JP5249954B2 - 圧密中の光ファイバケーン/プレフォーム変形の削減 - Google Patents
圧密中の光ファイバケーン/プレフォーム変形の削減 Download PDFInfo
- Publication number
- JP5249954B2 JP5249954B2 JP2009551683A JP2009551683A JP5249954B2 JP 5249954 B2 JP5249954 B2 JP 5249954B2 JP 2009551683 A JP2009551683 A JP 2009551683A JP 2009551683 A JP2009551683 A JP 2009551683A JP 5249954 B2 JP5249954 B2 JP 5249954B2
- Authority
- JP
- Japan
- Prior art keywords
- soot
- glass
- preform
- core
- optical fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007596 consolidation process Methods 0.000 title description 19
- 239000000835 fiber Substances 0.000 title description 13
- 230000009467 reduction Effects 0.000 title description 4
- 239000004071 soot Substances 0.000 claims abstract description 102
- 239000011521 glass Substances 0.000 claims abstract description 93
- 238000010438 heat treatment Methods 0.000 claims abstract description 54
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 46
- 239000013307 optical fiber Substances 0.000 claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 claims abstract description 20
- 239000000377 silicon dioxide Substances 0.000 claims abstract description 17
- 239000000463 material Substances 0.000 claims abstract description 16
- 238000000151 deposition Methods 0.000 claims abstract description 9
- 239000003513 alkali Substances 0.000 claims description 20
- 230000008859 change Effects 0.000 claims description 12
- 239000002019 doping agent Substances 0.000 claims description 11
- 238000005253 cladding Methods 0.000 claims description 8
- 229910052700 potassium Inorganic materials 0.000 claims description 8
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 claims description 7
- 239000011591 potassium Substances 0.000 claims description 7
- 239000011734 sodium Substances 0.000 claims description 7
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 6
- 229910052708 sodium Inorganic materials 0.000 claims description 6
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 claims description 2
- 235000012239 silicon dioxide Nutrition 0.000 abstract description 4
- 229910052681 coesite Inorganic materials 0.000 abstract 1
- 229910052906 cristobalite Inorganic materials 0.000 abstract 1
- 229910052682 stishovite Inorganic materials 0.000 abstract 1
- 229910052905 tridymite Inorganic materials 0.000 abstract 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 23
- 238000000034 method Methods 0.000 description 21
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 17
- 239000011737 fluorine Substances 0.000 description 17
- 229910052731 fluorine Inorganic materials 0.000 description 17
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 13
- 239000000460 chlorine Substances 0.000 description 13
- 229910052801 chlorine Inorganic materials 0.000 description 13
- 150000001875 compounds Chemical class 0.000 description 11
- 238000009792 diffusion process Methods 0.000 description 11
- 229910052760 oxygen Inorganic materials 0.000 description 11
- 238000005245 sintering Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 10
- 239000000203 mixture Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 238000001035 drying Methods 0.000 description 7
- 239000007787 solid Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 229910052792 caesium Inorganic materials 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 3
- 150000001340 alkali metals Chemical class 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000005229 chemical vapour deposition Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052701 rubidium Inorganic materials 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- YBMRDBCBODYGJE-UHFFFAOYSA-N germanium dioxide Chemical compound O=[Ge]=O YBMRDBCBODYGJE-UHFFFAOYSA-N 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- CPELXLSAUQHCOX-UHFFFAOYSA-M Bromide Chemical compound [Br-] CPELXLSAUQHCOX-UHFFFAOYSA-M 0.000 description 1
- UHNRLQRZRNKOKU-UHFFFAOYSA-N CCN(CC1=NC2=C(N1)C1=CC=C(C=C1N=C2N)C1=NNC=C1)C(C)=O Chemical compound CCN(CC1=NC2=C(N1)C1=CC=C(C=C1N=C2N)C1=NNC=C1)C(C)=O UHNRLQRZRNKOKU-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910018068 Li 2 O Inorganic materials 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000004031 devitrification Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000002737 fuel gas Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical compound I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000005373 porous glass Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- IGLNJRXAVVLDKE-UHFFFAOYSA-N rubidium atom Chemical compound [Rb] IGLNJRXAVVLDKE-UHFFFAOYSA-N 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/018—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD] by glass deposition on a glass substrate, e.g. by inside-, modified-, plasma-, or plasma modified- chemical vapour deposition [ICVD, MCVD, PCVD, PMCVD], i.e. by thin layer coating on the inside or outside of a glass tube or on a glass rod
- C03B37/01853—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/0124—Means for reducing the diameter of rods or tubes by drawing, e.g. for preform draw-down
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01446—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
- C03B37/01453—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering for doping the preform with flourine
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/018—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD] by glass deposition on a glass substrate, e.g. by inside-, modified-, plasma-, or plasma modified- chemical vapour deposition [ICVD, MCVD, PCVD, PMCVD], i.e. by thin layer coating on the inside or outside of a glass tube or on a glass rod
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/018—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD] by glass deposition on a glass substrate, e.g. by inside-, modified-, plasma-, or plasma modified- chemical vapour deposition [ICVD, MCVD, PCVD, PMCVD], i.e. by thin layer coating on the inside or outside of a glass tube or on a glass rod
- C03B37/01807—Reactant delivery systems, e.g. reactant deposition burners
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/02—Pure silica glass, e.g. pure fused quartz
- C03B2201/03—Impurity concentration specified
- C03B2201/04—Hydroxyl ion (OH)
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/08—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant
- C03B2201/12—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant doped with fluorine
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/20—Doped silica-based glasses doped with non-metals other than boron or fluorine
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/30—Doped silica-based glasses doped with metals, e.g. Ga, Sn, Sb, Pb or Bi
- C03B2201/50—Doped silica-based glasses doped with metals, e.g. Ga, Sn, Sb, Pb or Bi doped with alkali metals
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/80—Feeding the burner or the burner-heated deposition site
- C03B2207/90—Feeding the burner or the burner-heated deposition site with vapour generated from solid glass precursors, i.e. by sublimation
Description

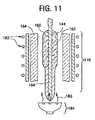
図7に示されているのは、アルカリ金属酸化物を、前駆体内側コアケーンである好適なシリカガラス物品に拡散することにより、アルカリドープド光ケーン(そしてファイバ)を製造するための、本発明の実施形態による第1の例示の方法400である。方法400の第1の工程401(シリカ含有スート管を形成)が示されており、図7および8を参照して説明する。通常の外側蒸着プロセスの図である図8を参照すると、少なくとも1つのスートバーナー156を用いて、多層のシリカスート162を、マンドレル144に堆積して、スートプレフォーム160を形成している。得られたスートプレフォームを、標準塩素乾燥技術を用いて乾燥する(工程403)。本実施形態において、スートをフッ素含有化合物(例えば、SiF4)雰囲気に、乾燥工程で残った塩素の大半または全てを除去するのに十分な時間および温度で露出することにより、スートはフッ素によりドープされる(工程405)。フッ素含有雰囲気(フッ素スイープ)への露出は、好ましくは、約1100℃未満の温度で行って、ガラスが高レベルのフッ素でドープされるのを防ぐ。例えば、0.1〜0.4重量%のフッ素といった低レベルのフッ素ドーピングが望ましい。得られるフッ素(および潜在的に塩素)ドープドスート管を圧密する(工程407)。
Claims (9)
- (i)軟化点Ts1が107.6ポイズで1470℃以下であり、少なくとも0.5モル%のアルカリドーパントを含む比較的低粘度のガラス製のコアロッドを提供する工程と、
(ii)SiO2系のスートを前記コアロッド周囲に堆積させて、スートプレフォームを形成する工程であって、前記スートが、軟化点Ts2が107.6ポイズで1600℃以上の比較的高粘度の材料でできており、低粘度ガラスの軟化点が、高粘度の外側コア領域の軟化点より少なくとも200℃低い、工程と、
(iii)前記スートプレフォームの前記スートを、1000℃〜1600℃の温度で高温区域に露出することにより圧密する工程であって、それは、(a)前記スートプレフォームの外側部分を、前記コアロッドが十分に軟化して、パドリングが始まる前に、前記スートを高密度化するのに十分な、少なくとも6℃/分の加熱速度で加熱すること、および/または(b)前記スートプレフォームを、前記高温区域に対して、前記スートを高密度化するのに十分な、少なくとも25mm/分の速度で動かすことにより、高密度化された材料に十分な剛性を与えて、パドリングを防ぐために、加熱コアロッドを閉じ込めることによる、工程と
を含むことを特徴とする光ファイバケーンを製造する方法。 - 内側コア対外側コアクラッド直径の変化の比率が5%以内であることを特徴とする請求項1に記載の光ファイバケーンを製造する方法。
- 前記コアロッドが、ナトリウムまたはカリウムドープドシリカを含むことを特徴とする請求項1または2に記載の光ファイバケーンを製造する方法。
- 前記コアロッドが、0.5%〜5重量%のカリウムを含むことを特徴とする請求項3に記載の光ファイバケーンを製造する方法。
- 前記スートプレフォームを、前記高温区域に対して、少なくとも35mm/分の速度で動かすことを特徴とする請求項1から4いずれか1項に記載の光ファイバケーンを製造する方法。
- 前記スートプレフォームを、前記高温区域に対して、少なくとも50mm/分の速度で動かすことを特徴とする請求項1から4いずれか1項に記載の光ファイバケーンを製造する方法。
- 前記加熱速度が少なくとも25℃/分であることを特徴とする請求項1から4いずれか1項に記載の光ファイバケーンを製造する方法。
- 前記加熱速度が少なくとも50℃/分であることを特徴とする請求項1から4いずれか1項に記載の光ファイバケーンを製造する方法。
- (i)少なくとも0.5モル%のアルカリドーパントガラスを含む比較的低粘度の材料製のコアロッドを提供する工程と、
(ii)Si系のスートを前記コアロッド周囲に堆積して、スートプレフォームを形成する工程であって、前記スートが比較的高粘度の材料でできており、低粘度の内側コア領域の軟化点が、高粘度の外側コア領域の軟化点より少なくとも200℃低い、工程と、
(iii)前記スートを、1200℃〜1600℃の温度で高温区域に露出することにより圧密して、光ファイバケーンを形成する工程であって、それは、前記スートプレフォームを、前記高温区域に対して、前記スートを高密度化するのに少なくとも6℃/分の加熱速度で動かすことにより、ガラス外側コアクラッドを形成し、内側コア対外側コアクラッド直径の変化の比率を10%以内に維持することによる、工程と
を含むことを特徴とする光ファイバケーンを製造する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US90399507P | 2007-02-28 | 2007-02-28 | |
| US60/903,995 | 2007-02-28 | ||
| PCT/US2008/002306 WO2008106046A1 (en) | 2007-02-28 | 2008-02-21 | Reduction of optical fiber cane/preform deformation during consolidation |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010520140A JP2010520140A (ja) | 2010-06-10 |
| JP2010520140A5 JP2010520140A5 (ja) | 2011-04-28 |
| JP5249954B2 true JP5249954B2 (ja) | 2013-07-31 |
Family
ID=39523837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009551683A Active JP5249954B2 (ja) | 2007-02-28 | 2008-02-21 | 圧密中の光ファイバケーン/プレフォーム変形の削減 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8011208B2 (ja) |
| EP (1) | EP2125645B1 (ja) |
| JP (1) | JP5249954B2 (ja) |
| KR (1) | KR20090127300A (ja) |
| CN (1) | CN101657389B (ja) |
| AT (1) | ATE506328T1 (ja) |
| DE (1) | DE602008006371D1 (ja) |
| DK (1) | DK2125645T3 (ja) |
| WO (1) | WO2008106046A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005021455A2 (en) * | 2003-08-29 | 2005-03-10 | Corning Incorporated | Optical fiber containing an alkali metal oxide and methods and apparatus for manufacturing same |
| US8869566B2 (en) * | 2010-08-27 | 2014-10-28 | Corning Incorporated | Soot radial pressing for optical fiber overcladding |
| JP5817462B2 (ja) | 2011-01-27 | 2015-11-18 | 住友電気工業株式会社 | 光ファイバ母材製造方法 |
| JP5974455B2 (ja) | 2011-11-21 | 2016-08-23 | 住友電気工業株式会社 | 光ファイバ母材、光ファイバ製造方法および光ファイバ |
| JP5625037B2 (ja) * | 2012-03-23 | 2014-11-12 | 株式会社フジクラ | ガラス母材の製造方法 |
| JP6010587B2 (ja) * | 2014-07-11 | 2016-10-19 | 株式会社フジクラ | マルチコアファイバ用母材の製造方法、及び、これを用いたマルチコアファイバの製造方法 |
| US9919955B2 (en) * | 2015-07-24 | 2018-03-20 | Ofs Fitel, Llc | Optical fiber with low loss and nanoscale structurally homogeneous core |
| JP6795983B2 (ja) * | 2016-09-12 | 2020-12-02 | 株式会社フジクラ | 光ファイバ用母材の製造方法、及び、これを用いた光ファイバの製造方法 |
| NL2020974B1 (en) | 2018-05-23 | 2019-12-02 | Draka Comteq Bv | A device, system and method for forming a core rod for optical fibers |
| US11655183B2 (en) * | 2020-06-11 | 2023-05-23 | Lawrence Livermore National Security, Llc | System and method for optical fiber preform preparation via high-surface-area coating |
| CN115667162A (zh) * | 2020-07-03 | 2023-01-31 | 住友电气工业株式会社 | 光纤母材的制造方法以及光纤母材 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3826560A (en) | 1972-03-30 | 1974-07-30 | Corning Glass Works | Method of forming a light focusing fiber waveguide |
| DE2546162B1 (de) * | 1975-10-15 | 1976-09-23 | Jenaer Glaswerk Schott & Gen | Lichtleitfaser mit Brechungsindexgradient zur Nachrichtenuebertragung |
| US4362542A (en) * | 1976-12-30 | 1982-12-07 | Pedro B. Macedo | Method of producing a strong optical fiber |
| US4165223A (en) | 1978-03-06 | 1979-08-21 | Corning Glass Works | Method of making dry optical waveguides |
| US4173305A (en) | 1978-03-10 | 1979-11-06 | Corning Glass Works | System for delivering materials to deposition site on optical waveguide blank |
| JPS599491B2 (ja) * | 1979-07-20 | 1984-03-02 | 日本電信電話株式会社 | 光フアイバ用母材の製造方法 |
| JPS61117127A (ja) * | 1984-10-13 | 1986-06-04 | Furukawa Electric Co Ltd:The | 光フアイバ用多孔質ガラス母材の処理方法 |
| JPS63236727A (ja) * | 1987-03-25 | 1988-10-03 | Tatsuta Electric Wire & Cable Co Ltd | 光フアイバ母材の製造方法 |
| JPH01219034A (ja) * | 1988-02-26 | 1989-09-01 | Sumitomo Electric Ind Ltd | 光フアイバ用ガラス母材の製造方法 |
| JPH04325433A (ja) * | 1991-04-26 | 1992-11-13 | Furukawa Electric Co Ltd:The | 光ファイバ用母材の製造方法 |
| US5356449A (en) * | 1993-05-24 | 1994-10-18 | At&T Bell Laboratories | Vad process improvements |
| US5656057A (en) * | 1995-05-19 | 1997-08-12 | Corning Incorporated | Method for drying and sintering an optical fiber preform |
| CN1087432C (zh) * | 1995-08-31 | 2002-07-10 | 住友电气工业株式会社 | 色散补偿光纤及其制造方法 |
| CN100345782C (zh) * | 2001-06-28 | 2007-10-31 | 古河电气工业株式会社 | 光纤预制体的制造方法以及烧结装置 |
| WO2005021455A2 (en) * | 2003-08-29 | 2005-03-10 | Corning Incorporated | Optical fiber containing an alkali metal oxide and methods and apparatus for manufacturing same |
| US20050129376A1 (en) * | 2003-12-12 | 2005-06-16 | Hanson Benjamin Z. | Alkali-doped optical fiber preform and method of making same |
-
2008
- 2008-02-21 DE DE602008006371T patent/DE602008006371D1/de active Active
- 2008-02-21 DK DK08725896.8T patent/DK2125645T3/da active
- 2008-02-21 AT AT08725896T patent/ATE506328T1/de not_active IP Right Cessation
- 2008-02-21 CN CN2008800119526A patent/CN101657389B/zh active Active
- 2008-02-21 KR KR1020097020258A patent/KR20090127300A/ko not_active Application Discontinuation
- 2008-02-21 JP JP2009551683A patent/JP5249954B2/ja active Active
- 2008-02-21 WO PCT/US2008/002306 patent/WO2008106046A1/en active Application Filing
- 2008-02-21 EP EP08725896A patent/EP2125645B1/en active Active
- 2008-02-22 US US12/072,013 patent/US8011208B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ATE506328T1 (de) | 2011-05-15 |
| WO2008106046A1 (en) | 2008-09-04 |
| EP2125645B1 (en) | 2011-04-20 |
| KR20090127300A (ko) | 2009-12-10 |
| CN101657389A (zh) | 2010-02-24 |
| CN101657389B (zh) | 2012-09-26 |
| DK2125645T3 (da) | 2011-07-18 |
| JP2010520140A (ja) | 2010-06-10 |
| US8011208B2 (en) | 2011-09-06 |
| DE602008006371D1 (de) | 2011-06-01 |
| EP2125645A1 (en) | 2009-12-02 |
| US20080271495A1 (en) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5249954B2 (ja) | 圧密中の光ファイバケーン/プレフォーム変形の削減 | |
| US9250386B2 (en) | Optical fiber containing an alkali metal oxide and methods and apparatus for manufacturing same | |
| JP5489713B2 (ja) | アルカリ金属酸化物を含有する光ファイバ | |
| US5917109A (en) | Method of making optical fiber having depressed index core region | |
| US6189342B1 (en) | Method of making segmented core optical waveguide preforms | |
| KR20060132674A (ko) | 광섬유 프리폼의 제조 방법 | |
| WO2004018374A1 (en) | Method of manufacturing optical fiber preform using modified chemical vapor deposition including dehydration and dechlorination process and optical fiber manufactured by the method | |
| US6928841B2 (en) | Optical fiber preform manufacture using improved VAD | |
| AU735014B2 (en) | Method of making optical fiber having depressed index core region | |
| JP2003238181A (ja) | 光ファイバ及び光ファイバの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5249954 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |