JP5468809B2 - アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 - Google Patents
アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 Download PDFInfo
- Publication number
- JP5468809B2 JP5468809B2 JP2009099919A JP2009099919A JP5468809B2 JP 5468809 B2 JP5468809 B2 JP 5468809B2 JP 2009099919 A JP2009099919 A JP 2009099919A JP 2009099919 A JP2009099919 A JP 2009099919A JP 5468809 B2 JP5468809 B2 JP 5468809B2
- Authority
- JP
- Japan
- Prior art keywords
- exhaust gas
- brazing material
- heat exchanger
- brazing
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Exhaust-Gas Circulating Devices (AREA)
Description
そのため、そのろう材の付着工程が複雑になると共に、高価なNiろう、その他の材料を必要とし、結果、EGRクーラが高価にならざるをえなかった。
インタークーラでは、ステンレス材の代わりにアルミニウム材を使用して、そのチューブの内面側にろう材がクラッドされたアルミニウム製クラッド材を用い、インナーフィンにはろう材の付着されていないベア材を用い、それらを組立てていた。
アルミニウム製熱交換器をEGRクーラに用いた場合には、ステンレス製熱交換器のような粉末ろうの塗布工程は不要となり、製造原価が低下することができる。しかし、排ガスが流通する偏平チューブ内に腐食性凝縮水が生成すると、それにより腐食が起こり、寿命が短いものとならざるをえなかった。
それぞれアルミニウム製で、前記偏平チューブ(2) 材及び排ガスタンク(1)の少なくとも内面側全面にZnを1.5〜3.0%含むろう材が被覆されると共に、インナーフィン(3) 材の両面の全面にZnを1.0〜2.0%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体及び排ガスタンク(1)の内面全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法である。
それぞれアルミニウム製で、前記偏平チューブ(2) 材の内面側にZnを1.5〜3.5%含むろう材が被覆されると共に、インナーフィン(3) 材の両面にZnを1.0〜1.5%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法である。
それぞれアルミニウム製で、前記偏平チューブ(2) 材の内面側にZnを1.5〜2.5%含むろう材が被覆されると共に、インナーフィン(3) 材の両面にZnを1.0〜2.5%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法である。
請求項4に記載の本発明は、請求項1〜請求項3のうち、何れか一つの製造方法により製造されたアルミニウム製排ガス用熱交換器である。
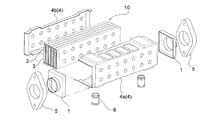
本発明の熱交換器は、アルミニウム製のEGRクーラまたは排熱回収に最適なものである。一例として図6に示す如く、インナーフィン3を内装した複数の偏平チューブ2が並列されてコア10を構成し、そのコア10の外周がケーシング本体4aとケーシング蓋4bとからなるケーシング4で被嵌され、その長手方向の両端部に一対の排ガスタンク1が嵌着し、その排ガスタンク1にそれぞれフランジ5が取り付けられる。
本発明では各種実験の結果、偏平チューブ2の内面側のろう材2cとインナーフィン3のろう材3b、3cにおけるZnの成分範囲は、異なる方が好ましいことをつきとめた。 一例として、アルミニウム製(アルミニウム合金、以下同じ)の偏平チューブ2のろう材2cのZn量を全体の1.5〜3.0重量%(以下全て重量%)としたとき、アルミニウム製インナーフィン3のろう材3b、3cのZn量は1.0〜2.0%とすることが最も好ましい。
また、偏平チューブ2のろう材2cのZn量を1.5〜2.5%としたときには、インナーフィン3のろう材3b、3cは1.0〜2.5%が好ましい。このようなブレージングシートを用いたインナーフィン3内装の偏平チューブ2を積層してコア10を構成すると共に、排ガスタンク1も、偏平チューブ2同様にその内外面に同一のろう材を被覆したブレージングシートを用いて、そのコア10の両端に嵌着する。また、ケーシング4は少なくとも内面側にろう材が被覆されたものを用いる。そして、フランジ5、冷却水パイプ6を取付け、全体を高温の炉内に挿入し、各部品間を一体的にろう付け固定する。すると、偏平チューブ2の内面側およびインナーフィン3の両面側全体にろう材が被覆される。このように、排ガス7が流通し、その凝縮水が発生する内面側にろう材が被覆されると、その各ろう材のZn成分量により腐食しにくくなることが下記実験により明らかとなった。
次にインナーフィン3はその芯材3aとして、Al−Mn−Zn系合金あるいは、Al−Mn−Si−Zn系合金を用いる。具体的にはMnが1%、Znが1%、残部Alである。そして、インナーフィン3のろう材3b、3cとして、Al−Si−Zn系を用い、Siを7.5%、Znを0.5〜3.0%、残部Alとする。
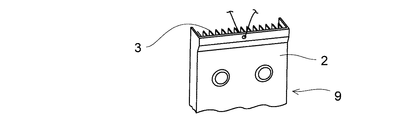
そして、ガソリンエンジンまたはディーゼルエンジンの燃焼ガスから生じる凝縮液の相当液をあらかじめ用意する。この模擬的な凝縮水成分は、水にSO4 2-が5000ppm、CH3COO-が2500ppm、HCOO-が5000ppm、NO3 -が500ppm、Cl-が50ppmである。
そして、試験条件として、模擬凝縮水に2分間試験体9を浸漬し、次いで280℃で5分間高温乾燥させ、次に空冷を10分間行う。これを1サイクルとして100サイクル繰返し行う。
その結果が表1である。この表において、白丸は各部とも侵食深さが極めて小さいものであり、ろう材による模擬凝縮水による耐食性が証明された範囲である。黒丸はチューブの侵食深さが大で侵食形態は孔食状である。黒三角はフィンの腐食量が多いあるいは、フィンに粒界腐食が発生している。黒四角はろうフィレット部の腐食が大である。あるいは共晶部が選択腐食している。

●・・チューブ腐食深さが大で、腐食形態は孔食状
▲・・フィン腐食量が多い。あるいは、粒界腐食状形態が発生
■・・ろう付フィレット部の腐食が大。あるいは、共晶部が選択腐食発生
またクラッドチューブのろう材のZn量が1.5〜3.5%の範囲ではクラッドフィンのろう材のZn量が1.0〜1.5%の範囲で各部とも侵食深さが小さいことが分かる。
さらにクラッドチューブのろう材のZn量が1.5〜2.5%の範囲では、クラッドフィン材のろう材のZn量が1.0〜2.5%までの範囲で各部とも侵食深さが小さいことが分かる。
次に、上記表1では、チューブ芯材としてAl−Mn−Cu系を用いたが、それに代えてAl−Mn−Si−Cuでも同様の実験を行ったが、同様の実験結果が得られた。また、ろう材としてAl−7.5%Si−ZnにおけるSi量を5.0〜10.0%に変化させても、同様の結果を得られた。
チューブ材のみにクラッドろう材を用い、フィン材にはろう材を被覆せず(ベア材)、そのフィンの芯材のみとし、それ自体にZnを有するアルミニウム合金を用いた。クラッドチューブ材としては、表1の場合と同様に、その芯材にAl−Mn−Cu合金を用いクラッドろう材としてAl−7.5%Si−Znを用い、そのZnを1.0〜4.0%とした。そして、フィン材の芯材成分は表2の如く用い、そのZn量を1.0〜1.5%とする。
その結果は表2に示す通りである。
●・・チューブ腐食深さが大で、腐食形態は孔食状
▲・・フィン腐食量が多い。あるいは、粒界腐食状形態が発生
■・・ろう付フィレット部の腐食が大。あるいは、共晶部が選択腐食発生
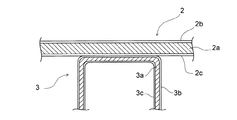
2 偏平チューブ
2a 芯材
2b ろう材
2c ろう材
2d 拡開部
2e ディンプル
3a 芯材
3b ろう材
3c ろう材
4 ケーシング
4a ケーシング本体
4b ケーシング蓋
6 冷却水パイプ
7 排ガス
8 冷却水
9 試験体
10 コア
Claims (4)
- 端部を排ガスタンク(1)に連通させた複数の偏平チューブ(2)が並列され、その偏平チューブ(2) の内部にインナーフィン(3) が介装され、その偏平チューブ(2) 内に腐食性凝縮水が生成される排ガス用熱交換器の製造方法において、
それぞれアルミニウム製で、前記偏平チューブ(2) 材及び排ガスタンク(1)の少なくとも内面側全面にZnを1.5〜3.0%含むろう材が被覆されると共に、インナーフィン(3) 材の両面の全面にZnを1.0〜2.0%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体及び排ガスタンク(1)の内面全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法。 - 端部を排ガスタンク(1) に連通させた複数の偏平チューブ(2) が並列され、その偏平チューブ(2) の内部にインナーフィン(3) が介装され、その偏平チューブ(2) 内に腐食性凝縮水が生成される排ガス用熱交換器の製造方法において、
それぞれアルミニウム製で、前記偏平チューブ(2) 材の内面側にZnを1.5〜3.5%含むろう材が被覆されると共に、インナーフィン(3) 材の両面にZnを1.0〜1.5%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法。 - 端部を排ガスタンク(1) に連通させた複数の偏平チューブ(2) が並列され、その偏平チューブ(2) の内部にインナーフィン(3) が介装され、その偏平チューブ(2) 内に腐食性凝縮水が生成される排ガス用熱交換器の製造方法において、
それぞれアルミニウム製で、前記偏平チューブ(2) 材の内面側にZnを1.5〜2.5%含むろう材が被覆されると共に、インナーフィン(3) 材の両面にZnを1.0〜2.5%を含むろう材が被覆された各部品を組み立てる工程と、その組み立体を炉内に挿入して、前記ろう材を溶融し、次いでそれを固化して、各部品間を一体にろう付け固定すると共に、その偏平チューブ(2) の内面全体およびインナーフィン(3) の全体を固化した前記ろう材で被覆する工程とを有することを特徴とするアルミニウム製排ガス用熱交換器の製造方法。 - 請求項1〜請求項3のうち、何れか一つの製造方法により製造されたアルミニウム製排ガス用熱交換器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009099919A JP5468809B2 (ja) | 2009-04-16 | 2009-04-16 | アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009099919A JP5468809B2 (ja) | 2009-04-16 | 2009-04-16 | アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010249426A JP2010249426A (ja) | 2010-11-04 |
| JP5468809B2 true JP5468809B2 (ja) | 2014-04-09 |
Family
ID=43311965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009099919A Active JP5468809B2 (ja) | 2009-04-16 | 2009-04-16 | アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5468809B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9671170B2 (en) | 2012-11-06 | 2017-06-06 | Borgwarner Emissions Systems Spain, S.L.U. | Heat exchange device for exchanging heat between fluids |
| US10113515B1 (en) | 2017-04-28 | 2018-10-30 | Hyundai Motor Company | Water cooled EGR cooler |
| US10378487B2 (en) | 2016-09-09 | 2019-08-13 | Hyundai Motor Company | Water-cooled exhaust gas recirculation cooler |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5533715B2 (ja) | 2010-04-09 | 2014-06-25 | 株式会社デンソー | 排気熱交換装置 |
| FR2967765B1 (fr) * | 2010-11-19 | 2015-03-06 | Valeo Systemes Thermiques | Composant brasable et echangeur de chaleur le comportant |
| JP5585558B2 (ja) * | 2011-09-24 | 2014-09-10 | 株式会社デンソー | 排気熱交換装置 |
| WO2013080611A1 (ja) * | 2011-12-02 | 2013-06-06 | 古河スカイ株式会社 | 熱交換器およびその製造方法 |
| JP5668697B2 (ja) * | 2012-01-23 | 2015-02-12 | トヨタ自動車株式会社 | 熱交換器の製造方法 |
| JP2014052086A (ja) * | 2012-09-05 | 2014-03-20 | T Rad Co Ltd | ヘッダプレートレス熱交換器 |
| KR101889441B1 (ko) * | 2017-04-17 | 2018-08-20 | 주식회사 코렌스 | 내식성이 향상된 이지알 쿨러의 가스튜브용 알루미늄 합금 소재 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006009744A (ja) * | 2004-06-29 | 2006-01-12 | Hino Motors Ltd | Egrクーラ |
| WO2006035986A1 (ja) * | 2004-09-28 | 2006-04-06 | T.Rad Co., Ltd. | Egrクーラ |
| JP4817879B2 (ja) * | 2006-02-23 | 2011-11-16 | マルヤス工業株式会社 | 熱交換器 |
| JP4736847B2 (ja) * | 2006-02-24 | 2011-07-27 | 株式会社デンソー | 熱交換器およびその製造方法 |
| JP5192718B2 (ja) * | 2007-04-10 | 2013-05-08 | 三菱アルミニウム株式会社 | 強度、犠牲陽極効果、および耐食性に優れるフィン材および熱交換器 |
-
2009
- 2009-04-16 JP JP2009099919A patent/JP5468809B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9671170B2 (en) | 2012-11-06 | 2017-06-06 | Borgwarner Emissions Systems Spain, S.L.U. | Heat exchange device for exchanging heat between fluids |
| US10378487B2 (en) | 2016-09-09 | 2019-08-13 | Hyundai Motor Company | Water-cooled exhaust gas recirculation cooler |
| US10113515B1 (en) | 2017-04-28 | 2018-10-30 | Hyundai Motor Company | Water cooled EGR cooler |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010249426A (ja) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5468809B2 (ja) | アルミニウム製排ガス用熱交換器の製造方法およびその熱交換器 | |
| KR101922746B1 (ko) | 내부 보호 피복을 갖는 열교환기 튜브용 합금 및 브레이징된 와류 발생기 | |
| US10006724B2 (en) | Multiply-clad brazing metal sheet | |
| EP1906127A2 (en) | Corrosion resistant bi-metal charge air cooler | |
| JP7485611B2 (ja) | 多層ブレージングシート | |
| US8152047B2 (en) | Method of producing a corrosion resistant aluminum heat exchanger | |
| US20050082350A1 (en) | Brazing method | |
| US20080078533A1 (en) | Corrosion resistant, alloy-coated charge air cooler | |
| JP2017044468A (ja) | ろう付け可能な構成要素およびこれを備えた熱交換器 | |
| JP6932102B2 (ja) | 排気再循環システム用アルミニウム合金製熱交換器 | |
| JP2007185709A (ja) | ろう接方法及びろう接構造体 | |
| JP2001174169A (ja) | 熱交換器 | |
| JP2000121286A (ja) | 積層型熱交換器の製造方法 | |
| JP5026306B2 (ja) | 熱交換器用Ni−Cu系ろう材 | |
| JP6003778B2 (ja) | 熱交換器の製造方法 | |
| JP2012087342A (ja) | 熱交換器用アルミニウムクラッド材 | |
| WO2014119298A1 (ja) | 排気熱交換器 | |
| JP3704178B2 (ja) | ろう付用アルミニウム材料及び該材料を用いた耐食性に優れたドロンカップ型熱交換器 | |
| JP3876180B2 (ja) | アルミニウム合金三層クラッド材 | |
| JP6932101B2 (ja) | 排気再循環システム用アルミニウム合金製熱交換器 | |
| JP3599126B2 (ja) | ブレージングシート及び熱交換器に用いられる管 | |
| JP2008064399A (ja) | 熱交換器 | |
| JP2000034532A (ja) | アルミニウム合金製熱交換器用複合材 | |
| JP2004108741A (ja) | 熱交換器およびその製造方法 | |
| KR20180028265A (ko) | 알루미늄 판재 및 이를 이용한 이지알쿨러 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5468809 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |