JP5313232B2 - 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 - Google Patents
吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 Download PDFInfo
- Publication number
- JP5313232B2 JP5313232B2 JP2010506337A JP2010506337A JP5313232B2 JP 5313232 B2 JP5313232 B2 JP 5313232B2 JP 2010506337 A JP2010506337 A JP 2010506337A JP 2010506337 A JP2010506337 A JP 2010506337A JP 5313232 B2 JP5313232 B2 JP 5313232B2
- Authority
- JP
- Japan
- Prior art keywords
- infrared laser
- laser light
- infrared
- welding
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 title claims description 42
- 229920003023 plastic Polymers 0.000 title claims description 29
- 239000004033 plastic Substances 0.000 title claims description 28
- 238000010521 absorption reaction Methods 0.000 title claims description 27
- 238000000034 method Methods 0.000 claims description 19
- 230000005540 biological transmission Effects 0.000 claims description 11
- 239000013307 optical fiber Substances 0.000 claims description 9
- 230000002745 absorbent Effects 0.000 claims description 6
- 239000002250 absorbent Substances 0.000 claims description 6
- 230000009102 absorption Effects 0.000 description 18
- 239000000654 additive Substances 0.000 description 10
- 230000000996 additive effect Effects 0.000 description 10
- 239000006096 absorbing agent Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 238000004023 plastic welding Methods 0.000 description 4
- 230000001427 coherent effect Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000003491 array Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 210000002310 elbow joint Anatomy 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000009103 reabsorption Effects 0.000 description 1
- 230000003134 recirculating effect Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
- B29C65/1641—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding making use of a reflector on the opposite side, e.g. a polished mandrel or a mirror
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1645—Laser beams characterised by the way of heating the interface heating both sides of the joint, e.g. by using two lasers or a split beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1687—Laser beams making use of light guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5225—Joining tubular articles for forming cross-shaped connections, e.g. for making X-shaped pieces
- B29C66/52251—Joining tubular articles for forming cross-shaped connections, e.g. for making X-shaped pieces with four right angles, e.g. for making +-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1677—Laser beams making use of an absorber or impact modifier
- B29C65/168—Laser beams making use of an absorber or impact modifier placed at the interface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8126—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/81262—Electrical and dielectric properties, e.g. electrical conductivity
- B29C66/81263—Dielectric properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/24—Pipe joints or couplings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/24—Pipe joints or couplings
- B29L2031/243—Elbows
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Electromagnetism (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laser Beam Processing (AREA)
Description
Claims (6)
- 低吸収スルートランスミッション赤外線溶接工程において、透過部品と吸収部品とを含むプラスチック部品を溶接する方法であって、
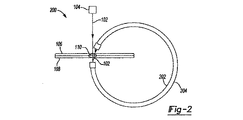
赤外レーザー光の光源から赤外レーザー光のビームを部品に方向付けるステップであって、赤外レーザー光のビームが透過部品に入射し、透過部品を通過して透過部品と吸収部品との接合部である溶接界面まで進み、赤外レーザー光の一部が吸収部品を通過して吸収部品から出射するステップと、
吸収されなかった赤外レーザー光を、光ファイバを使用して溶接界面の方向に再度方向付け、赤外レーザー光の全吸収を高めるステップとを含む、前記方法。 - 吸収されなかった赤外レーザー光を再度方向付けて、赤外レーザー光が最初に透過部品に入射した方向と同じ方向で透過部品上に入射するステップを含む、請求項1に記載の方法。
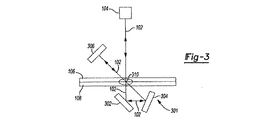
- 吸収されなかった赤外レーザー光を、赤外レーザー光が最初に透過部品に入射した方向とは異なる方向に再度方向付けるステップを含む、請求項1に記載の方法。
- 吸収されなかった赤外レーザー光を、溶接界面を通過する無限ループ内で再度方向付けるステップを含む、請求項1に記載の方法。
- 低吸収スルートランスミッション赤外線溶接工程を使用して、透過部品と吸収部品とを含むプラスチック部品を溶接するための赤外レーザー溶接システムであって、
赤外レーザー光の光源と、
吸収されなかった赤外レーザー光をプラスチック部品の接合部である溶接界面に再度方向付ける、光ファイバを含む光子再循環器とを備える、システム。 - 光ファイバが、吸収されなかった赤外レーザー光が吸収部品から出射した場所から赤外レーザー光が最初に透過部品に入射した場所まで延びる、請求項5に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US92789807P | 2007-05-04 | 2007-05-04 | |
| US60/927,898 | 2007-05-04 | ||
| PCT/US2008/005766 WO2008137131A1 (en) | 2007-05-04 | 2008-05-05 | Infrared plastic welding with recirculation of unabsorbed infrared laser light to increase absorption of infrared laser light |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013089078A Division JP5517178B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
| JP2013089077A Division JP5517177B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010527296A JP2010527296A (ja) | 2010-08-12 |
| JP5313232B2 true JP5313232B2 (ja) | 2013-10-09 |
Family
ID=39939002
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010506337A Expired - Fee Related JP5313232B2 (ja) | 2007-05-04 | 2008-05-05 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
| JP2013089078A Active JP5517178B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
| JP2013089077A Active JP5517177B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013089078A Active JP5517178B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
| JP2013089077A Active JP5517177B2 (ja) | 2007-05-04 | 2013-04-22 | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8100161B2 (ja) |
| JP (3) | JP5313232B2 (ja) |
| CN (1) | CN101681015B (ja) |
| CH (1) | CH699013B1 (ja) |
| DE (1) | DE112008001167T5 (ja) |
| WO (1) | WO2008137131A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070047932A1 (en) * | 2005-08-31 | 2007-03-01 | Branson Ultrasonics Corporation | Waveguide for plastics welding using an incoherent infrared light source |
| CN101415536B (zh) * | 2006-04-06 | 2012-08-22 | 弗雷泽纽斯医疗保健德国有限公司 | 用于连接成形塑料体的激光透射焊接方法 |
| JP5957717B2 (ja) * | 2012-03-28 | 2016-07-27 | 精電舎電子工業株式会社 | レーザ溶着方法、レーザ溶着装置 |
| CN103486476B (zh) * | 2013-09-27 | 2015-05-20 | 重庆大学 | 一种光纤灯丝球泡灯 |
| CN107379560B (zh) * | 2017-07-28 | 2019-05-31 | 江苏大学 | 一种塑料焊接装置及其方法 |
| CN109353011B (zh) * | 2018-10-30 | 2021-07-20 | 大族激光科技产业集团股份有限公司 | 激光焊接塑料的监测方法 |
| US10926355B2 (en) * | 2019-02-05 | 2021-02-23 | Dukane Ias, Llc | Systems and methods for laser-welding tubular components using a single, fixed optical reflector with multiple reflecting surfaces |
| US11931823B2 (en) | 2019-02-05 | 2024-03-19 | Dukane Ias, Llc | Systems and methods for laser-welding a workpiece with a laser beam that reaches inaccessible areas of the workpiece using multiple reflecting parts |
| US11819940B2 (en) | 2019-02-05 | 2023-11-21 | Dukane Ias, Llc | Systems and methods for laser-welding a workpiece with a laser beam that reaches inaccessible areas of the workpiece using multiple reflecting parts |
| CN115889989A (zh) * | 2021-10-19 | 2023-04-04 | 威克锐光电科技(苏州)有限公司 | 一种具有兼容功能的激光塑料焊接工艺 |
| CN116852726A (zh) * | 2023-07-24 | 2023-10-10 | 中南大学 | 一种双层透明塑料件激光焊接方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60214931A (ja) | 1984-04-10 | 1985-10-28 | Toyota Motor Corp | 異種合成樹脂材料の接合方法 |
| CH674954A5 (ja) * | 1988-02-02 | 1990-08-15 | Graf & Co Ag | |
| US5115761A (en) * | 1990-10-09 | 1992-05-26 | Efos Inc. | Light curing apparatus for a continuous linear product |
| US5225244A (en) * | 1990-12-17 | 1993-07-06 | Allied-Signal Inc. | Polymeric anti-reflection coatings and coated articles |
| JPH0676929U (ja) * | 1993-03-31 | 1994-10-28 | カシオ計算機株式会社 | 高分子分散型液晶表示素子の製造装置 |
| DE29712264U1 (de) * | 1997-07-11 | 1998-11-12 | Sator Alexander Paul | Vorrichtung zum Verschweißen der Enden von rohrförmigen Behältern, insbesondere von Tuben |
| US6002110A (en) * | 1998-01-16 | 1999-12-14 | Lockheed Martin Energy Research Corporation | Method of using infrared radiation for assembling a first component with a second component |
| US20020100540A1 (en) * | 1998-07-10 | 2002-08-01 | Alexander Savitski | Simultaneous butt and lap joints |
| JP2000219214A (ja) * | 1999-01-29 | 2000-08-08 | Sig Pack Syst Ag | 特に包装装置内において包装用フィルムを封着するためのフィルム封着装置 |
| WO2001076807A1 (en) | 2000-04-11 | 2001-10-18 | Branson Ultrasonics Corp. | Light guide for laser welding |
| US6860960B1 (en) * | 2000-09-05 | 2005-03-01 | Scimed Life Systems, Inc. | Method of applying a laser beam around the circumference of a catheter |
| WO2002026476A1 (de) | 2000-09-28 | 2002-04-04 | OCé PRINTING SYSTEMS GMBH | Verfahren und einrichtung zur herstellung eines endlosbandes aus kunststoff für ein zwischenträgerband |
| WO2003039843A1 (fr) * | 2001-11-07 | 2003-05-15 | Mitsui Chemicals Inc | Procede de soudage de resines thermoplastiques |
| US6858104B2 (en) * | 2002-01-28 | 2005-02-22 | Scimed Life Systems, Inc. | Apparatus and method for closed-loop control of laser welder for welding polymeric catheter components |
| US6905572B2 (en) * | 2002-05-30 | 2005-06-14 | Xerox Corporation | Flexible imaging member seam treatment apparatus |
| US6713713B1 (en) | 2002-12-18 | 2004-03-30 | Branson Ultrasonics Corporation | Lens to adapt laser intensity for uniform welding |
| US7344671B2 (en) * | 2003-11-26 | 2008-03-18 | Glopak Inc. | Optical sealing clamp and a method for sealing and cutting polymeric sheets with a laser |
| US20050121424A1 (en) | 2003-12-05 | 2005-06-09 | Scott Caldwell | Optical horned lightpipe or lightguide |
| US20050205534A1 (en) | 2004-03-18 | 2005-09-22 | Scott Caldwell | Single and dual lensed optical waveguide for uniform welding |
| US20070047932A1 (en) * | 2005-08-31 | 2007-03-01 | Branson Ultrasonics Corporation | Waveguide for plastics welding using an incoherent infrared light source |
| CN101415536B (zh) * | 2006-04-06 | 2012-08-22 | 弗雷泽纽斯医疗保健德国有限公司 | 用于连接成形塑料体的激光透射焊接方法 |
| US7343218B2 (en) | 2006-05-09 | 2008-03-11 | Branson Ultrasonics Corporation | Automatic part feedback compensation for laser plastics welding |
-
2008
- 2008-05-05 JP JP2010506337A patent/JP5313232B2/ja not_active Expired - Fee Related
- 2008-05-05 DE DE112008001167T patent/DE112008001167T5/de not_active Ceased
- 2008-05-05 US US12/114,847 patent/US8100161B2/en active Active
- 2008-05-05 WO PCT/US2008/005766 patent/WO2008137131A1/en not_active Ceased
- 2008-05-05 CN CN2008800144528A patent/CN101681015B/zh not_active Expired - Fee Related
- 2008-05-05 CH CH01685/09A patent/CH699013B1/fr unknown
-
2011
- 2011-12-16 US US13/327,902 patent/US8343299B2/en not_active Expired - Fee Related
-
2013
- 2013-04-22 JP JP2013089078A patent/JP5517178B2/ja active Active
- 2013-04-22 JP JP2013089077A patent/JP5517177B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE112008001167T5 (de) | 2010-03-04 |
| JP5517178B2 (ja) | 2014-06-11 |
| US20080272521A1 (en) | 2008-11-06 |
| US8343299B2 (en) | 2013-01-01 |
| JP2013166379A (ja) | 2013-08-29 |
| CN101681015A (zh) | 2010-03-24 |
| JP5517177B2 (ja) | 2014-06-11 |
| JP2010527296A (ja) | 2010-08-12 |
| US8100161B2 (en) | 2012-01-24 |
| JP2013176991A (ja) | 2013-09-09 |
| CN101681015B (zh) | 2012-04-04 |
| CH699013B1 (fr) | 2013-09-30 |
| WO2008137131A1 (en) | 2008-11-13 |
| US20120085491A1 (en) | 2012-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5517177B2 (ja) | 吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接 | |
| US6528755B2 (en) | Light guide for laser welding | |
| US6595673B1 (en) | Coupling of high intensity light into low melting point fiber optics using polygonal homogenizers | |
| US20050121424A1 (en) | Optical horned lightpipe or lightguide | |
| JP2010503557A (ja) | 非干渉赤外線光源を用いたプラスチック溶接用の導波路 | |
| CN1605455A (zh) | 通过激光束来连接构件的方法和装置 | |
| CN1305631C (zh) | 同时加热材料的方法和装置 | |
| CN111837063A (zh) | 具备光束重叠机构的光纤束 | |
| JP2004195552A (ja) | レーザー溶接用レンズ組立部品 | |
| US20050205534A1 (en) | Single and dual lensed optical waveguide for uniform welding | |
| CN104136961B (zh) | 高功率激光系统 | |
| JP7516351B2 (ja) | 光学部品および半導体レーザモジュール | |
| JP6795638B2 (ja) | プラスチック溶着用導波管、プラスチック溶着用組立体、溶着方法、並びに導波管の製造方法 | |
| WO2020138357A1 (ja) | 光透過性部品の製造方法、及び、光透過性部品の製造システム | |
| CN111129927A (zh) | 光纤激光器以及激光发射装置 | |
| CN1949007B (zh) | 光导以及光照射装置 | |
| CN212009177U (zh) | 一种多束激光光路结构及激光熔接机 | |
| JP7177841B2 (ja) | 狭い同時レーザプラスチック溶接のための導波路 | |
| TW201007237A (en) | Hollow core waveguide for laser generation of ultrasonic waves | |
| KR102578874B1 (ko) | 라이센스 램프 제조 시스템 및 이에 의해 수행되는 제조 방법 | |
| KR20240084462A (ko) | 플라스틱 용접을 위한 도파관, 그 도파관을 갖는 장치, 그 도파관을 사용한 용접 방법 및 그 도파관의 제조 방법 | |
| JPH10166453A (ja) | プラスチックの融着装置 | |
| JPS5857722B2 (ja) | 光フアイバ接続器 | |
| CN106881872A (zh) | 多层塑料的多波长激光焊接方法及多波长激光装置 | |
| KR20200063995A (ko) | 플라스틱 용접을 위한 도파관 세그먼트, 플라스틱 용접을 위한 장치, 용접 방법, 및 도파관 세그먼트의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121030 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130131 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130703 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5313232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |