JP5272569B2 - びびりシミュレーション装置、および、びびりシミュレーション方法 - Google Patents
びびりシミュレーション装置、および、びびりシミュレーション方法 Download PDFInfo
- Publication number
- JP5272569B2 JP5272569B2 JP2008205651A JP2008205651A JP5272569B2 JP 5272569 B2 JP5272569 B2 JP 5272569B2 JP 2008205651 A JP2008205651 A JP 2008205651A JP 2008205651 A JP2008205651 A JP 2008205651A JP 5272569 B2 JP5272569 B2 JP 5272569B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- grindstone
- shape
- chatter
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Description
第一実施形態のびびりシミュレーション装置100について、図1〜図3を参照して説明する。図1は、研削盤2とびびりシミュレーション装置100を示す模式図である。図2は、びびりシミュレーション装置100を示すブロック図である。図3は、砥石21と工作物3を示す模式図である。なお、本実施形態では、工作物が円柱状である場合を例に説明する。

ここで、除去量の演算の具体例について、図7を参照して説明する。図7は、線分で表された工作物3と砥石21の外縁線とを示す図である。
第二実施形態のびびりシミュレーション装置200について、図8および図9を参照して説明する。図8は、びびりシミュレーション装置200を示すブロック図である。図9は、工作物3がカム形状の場合を示す図である。ここで、第二実施形態のびびりシミュレーション装置200において、第一実施形態のびびりシミュレーション装置100と同一構成については同一符号を付して説明を省略する。
第二実施形態においては、非真円断面形状の場合について説明した。この他に、工作物3の軸心が工作物3の回転中心から偏心している場合(ここでは偏心円柱ピン)についても、同様に適用できる。偏心円柱ピンの場合について、図10を参照して説明する。
第三実施形態のびびりシミュレーション装置300は、工作物3の端面のびびり現象をシミュレーションする。つまり、びびりシミュレーション装置300は、回転駆動される工作物3の端面に、回転駆動される砥石21の端面を接触させて、工作物3の端面を研削する研削加工において、工作物3の端面のびびり現象をシミュレーションする。この場合、砥石台22は、Z軸方向に移動し(図11参照)、砥石21の端面を工作物3の端面に接触させる。図11は、研削盤2の模式平面図である。
第四実施形態のびびりシミュレーション装置400は、第三実施形態同様、工作物3の端面のびびり現象をシミュレーションする。ただし、第四実施形態においては、図17に示すように、砥石台22は、Z軸方向およびX軸方向に移動し(図17矢印参照)、工作物3の端面を研削加工する。図17は、第四実施形態における砥石21と工作物3とを示す模式平面図である。図17の工作物3は、例えばクランクシャフトである。
2:研削盤、21:砥石、22:砥石台、23:主軸台、
3:工作物
Claims (17)
- 回転駆動される工作物に、回転駆動される砥石を接触させて、前記工作物を研削する研削加工において、前記工作物のびびり現象をシミュレーションするびびりシミュレーション装置であって、
前記工作物の形状を記憶する工作物形状記憶部と、
前記砥石の形状を記憶する砥石形状記憶部と、
前記研削加工における研削盤に対する指令値を記憶する指令値記憶部と、
前記指令値に基づいて、前記砥石が前記工作物に対して相対移動する方向である砥石移動方向における前記工作物と前記砥石との所定時間毎の相対位置を順に算出する相対位置算出部と、
前記相対位置が算出される毎に、前記工作物形状記憶部に記憶されている前記工作物の形状、前記砥石形状記憶部に記憶されている前記砥石の形状、および、前記相対位置に基づいて、前記砥石による前記工作物の除去量を算出する除去量算出部と、
前記除去量が算出される毎に、前記工作物形状記憶部に記憶されている前記工作物の形状を前記除去量に基づいて変更する工作物形状変更部と、
前記除去量が算出される毎に、前記研削加工における前記砥石移動方向の研削抵抗を前記除去量に基づいて算出する研削抵抗算出部と、
前記研削抵抗が算出される毎に、前記研削抵抗に起因して前記砥石と前記工作物とが前記砥石移動方向に相対変位する変位量を算出する変位量算出部と、
前記変位量が算出される毎に、前記相対位置算出部において次回算出される前記砥石移動方向の前記相対位置を前記変位量に基づいて補正する変位量補正部と、
前記工作物形状記憶部に記憶されている、前記工作物形状変更部により2回以上変更された前記工作物の形状に基づいて、びびりの有無を判定するびびり判定部と、
を備えることを特徴とするびびりシミュレーション装置。 - 前記砥石移動方向は、X軸方向であり、
前記工作物形状記憶部は、前記工作物の周面形状を記憶し、
前記砥石形状記憶部は、前記砥石の周面形状を記憶し、
前記相対位置算出部は、前記工作物の軸心と前記砥石の軸心とのX軸方向の離間距離を算出し、
前記除去量算出部は、前記工作物形状記憶部に記憶されている前記工作物の周面形状、前記砥石形状記憶部に記憶されている前記砥石の周面形状、および、X軸方向の前記離間距離に基づいて、前記砥石による前記工作物の除去量を算出し、
前記工作物形状変更部は、前記工作物形状記憶部に記憶されている前記工作物の周面形状を前記除去量に基づいて変更する請求項1に記載のびびりシミュレーション装置。 - 前記X軸方向に直交し且つ前記工作物の軸心に直交する方向をY軸方向と定義し、
前記工作物の軸直交方向断面が非真円形状である場合または前記工作物の軸心が前記工作物の回転中心から偏心した偏心形状である場合、
前記研削抵抗算出部は、前記除去量、前記指令値、前記工作物の周面形状、および、前記砥石の周面形状に基づいて、前記X軸方向および前記Y軸方向の研削抵抗を算出し、
前記変位量算出部は、さらに、前記Y軸方向の研削抵抗に基づいて前記Y軸方向の変位量を算出し、
前記びびりシミュレーション装置は、さらに、前記変位量が算出される毎に、前記Y軸方向の変位量に基づいて前記工作物の軸心と前記砥石の軸心とのY軸方向の離間距離を算出するY軸離間距離算出部を備え、
前記除去量算出部は、前記X軸方向および前記Y軸方向の離間距離に基づいて前記除去量を算出する請求項2に記載のびびりシミュレーション装置。 - 前記工作物形状記憶部は、前記工作物を分割した周縁上の分割点と前記工作物の軸心とを結ぶ複数の線分群を、前記工作物の周面形状として記憶し、
前記除去量算出部は、各前記線分と前記砥石の外縁線との交点に基づいて除去量を算出し、
前記工作物形状変更部は、前記交点を線分端点とし、前記工作物形状記憶部に記憶されている前記工作物の周面形状を変更する請求項2または3に記載のびびりシミュレーション装置。 - 前記工作物形状記憶部は、前記工作物を等角分割した周縁上の分割点と前記工作物の軸心とを結ぶ複数の線分群を、前記工作物の周面形状として記憶する請求項4に記載のびびりシミュレーション装置。
- 前記砥石移動方向は、Z軸方向であり、
前記工作物形状記憶部は、前記工作物の端面形状を記憶し、
前記砥石形状記憶部は、前記砥石の端面形状を記憶し、
前記相対位置算出部は、前記工作物と前記砥石の端面とのZ軸方向の相対位置を算出し、
前記除去量算出部は、前記工作物形状記憶部に記憶されている前記工作物の端面形状、前記砥石形状記憶部に記憶されている前記砥石の端面形状、前記指令値に基づく前記砥石のX軸方向の位置、および、Z軸方向の前記相対位置に基づいて、前記砥石による前記工作物の除去量を算出し、
前記工作物形状変更部は、前記工作物形状記憶部に記憶されている前記工作物の端面形状を前記除去量に基づいて変更する請求項1に記載のびびりシミュレーション装置。 - 前記砥石移動方向は、X軸方向およびZ軸方向であり、
前記工作物形状記憶部は、前記工作物の端面形状を記憶し、
前記砥石形状記憶部は、前記砥石の端面形状を記憶し、
前記相対位置算出部は、前記工作物の軸心と前記砥石の軸心とのX軸方向の離間距離、および、前記工作物と前記砥石の端面とのZ軸方向の相対位置を算出し、
前記除去量算出部は、前記工作物形状記憶部に記憶されている前記工作物の端面形状、前記砥石形状記憶部に記憶されている前記砥石の端面形状、X軸方向の前記離間距離、および、Z軸方向の前記相対位置に基づいて、前記砥石による前記工作物の除去量を算出し、
前記工作物形状変更部は、前記工作物形状記憶部に記憶されている前記工作物の端面形状を前記除去量に基づいて変更し、
前記研削抵抗算出部は、X軸方向の研削抵抗およびZ軸方向の研削抵抗を前記除去量に基づいて算出し、
前記変位量算出部は、前記X軸方向の研削抵抗に起因して前記砥石と前記工作物とがX軸方向に相対変位する変位量を算出し、前記Z軸方向の研削抵抗に起因して前記砥石と前記工作物とがZ軸方向に相対変位する変位量を算出し、
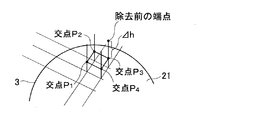
前記変位量補正部は、前記相対位置算出部において次回算出されるX軸方向の前記離間距離を前記X軸方向の変位量に基づいて補正し、前記相対位置算出部において次回算出されるZ軸方向の前記相対位置を前記Z軸方向の変位量に基づいて補正する請求項1に記載のびびりシミュレーション装置。 - 前記工作物形状記憶部は、工作物のZ軸方向における基準面をメッシュ状に分割し、そのメッシュの交点からZ軸方向に伸ばした複数の線分群を、前記工作物の端面形状として記憶し、
前記除去量算出部は、前記線分と前記砥石の端面との交点に基づいて除去量を算出し、
前記工作物形状変更部は、前記交点を線分端点とし、前記工作物形状記憶部に記憶されている前記工作物の端面形状を変更する請求項6または7に記載のびびりシミュレーション装置。 - さらに、前記研削盤に支持された状態の前記工作物に対して前記砥石移動方向の力を与えた場合における前記工作物の前記砥石移動方向の変位量に応じた工作物剛性を記憶する剛性記憶部を備え、
前記変位量算出部は、前記工作物剛性に基づいて前記変位量を算出する請求項1に記載のびびりシミュレーション装置。 - 前記工作物剛性は、前記研削盤のレストにより支持された状態の前記工作物に対して前記砥石移動方向の力を与えた場合における前記工作物の前記砥石移動方向の変位量に応じたものである請求項9に記載のびびりシミュレーション装置。
- 前記剛性記憶部は、前記研削盤に支持された状態の前記砥石に対して前記砥石移動方向の力を与えた場合における前記砥石の前記砥石移動方向の変位量に応じた砥石剛性を記憶し、
前記変位量算出部は、前記砥石剛性に基づいて前記変位量を算出する請求項9または10に記載のびびりシミュレーション装置。 - さらに、前記びびり判定部にて前記びびりが有ると判定された場合に、前記指令値の算出元となる研削加工条件を変更する加工条件変更部を備える請求項1〜11の何れか一項に記載のびびりシミュレーション装置。
- 前記びびり判定部は、前記びびりが有る場合にびびり量を算出し、
前記加工条件変更部は、前記びびり量が閾値以上の場合に、前記研削加工条件を変更する請求項12に記載のびびりシミュレーション装置。 - 前記加工条件変更部は、前記研削抵抗が閾値以上となる場合における前記研削加工条件を変更する請求項12または13に記載のびびりシミュレーション装置。
- さらに、前記研削抵抗が算出される毎に、前記研削抵抗に基づいて前記砥石の変形量を算出し、前記砥石形状記憶部に記憶されている前記砥石の形状を前記砥石の変形量に基づいて変更する砥石変形量算出部を備える請求項1〜14の何れか一項に記載のびびりシミュレーション装置。
- さらに、前記びびり判定部にて前記びびりが有ると判定された場合に、前記剛性記憶部に記憶されている前記工作物剛性および前記砥石剛性のうち少なくとも一方を変更する剛性変更部を備える請求項9〜11の何れか一項に記載のびびりシミュレーション装置。
- 回転駆動される工作物に、回転駆動される砥石を接触させて、前記工作物を研削する研削加工において、前記工作物のびびり現象をシミュレーションするびびりシミュレーション方法であって、
前記研削加工における研削盤制御装置に対する指令値を入力する指令値入力工程と、
前記指令値に基づいて、前記砥石が前記工作物に対して相対移動する方向である砥石移動方向における前記工作物と前記砥石との所定時間毎の相対位置を順に算出する相対位置算出工程と、
前記相対位置が算出される毎に、工作物形状記憶部に記憶されている前記工作物の形状、砥石形状記憶部に記憶されている前記砥石の形状、および、前記砥石移動方向の前記相対位置に基づいて、前記砥石による前記工作物の除去量を算出する除去量算出工程と、
前記除去量が算出される毎に、前記工作物形状記憶部に記憶されている前記工作物の形状を前記除去量に基づいて変更する工作物形状変更工程と、
前記除去量が算出される毎に、前記研削加工における前記砥石移動方向の研削抵抗を前記除去量に基づいて算出する研削抵抗算出工程と、
前記研削抵抗が算出される毎に、前記研削抵抗に起因して前記砥石と前記工作物とが前記砥石移動方向に相対変位する変位量を算出する変位量算出工程と、
前記変位量が算出される毎に、前記相対位置算出工程において次回算出される前記砥石移動方向の前記相対位置を前記変位量に基づいて補正する変位量補正工程と、
前記工作物形状記憶部に記憶されている、前記工作物形状変更工程で2回以上変更された前記工作物の形状に基づいて、びびりの有無を判定するびびり判定工程と、
を備えることを特徴とするびびりシミュレーション方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205651A JP5272569B2 (ja) | 2007-08-10 | 2008-08-08 | びびりシミュレーション装置、および、びびりシミュレーション方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007209923 | 2007-08-10 | ||
| JP2007209923 | 2007-08-10 | ||
| JP2008205651A JP5272569B2 (ja) | 2007-08-10 | 2008-08-08 | びびりシミュレーション装置、および、びびりシミュレーション方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009064426A JP2009064426A (ja) | 2009-03-26 |
| JP5272569B2 true JP5272569B2 (ja) | 2013-08-28 |
Family
ID=40558926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205651A Expired - Fee Related JP5272569B2 (ja) | 2007-08-10 | 2008-08-08 | びびりシミュレーション装置、および、びびりシミュレーション方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5272569B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5239650B2 (ja) * | 2008-09-02 | 2013-07-17 | 株式会社ジェイテクト | 回転工具の摩耗量シミュレーション装置 |
| JP2014214420A (ja) * | 2013-04-22 | 2014-11-17 | 清水建設株式会社 | 免震壁の設計方法 |
| JP2018112934A (ja) * | 2017-01-12 | 2018-07-19 | トヨタ自動車株式会社 | ツーリング及び加工治具の設計支援装置 |
| JP7412695B2 (ja) | 2019-10-03 | 2024-01-15 | 慶應義塾 | 工作機械、数値制御装置および振動抑制方法 |
| WO2023047437A1 (ja) * | 2021-09-21 | 2023-03-30 | 株式会社ジェイテクト | 加工推定装置 |
| WO2023058107A1 (ja) * | 2021-10-05 | 2023-04-13 | 株式会社ジェイテクト | 加工装置 |
| CN116100318B (zh) * | 2023-04-06 | 2023-07-28 | 四川省机械研究设计院(集团)有限公司 | 车铣复合机床加工方法、装置、设备及存储介质 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3440528B2 (ja) * | 1994-02-02 | 2003-08-25 | トヨタ自動車株式会社 | 三次元モデル創成法 |
| EP1296210B1 (en) * | 2000-06-30 | 2007-06-06 | Mori Seiki Co., Ltd. | Apparatus and method for machining simulation for nc machining |
| JP4443823B2 (ja) * | 2002-12-04 | 2010-03-31 | 住友重機械工業株式会社 | 研削装置の加工シミュレーションシステム、研削装置の加工シミュレーション方法及び研削装置の加工シミュレーションプログラム |
-
2008
- 2008-08-08 JP JP2008205651A patent/JP5272569B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009064426A (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5272569B2 (ja) | びびりシミュレーション装置、および、びびりシミュレーション方法 | |
| JP5213442B2 (ja) | 眼科用レンズのラスタ切削技術 | |
| JP5962242B2 (ja) | 研削加工装置 | |
| CN106378668B (zh) | 一种五轴双端面磨床的控制方法 | |
| JP2020015129A (ja) | 砥石車表面状態推定モデル生成装置、砥石車表面状態推定装置、研削盤の動作指令データ調整モデル生成装置および研削盤の動作指令データ更新装置 | |
| JP2020069600A (ja) | 工作機械 | |
| JP6302794B2 (ja) | 回転速度表示方法 | |
| JP6911426B2 (ja) | 研削加工シミュレーション装置及び方法 | |
| JP2020044620A (ja) | 研削加工に関する学習モデル生成装置、推定装置および動作指令データ更新装置 | |
| JP2013071187A (ja) | 工具経路算出装置、工具経路算出方法、及び加工装置 | |
| WO2018011990A1 (ja) | 加工プログラム生成装置及び加工方法 | |
| JP4940904B2 (ja) | かつぎ量計測装置 | |
| JP7172636B2 (ja) | 工作機械のメンテナンス支援装置および工作機械システム | |
| JP6256069B2 (ja) | 心なしシュー研削のシミュレーション装置、および、心なしシュー研削のシミュレーション方法 | |
| JP4261493B2 (ja) | ドレス装置、研削装置、ドレス方法、及び数値制御プログラム | |
| CN111716251B (zh) | 精密轴承磨削金刚滚轮修整工艺优化方法 | |
| JP7451949B2 (ja) | 加工品質予測システム | |
| JP2012168742A (ja) | 砥石摩耗補正機能を備えるマシニングセンタ | |
| JP2021171833A (ja) | 表面粗さ推定システム | |
| WO2023047437A1 (ja) | 加工推定装置 | |
| JP2017177262A (ja) | シェービングカッタ研削盤 | |
| JP7451948B2 (ja) | 加工品質予測システム | |
| WO2024075284A1 (ja) | 接触動剛性算出システム、加工推定装置及び加工システム | |
| JP2002160103A (ja) | 曲面加工方法及び曲面加工装置 | |
| WO2024075303A1 (ja) | 工作物質量決定装置、加工推定装置及び加工システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120720 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130429 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5272569 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |