JP5367532B2 - 補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 - Google Patents
補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 Download PDFInfo
- Publication number
- JP5367532B2 JP5367532B2 JP2009245189A JP2009245189A JP5367532B2 JP 5367532 B2 JP5367532 B2 JP 5367532B2 JP 2009245189 A JP2009245189 A JP 2009245189A JP 2009245189 A JP2009245189 A JP 2009245189A JP 5367532 B2 JP5367532 B2 JP 5367532B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing
- reinforcing strip
- layer
- strip
- flexible tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Laminated Bodies (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Description
本発明は、海底油ガス田等から産出した油やガスを輸送するための流体輸送用可撓管およびこれに用いられる補強条等に関するものである。
従来、海底油ガス田から算出する高圧の油やガスは、流体輸送用可撓管によって浮遊式石油生産設備まで輸送される。可撓管には、耐内圧特性や液密性、防水性等が要求されている。
このような流体輸送用可撓管としては、例えば、最内層に、可撓性に優れ、耐外圧および敷設時の耐側圧補強に優れるステンレス製のインターロック管を用い、その外周部に、耐油ガス性に優れ、液密性に優れるプラスチック内管が設けられ、さらにその外周に耐内圧補強としての金属製内圧補強層および軸方向補強としての金属製軸力補強層が設けられ、最外層に防水層としてのプラスチックシースが設けられ、軸力補強層には等価比重1.0以下の軽量平型材を介在させ、平型補強層の炭素含有率を規定した可撓性流体輸送管がある(特許文献1)。
しかし、特許文献1のような可撓性流体輸送管は、軸方向補強として金属製軸力補強層が設けられるが、より深い海底から油ガスを汲み上げる場合には、より長さの長い可撓性流体輸送管を用いる必要がある。このため、輸送管全体の重量が増加する。したがって、この重量にも耐えうるような軸力補強が必要となる。このようなより高い軸力補強を得るためには、より強度の高い金属を用いるか、軸力補強層の厚みを厚くする必要がある。
しかし、高強度の金属を用いることはコスト増につながり、軸力補強層の厚みを厚くしたのでは、ますます輸送管の重量増につながる。このため、より軽量かつ高強度な軸力補強手段が望まれている。
一方、汲み上げる原油成分中に硫化水素等の腐食ガス成分が多い場合には、原油の輸送中に流化水素ガスが樹脂層を浸透し、金属性の補強層が腐食する恐れがある。このため、補強層の耐食性の向上が必要である。たとえば、耐内圧補強層としては、通常引張強度100kgf/mm2程度の低炭素鋼が使用されるが、鋼材の耐食性の向上のため熱処理が施される。熱処理法により、耐内圧補強層の強度と耐食性とを両立させることができる。
しかし、軸力補強層(補強条)は、懸架荷重や高内圧の軸方向伸び荷重に対抗するため、引張強度200kgf/mm2程度まで高張力化する必要があり、このため、通常、高炭素鋼が用いられる。しかし、高炭素鋼を低炭素鋼と同様に熱処理を行うと、著しく引張強度が低下するため、耐食性と強度との両立が困難であるという問題がある。
そこで、このような輸送管の構成部材として樹脂化が進められている。樹脂化により、軽量かつ耐食性に優れる輸送管を得ることができる。しかし、軸力補強は補強条をロングピッチで螺旋巻きして形成され、通常は、複数本の補強条が長手方向に接合されて用いられる。金属製の補強条を用いる場合には、補強条の端部同士を突き合わせ溶接により接合すれば、十分な接合強度を確保することができるが、樹脂製の補強条は溶接することができない。
図7は、樹脂製の補強条60同士を接合した状態を示す図である。図7(a)に示す従来のように、補強条60の端部同士を突き合わせ、互いの端部を接着面61として接着するのでは、十分な強度を得ることはできない。
また、図7(b)に示すように、補強条60同士の端部を突き合わせ、かしめ部材63などを用いた機械接合を行うと、接合部の厚みが厚くなり管径を一定に保つことができず、また、強度ばらつきが大きいという問題ある。特に、過度の力を付与すると、補強条60自体が破損する恐れがある。
このような補強条60同士の接着としては、例えば図7(c)に示すように、互いの接触部にテーパ部65を形成し、より広い接着面67を設ける方法がある。接着面67を広く取ることができれば、より高い接着強度を高めることができる。しかし、このような端部加工は極めて困難であり、接着強度自体にもばらつきが生じる恐れがある。このため、補強条60同士をより簡単にかつ確実に接合可能な方法が望まれている。
本発明は、このような問題に鑑みてなされたもので、軽量であり、接合が容易な軸力補強層に用いられる補強条、およびこれを用いた流体輸送用可撓管等を提供することを目的とする。
前述した目的を達成するため、第1の発明は、流体輸送用可撓管の軸力補強層に用いられる補強条であって、前記補強条は、繊維強化プラスチック製の帯状部材であり、前記補強条の端部近傍の内部には剥離部材が設けられ、前記補強条の端部は厚さ方向に剥離可能であることを特徴とする補強条である。
前記剥離部材は、前記補強条の端部から長手方向に対し、前記補強条の厚みの50倍以上の長さの範囲に設けられることが望ましい。前記補強条は、ポリオレフィン系樹脂で被覆されることが望ましい。
第1の発明によれば、補強条が繊維強化プラスチック製であるため軽量・高強度であり、かつ、端部が剥離可能であるため、剥離部を接着部に使用することができる。補強条の端部を厚さ方向に剥離すれば、広い接着面積を得ることができ、高い接着強度を得ることができる。なお、剥離部の長さが、厚さの50倍以上であれば、十分な接着強度(接着面積)を得ることができる。
また、補強条がポリオレフィン系樹脂で被覆されれば、補強条同士の摩擦や、他の層との接触による摩耗等よる破損の恐れがない。
第2の発明は、第1の発明に係る補強条を用いた流体輸送用可撓管であって、可撓性を有する管体と、前記管体の外周部に設けられた遮蔽層と、前記遮蔽層の外周部に設けられた耐内圧補強層と、前記耐内圧補強層の外周部に設けられた軸力補強層と、前記軸力補強層の外周部に設けられたシース層と、を具備し、前記軸力補強層は、前記補強条が前記耐内圧補強層の周方向に複数配置され、前記耐内圧補強層の外周部に螺旋状に巻き付けられ、さらに前記補強条が長手方向に複数接合されることで形成され、前記補強条の端部の前記剥離部材の設けられる範囲が、厚さ方向に剥離され、剥離された部位が切除されることで前記補強条の端部には段差が形成されており、前記補強条の長手方向に対向するそれぞれの前記段差が重ね合わされ、前記補強条の長手方向に略垂直な方向の面同士が接着されることで、前記補強条が長手方向に複数接合されることを特徴とする流体輸送用可撓管である。
第2の発明によれば、軽量な繊維強化ブラスチック製の補強条を用いて軸力補強層が形成されるため、軽量であり、かつ、補強条の端部同士が剥離部で接着されるため、ひろい接着面積を確保できるため、接着強度に優れる。したがって、確実に軸力補強層を形成でき、軽量かつ高強度であり、同一外径を有する可撓管を得ることができる。
第3の発明は、流体輸送用可撓管の軸力補強層に用いられる補強条の製造方法であって、複数の繊維部材を複数のグループに分けて集合して複数の繊維部材集合体を形成し、複数の前記繊維部材集合体の先端部および後端部において、複数の前記繊維部材集合体の間に剥離部材を挿入し、複数の前記繊維部材集合体を一体化するように樹脂を供給して帯状の繊維強化ブラスチックを形成することを特徴とする補強条の製造方法である。
前記帯状の繊維強化プラスチックの外周に、さらにポリオレフィン系樹脂を被覆してもよい。
第3の発明によれば、補強条の製造方法において、複数の繊維部材集合体を形成し、繊維部材集合体の間に剥離部材を挿入した状態で、樹脂を供給するため、剥離部材が確実に埋設される。また、剥離部材が設けられていない部位には、確実に繊維部材が設けられるため、高い強度を得ることができる。したがって、簡易にかつ確実に、軽量かつ高強度であり接合性に優れる補強条を得ることができる。また、外周にポリオレフィン件樹脂を設ければ、表面の耐摩耗性に優れる補強条を得ることができる。
第4の発明は、流体輸送用可撓管の製造方法であって、先端および後端における内部に、厚さ方向に剥離可能な剥離部材が設けられた繊維強化プラスチック製の補強条を用い、可撓性を有する管体の周囲に樹脂を押し出し被覆して遮蔽層を形成する工程と、前記遮蔽層の外周に耐内圧用補強条を短ピッチで巻き付けて耐内圧補強層を形成する工程と、前記耐内圧補強層の外周に、複数の前記補強条を周方向に並列した状態から長ピッチで巻き付けて軸力補強層を形成する工程と、前記軸力補強層の外周にシースを押出し被覆してシース層を形成する工程と、を具備し、前記補強条の巻き付けの際、長手方向に接合される1対の補強条の対向するそれぞれの先端部および後端部において、前記剥離部材によって前記補強条を厚さ方向に剥離し、剥離された部位を切除することでそれぞれ段差を形成し、一対の前記補強条の前記段差同士を重ね合わせ、前記補強条の長手方向に略垂直な方向の面同士を接着して接合することを特徴とする流体輸送用可撓管の製造方法である。
前記補強条は熱硬化性樹脂をマトリックスとする繊維強化プラスチックであり、
前記補強条を前記耐内圧補強層の外周に巻きつける際、前記補強条を加熱して軟化させ、前記補強条が巻きつけられる円弧状の面に沿って前記補強条を変形させてもよい。
前記補強条を前記耐内圧補強層の外周に巻きつける際、前記補強条を加熱して軟化させ、前記補強条が巻きつけられる円弧状の面に沿って前記補強条を変形させてもよい。
第4の発明によれば、補強条の端部に設けられた剥離部材によって、補強条端部を厚さ方向に剥離するとこで、容易に広い接着面を得ることができ、高い接着性を得ることができる。また、補強条の素材として熱硬化性樹脂を用い、補強条の巻き付け時に加熱することで、補強条が巻きつけ面の円弧上面に沿って変形し、確実に補強条を巻きつけることができる。
本発明によれば、軽量であり、接合が容易な軸力補強層に用いられる補強条、およびこれを用いた流体輸送用可撓管等を提供することができる。
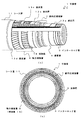
以下、本発明の実施の形態にかかる可撓管1について説明する。図1は、可撓管1を示す図で、図1(a)は可撓管1の斜視断面図、図1(b)は断面図である。可撓管1は、主に管体であるインターロック管3、遮蔽層5、耐内圧補強層7、軸力補強層9、シース層11等から構成される。
インターロック管3は、可撓管1の最内層に位置し、外圧に対する座屈強度に優れ、耐食性も良好なステンレス製である。インターロック管3はテープを断面S字形状に成形させてS字部分で互いに噛み合わせて連結されて構成され、可撓性を有する。なお、インターロック管3に代えて、同様の可撓性を有し、座屈強度等に優れる管体であれば、他の態様の管体を使用することも可能である。
インターロック管3の外周部には、遮蔽層5が設けられる。遮蔽層5は、インターロック管3内を流れる流体を遮蔽する。遮蔽層5は、例えばナイロン等の樹脂製である。なお、インターロック管3と遮蔽層5との間に座床層13aを設けてもよい。座床層13aは、必要に応じて設けられ、インターロック管3の外周の凹凸形状を略平らにならすための層であり、インターロック管3の可撓性に追従して変形可能である。すなわち、座床層13aは、例えば不織布等のようにある程度の厚みを有し、インターロック管3外周の凹凸のクッションとしての役割を有する。
なお、インターロック管3の外周部に遮蔽層5が設けられるとは、必ずしもインターロック管3と遮蔽層5とが接触していることを要せず、例えば、座床層13aのような他層が間に挟まれて設けられたとしても、遮蔽層5は、インターロック管3の「外周部に」設けられていると称する。以下の説明においては、同様にして「外周部」(または単に「外周」)なる用語を用いる。
遮蔽層5の外周部には、耐内圧補強層7が設けられる。耐内圧補強層7は、主にインターロック管3内を流れる流体の内圧等に対する補強層である。耐内圧補強層7は、例えば断面C形状または断面Z形状等の金属製のテープ等を互いに向かい合うように、かつ、互いに軸方向に重なり合うように短ピッチ(金属製のテープの幅と巻きつけピッチが略同じ)で巻きつけられて形成される。なお、耐内圧補強層7は、上述のように金属テープが所定ピッチで巻きつけられた構成であり、インターロック管3の曲げ変形等に追従可能である。
耐内圧補強層7の外周には、軸力補強層9が設けられる。軸力補強層9は、主にインターロック管3が可撓管1の軸方向へ変形する(伸びる)ことを抑えるための補強層である。軸力補強層9は、平型断面形状の補強条15をロングピッチで(補強条の幅に対して巻きつけピッチが十分に長くなるように)2層交互巻きして形成される。補強条15は耐内圧補強層の外周において、周方向に複数配置され、ロングピッチで巻きつけられる。軸力補強層9は、インターロック管3の可撓性に追従して変形可能である。
なお、必要に応じて、耐内圧補強層7と軸力補強層9の間にポリエチレン製等の樹脂テープである座床層13bを設けてもよく、また、逆向きに螺旋状に巻きつけられる2層の補強条15の間に、座床層13cを設けてもよい。座床層13b、13cは、補強部材同士が可撓管1の変形に追従する際に擦れて、摩耗することを防止するためである。この場合でも、座床層の有無を問わず、耐内圧補強層7の外周部に軸力補強層9が設けられると称する。なお、補強条15は、長手方向に複数接合して巻きつけられる。補強条15の詳細は後述する。
軸力補強層9の外周部には、シース層11が設けられる。シース層11は、例えば海水等が補強層へ浸入することを防止するための層である。シース層11は、例えばポリエチレン製やポリアミド系合成樹脂製等が使用できる。なお、軸力補強層9の外周には、必要に応じて座床層13dが設けられる。座床層13dは、軸力補強層9の外周の凹凸形状を略平らにならすための層であり、インターロック管3の可撓性に追従して変形可能である。以上のように、可撓管1を構成する各層は、それぞれ可撓管1の曲げ変形等に追従し、可撓性を有する。
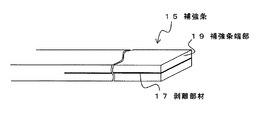
次に、補強条15について説明する。図2は補強条15の端部近傍の斜視図であり、図3は補強条15の側面図である。補強条15は、断面平板状の帯状部材であり、繊維強化プラスチック製である。補強条15としては、例えば、幅10mm程度、厚み4〜5mm程度でよい。
補強条15を構成する高強度繊維としては、たとえば、太さ0.1mm〜1.0mm程度のアラミド繊維やカーボン繊維等が用いられる。また、補強条15を構成するマトリックス樹脂としては、ポリオレフィン系樹脂が用いられる。なお、図示は省略するが、表面には、ポリエチレン等の被覆層が形成される。
図2および図3(a)に示すように、補強条15の端部には、厚み方向の略中央に、剥離部材17が設けられる。剥離部材17は、補強条端部19から全幅方向にわたって設けられる。剥離部材17の長手方向Lは、補強条15の厚さTの50倍以上とすることが望ましい(図3(a))。たとえば、補強条端部19から200〜250mm程度の範囲に剥離部材17が設けられれば良い。なお、剥離部材17の長手方向の設置範囲については、必要な接着面積を確保するためである。また、剥離部材17は、樹脂成形時に樹脂同士が融着等せず、剥離可能であればよく、例えばアルミニウム等の金属フィルムが用いられる。
図3(b)に示すように、剥離部材17が設けられる範囲では、補強条15を構成するマトリックス樹脂が一体化されておらず、このため、剥離部材17の設置範囲では、補強条15を厚み方向に容易に剥離することができる。
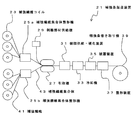
次に、補強条15の製造方法について説明する。図4は、補強条製造装置21を示す概略図である。補強条製造装置21は、主に、補強繊維コイル23、補強繊維集合体整形機25a、25b、剥離部材供給機29、引取機27、樹脂供給・硬化装置31、冷却機33、被覆装置35、整形装置37、補強条巻き取り機39等から構成される。
補強繊維コイル23は、繊維部材である補強繊維41が巻きつけられた複数のコイルである。補強繊維コイル23から送られた補強繊維41は、補強繊維集合体整形機25a、25bに送られる。補強繊維集合体整形機25a、25bは、送られてきた複数の補強繊維を、補強条の断面形状に合わせて、例えば矩形等の断面形状に配列して整形し、補強繊維集合体43を形成する。なお、補強繊維コイル23の個数や補強繊維集合体整形機25a、25bの台数は図4の例には限られない。実際には、より多数の補強繊維コイルが用いられ、また、補強繊維集合体が3つ以上形成される場合には、これに見合った台数の補強繊維集合体整形機を用いればよい。以下の説明では、二つの補強繊維集合体43を形成する場合について説明する。
二つのグループに分けられた補強繊維集合体43は、引取機27により引き取られる。この際、製造される補強条の先端部および後端部においては、剥離部材供給機29より供給される剥離部材が挟み込まれる。
図5(a)は、補強繊維集合体43および剥離部材17を示す側方図であり、図5(b)は正面図である。図に示すように、複数の補強繊維が整列して形成される二つのグループの補強繊維集合体43の間に、剥離部材17が挿入される。剥離部材17は、金属フィルムを折り返して形成された部材であり、製造される補強条の幅と略同じ幅で、所定の長さ範囲に設けられる。なお、さらに複数のグループの補強繊維集合体43を用いる場合には、それぞれの補強繊維集合体間に剥離部材17を設ければよい。
次に、剥離部材17が補強繊維集合体43で挟まれた状態で、樹脂供給・硬化装置31により、樹脂が供給される。図5(c)は、樹脂が供給された状態の側方図であり、図5(d)は正面図である。図に示すように、補強繊維41および剥離部材17が樹脂45により包みこまれ、繊維強化ブラスチックとなる。この際、樹脂45の幅と剥離部材17の幅が略一致する。また、樹脂45は、補強繊維と一体化されるが、剥離部材17の設置範囲は、樹脂同士が融着せず、一体化されていない。
次に、冷却機33で冷却され、被覆装置35で外部に被覆層が形成される。図5(e)は、被覆層47が形成された状態の側方図であり、図5(f)は正面図である。被覆層47は、補強条15のエッジの保護や、耐摩耗性を高めるために形成され、ポリエチレンなどのポリオレフィン系樹脂の薄い層である。
形成された補強条は、整形装置37で表面の仕上げおよび補強条の断面寸法が整えられ、補強条巻き取り機39で巻き取られる。以上により、補強条15が製造される。
次に、可撓管1の製造方法について概略を説明する。まず、あらかじめ製造されたインターロック管3の周囲に、必要に応じて座床テープが巻きつけられ、座床層13a(図1)が形成される。座床層13aが形成されたインターロック管3に対し、押出機によって、外周部に樹脂を押し出し被覆し、遮蔽層5が形成される。
以上のようにして遮蔽層5が形成されたインターロック管3は、さらに補強テープ巻き機等により耐内圧用補強条である金属条が短ピッチで巻きつけられ、耐内圧補強層7が形成される。金属条は、互いの断面C型の凹部が向かい合うように2重に形成される。その外周には、必要に応じて座床テープ等が巻きつけられ、その外周に補強条15がロングピッチで巻きつけられる。補強条15は、巻きつけ面(耐内圧補強条7または座床層)の周方向に複数並列した状態から、螺旋状に巻きつけられる。さらに最外周部に押出機によってシース層11が形成され、所定長さに巻き取られる。以上により、可撓管1が製造される
ここで、耐内圧補強層7を形成する金属条は、従来通り突き合わせ溶接により継ぎ足されて巻きつけられる。突き合わせ溶接によれば、十分な接合強度が得られる。一方、強化繊維プラスチック製の補強条15は溶接をすることができない。接合部における十分な接合強度とは、例えば母材強度の1/2以上の強度を言う。強化繊維プラスチックの接着強度を十分に高めるためには、補強条15の厚さの50倍以上の長さx全幅の接着面積が必要となる。
本発明では、この接着面積を容易に確保するため、以下のようにして補強条15同士を接合する。図6は、補強条15の接合工程を示す図である。まず、図6(a)に示すように、接合したい補強条15の補強条端部19同士を対向させる。この際、剥離部材17が設けられる範囲の被覆層47は事前に剥離しておく。
次に、図6(b)に示すように、剥離部材17設置範囲において、それぞれの補強条15を厚さ方向に剥離する。剥離部材17は、補強条15の全幅に渡って形成されており、この部分ではマトリックス樹脂が一体化されていないため、容易に剥離することができる。
次に、図6(c)に示すように、補強条15の剥離された部位(の一部)を切除する。この際、一方の側(例えば巻きつけられた補強条の後端)は、表面側の剥離部を切除し、他方の側(例えば新たに巻きつける補強条の先端)は、裏面側の剥離部を切除する。補強条を厚さ方向に剥離し、剥離部を切除することで、補強条15には、厚さ方向に段差49が形成される。すなわち、接合する補強条同士の一方の側は表面側に段差49が形成され、他方の側は裏面側に段差49が形成される。なお、この際、剥離部材17は撤去される。また、それぞれの補強条15の段差が形成される側における剥離部(補強条の長手方向に垂直な方向の面)が接着面51となる。
次に、図6(d)に示すように、それぞれの接着面51に接着剤(例えばエポキシ系接着剤)を塗布し、接着面同士を対向させて接着する。すなわち、それぞれの段差49同士が重ね合わされて接着面51で接着される。接着面51は、補強条15の厚さの略中央に設けられるため、接着部における補強条の厚さは、接着部以外の部位の補強条15と略同等である。
以上により、補強条15が長手方向に接合されて巻きつけられ、可撓管1が製造される。なお、前述の通り、複数の補強条15が同一外周面に巻きつけられるが、補強条同士の接合部が、可撓管の長手方向で同一場所とならないようにすることが望ましい。すなわち、補強条同士の接合部は、可撓管1の長手方向に分散されることが望ましい。
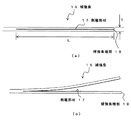
また、補強条15を巻きつける際、補強条15の端部が内周面に密着せずに浮き上がる恐れがある。図7(a)は、補強条15を耐内圧補強層7の外周に巻き付けた際の断面模式図である。補強条15は繊維強化ブラスチック製であり、剛性が高いため、巻きつける内周面(耐内圧補強層の外周面)の円弧状の面に沿って巻きつけることが困難である。
補強条15を構成する繊維強化プラスチックのマトリックス樹脂として熱可塑性樹脂を用い、巻きつけ時に補強条を熱風等で加熱し、軟化した状態で巻き付けることで、図7(b)に示すように、巻きつけ面の円弧状に沿って補強条15を変形させて巻きつけることができる。なお、補強条15はその後の冷却時により硬化して所定強度を発現することができる。また、前述した補強条同士の接合時においても、剥離作業等において加熱すれば、接合作業がより容易となる。
以上、本実施の形態によれば、軸力補強層9を構成する補強条15として、繊維強化プラスチック製の補強条を用いるため、軽量であり耐食性に優れる。また、補強条15同士の接合部においては、剥離部材17が設けられるため、必要な接合強度を確保できるだけの接着面積を容易に形成することができ、補強条15の断面形状が変化することもない。
また、補強条15の製造は、複数の補強繊維集合体43に分けてその間に剥離部材17を挿入すればよいため、製造が容易である。また、補強条15の周囲に被覆層47が設けられるため、補強条15の摩耗や破損等を防止することができる。
また、剥離部材17が厚さの50倍以上の範囲に設けられることで、接着面積として幅x厚さの50倍以上を確保することができ、十分な接合強度を得ることができる。
また、補強条15のマトリックス樹脂が熱可塑性樹脂であるため、補強条15を巻きつける際に、補強条15を巻きつけ面の円弧状に変形させ、巻きつけ面に密着させることができる。
以上、添付図を参照しながら、本発明の実施の形態を説明したが、本発明の技術的範囲は、前述した実施の形態に左右されない。当業者であれば、特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
1………可撓管
3………インターロック管
5………遮蔽層
7………耐内圧補強層
9………軸力補強層
11………シース層
13a、13b、13c、13d………座床層
15、60………補強条
17………剥離部材
19………補強条端部
21………補強条製造装置
23………補強繊維コイル
25a、25b………補強繊維集合体整形機
27………引取機
29………剥離部材供給機
31e………樹脂供給・硬化装置
33………冷却機
35………被覆装置
37………整形装置
39………補強条巻き取り機
41………補強繊維
43………補強繊維集合体
45………樹脂
47………被覆層
49………段差
51、61、67………接着面
63………かしめ部材
65………テーパ部
3………インターロック管
5………遮蔽層
7………耐内圧補強層
9………軸力補強層
11………シース層
13a、13b、13c、13d………座床層
15、60………補強条
17………剥離部材
19………補強条端部
21………補強条製造装置
23………補強繊維コイル
25a、25b………補強繊維集合体整形機
27………引取機
29………剥離部材供給機
31e………樹脂供給・硬化装置
33………冷却機
35………被覆装置
37………整形装置
39………補強条巻き取り機
41………補強繊維
43………補強繊維集合体
45………樹脂
47………被覆層
49………段差
51、61、67………接着面
63………かしめ部材
65………テーパ部
Claims (8)
- 流体輸送用可撓管の軸力補強層に用いられる補強条であって、
前記補強条は、繊維強化プラスチック製の帯状部材であり、
前記補強条の端部近傍の内部には剥離部材が設けられ、前記補強条の端部は厚さ方向に剥離可能であることを特徴とする補強条。 - 前記剥離部材は、前記補強条の端部から長手方向に対し、前記補強条の厚みの50倍以上の長さの範囲に設けられることを特徴とする請求項1記載の補強条。
- 前記補強条は、ポリオレフィン系樹脂で被覆されることを特徴とする請求項1または請求項2に記載の補強条。
- 請求項1から請求項3のいずれかに記載の補強条を用いた流体輸送用可撓管であって、
可撓性を有する管体と、
前記管体の外周部に設けられた遮蔽層と、
前記遮蔽層の外周部に設けられた耐内圧補強層と、
前記耐内圧補強層の外周部に設けられた軸力補強層と、
前記軸力補強層の外周部に設けられたシース層と、
を具備し、
前記軸力補強層は、前記補強条が前記耐内圧補強層の周方向に複数配置され、前記耐内圧補強層の外周部に螺旋状に巻き付けられ、さらに前記補強条が長手方向に複数接合されることで形成され、
前記補強条の端部の前記剥離部材の設けられる範囲が、厚さ方向に剥離され、剥離された部位が切除されることで前記補強条の端部には段差が形成されており、
前記補強条の長手方向に対向するそれぞれの前記段差が重ね合わされ、前記補強条の長手方向に略垂直な方向の面同士が接着されることで、前記補強条が長手方向に複数接合されることを特徴とする流体輸送用可撓管。 - 流体輸送用可撓管の軸力補強層に用いられる補強条の製造方法であって、
複数の繊維部材を複数のグループに分けて集合して複数の繊維部材集合体を形成し、複数の前記繊維部材集合体の先端部および後端部において、複数の前記繊維部材集合体の間に剥離部材を挿入し、複数の前記繊維部材集合体を一体化するように樹脂を供給して帯状の繊維強化ブラスチックを形成することを特徴とする補強条の製造方法。 - 前記帯状の繊維強化プラスチックの外周に、さらにポリオレフィン系樹脂を被覆することを特徴とする請求項5記載の補強条の製造方法。
- 流体輸送用可撓管の製造方法であって、
先端および後端における内部に、厚さ方向に剥離可能な剥離部材が設けられた繊維強化プラスチック製の補強条を用い、
可撓性を有する管体の周囲に樹脂を押し出し被覆して遮蔽層を形成する工程と、
前記遮蔽層の外周に耐内圧用補強条を短ピッチで巻き付けて耐内圧補強層を形成する工程と、
前記耐内圧補強層の外周に、複数の前記補強条を周方向に並列した状態から長ピッチで巻き付けて軸力補強層を形成する工程と、
前記軸力補強層の外周にシースを押出し被覆してシース層を形成する工程と、
を具備し、
前記補強条の巻き付けの際、長手方向に接合される1対の補強条の対向するそれぞれの先端部および後端部において、前記剥離部材によって前記補強条を厚さ方向に剥離し、剥離された部位を切除することでそれぞれ段差を形成し、
一対の前記補強条の前記段差同士を重ね合わせ、前記補強条の長手方向に略垂直な方向の面同士を接着して接合することを特徴とする流体輸送用可撓管の製造方法。 - 前記補強条は熱硬化性樹脂をマトリックスとする繊維強化プラスチックであり、
前記補強条を前記耐内圧補強層の外周に巻きつける際、前記補強条を加熱して軟化させ、前記補強条が巻きつけられる円弧状の面に沿って前記補強条を変形させることを特徴とする請求項7記載の流体輸送用可撓管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009245189A JP5367532B2 (ja) | 2009-10-26 | 2009-10-26 | 補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009245189A JP5367532B2 (ja) | 2009-10-26 | 2009-10-26 | 補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011089616A JP2011089616A (ja) | 2011-05-06 |
| JP5367532B2 true JP5367532B2 (ja) | 2013-12-11 |
Family
ID=44108043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009245189A Expired - Fee Related JP5367532B2 (ja) | 2009-10-26 | 2009-10-26 | 補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5367532B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5777971B2 (ja) * | 2011-08-10 | 2015-09-16 | 古河電気工業株式会社 | 流体輸送用可撓管および流体輸送用可撓管の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02134483A (ja) * | 1988-11-14 | 1990-05-23 | Shiro Kanao | 硬質塩化ビニール製螺旋波形管 |
| JPH05296371A (ja) * | 1992-04-22 | 1993-11-09 | Toyoda Gosei Co Ltd | 補強ホース |
| JP4297359B2 (ja) * | 2004-09-10 | 2009-07-15 | 古河電気工業株式会社 | 可撓性流体輸送管の布設用プーリング端末部 |
| JP2006175602A (ja) * | 2004-12-20 | 2006-07-06 | Toyo Tire & Rubber Co Ltd | 繊維補強ゴム成形体の製造方法 |
-
2009
- 2009-10-26 JP JP2009245189A patent/JP5367532B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011089616A (ja) | 2011-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3721125B1 (en) | High-pressure pipe with pultruded elements and method for producing the same | |
| JP6087420B2 (ja) | 高分子材料を含む多層パイプライン、多層パイプラインを製造する装置及び多層パイプラインを製造する方法 | |
| JP4465136B2 (ja) | 不織布でコーティングされた管状フィルムを具備する管状ライナー | |
| JP4163385B2 (ja) | 複合高圧管及びその接合方法 | |
| CN108286627B (zh) | 具有多层中间片层的热塑性复合管 | |
| JPWO2000022334A1 (ja) | 複合高圧管及びその接合方法 | |
| WO2011060695A1 (zh) | 用于螺旋波纹形塑钢缠绕管的钢带增强复合带材 | |
| JP2018111310A (ja) | 多層中間層体を有する熱可塑性複合管 | |
| JP5367532B2 (ja) | 補強条、流体輸送用可撓管、補強条の製造方法および流体輸送用可撓管の製造方法 | |
| JP5255477B2 (ja) | 流体輸送用可撓管の製造方法 | |
| CN106068179A (zh) | 合成材料管道和用于该合成材料管道的生产方法 | |
| JPH11235758A (ja) | 管ライニング材の製造方法及び管ライニング工法 | |
| JP6954798B2 (ja) | 管更生用積層体および管更生用部材 | |
| JPH11264488A (ja) | 流体非透過型複合ホース | |
| JP5503624B2 (ja) | 樹脂補強管の接続部の補強構造、補強方法、および補強部材 | |
| CN220647062U (zh) | 连续钢纤带增强多层复合结构的电热熔管件及生产系统 | |
| JP2005016580A (ja) | 合成樹脂管 | |
| JP3994432B2 (ja) | 低透過ホースとその製造方法 | |
| US20250170793A1 (en) | Method for producing a flexible composite pipe, and thermoplastic composite pipe | |
| JP4850036B2 (ja) | 伸縮性ホースの製造方法 | |
| BR112020010052B1 (pt) | Tubo flexível de alta pressão e método para produzir um tubo flexível de alta pressão | |
| JP2005016579A (ja) | 合成樹脂管 | |
| JP2008267430A (ja) | 可撓性積層ホース | |
| WO2025032260A1 (en) | Lined pipelines | |
| CN114893626A (zh) | 纤维交叠增强塑料复合缠绕管壁、管材及制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5367532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |