びその製造装置 - Google Patents
熱可塑性樹脂組成物の製造方法及びその製造装置 Download PDFInfo
- Publication number
- JP5477258B2 JP5477258B2 JP2010246766A JP2010246766A JP5477258B2 JP 5477258 B2 JP5477258 B2 JP 5477258B2 JP 2010246766 A JP2010246766 A JP 2010246766A JP 2010246766 A JP2010246766 A JP 2010246766A JP 5477258 B2 JP5477258 B2 JP 5477258B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- thermoplastic resin
- pair
- roll
- rolls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920005992 thermoplastic resin Polymers 0.000 title claims description 129
- 239000011342 resin composition Substances 0.000 title claims description 69
- 238000004519 manufacturing process Methods 0.000 title claims description 34
- 238000005096 rolling process Methods 0.000 claims description 147
- 239000000835 fiber Substances 0.000 claims description 117
- 238000002156 mixing Methods 0.000 claims description 97
- 239000000463 material Substances 0.000 claims description 64
- 235000013311 vegetables Nutrition 0.000 claims description 55
- 241000196324 Embryophyta Species 0.000 claims description 35
- 239000000203 mixture Substances 0.000 claims description 32
- 229920000098 polyolefin Polymers 0.000 claims description 22
- 229920005989 resin Polymers 0.000 claims description 17
- 239000011347 resin Substances 0.000 claims description 17
- 240000000797 Hibiscus cannabinus Species 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 16
- -1 polypropylene Polymers 0.000 claims description 15
- 239000004743 Polypropylene Substances 0.000 claims description 11
- 238000007664 blowing Methods 0.000 claims description 11
- 229920001155 polypropylene Polymers 0.000 claims description 11
- 238000012545 processing Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 description 39
- 238000000465 moulding Methods 0.000 description 29
- 238000005453 pelletization Methods 0.000 description 29
- 238000001816 cooling Methods 0.000 description 15
- 230000008569 process Effects 0.000 description 14
- 238000010298 pulverizing process Methods 0.000 description 12
- 238000001746 injection moulding Methods 0.000 description 11
- 239000002253 acid Substances 0.000 description 9
- 230000006866 deterioration Effects 0.000 description 9
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 239000008188 pellet Substances 0.000 description 8
- 239000003507 refrigerant Substances 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 239000001569 carbon dioxide Substances 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 238000000748 compression moulding Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 238000000227 grinding Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 244000025254 Cannabis sativa Species 0.000 description 3
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 3
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 235000009120 camo Nutrition 0.000 description 3
- 235000005607 chanvre indien Nutrition 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000011487 hemp Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 229920005676 ethylene-propylene block copolymer Polymers 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 238000005338 heat storage Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- JPSKCQCQZUGWNM-UHFFFAOYSA-N 2,7-Oxepanedione Chemical compound O=C1CCCCC(=O)O1 JPSKCQCQZUGWNM-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 241001133760 Acoelorraphe Species 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 235000011624 Agave sisalana Nutrition 0.000 description 1
- 241000609240 Ambelania acida Species 0.000 description 1
- 244000099147 Ananas comosus Species 0.000 description 1
- 235000007119 Ananas comosus Nutrition 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- 244000060011 Cocos nucifera Species 0.000 description 1
- 235000013162 Cocos nucifera Nutrition 0.000 description 1
- 241000218631 Coniferophyta Species 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 244000150187 Cyperus papyrus Species 0.000 description 1
- 235000011511 Diospyros Nutrition 0.000 description 1
- 244000236655 Diospyros kaki Species 0.000 description 1
- 241000945868 Eulaliopsis Species 0.000 description 1
- 235000015928 Hibiscus cannabinus Nutrition 0.000 description 1
- 240000004153 Hibiscus sabdariffa Species 0.000 description 1
- 235000001018 Hibiscus sabdariffa Nutrition 0.000 description 1
- 240000000982 Malva neglecta Species 0.000 description 1
- 235000000060 Malva neglecta Nutrition 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229920003354 Modic® Polymers 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- 235000018290 Musa x paradisiaca Nutrition 0.000 description 1
- 240000008790 Musa x paradisiaca Species 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 241000219492 Quercus Species 0.000 description 1
- 235000002905 Rumex vesicarius Nutrition 0.000 description 1
- 240000000111 Saccharum officinarum Species 0.000 description 1
- 235000007201 Saccharum officinarum Nutrition 0.000 description 1
- 235000021307 Triticum Nutrition 0.000 description 1
- 244000098338 Triticum aestivum Species 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000011162 core material Substances 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- VANNPISTIUFMLH-UHFFFAOYSA-N glutaric anhydride Chemical compound O=C1CCCC(=O)O1 VANNPISTIUFMLH-UHFFFAOYSA-N 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 208000016339 iris pattern Diseases 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/74—Mixing; Kneading using other mixers or combinations of mixers, e.g. of dissimilar mixers ; Plant
- B29B7/7461—Combinations of dissimilar mixers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/02—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type
- B29B7/06—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices
- B29B7/10—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary
- B29B7/18—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary with more than one shaft
- B29B7/183—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary with more than one shaft having a casing closely surrounding the rotors, e.g. of Banbury type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/421—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with screw and additionally other mixing elements on the same shaft, e.g. paddles, discs, bearings, rotor blades of the Banbury type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/74—Mixing; Kneading using other mixers or combinations of mixers, e.g. of dissimilar mixers ; Plant
- B29B7/7476—Systems, i.e. flow charts or diagrams; Plants
- B29B7/748—Plants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/74—Mixing; Kneading using other mixers or combinations of mixers, e.g. of dissimilar mixers ; Plant
- B29B7/7476—Systems, i.e. flow charts or diagrams; Plants
- B29B7/7495—Systems, i.e. flow charts or diagrams; Plants for mixing rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/08—Making granules by agglomerating smaller particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
- B29B7/92—Wood chips or wood fibres
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
即ち例えば、ポリオレフィン系樹脂と所定長の木粉とを含有する混合材料を、溶融混練し、押出成形してなる溶融樹脂混練物を冷却し、粉砕してポリオレフィン系樹脂組成物を製造する方法が知られている(特許文献1参照)。また、特許文献1には、この方法により製造された樹脂組成物を用いて、押し込み成形により擬木などの木質感のある成形体を製造することができると説明されている。更に、材木、パルプ等の切削屑、及びケナフ等の植物性材料の粉砕物などの植物系充填材と、熱可塑性樹脂とを溶融混練し、押出成形した後、冷却し、ペレット化して複合材料ペレットを製造する方法(特許文献2参照)が知られている他、本発明者による熱可塑性樹脂組成物及びその製造方法並びに成形体及びその製造方法(特許文献3参照)が知られている。
熱可塑性樹脂と植物性繊維とを混合して混合物とする混合工程と、圧延装置を用いて前記混合物(被圧延物)を圧延する圧延工程と、を備え、
前記圧延装置は、一対の圧延ロールと、その上方に配置された押込手段とを備え、
前記圧延工程では、前記一対の圧延ロールの間に前記押込手段を用いて前記混合物(被圧延物)を押し込み、前記混合物(被圧延物)を平板状の圧延物にすることを要旨とする。
前記一対の圧延ロールの上方に配置されて、前記一対の圧延ロールの間に前記被圧延物を押し込む押込手段と、を備え、
前記押込手段により前記一対の圧延ロール間に前記被圧延物を押し込みつつ、圧延して前記被圧延物を平板状の圧延物にする圧延装置であって、
前記押込手段は、前記被圧延物を押圧するためのプッシャーを備え、
前記プッシャーは、前記一対の圧延ロール間の隙間に接近した下方の近接位置と、前記近接位置よりも前記隙間から遠ざかった上方の遠隔位置との間で上下移動可能とされており、
前記プッシャーは、前記被圧延物と接触する側の形状が、前記一対の圧延ロールの表面形状に追従した対応形状であって、前記一対の圧延ロールを構成する各ロールの表面形状に対応した切欠部を有していることを要旨とする。
[1]熱可塑性樹脂組成物の製造方法
熱可塑性樹脂及び植物性繊維を含有し、熱可塑性樹脂と植物性繊維との合計を100質量%とした場合に、植物性繊維は30〜95質量%である熱可塑性樹脂組成物は、
熱可塑性樹脂と植物性繊維とを混合して混合物とする混合工程と、圧延装置を用いて混合物を圧延する圧延工程と、を備え、
圧延装置は、一対の圧延ロールと、その上方に配置された押込手段とを備え、
圧延工程では、一対の圧延ロールの間に押込手段を用いて混合物を押し込み、混合物を平板状の圧延物にすることにより製造することができる。
本製造方法においていう熱可塑性樹脂組成物は、熱可塑性樹脂と植物性繊維との合計を100質量%とした場合に、植物性繊維を30〜95質量%含有する組成物である。
上記「熱可塑性樹脂」は、混合工程で植物性繊維と混合される樹脂である。この熱可塑性樹脂は特に限定されず、各種の熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、ポリオレフィン、ポリエステル樹脂、ポリスチレン、アクリル樹脂、ポリアミド、ポリカーボネート、ポリアセタール及びABS樹脂等が挙げられる。また、熱可塑性樹脂としては、ポリ乳酸、ポリカプロラクトン及びポリブチレンサクシネート等を用いることもできる。これらのうちでは、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等のポリオレフィンが好ましく、ポリプロピレン、エチレン−プロピレン共重合体、特にエチレン−プロピレンブロック共重合体がより好ましい。熱可塑性樹脂は2種以上を併用してもよいが、1種のみ用いられることが多い。
尚、酸価はJIS K0070により測定することができる。
尚、重量平均分子量はゲルパーミエーションクロマトグラフィにより測定することができる。
上記「植物性繊維」は、植物に由来する繊維である。この植物性繊維としては、ケナフ、ジュート麻、マニラ麻、サイザル麻、雁皮、三椏、楮、バナナ、パイナップル、ココヤシ、トウモロコシ、サトウキビ、バガス、ヤシ、パピルス、葦、エスパルト、サバイグラス、麦、稲、竹、針葉樹(杉、檜等)、広葉樹及び綿花などの各種の植物が有する繊維が挙げられる。この植物性繊維は1種のみ用いてもよく、2種以上を併用してもよい。これらのうちでは、成長が極めて早い一年草であり、優れた二酸化炭素吸収性を有し、大気中の二酸化炭素量の削減、森林資源の有効利用等に貢献することができるケナフが好ましく、更には、ケナフが有する繊維がより好ましい。また、植物のうちの用いる部位は特に限定されず、非木質部、木質部、葉部、茎部及び根部等の植物を構成するいずれの部位であってもよい。更に、特定部位のみを用いてもよいし、2箇所以上の異なる部位を併用してもよい。
尚、この原料繊維として用いられる植物性繊維は、通常、裁断して用いられる。
本発明の熱可塑性樹脂組成物の製造方法は、混合装置1{図3(断面図)及び図4(側面図)参照}により熱可塑性樹脂と植物性繊維とを混練し、混合する混合工程と、圧延装置30(図1及び図2参照)により混合物(熱可塑性樹脂と植物性繊維との混合物であって、被圧延物である)を平板状に圧延する圧延工程と、を備える。
上記「混合工程」は、熱可塑性樹脂と植物性繊維とを混合する工程である。
この混合工程では、押出タイプの混練機、押出タイプの混合機を除いた混合装置が用いられる。この混合装置は特に限定されないが、熱可塑性樹脂に多量の植物性繊維を混合させることができればよく、例えば、図3及び図4に記載された混合装置を用いることができる。この特定の混合装置を用いた場合、より高い流動性を有する熱可塑性樹脂組成物をより容易に製造することができる。
上記「圧延工程」は、混合工程において得られた混合物C(圧延工程では、特に「混合物」のことを「被圧延物」ともいう)を、圧延装置30を用いて圧延する工程である。この圧延装置30は、一対の圧延ロール320と、その上方に配置された押込手段310とを備えている。そして、この圧延工程は、一対の圧延ロール320の間に押込手段310を用いて被圧延物Cを押し込み、被圧延物Cを平板状の圧延物C1にする工程である。
尚、この工程で用いる圧延装置30については、後述する。
本発明の熱可塑性樹脂組成物の製造方法は、混合工程及び圧延工程以外に、他の工程を備えることができる。例えば、圧延工程により得られた圧延物C1は、そのまま成形体等を成形するための原料として用いてもよいが、更に粉砕した粉砕物として利用したり、或いは、粉砕物をペレット化したりして利用できる。従って、例えば、他の工程としては、圧延工程で得られた圧延物を粉砕して粉砕物とする粉砕工程が挙げられる。更に、得られた粉砕物をペレット化するペレット化工程(粉砕物ペレット化工程)が挙げられる。
またその他、混合工程を行う前に植物性繊維の予めペレット化するペレット化工程(植物性繊維ペレット化工程)等も挙げられる。
この粉砕工程を備える場合、粉砕装置は特に限定されず、圧延物C1を効率よく粉砕することができればよい。例えば、株式会社ホーライ製のZシリーズの粉砕機等を用いることができる。また、粉砕物の粒子の形状及び粒径も特に限定されず、整粒等の操作は特に必要とすることなく、成形体の原料として用いることができる。粒径(最大寸法)は1〜10mm、特に3〜8mmであることが好ましく、粒径が1〜10mmであれば、取り扱い易く、射出成形機等の成形機への供給も容易である。
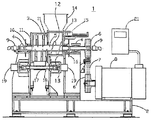
粉砕工程により得られた粉砕物は、そのまま成形体の原料として使用することができるが、ペレット化して用いることが好ましい。粉砕物をペレット化することにより射出形成等の成形がより容易になるからである。即ち、粉砕工程の後に、粉砕物ペレット化工程を備えることができる。このペレット化の方法は特に限定されないが、例えば、図1に例示されるように粉砕装置50とペレット化装置90とを並列に配置し、粉砕と連続してペレット化することができる。また、ペレット化は粉砕物を再加熱せずに実施することもでき、粉砕装置から排出される粉砕物を押出機等により溶融混練し押し出してペレット化することもできる。
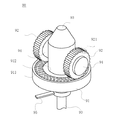
このローラーディスクダイ式成形機90では、上記の構成に加え、プレスローラ92の表面に凹凸921が設けられていることがより好ましい。また、主回転軸93の回転に伴って回転される切断用ブレード95を備えていることがより好ましい。
また、混合工程で用いる植物性繊維は、混合工程で用いる前に予めペレット化して用いることができる。即ち、混合工程前に、植物性繊維ペレット化工程を備えることができる。植物性繊維をペレット化する場合、ペレット化装置は特に限定されないが、上記(5)の粉砕物ペレット化工程と同様にローラーディスクダイ式成形機を用いることができる。このように植物性繊維をペレット化することで、植物性繊維と熱可塑性樹脂との嵩密度の差を小さくすることができ、作業性が向上し、混合の際の各々の繊維の偏在を抑えることもできる。また、植物性繊維と熱可塑性樹脂とが相互により均一に分散した熱可塑性樹脂組成物とすることができ、この組成物を用いてなる成形体の機械的強度をより向上させることができる。
混合工程と圧延工程とは、図1に例示されるように、混合装置1と圧延装置30とを並列に配置し、連続的に混合し、圧延する工程とすることが好ましい。即ち、混合装置1から排出される混合物C(被圧延物)を、シュート309を用いて圧延装置30に投入できる。更に、圧延装置30では、具備された押込手段310によって被圧延物Cを、その下方に配置された圧延ロール320の間に向けて押し込み、圧延ロール320間で圧延して所定厚さの平板状の圧延物C1とすることが好ましい。
本発明の方法により製造された熱可塑性樹脂組成物(好ましくは圧延後、粉砕された粉砕物、又は粉砕物がペレット化されてなるペレット)は、射出成形、押出成形、圧縮成形等の各種の成形方法により、成形体とすることができる。この熱可塑性樹脂組成物は、多量の植物性繊維を含有しているにもかかわらず、優れた流動性を有するため、特に高い流動性を要する射出成形に用いることが好適である。この射出成形時、熱可塑性樹脂組成物がペレット化されておれば、計量時間及び射出時間等を短縮することができ、その結果、成形サイクルが短縮されて成形効率を向上させることができる。また、射出成形等の各種の成形に用いる装置及び成形条件等は特に限定されず、熱可塑性樹脂の種類、及び成形体の形状、用途等により適宜選択し、設定すればよい。
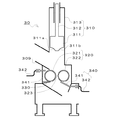
本発明の圧延装置30は、上方から投入された熱可塑性樹脂を含む被圧延物を圧延して下方へ排出する一対の圧延ロール320(ロール321及びロール322)と、一対の圧延ロール320の上方に配置されて、一対の圧延ロール320の間に前記被圧延物C(混合物C)を押し込む押込手段310と、を備え、押込手段310により一対の圧延ロール320間に被圧延物Cを押し込みつつ、圧延して被圧延物Cを平板状の圧延物C1にする圧延装置30であって、
押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、
プッシャー311は、一対の圧延ロール320間の隙間323に接近した下方の近接位置と、近接位置よりも隙間323から遠ざかった上方の遠隔位置との間で上下移動可能とされており、
プッシャー311は、被圧延物Cと接触する側の形状が、一対の圧延ロール320の表面形状に追従した対応形状であって、一対の圧延ロール320を構成する各ロールの表面形状に対応した切欠部311a及び311bを有している(図1及び図2参照)。
また、スクレーパ330の配設位置は特に限定されないが、圧延物C1を下方へ排出する目的において、図2に例示されるように、対応したロール321の下側に配置されることが好ましい。更に、スクレーパ330と対応したロール321表面とのクリアランスは特に限定されないが、0.1〜1mmとすることが好ましく、0.3〜0.8mmとすることが好ましい。
このエアブロー手段340は、一対の圧延ロール320の表面に向かって気体(冷媒)を吐出する吐出ノズル部341と、気体供給源(コンプレッサー及びガスボンベなどの供給源、図示せず)から吐出ノズル部341まで気体を送る流通部342とを備えてなることができる。
更に、ロールに対する送風角度は特に限定されないが、例えば、ロール表面に対して接線方向へ気体を吐出するように吐出ノズル部341を配置することができる。
即ち、上記凹凸形状は、凹凸であればどのような形状であってもよい。例えば、ドットパターンの凹凸形状でもよく、ラインパターンの凹凸形状でもよい。ドットパターンの凹凸形状である場合、その凸部の横断面の形状は特に限定されず、円形、楕円形、三角形及び四角形等の多角形などのいずれであってもよい。また、ラインパターンの凹凸形状である場合、そのパターンはロールの回転方向に対して平行なパターンであってもよく、回転方向に対して斜めのパターンでもよい。
また、凹凸形状における凹部と凸部との高低差(凸部の頂端から凹部の底端までの高さ)は特に限定されないが、通常、0.1〜1.0mmである。この範囲では、より効果的に被圧延物Cがロールへ張り付くことを防止できる。この高低差は0.2〜0.8mmが好ましく、0.3〜0.7mmがより好ましい。
[1]熱可塑性樹脂組成物の製造
実施例1
〈1〉混合工程
ケナフ繊維(平均繊維長1.6mm)240gと、ポリプロピレン(サンアロマー株式会社製、商品名「VM970X」)385gと、酸変性ポリプロピレン(三菱化学株式会社製、商品名「モディックP908」)15gと、を図3の混合装置1(WO2004−076044号に記載された装置)の材料供給室13に投入し、その後、容量5リットルの混合室3に移送し、混合羽根(図4の10a〜10f)を、32kwモーターに対して指令周波数40Hzにて駆動させて混合した。尚、この配合は、原料全量に対してケナフ繊維が37.5質量%の質量割合である。
その後、混合羽根にかかる負荷(トルク)が上昇し、150%に相当する負荷に達した時点から4秒経過後を終点として混合を停止し、混合物Cを混合装置1から排出した。得られた塊状物は、最大寸法10〜20cmの塊状であり、デジタル温度計(CUSTOM社製、品名「CT−1310D型」)によって測定された塊状物の内部の温度は220〜240℃であった。
上記〈1〉で得られた塊状物(混合物C且つ被圧延物C)は、混合装置1から排出されるとシュート309を通り、圧延装置30内に投入される。この圧延装置30は、図1及び図2に示されるように、ロール321及びロール322からなる一対の圧延ロール320と、この一対の圧延ロール320の間に被圧延物Cを押し込む押込手段310と、を備えている。
プッシャー311は、図2に示すように、ロール321の表面形状に対応した切欠部311a及びロール322の表面形状に対応した切欠部311bを有し、近接位置において一対の圧延ロール320との間のクリアランスを10〜30mmとすることができる。
更に、ロール321及びロール322の両ロール内に冷媒流路が備えられ、温度20℃の水が流通されて、図示されないロール内水冷手段を備えている。これにより、被圧延物Cのロールへの張り付きを抑制している。
加えて、ロール321及びロール322の両ロール表面を風冷するエアブロー手段340を備えている。エアブロー手段340は、ロール321及びロール322の両ロール表面に向かって空気を吐出する吐出ノズル部341と、図示されないコンプレッサーから吐出ノズル部341まで圧縮空気を送る流通部342とを備える。各ロールに対応した吐出ノズル部341は、各ロールの長手方向に4つが並列されており、合計8つの吐出ノズル部341を備えている。これにより、被圧延物Cのロールへの張り付きを抑制している。
上記〈2〉において、ベルトコンベア40で搬送された圧延物C1は、粉砕装置50(TRIA社製、型式「42−20JM」)に投入される。この粉砕装置50内では、圧延物C1が粉砕されて、目開き5mmのスクリーンを通過されて、粉砕物となる。
その後、粉砕物は、搬送用ダクトホース60内を搬送されて、ジェットローダー(松井製作所製、型式「JL4−VC」)によりサイクロン70内に吸引され、エア分離されて、ロータリーバルブ80にて、ローラーディスクダイ式ペレット化装置90に投入される。
上記〈3〉で粉砕された粉砕物は、ローラーディスクダイ式ペレット化装置90(菊川鉄工所製、形式「KP280」、貫通孔径3.2mm、厚さ30mmのダイを使用)に投入されて、ローラーディスクダイ式ペレット化装置90において、直径約3mm、且つ長さ約5mmの円柱状のペレットに成形される。
その後、ペレットをオーブンにて110℃で5時間乾燥させて、本発明の熱可塑性樹脂組成物のペレットを得た。
上記〈4〉までに得られたペレットを、射出成形機(住友重機械工業社製、形式「SE100DU」)により、シリンダー温度190℃、型温度40℃の条件で射出成形し、長さ80mm、幅10mm、厚さ4mmの試験片を作製し、次いで、ISO178に準拠して曲げ試験を実施し、曲げ強さ及び曲げ弾性率を算出した。また、バーフロー金型を用いて同様にして射出成形し、流動長を評価した。その結果、曲げ強度は61MPa、曲げ弾性率は3700MPa、バーフロー長は360mmであった。このように、実施例の熱可塑性樹脂組成物は、十分な曲げ特性を有し、且つバーフロー長を指標とする流動性も優れていることが分かる。
30;圧延装置、309;シュート、310;押圧手段、311;プッシャー、311a及び311b;切欠部、312;ロッド、313;シリンダー、320;一対の圧延ロール、321及び322;ロール、323;隙間、330;スクレーパ、340;エアブロー手段、341;吐出ノズル部、342;流通部、
40;搬送用コンベア、
50;粉砕装置、
60;搬送用ダクトホース、
70;サイクロン、
80;ロータリーバルブ、
90;ローラーディスクダイ式成形機、91;ディスクダイ、911;貫通孔、912;主回転軸挿通孔、92;プレスローラ、921;凹凸部、93;主回転軸、94;プレスローラ固定軸、95;切断用ブレード。
Claims (9)
- 熱可塑性樹脂及び植物性繊維を含有し、前記熱可塑性樹脂と前記植物性繊維との合計を100質量%とした場合に、前記植物性繊維は30〜95質量%である熱可塑性樹脂組成物の製造方法であって、
熱可塑性樹脂と植物性繊維とを混合して混合物とする混合工程と、圧延装置を用いて前記混合物を圧延する圧延工程と、を備え、
前記圧延装置は、一対の圧延ロールと、その上方に配置された押込手段とを備え、
前記圧延工程では、前記一対の圧延ロールの間に前記押込手段を用いて前記混合物を押し込み、前記混合物を平板状の圧延物にすることを特徴とする熱可塑性樹脂組成物の製造方法。 - 前記植物性繊維が、ケナフ繊維である請求項1に記載の熱可塑性樹脂組成物の製造方法。
- 前記熱可塑性樹脂は、ポリオレフィン及び酸変性ポリプロピレン系樹脂を含む請求項1又は2に記載の熱可塑性樹脂組成物の製造方法。
- 前記熱可塑性樹脂は、前記酸変性ポリプロピレン系樹脂を、前記熱可塑性樹脂全体100質量%に対して1〜30質量%含む請求項3に記載の熱可塑性樹脂組成物の製造方法。
- 上方から投入された熱可塑性樹脂を含む被圧延物を圧延して下方へ排出する一対の圧延ロールと、
前記一対の圧延ロールの上方に配置されて、前記一対の圧延ロールの間に前記被圧延物を押し込む押込手段と、を備え、
前記押込手段により前記一対の圧延ロール間に前記被圧延物を押し込みつつ、圧延して前記被圧延物を平板状の圧延物にする圧延装置であって、
前記押込手段は、前記被圧延物を押圧するためのプッシャーを備え、
前記プッシャーは、前記一対の圧延ロール間の隙間に接近した下方の近接位置と、前記近接位置よりも前記隙間から遠ざかった上方の遠隔位置との間で上下移動可能とされており、
前記プッシャーは、前記被圧延物と接触する側の形状が、前記一対の圧延ロールの表面形状に追従した対応形状であって、前記一対の圧延ロールを構成する各ロールの表面形状に対応した切欠部を有していることを特徴とする圧延装置。 - 前記被圧延物は、更に植物性繊維を含有し、前記熱可塑性樹脂と前記植物性繊維との合計を100質量%とした場合に、前記植物性繊維は30〜95質量%である熱可塑性樹脂組成物である請求項5に記載の圧延装置。
- 前記一対の圧延ロールのうちの少なくとも一方のロールに対するスクレーパを備える請求項5又は6に記載の圧延装置。
- 前記一対の圧延ロールの各々のロール表面へ送風するエアブロー手段を備える請求項5乃至7のうちのいずれかに記載の圧延装置。
- 前記一対の圧延ロールを構成する各ロールの表面に凹凸加工が施されている請求項5乃至8のうちのいずれかに記載の圧延装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010246766A JP5477258B2 (ja) | 2010-11-02 | 2010-11-02 | 熱可塑性樹脂組成物の製造方法及びその製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010246766A JP5477258B2 (ja) | 2010-11-02 | 2010-11-02 | 熱可塑性樹脂組成物の製造方法及びその製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012097210A JP2012097210A (ja) | 2012-05-24 |
| JP5477258B2 true JP5477258B2 (ja) | 2014-04-23 |
Family
ID=46389487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010246766A Expired - Fee Related JP5477258B2 (ja) | 2010-11-02 | 2010-11-02 | 熱可塑性樹脂組成物の製造方法及びその製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5477258B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103496045A (zh) * | 2013-09-29 | 2014-01-08 | 大连橡胶塑料机械股份有限公司 | 胶料压料装置 |
| CN105014817B (zh) * | 2015-08-04 | 2017-04-12 | 泉州宏泰机械有限公司 | 一种开放式炼胶机的自动旋转送料装置 |
| EP3178623A1 (en) * | 2015-12-07 | 2017-06-14 | SAPPI Netherlands Services B.V. | Process for manufacturing a precursor material |
| JP7454097B1 (ja) | 2023-10-05 | 2024-03-21 | 長瀬産業株式会社 | 結晶性ポリマーの粉体造粒物及びその製造方法 |
| CN117207485B (zh) * | 2023-11-09 | 2024-03-12 | 四川中科航宇新材料有限公司 | 玻纤增强聚芳硫醚类材料挤出前处理螺杆装置及安装方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5102168B2 (ja) * | 2008-10-01 | 2012-12-19 | 株式会社モリヤマ | シート成形装置のトラブル解消方法及びシート成形装置 |
| JP2010144056A (ja) * | 2008-12-18 | 2010-07-01 | Toyota Boshoku Corp | 熱可塑性樹脂組成物及びその製造方法並びに成形体及びその製造方法 |
-
2010
- 2010-11-02 JP JP2010246766A patent/JP5477258B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012097210A (ja) | 2012-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5380816B2 (ja) | 熱可塑性樹脂組成物の製造方法及び熱可塑性樹脂成形体の製造方法 | |
| JP5146393B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| CA2796753C (en) | Method for producing composite pellet for extrusion molding, and composite pellet for extrusion molding produced by the method | |
| JP2879771B2 (ja) | 引抜き合成木材複合材及びその製造方法 | |
| US6632863B2 (en) | Cellulose/polyolefin composite pellet | |
| JP5477258B2 (ja) | 熱可塑性樹脂組成物の製造方法及びその製造装置 | |
| JP4371373B2 (ja) | 木質系成形体の製造方法および木質系成形体 | |
| US20120077890A1 (en) | Composite Building Materials and Methods of Manufacture | |
| JP5493499B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| KR102163344B1 (ko) | 바이오플라스틱의 제조 방법, 이에 의해 제조된 바이오플라스틱 및 이를 사용한 필름, 쉬트 또는 용기 | |
| JP5136258B2 (ja) | 熱可塑性組成物の製造方法及び成形体の製造方法 | |
| JP4732185B2 (ja) | 生分解性ポリエステル樹脂複合材料の製造方法 | |
| JP2011005783A (ja) | 熱可塑性樹脂組成物の製造方法及び成形体の製造方法 | |
| JP5745352B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JP2009096875A (ja) | 熱可塑性樹脂組成物の製造方法及び成形体の製造方法 | |
| JP2009108142A (ja) | 熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法 | |
| JP2010144056A (ja) | 熱可塑性樹脂組成物及びその製造方法並びに成形体及びその製造方法 | |
| JP2010275400A (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JP2010030047A (ja) | 熱可塑性組成物の製造方法及び成形体の製造方法 | |
| JP2006082353A (ja) | 木質熱可塑性樹脂組成物及び木質熱可塑性樹脂成形体の製造方法 | |
| JP5601234B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JP6699257B2 (ja) | 熱可塑性樹脂成形体及びその製造方法 | |
| JP7558896B2 (ja) | 樹脂複合材料の製造方法および製造装置 | |
| WO2009116501A1 (ja) | 熱可塑性樹脂組成物の製造方法及び熱可塑性樹脂成形体の製造方法 | |
| JP2010001441A (ja) | 熱可塑性組成物の製造方法及び成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120904 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5477258 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |