JP5407903B2 - 電子装置、および、電子装置の製造方法 - Google Patents
電子装置、および、電子装置の製造方法 Download PDFInfo
- Publication number
- JP5407903B2 JP5407903B2 JP2010016373A JP2010016373A JP5407903B2 JP 5407903 B2 JP5407903 B2 JP 5407903B2 JP 2010016373 A JP2010016373 A JP 2010016373A JP 2010016373 A JP2010016373 A JP 2010016373A JP 5407903 B2 JP5407903 B2 JP 5407903B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- substrate
- cap body
- wall surface
- electronic device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 42
- 239000000758 substrate Substances 0.000 claims description 151
- 239000000919 ceramic Substances 0.000 claims description 92
- 229910052751 metal Inorganic materials 0.000 claims description 68
- 239000002184 metal Substances 0.000 claims description 68
- 238000005304 joining Methods 0.000 claims description 66
- 238000000034 method Methods 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 41
- 238000003825 pressing Methods 0.000 claims description 40
- 238000005219 brazing Methods 0.000 claims description 27
- 230000002093 peripheral effect Effects 0.000 claims description 23
- 239000004020 conductor Substances 0.000 claims description 22
- 238000010304 firing Methods 0.000 claims description 7
- 239000010410 layer Substances 0.000 description 41
- 230000004048 modification Effects 0.000 description 28
- 238000012986 modification Methods 0.000 description 28
- 230000008569 process Effects 0.000 description 22
- 230000015572 biosynthetic process Effects 0.000 description 14
- 239000000956 alloy Substances 0.000 description 12
- 229910045601 alloy Inorganic materials 0.000 description 12
- 239000013078 crystal Substances 0.000 description 9
- 238000007747 plating Methods 0.000 description 8
- 239000011159 matrix material Substances 0.000 description 7
- 230000005284 excitation Effects 0.000 description 6
- 239000010453 quartz Substances 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 235000012431 wafers Nutrition 0.000 description 6
- 238000009713 electroplating Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 239000003870 refractory metal Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 235000014676 Phragmites communis Nutrition 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000007373 indentation Methods 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- 230000011218 segmentation Effects 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 244000273256 Phragmites communis Species 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 230000006837 decompression Effects 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910000833 kovar Inorganic materials 0.000 description 2
- 238000005555 metalworking Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- BYDQGSVXQDOSJJ-UHFFFAOYSA-N [Ge].[Au] Chemical compound [Ge].[Au] BYDQGSVXQDOSJJ-UHFFFAOYSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000001723 curing Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000006023 eutectic alloy Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- MSNOMDLPLDYDME-UHFFFAOYSA-N gold nickel Chemical compound [Ni].[Au] MSNOMDLPLDYDME-UHFFFAOYSA-N 0.000 description 1
- JVPLOXQKFGYFMN-UHFFFAOYSA-N gold tin Chemical compound [Sn].[Au] JVPLOXQKFGYFMN-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/161—Cap
- H01L2924/1615—Shape
- H01L2924/16152—Cap comprising a cavity for hosting the device, e.g. U-shaped cap
Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Description
また、キャップ体と基板との接合に供する当接部分がキャップ体の開口端面だけに限られるので、キャップ体と基板との接合強度が低くなり、耐衝撃性や接合強度の劣化、あるいはそれらによる封止の気密度の低下が起こる虞があるという課題があった。
また、基板の段部と壁面とにキャップ体との接合面が形成されるので、基板の平坦な面にキャップを接合する場合に比して、基板の面積の増大を抑えながらキャップ体の基板への接合面積を大きくすることにより接合強度を向上させることができる。
したがって、キャップ体の位置ズレを防止しながら基板に強固に接合することにより電子部品を確実に気密封止することができるので、落下などに対する耐衝撃性に優れ、高信頼性を有する小型の電子装置を提供することができる。
例えば、キャップ体および壁面それぞれの接合部分の金属よりも融点の低い合金(ろう)を接合部材として接合(ろう付け)するろう付けにより、キャップ体や基板側の金属や金属層を溶融させずに強固に接合することができる。
したがって、従来の電子装置の製造工程に含まれる分割溝形成ステップで、段部形成用の押圧刃を用いて段部形成するステップを付加することのみにより、落下などに対する耐衝撃性に優れ、高信頼性を有する電子装置を製造することができる。
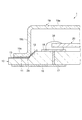
図1は、電子装置としての圧電デバイスの一実施形態を説明するものであり、(a)は上側からみた概略平面図、(b)は(a)のA−A線断面を示す概略断面図である。なお、図1(a)では、圧電デバイスの内部の構造を説明する便宜上、圧電デバイスの上方に設けられるキャップ体(19)の一部を切り欠いて図示している。また、図2は、図1(b)のD部を拡大して詳しく説明する部分断面図である。
外部実装端子16が設けられたセラミック基板10の一方の主面は圧電デバイス1の外底面となり、その外底面に設けられた外部実装端子16によって、圧電デバイス1を電子機器などの外部実装基板に実装することができる。本実施形態のセラミック基板10はセラミック基板用のグリーンシートを成形・加工してから焼成することにより形成されている(詳細について後述する)。
また、段部11上と壁面12上には、振動片接合領域を囲むように環状の金属層13が設けられている。
また、周縁部に段部11が設けられたセラミック基板10を用いた本実施形態の圧電デバイス1によれば、従来のセラミック基板のように平坦な面上にキャップ体を接合した場合に比して、キャップ体19の当接脚部19cとセラミック基板10の段部11との接合だけでなく、壁面12の段部11との境界部近傍と側壁部19bとの接合もされるので、セラミック基板10へのキャップ体19の接合強度が向上し、圧電振動片20を確実に気密封止することができるようになっている。
次に、上記構成の圧電デバイス1の製造方法について、特に、セラミック基板10の製造方法を中心として図面に沿って説明する。
図3は、圧電デバイス1の製造方法の一実施形態を説明するフローチャートである。
また、図4〜図9は、グリーンシートにより多数のセラミック基板を一括製造する過程を模式的に示すものであり、図4、図5、および図8は概略平面図、図6、図7、および図9は、図2と同じ断面を拡大して説明する部分断面図である。
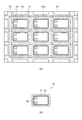
本実施形態では、セラミック基板10の基材としてセラミックのグリーンシートが用いられており、セラミック基板10の製造では、まず、ステップS1−2に示すように、複数のセラミック基板10をマトリクス状、すなわち、m列×n行(n,mは2以上の自然数)の行列状に並べて形成できるサイズのグリーンシート51(図4を参照)の準備をする。なお、図4,5,8,11,12に示すグリーンシート51において、1つのセラミック基板10の形成領域は圧電デバイス形成領域1Aとして図示している。グリーンシート51は、一般に、セラミック粉末を含むスラリーをドクターブレード法によりフィルム上に均一に載せ、そのスラリーを乾燥させてから所望の大きさの矩形状に切断することによって得ることができる。なお、セラミック粉末の材料は特に限定されるものではないが、耐熱性、耐絶縁性、耐磨耗性、耐気密性などの特性や、電気的特性に優れるアルミナ(Al2O3)やアルミナイトライド(AlN=窒化アルミニウム)などを用いることができる。また、スラリーには、セラミック粉末の他に有機バインダー、可塑剤、及び溶剤などが添加され、グリーンシート51が未焼成のこの段階では、グリーンシート51は比較的高い可塑性を有している。
次に、ステップS3に示すように、セラミック基板10にあけた貫通孔に、例えばタングステン(W)やモリブデン(Mo)などの高融点金属を含む導体ペーストをスクリーン印刷などの方法により充填することによってビアホール導通化を図り、セラミック基板10の両主面間を電気的に接続する層内配線17を形成する。
次に、ステップS4に示すように、例えばタングステンやモリブデンなどの高融点金属を含む導体ペーストをスクリーン印刷することにより、振動片接合端子18や金属層13、あるいは端子間配線やめっき用導体パターンなどの下地となる導体パターンを形成する。めっき用導体パターンは、後述するステップS7の導体パターンめっきステップにて、振動片接合端子18や金属層13に必要な金属めっき皮膜を電解めっきにより形成する際に、端子間配線を介してめっき電圧を供給するためのめっき用配線を指す。なお、図4は、グリーンシート51の複数の圧電デバイス形成領域1Aに振動片接合端子18の下地となる導体パターンが印刷され、さらに、金属層13の原形となる導体パターン13Aが形成された状態を示している(端子間配線やビアホールおよびめっき用導体パターンなどは図示を省略)。
なお、ステップS3のビアホール導通化とステップS4の導体パターン印刷は、スクリーン印刷により同時に行うことも可能である。
段部11の形成では、図6(a)に示すように、グリーンシート51と最初に当接される面に対して垂直な所定の傾斜で外側に広がる両側面を有する押圧刃60を、所定の圧力でグリーンシート51を押圧する。すると、図6(b)に示すように、可塑性を有する未焼成のグリーンシート51の塑性変形により押圧刃60の形状の凹部が形成される。すなわち、グリーンシート51の振動片接合端子18が設けられた振動片接合領域の面と平行な段部11と、その段部11から振動片接合領域の面に向かって傾斜する壁面12とが形成される。
このように、振動片接合領域の面側に傾斜した壁面12を有する段部11の形成は、従来のセラミック基板の製造工程に含まれるプレス加工による分割溝形成ステップにおいて、段部11形成用の押圧刃60を用いることのみにより、新たな工程や設備を増設することなく行うことができる。
次に、ステップS7に示すように、焼成したグリーンシート51を電解めっき液中に浸漬し、上記しためっき用導体パターンを介して通電を行い、振動片接合端子18や金属層13などの露出する高融点金属からなる全ての導体パターンに電解めっき皮膜(図示せず)を形成する。この電解めっき皮膜は、特に種類を限定するものではないが、例えば、電解ニッケル皮膜や電解金皮膜、あるいはニッケルと金とをこの順に積層させた複数層の電解めっき皮膜などがある。
以上、ステップS1−2のグリーンシート51準備からステップS2〜ステップS7までのステップにより、段部11を有するセラミック基板10がマトリクス状に複数形成されたグリーンシート51が完成する(図5を参照)。
なお、この段階で、グリーンシート51から個片のセラミック基板10に分割することもできる。例えば、図8(a)に示すように、複数の圧電デバイス形成領域1Aがマトリクス状に形成されたグリーンシート51を、図中、想像線(二点鎖線)で示すダイシングライン75に沿ってダイシングすることなどにより、図8(b)に示す個片のセラミック基板10を得ることができる。
本実施形態では、複数のセラミック基板10が一体に形成されたグリーンシート51の状態のままで、圧電デバイス1の組立を効率的に行う方法について、以下、説明する。
ろう材29としては、金−ニッケル(Au−Ni)や金−錫(Au−Sn)あるいは金−ゲルマニウム(Au−Ge)などの合金(共晶合金)や半田などのろう材を用いることができる。また、低融点ガラスや、封止材として用いられる接着剤などを利用することもできる。なお、ろう材29は、セラミック基板10の金属層13上や、キャップ体19のセラミック基板10との当接部分にその一部を設けておく構成としてもよい。
以上、説明した一連のステップを経て、グリーンシート51に、複数の圧電デバイス1がマトリクス状に形成される。
このような不具合を回避する方法として、上記ステップS5の分割溝・段部形成ステップで分割溝および段部11を形成した後で、図7(a)に示すように、角錐状の断面を有する押圧刃60Bを用いて段部11のダイシングライン上に圧痕52を形成する。このとき、圧痕52の幅はダイシングブレード70の幅と同じか若干広くすることが好ましい。これにより、圧痕52を形成した部分の金属層はさらに圧延されて極薄くなるので、グリーンシート51の基材をダイシングするのに適したダイシングブレード70を用いてダイシングすることにより、図7(c)に示すように良好な切断面にて複数の圧電デバイス1が形成されたグリーンシート51の分割をすることができる。
また、さらに良好なダイシングを行なう方法として、上記ステップS4の導体パターン印刷ステップで、図9(a)に示すように、グリーンシート51のダイシングラインとなる領域を避けて金属層13の原形となる導体パターン13Bを形成する。このようにすれば、図9(b)に示すようにグリーンシート51の基材をダイシングするのに適したダイシングブレード80を用いてダイシングすることにより、図9(c)に示すようにさらに良好な切断面にて圧電デバイス(1)のグリーンシート51からの分割をすることができる。
また、周縁部に段部11が設けられたセラミック基板10を用いた本実施形態の圧電デバイス1によれば、従来のセラミック基板のように平坦な面上にキャップ体を接合した場合に比して、キャップ体19の当接脚部19cとセラミック基板10の段部11との接合だけでなく、壁面12の段部11との境界部近傍と側壁部19bとの接合もされるので、セラミック基板10へのキャップ体19の接合強度が向上し、圧電振動片20を確実に気密封止することができる。
これにより、既存の設備を利用して、また、従来の製造工程からの増大を抑えながら、比較的容易に段部11および段部11の壁面12を形成することができる。
上記実施形態の圧電デバイス1の製造方法では、グリーンシート51の複数の圧電デバイス形成領域1Aに対して、平面視でコーナー部が丸められた矩形状の段部11(図5を参照)を、押圧刃60により一括により形成(図5,図6を参照)する方法を説明した。これに限らず、複数種類の押圧刃を用意して段部11の形状を複数回に分けて形成する構成としてもよい。
図10は、段部の形状を複数回に分けて形成する圧電デバイスの製造方法の変形例を説明するフローチャートである。また、図11および図12は、グリーンシートに、複数種類の押圧刃を用いて複数回に分けて段部を形成する過程を説明する概略平面図である。なお、段部が完成した状態のグリーンシートの図は、上記実施形態の説明で用いた図5を参照する。また、図10に示すフローチャートや、図11および図12に示すグリーンシートにおいて、上記実施形態と同じ構成については同一符号を付して説明を省略する。
すなわち、上記実施形態の圧電デバイス1の製造方法の導体パターン印刷ステップ(ステップS4)までのステップを経て、振動片接合端子18や金属層の原形となる導体パターン13Aなどが形成されたグリーンシート51(図4を参照)に、図11に示すように、まず、マトリクス状に配置された複数の圧電デバイス形成領域1Aの段部(11)の縦横いずれか一方の外形となる複数の段部11aを形成する。本変形例では、各圧電デバイス形成領域1Aの段部(11)の長手方向側の外形となる段部11aを最初に形成した例を示している。
なお、図11では、グリーンシート51に4列の段部11aを形成した例を図示しているが、これら4列の段部11aは、4列の段部11aを形成できる形状の押圧刃を用意して一括して押圧加工することにより形成することができる。この場合、加工時間をより短縮することができる。
また、4列の段部11aは、1列の段部11aを形成できる形状の押圧刃を用意して、4回に分けて押圧加工することにより形成することができる。また、2列の段部11aを形成できる押圧刃を用意して2回に分けて4列の段部11aを形成することもできる。このように、最終的に形成される段部11aの列数の約数の段部11aを形成可能な押圧刃により複数回に分けて段部11aを形成する方法を用いた場合には、押圧刃の汎用化が可能になり、また、1回の押圧加工の際に押圧刃に印加する圧力が低くて済むとともに、1つの段部11aごとに形成位置を調整することも可能なので、段部11aの位置精度や形状を安定化させ易い。
なお、図12では、グリーンシート51に形成された4列の段部11bを形成した例を図示しているが、上記の段部11aの場合と同様に、4列の段部11bを、4列の段部11bを形成できる形状の押圧刃を用意して一括して押圧加工することにより形成することもでき、また、最終的に形成される段部11bの列数の約数の段部11bを形成可能な押圧刃により、複数回に分けて形成することもできる。
なお、このステップの押圧加工においても、コーナー部を丸めた形状に成形することが可能な形状の押圧刃は、グリーンシート51内の全てのコーナー部を一括して丸めた形状に押圧加工することにより形成してもよく、また、グリーンシート51内の一部のコーナー部を丸めた形状に成形することが可能な押圧刃により、複数回に分けて形成してもよい。
上記実施形態では、セラミック基板10の壁面12において、段部11から圧電振動片20接合面にまでに渡って金属層13を形成した。これに限らず、壁面の金属層を、圧電振動片20接合面から所定の隙間を設けて形成することにより、キャップ体接合時に発生する虞のある不具合を回避することが可能になる。
図13は、壁面の金属層の形成位置を規定した圧電デバイスの変形例2を示すものであり、図2と同じ断面を拡大して説明する部分断面図である。なお、図13に示す圧電デバイスの変形例2において、上記実施形態の圧電デバイス1と同じ構成については同一符号を付して説明を省略する。
また、段部11の面上と壁面112上には金属層13が設けられている。このうち、壁面112の金属層13は、振動片接合領域の面から隙間を空けて設けられている。
上記実施形態および変形例1,2では、セラミック基板10の段部11と傾斜を有する壁面12,112との接続部分の断面形状が角部となっている形態について説明した。これに限らず、段部から壁面にかけての形状を、キャップ体の側壁部から当接脚部にかけての形状に合わせて丸みを帯びた形状とすることにより、圧電デバイスの機械的な強度、あるいは、セラミック基板へのキャップ体の接合強度の向上を図ることができる。
図14は、段部から壁面にかけての形状を変更した圧電デバイスの変形例3を示すものであり、図2(および図13)と同じ断面を拡大して説明する部分断面図である。なお、図14に示す圧電デバイスの変形例3において、上記実施形態の圧電デバイス1と同じ構成については同一符号を付して説明を省略する。
また、段部11´と壁面12´との接続部分111は、角張らずに丸みを帯びた断面形状を呈している。この接続部分111の丸みを帯びた断面形状は、段部11´と壁面12´とに当接させて接合されるキャップ体19の側壁部19bと当接脚部19cとの接続部と略同じ丸みにて形成されていることが望ましい。また、この丸みを帯びた接続部分111の形状は、段部11´を形成するステップ(図3のステップS5に示す分割溝・段部形成ステップ)で、丸みを帯びた接続部分111により接続された段部11´と壁面12´とを形成できる形状の押圧刃を用意して、その押圧刃により押圧加工することにより形成することができる。
上記変形例3の圧電デバイス1´によれば、段部11´と壁面12´とを接続する接続部分111の断面形状が、キャップ体19の側壁部19bと当接脚部19cとを接続する丸みを帯びた断面形状の接続部分と近似な断面形状を有して形成されている。これにより、セラミック基板10の厚みが薄くなる基点となる段部11´と壁面12´との接続部分に応力が生じた場合に起こり得るクラックなど発生を抑えることができるので、圧電デバイス1´の機械的な強度の向上を図ることができる。
また、キャップ体19とセラミック基板10との接合において互いに当接される部分、または、近接する部分が大きくなることにより、良好な接合状態が得られやすく、高い気密度にて封止された動作安定性の高い圧電デバイス1´を提供することができる。
これに限らず、グリーンシートからセラミック基板を製造する場合には、上記実施形態で説明した導電パターンが形成されたグリーンシート51を複数層積層させて形成する多層基板とすることもできる。
この場合、上記実施形態で説明した図3のステップS1−2のグリーンシート準備、および、ステップS2の孔あけから、ステップS4の導体パターン印刷までを経たグリーンシートを複数用意し、これら複数のグリーンシートを積層させて仮固定したのち、ステップS5の分割溝・段部形成を行ってからステップS6の焼成を行うことにより、段部を有する多層のセラミック基板を得ることができる。
また、本発明では、キャップ体19とセラミック基板10との接合に用いる接合部材は、上記実施形態および変形例のような金属や合金からなる接合部材に限らず、例えば、低融点ガラスや有機系(樹脂系)の接着剤を接合部材として接合する構成も含む。この場合、キャップ体19は金属製である必要はなく、また、段部11,11´および壁面12,12´に金属層13,13´を設ける必要がない。
同様に、各電極、配線、端子などの位置や形状についても上記実施形態およびに限定されない。
Claims (8)
- 電子部品接合領域、前記電子部品接合領域の周囲に段部、及び前記電子部品接合領域と前記段部との間にあり、かつ前記段部側から前記電子部品接合領域側に傾斜した面である壁面がある基板と、
前記電子部品接合領域に接合されている電子部品と、
凹部と、前記凹部の外周部に設けられ前記段部に対面した鍔状の当接脚部と、を有し、前記電子部品を覆い、かつ前記段部に接合されているキャップ体と、を備え、
前記凹部の内周面と前記当接脚部の前記段部側の面との境界部が、前記基板の平面視にて、前記壁面内に位置していることを特徴とする電子装置。 - 前記壁面と前記段部との接続部分の断面形状が曲線であることを特徴とする請求項1に記載の電子装置。
- 前記段部および前記壁面上に金属層が形成されており、
前記壁面上の前記金属層と前記境界部が当接し、
前記金属層と前記境界部との当接部より外側では、前記段部上の前記金属層と前記当接脚部とがろう材を介して接合され、前記当接部より内側では、前記壁面上の前記金属層と前記凹部の内周面とがろう材を介して接合されていることを特徴とする請求項1または2に記載の電子装置。 - 前記壁面にある前記金属層が、前記電子部品接合領域とは隙間を空けて設けられていることを特徴とする請求項3に記載の電子装置。
- 電子部品接合領域、前記電子部品接合領域の周囲に段部、及び前記電子部品接合領域と前記段部との間にあり、かつ前記段部側から前記電子部品接合領域側に傾斜した面である壁面がある基板と、
前記電子部品接合領域に接合されている電子部品と、
凹部と、前記凹部の外周部に設けられ前記段部に対面した鍔状の当接脚部と、を有し、前記電子部品を覆い、かつ前記段部に接合されているキャップ体と、を備え、
前記凹部の内周面と前記当接脚部の前記段部側の面との境界部が、前記基板の平面視にて、前記壁面内に位置している電子装置の製造方法であって、
前記基板を形成可能な基板シートを準備するステップと、
プレス加工により前記基板シートから個片の前記基板に分割するための分割溝を形成する分割溝形成ステップと、
前記電子部品接合領域に前記電子部品を接合するステップと、
前記電子部品を覆うように前記基板に前記キャップ体を接合するステップと、
を含むことを特徴とする電子装置の製造方法。 - 前記基板シートの材料として未焼成のセラミックシートが用いられ、
前記セラミックシートを焼成する焼成ステップを含み、
前記焼成ステップの前に前記分割溝形成ステップを含むことを特徴とする請求項5に記載の電子装置の製造方法。 - 前記段部が、平面視で角部が丸みを帯びた矩形状を有し、
前記分割溝形成ステップが、
平面視で矩形状の前記段部を形成するステップと、
前記段部の前記角部を曲線形状に加工するステップと、を含むことを特徴とする請求項5または6に記載の電子装置の製造方法。 - 前記キャップ体が、少なくとも前記基板との当接部分に金属または金属層を有し、
前記基板シートに導体パターンを形成する導体パターン形成ステップを含み、
前記導体パターン形成ステップで、前記基板の前記壁面となる部分、および、前記段部となる部分の少なくとも前記段部または前記壁面の何れか一方との接続部分の近傍に前記導体パターンを形成することを特徴とする請求項5乃至7の何れか一項に記載の電子装置の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010016373A JP5407903B2 (ja) | 2010-01-28 | 2010-01-28 | 電子装置、および、電子装置の製造方法 |
| CN2010106234194A CN102185580A (zh) | 2010-01-18 | 2010-12-28 | 电子装置、基板的制造方法以及电子装置的制造方法 |
| US12/984,929 US8941017B2 (en) | 2010-01-18 | 2011-01-05 | Electronic apparatus, method of manufacturing substrate, and method of manufacturing electronic apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010016373A JP5407903B2 (ja) | 2010-01-28 | 2010-01-28 | 電子装置、および、電子装置の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011155172A JP2011155172A (ja) | 2011-08-11 |
| JP2011155172A5 JP2011155172A5 (ja) | 2013-03-14 |
| JP5407903B2 true JP5407903B2 (ja) | 2014-02-05 |
Family
ID=44540921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010016373A Expired - Fee Related JP5407903B2 (ja) | 2010-01-18 | 2010-01-28 | 電子装置、および、電子装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5407903B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5717869B2 (ja) * | 2011-10-31 | 2015-05-13 | 京セラ株式会社 | 圧電アクチュエータ |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2637136B2 (ja) * | 1988-02-12 | 1997-08-06 | 株式会社東芝 | 回路基板 |
| JPS63208250A (ja) * | 1987-02-25 | 1988-08-29 | Nec Corp | 集積回路のパツケ−ジ構造 |
| JP2895975B2 (ja) * | 1991-03-13 | 1999-05-31 | 新光電気工業株式会社 | セラミックパッケージ |
| JPH07221584A (ja) * | 1994-02-09 | 1995-08-18 | Seikosha Co Ltd | 封止容器 |
| JPH0964680A (ja) * | 1995-08-25 | 1997-03-07 | Miyota Kk | 水晶振動子及びその製造方法 |
| JP3802225B2 (ja) * | 1998-04-21 | 2006-07-26 | 日本電波工業株式会社 | 水晶振動子 |
| JP2001156193A (ja) * | 1999-11-24 | 2001-06-08 | Kyocera Corp | 電子部品装置 |
| JP4369707B2 (ja) * | 2003-08-28 | 2009-11-25 | 京セラ株式会社 | 圧電振動子 |
| JP4699941B2 (ja) * | 2006-05-17 | 2011-06-15 | 株式会社住友金属エレクトロデバイス | 電子部品収納用セラミックパッケージ |
| JP2011147054A (ja) * | 2010-01-18 | 2011-07-28 | Seiko Epson Corp | 電子装置、および、電子装置の製造方法 |
-
2010
- 2010-01-28 JP JP2010016373A patent/JP5407903B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011155172A (ja) | 2011-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8941017B2 (en) | Electronic apparatus, method of manufacturing substrate, and method of manufacturing electronic apparatus | |
| JP2011147054A (ja) | 電子装置、および、電子装置の製造方法 | |
| CN1670978B (zh) | 电子装置的制造方法 | |
| JP5312223B2 (ja) | 配線基板 | |
| JP7075810B2 (ja) | 電子部品収納用パッケージ、電子装置、および電子モジュール | |
| JP4859811B2 (ja) | 電子部品収納用パッケージ | |
| JP5070973B2 (ja) | 蓋体集合体および当該蓋体集合体を用いた圧電振動デバイスおよび圧電振動デバイスの製造方法 | |
| CN114762098B (zh) | 电子部件收纳用封装件、电子装置及电子模块 | |
| JP5407903B2 (ja) | 電子装置、および、電子装置の製造方法 | |
| JP5052470B2 (ja) | 多数個取り配線基板および配線基板ならびに電子装置 | |
| JP4439291B2 (ja) | 圧電振動子収納用パッケージおよび圧電装置 | |
| CN1734935A (zh) | 陶瓷封装件、集合基板及其制造方法 | |
| JP5725898B2 (ja) | 電子部品収納用パッケージ | |
| JP5252992B2 (ja) | 水晶発振器用パッケージおよび水晶発振器 | |
| JP4380419B2 (ja) | 電子装置の製造方法 | |
| JP4332037B2 (ja) | 電子部品収納用パッケージおよび電子装置 | |
| JP2013140876A (ja) | 電子デバイスの製造方法、電子デバイス、圧電発振器、及び電子機器 | |
| JP2004343072A (ja) | 多数個取り配線基板 | |
| JP6129491B2 (ja) | 多数個取り配線基板 | |
| US11056635B2 (en) | Electronic component housing package, electronic device, and electronic module | |
| JP2005072421A (ja) | 電子部品収納用パッケージおよび電子装置 | |
| JP2013140874A (ja) | 電子デバイス、セラミック基板、製造方法、及び圧電発振器 | |
| JP4384546B2 (ja) | 電子部品の製造の方法 | |
| JP2017022334A (ja) | 多数個取り配線基板及びその製造方法 | |
| JP4476075B2 (ja) | 多数個取り配線基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130731 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5407903 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |