JP5236471B2 - 展性キャリヤを備えた補強材、バッフル及びシール - Google Patents
展性キャリヤを備えた補強材、バッフル及びシール Download PDFInfo
- Publication number
- JP5236471B2 JP5236471B2 JP2008525233A JP2008525233A JP5236471B2 JP 5236471 B2 JP5236471 B2 JP 5236471B2 JP 2008525233 A JP2008525233 A JP 2008525233A JP 2008525233 A JP2008525233 A JP 2008525233A JP 5236471 B2 JP5236471 B2 JP 5236471B2
- Authority
- JP
- Japan
- Prior art keywords
- carrier
- malleable
- activatable material
- malleable carrier
- activatable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/18—Filling preformed cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/688—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks the inserts being meshes or lattices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/72—Encapsulating inserts having non-encapsulated projections, e.g. extremities or terminal portions of electrical components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/002—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material a foamable synthetic material or metal being added in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Combustion & Propulsion (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Transportation (AREA)
- Body Structure For Vehicles (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Connection Of Plates (AREA)
- Gasket Seals (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
i)展性キャリヤ、
ii)展性キャリヤに被着された活性化可能な材料、及び
iii)オプションとして、キャリヤ又は活性化可能材料若しくはこれら両方に連結された1つ又は2つ以上のファスナのうち1つ又は2つ以上を含む。
i)展性キャリヤを用意するステップ
ii)活性化可能材料を展性キャリヤに関連させるステップ、
iii)活性化可能材料、又は展性キャリヤ材料若しくはこれら両方を成形するステップ、及び
iv)オプションとして、1つ又は2つ以上のファスナを活性化可能材料、又は展性キャリヤ若しくはこれら両方に連結するステップのうち1つ又は2つ以上を含む。
一般に、本発明の部材の形成は、多種多様な技術、例えば押出し、モールディング(例えば圧縮成形、射出成形、吹き込み成形等)、機械加工、これらの組合せ等を用いて達成できる。かかる形成では、一般に、一塊又は二塊の活性化可能材料をキャリヤ及び(又は)キャリヤ材料に関連させる。活性化可能材料をキャリヤに直接又は間接的に連結し又は取り付けることができる。しかしながら、代表的には、活性化可能材料をキャリヤの大部分の周りに配置する(即ち、前者が後者を包囲する)。かかる実施形態では、一般に、活性化可能材料がキャリヤの少なくとも30%であるが、場合によってはこれよりも少なくても良く、一般的には少なくとも50%、より一般的には少なくとも80%、更により一般的には少なくとも90%、或いは場合によっては100%包囲することが望ましい。
本発明の部材を種々の製品の種々の構造体上の種々の場所に取り付けることができる。一般に、本発明の部材は、内部キャビティを構成する材料への取付けに極めて適している。かかる状況では、部材をキャビティ内に配置するのが良く、そして部材の活性化可能材料を或る条件、例えば熱への暴露時(例えば、イーコート、プライマ又は塗料ベークオーブン内において)活性化させてこれが、膨張すると共に(或いは)バッフル、シール又は補強を構造体に提供するためのキャビティを画定する構造体の壁にくっつくようにするのが良い。
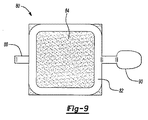
図7及び図8は、本発明の別の実施形態としての部材50を示している。理解されるように、図7及び図8の部材50の特徴を上述の実施形態に加えて又はこれらに代えて用いることができ、又、先の実施形態の特徴を図7及び図8の部材50に用いても良い。図7及び図8の部材50は、展性キャリヤ52と、展性キャリヤ52の周りに配置されると共に実質的にこれを包囲した活性化可能な材料54と、オプションとして1つ又は2つ以上のファスナ58とを有する。
Claims (16)
- 自動車の構造体を補強する部材を形成すると共に(或いは)取り付ける方法であって、 100Mpaより大きく且つ1000Mpaより小さい降伏応力を有するプラスチック又は金属材料で形成される、単一の細長いストリップ状の展性キャリヤを用意するステップであって、前記展性キャリアは、複数の幅広部分を備え、前記幅広部分のそれぞれには複数の貫通孔の一つが貫通しているステップと、
複数のファスナを前記複数の貫通孔に通すステップと、
活性化可能な材料を前記展性キャリヤに関連させ、それにより前記部材を形成するステップであって、膨張の前において、前記活性化可能な材料の体積は、前記展性キャリヤの体積の少なくとも500%であり、これにより、前記部材を形成するため前記活性化可能な材料は前記キャリヤを実質的に全体的に包囲するステップと、
前記展性キャリヤ、前記活性化可能材料、またはこれら両方を成形するステップとを備え、
前記成形ステップ及び関連させるステップは、次のステップ、即ち
i.前記展性キャリヤを車両のキャビティに対応する所定の形態に合わせて成形し、前記活性化可能材料を前記展性キャリヤ上にモールディングするステップと、
ii.前記活性化可能材料を前記展性キャリヤ上にモールディングして前記部材を形成し、前記部材を、車両のキャビティ内への部材の配置前又は配置中に前記展性キャリヤ及び前記活性化可能材料の成形を含むやり方で構造体に取り付けるステップの少なくとも1つのステップを含み、
前記活性化可能な材料を膨張させ、前記車両の一部分を補強することを助ける構造的な発泡体を形成するステップを備え、
前記活性化可能な材料を前記展性キャリヤに関連させるステップは、前記展性キャリヤを前記活性化可能な材料で実質的に包囲するステップを含む、
ことを特徴とする方法。 - 前記展性キャリヤは、約700MPaより小さく、約100MPaより大きい降伏応力を有する、
請求項1記載の方法。 - 前記活性化可能材料は、全体的に乾燥し、実質的に非粘着性である、
請求項1又は2記載の方法。 - 前記展性キャリヤは、金属で作られている、
請求項1、2又は3記載の方法。 - 前記展性キャリヤは、1本又は2本以上のストリップで作られている、
請求項1、2、3又は4記載の方法。 - 前記展性キャリヤは、約500Mpaより小さく且つ約250Mpaより大きい降伏応力を有する、
請求項1、2、3、4又は5記載の方法。 - 前記展性キャリヤは、互いに撚り合わされた複数本のストリップで形成されている、
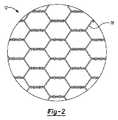
請求項1ないし4のいずれか1項に記載の方法。 - 前記展性キャリヤは、ワイヤメッシュで形成されている、
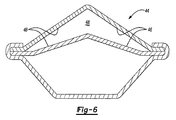
請求項1ないし7のいずれか1項に記載の方法。 - i.前記展性キャリヤは、フレーム部分と、第1のタブと、第2のタブとを有し、前記第1のタブは、フックの形をしており、
ii.前記展性キャリヤを成形する前記ステップは、前記第1のタブを構造体の第1の縁部周りに引っ掛け、前記第2のタブを前記構造体の第2の縁部周りに曲げるステップを含む、
請求項1ないし5のいずれか1項に記載の方法。 - 前記成形するステップは、前記部材を補助キャリヤに取り付けるステップを含み、
該部材取付けステップは、前記展性キャリヤ及び前記活性化可能材料を含む前記部材を成形して前記補助キャリヤの1つ又は2つ以上の輪郭に合わせるステップを含む、
請求項1ないし6のうちいずれか1項に記載の方法。 - 前記成形ステップは、前記部材を曲げ又は湾曲させるステップを含む、
請求項10記載の方法。 - 前記展性キャリヤは、複数個の貫通穴を備えた単一の細長いストリップの形態をしている、
請求項10又は11記載の方法。 - 前記展性キャリヤは、複数の幅広部分を有し、前記複数個の貫通穴の各々が、前記幅広部分の各々をそれぞれ貫通して設けられている、
請求項10、11又は12記載の方法。 - 複数個のファスナを前記複数個の貫通穴に通すステップを更に有し、前記部材の前記取付けステップは、前記ファスナを前記構造体又は前記補助キャリヤに取り付けるステップを含む、
請求項12又は13記載の方法。 - 前記活性化可能材料は、前記複数個のファスナの少なくとも一部分の周りにモールディングされる、
請求項14記載の方法。 - 前記活性化可能材料は、イーコート(e-coat)オーブン又はベークオーブン内の温度にさらされると、発泡し、膨張し、そして硬化する熱活性化熱硬化性材料である、
請求項1ないし15のいずれか1項に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US70556105P | 2005-08-04 | 2005-08-04 | |
| US60/705,561 | 2005-08-04 | ||
| US11/461,557 | 2006-08-01 | ||
| US11/461,557 US7926179B2 (en) | 2005-08-04 | 2006-08-01 | Reinforcements, baffles and seals with malleable carriers |
| PCT/US2006/030480 WO2007019330A1 (en) | 2005-08-04 | 2006-08-02 | Reinforcements, baffles and seals with malleable carriers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009502592A JP2009502592A (ja) | 2009-01-29 |
| JP2009502592A5 JP2009502592A5 (ja) | 2009-09-17 |
| JP5236471B2 true JP5236471B2 (ja) | 2013-07-17 |
Family
ID=37453105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008525233A Expired - Fee Related JP5236471B2 (ja) | 2005-08-04 | 2006-08-02 | 展性キャリヤを備えた補強材、バッフル及びシール |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US7926179B2 (ja) |
| EP (1) | EP1910052A1 (ja) |
| JP (1) | JP5236471B2 (ja) |
| KR (1) | KR101359240B1 (ja) |
| CN (1) | CN101356051B (ja) |
| CA (1) | CA2617919C (ja) |
| WO (1) | WO2007019330A1 (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7926179B2 (en) | 2005-08-04 | 2011-04-19 | Zephyros, Inc. | Reinforcements, baffles and seals with malleable carriers |
| US8002332B2 (en) | 2007-01-30 | 2011-08-23 | Zephyros, Inc. | Structural mounting insert |
| DE102007024311A1 (de) * | 2007-05-24 | 2008-11-27 | GM Global Technology Operations, Inc., Detroit | Schaumstoffelement |
| US7641264B2 (en) * | 2007-10-05 | 2010-01-05 | Sika Technology, AG | Reinforcement device |
| US20090096251A1 (en) * | 2007-10-16 | 2009-04-16 | Sika Technology Ag | Securing mechanism |
| US8020924B2 (en) * | 2007-12-26 | 2011-09-20 | Sika Technology Ag | Integrated reinforcing crossmember |
| US8181327B2 (en) | 2008-02-08 | 2012-05-22 | Zephyros, Inc | Mechanical method for improving bond joint strength |
| US9194408B2 (en) | 2008-02-08 | 2015-11-24 | Zephyros, Inc. | Mechanical method for improving bond joint strength |
| US8293360B2 (en) * | 2008-02-27 | 2012-10-23 | Sika Technology Ag | Baffle |
| EP2262664A4 (en) * | 2008-03-07 | 2012-05-09 | Henkel Corp | ACOUSTIC SCREEN ASSEMBLY |
| WO2009124177A1 (en) * | 2008-04-04 | 2009-10-08 | Sika Technology Ag | Expandable barrier |
| GB0806434D0 (en) | 2008-04-09 | 2008-05-14 | Zephyros Inc | Improvements in or relating to structural adhesives |
| US8133929B2 (en) * | 2008-04-15 | 2012-03-13 | Sika Technology Ag | Method for incorporating long glass fibers into epoxy-based reinforcing resins |
| ES2376951T3 (es) * | 2008-08-05 | 2012-03-21 | Sika Technology Ag | Pantalla |
| KR20110091876A (ko) | 2008-11-26 | 2011-08-16 | 다우 글로벌 테크놀로지스 엘엘씨 | 음향 배플 부재 및 캐비티 내에 음향 배플을 적용하기 위한 방법 |
| EP2237195B1 (en) * | 2009-04-03 | 2012-07-25 | 3M Innovative Properties Company | A material for packaging electronic components |
| US7984919B2 (en) | 2009-05-18 | 2011-07-26 | Zephyros, Inc. | Structural mounting insert having a non-conductive isolator |
| WO2011088575A1 (en) * | 2010-01-20 | 2011-07-28 | Ford Timothy D F | Mesh lighting system for emergency vehicles |
| EP2542403B2 (en) * | 2010-03-04 | 2023-08-16 | Zephyros Inc. | Structural composite laminate |
| US8545956B2 (en) | 2010-04-26 | 2013-10-01 | Sika Technology Ag | Expandable insert with flexible substrate |
| US8689516B2 (en) | 2011-03-17 | 2014-04-08 | Zephyros, Inc. | Bonding assembly |
| CN102490368A (zh) * | 2011-12-16 | 2012-06-13 | 北京科技大学 | 一种金属/树脂/金属隔音材料的制造方法 |
| BR112015004351B1 (pt) * | 2012-07-26 | 2022-05-10 | Zephyros, Inc | Dispositivo e método para formação de um dispositivo |
| DE102012018410A1 (de) * | 2012-09-17 | 2014-03-20 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Dichteinrichtung |
| US20140250846A1 (en) * | 2013-02-26 | 2014-09-11 | Research Triangle Institute | Curved nanofiber products and applications thereof |
| WO2014095620A1 (de) * | 2012-12-21 | 2014-06-26 | Sika Technology Ag | Dämmelement, expandiertes dämmelement, verwendung eines solchen und verfahren zur dämmung |
| CN105637007A (zh) | 2013-07-26 | 2016-06-01 | 泽费罗斯股份有限公司 | 包括纤维状载体的热固性粘合膜 |
| GB201318595D0 (en) | 2013-10-21 | 2013-12-04 | Zephyros Inc | Improvements in or relating to laminates |
| CN109454957A (zh) | 2013-12-17 | 2019-03-12 | 泽菲罗斯公司 | 一种局部纤维嵌入的载体及其制造方法 |
| GB201417985D0 (en) | 2014-10-10 | 2014-11-26 | Zephyros Inc | Improvements in or relating to structural adhesives |
| US10703036B2 (en) * | 2015-04-30 | 2020-07-07 | Zephyros, Inc. | Members for sealing, baffling, or reinforcing |
| EP3294547A1 (en) | 2015-05-14 | 2018-03-21 | Zephyros Inc. | Localized panel stiffener |
| CN108778709B (zh) * | 2016-03-02 | 2021-10-29 | 泽菲罗斯有限公司 | 非连续网结构 |
| CN109154386A (zh) * | 2016-03-16 | 2019-01-04 | 泽菲罗斯有限公司 | 用于密封、隔挡或加固的柔性构件 |
| WO2019055710A1 (en) * | 2017-09-13 | 2019-03-21 | Zephyros, Inc. | COMPOSITE STRUCTURES FOR LOCALIZED RAIDISSEMENT |
| WO2019096618A1 (de) * | 2017-11-14 | 2019-05-23 | Sika Technology Ag | Vorrichtung zur verstärkung, abdichtung oder dämpfung eines strukturelementes |
| USD938887S1 (en) | 2018-06-21 | 2021-12-21 | Zephyros, Inc. | Sealing device |
| EP4003724A1 (de) * | 2019-07-26 | 2022-06-01 | Sika Technology AG | Expansionselement |
Family Cites Families (214)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3400182A (en) | 1965-08-03 | 1968-09-03 | Budd Co | Method of interconnecting spaced panels and means for use therein |
| AT292275B (de) | 1967-07-06 | 1971-08-25 | Graeff Roderich Wilhelm | Großflächiges plattenförmiges Bauelement aus duroplastischen Kunststoffen |
| US3649375A (en) | 1970-01-26 | 1972-03-14 | Western Electric Co | Method of forming metallic material |
| US3868796A (en) | 1973-04-04 | 1975-03-04 | Ford Motor Co | Side door intrusion protection |
| JPS54160464A (en) * | 1978-06-08 | 1979-12-19 | Nhk Spring Co Ltd | Plastic sheet frame |
| US4352484A (en) | 1980-09-05 | 1982-10-05 | Energy Absorption Systems, Inc. | Shear action and compression energy absorber |
| US4610836A (en) | 1983-09-12 | 1986-09-09 | General Motors Corporation | Method of reinforcing a structural member |
| US4463870A (en) | 1983-10-19 | 1984-08-07 | L & L Products, Inc. | Closure plate for an opening |
| US4707397A (en) | 1984-05-21 | 1987-11-17 | Bridgestone Corporation | Vibration damping metal panels |
| US4769391A (en) | 1985-12-19 | 1988-09-06 | Essex Composite Systems | Reinforcement insert for a structural member and method of making and using the same |
| US4751249A (en) | 1985-12-19 | 1988-06-14 | Mpa Diversified Products Inc. | Reinforcement insert for a structural member and method of making and using the same |
| DE3769337D1 (de) | 1986-02-21 | 1991-05-23 | Austria Metall | Rammschutztraeger, insbesondere zur verstaerkung von kraftfahrzeugtueren. |
| DE3637751A1 (de) | 1986-11-05 | 1988-05-11 | Bayer Ag | Kunststoffdaempfer mit stossfaenger |
| US4861097A (en) | 1987-09-18 | 1989-08-29 | Essex Composite Systems | Lightweight composite automotive door beam and method of manufacturing same |
| US4901500A (en) | 1987-09-18 | 1990-02-20 | Essex Composite Systems | Lightweight composite beam |
| US4813690A (en) | 1987-11-24 | 1989-03-21 | L & L Products, Inc. | Sealing member |
| US4923902A (en) | 1988-03-10 | 1990-05-08 | Essex Composite Systems | Process and compositions for reinforcing structural members |
| US4836516A (en) | 1988-04-25 | 1989-06-06 | Essex Composite Systems | Filled tubular torsion bar and its method of manufacture |
| US4853270A (en) | 1988-06-27 | 1989-08-01 | Essex Specialty Products, Inc. | Knee blocker for automotive application |
| US4810548A (en) * | 1988-08-01 | 1989-03-07 | Ligon Brothers Manufacturing Company | Sandwich seal fixture |
| US5124186A (en) | 1990-02-05 | 1992-06-23 | Mpa Diversified Products Co. | Composite tubular door beam reinforced with a reacted core localized at the mid-span of the tube |
| US4978562A (en) | 1990-02-05 | 1990-12-18 | Mpa Diversified Products, Inc. | Composite tubular door beam reinforced with a syntactic foam core localized at the mid-span of the tube |
| US5213391A (en) | 1990-10-25 | 1993-05-25 | Nissan Motor Co., Ltd. | Body skeleton element of vehicle and manufacturing method thereof |
| US5344208A (en) * | 1991-12-09 | 1994-09-06 | Chrysler Corporation | Reinforcement assembly for vehicle panels |
| DE4226988A1 (de) | 1992-08-14 | 1994-02-17 | Wulfram John Schmucker | Kunststofformteil und Verfahren zu dessen Herstellung |
| US5288538A (en) | 1992-12-16 | 1994-02-22 | Reynolds Metals Company | Expandable honeycomb core structural member |
| US5266133A (en) | 1993-02-17 | 1993-11-30 | Sika Corporation | Dry expansible sealant and baffle composition and product |
| US5358397A (en) | 1993-05-10 | 1994-10-25 | L&L Products, Inc. | Apparatus for extruding flowable materials |
| DE69433206T2 (de) | 1993-06-16 | 2004-06-24 | Minnesota Mining And Mfg. Co., St. Paul | Schwingungsdäampfende konstruktionen, die thermisch polymerisierte epoxide verwenden |
| US5932680A (en) | 1993-11-16 | 1999-08-03 | Henkel Kommanditgesellschaft Auf Aktien | Moisture-curing polyurethane hot-melt adhesive |
| JPH0731569U (ja) * | 1993-12-02 | 1995-06-13 | 株式会社ネオックスラボ | 中空構造物における発泡性材料の取り付け構造及び発泡性材料の取り付け用加工体 |
| EP0697956B1 (en) | 1994-03-14 | 1999-06-23 | MAGNA EXTERIOR SYSTEMS GmbH | Composite material with foamable core |
| EP0679501A1 (en) * | 1994-03-14 | 1995-11-02 | YMOS AKTIENGESELLSCHAFT Industrieprodukte | Composite material with foamable core |
| US5575526A (en) | 1994-05-19 | 1996-11-19 | Novamax Technologies, Inc. | Composite laminate beam for radiator support |
| US6168226B1 (en) | 1994-05-19 | 2001-01-02 | Henkel Corporation | Composite laminate automotive structures |
| US5506025A (en) | 1995-01-09 | 1996-04-09 | Sika Corporation | Expandable baffle apparatus |
| JP2721327B2 (ja) * | 1995-02-09 | 1998-03-04 | 株式会社ネオックスラボ | 中空構造物における発泡性材料の支持構造 |
| US5642914A (en) * | 1995-03-24 | 1997-07-01 | Neo-Ex Lab. Inc. | Support structure for supporting foamable material on hollow structural member |
| US5755486A (en) | 1995-05-23 | 1998-05-26 | Novamax Technologies Holdings, Inc. | Composite structural reinforcement member |
| US6165588A (en) | 1998-09-02 | 2000-12-26 | Henkel Corporation | Reinforcement of hollow sections using extrusions and a polymer binding layer |
| JP3501879B2 (ja) | 1995-07-31 | 2004-03-02 | 株式会社ネオックスラボ | 中空構造物における発泡性材料の支持構造 |
| DE19528825A1 (de) | 1995-08-05 | 1997-02-06 | Sika Ag | Schalldämmende Trennwand |
| US5985435A (en) | 1996-01-23 | 1999-11-16 | L & L Products, Inc. | Magnetized hot melt adhesive articles |
| EP0819723B1 (en) | 1996-02-02 | 2004-06-02 | Toray Industries, Inc. | Resin compositions for fiber-reinforced composite materials and processes for producing the same, prepregs, fiber-reinforced composite materials, and honeycomb structures |
| US6341467B1 (en) | 1996-05-10 | 2002-01-29 | Henkel Corporation | Internal reinforcement for hollow structural elements |
| FR2749263B1 (fr) | 1996-05-31 | 1998-07-03 | Renault | Element de structure renforce et son procede de fabrication |
| US5725272A (en) | 1996-06-27 | 1998-03-10 | Sika Corporation | Drain assembly for acoustic baffle system |
| US5888600A (en) | 1996-07-03 | 1999-03-30 | Henkel Corporation | Reinforced channel-shaped structural member |
| US6482496B1 (en) | 1996-07-03 | 2002-11-19 | Henkel Corporation | Foil backed laminate reinforcement |
| US6270600B1 (en) | 1996-07-03 | 2001-08-07 | Henkel Corporation | Reinforced channel-shaped structural member methods |
| DE19632550A1 (de) | 1996-08-13 | 1998-02-19 | Moeller Plast Gmbh | Wand- oder Bauelement und Verfahren zu seiner Herstellung |
| JP3516816B2 (ja) * | 1996-08-30 | 2004-04-05 | 株式会社ネオックスラボ | 中空構造物における中空室遮断具とその製造方法 |
| DE19707136C2 (de) | 1997-02-22 | 2001-03-08 | Moeller Plast Gmbh | Verfahren und schäumbare Masse zur Ausschäumung oder Schaumbeschichtung von Bauteilen |
| US5904024A (en) * | 1997-02-26 | 1999-05-18 | Axxis Corp. | Mount construction of foam substrate in hollow structures |
| US6099948A (en) * | 1997-05-08 | 2000-08-08 | Henkel Corporation | Encapsulation of pre-expanded elastomeric foam with a thermoplastic |
| DE19721608C2 (de) | 1997-05-23 | 2002-03-07 | Daimler Chrysler Ag | Energieabsorbierendes Element |
| US6237304B1 (en) | 1997-07-18 | 2001-05-29 | Henkel Corporation | Laminate structural bulkhead |
| US6233826B1 (en) * | 1997-07-21 | 2001-05-22 | Henkel Corp | Method for reinforcing structural members |
| US6096403A (en) | 1997-07-21 | 2000-08-01 | Henkel Corporation | Reinforced structural members |
| DE19736839A1 (de) | 1997-08-23 | 1999-02-25 | Volkswagen Ag | Deformationsstruktur für den Insassenschutz in Fahrzeugen |
| DE59801706D1 (de) | 1997-08-26 | 2001-11-15 | Stresshead Ag Luzern | Verstärkungsvorrichtung für tragstrukturen |
| US6277903B1 (en) | 1997-09-26 | 2001-08-21 | The Dow Chemical Company | Sound damping coating of flexible and rigid epoxy resins |
| DE19753318A1 (de) | 1997-12-02 | 1999-06-10 | Sika Ag | Verstärkungselement für lastaufnehmende oder lastübertragende Bauteile sowie Verfahren zu dessen Befestigung an einer Bauteiloberfläche |
| US6103341A (en) | 1997-12-08 | 2000-08-15 | L&L Products | Self-sealing partition |
| US6093358A (en) * | 1998-01-27 | 2000-07-25 | Lear Corporation | Method of making an expandable gap filling product |
| US6068424A (en) | 1998-02-04 | 2000-05-30 | Henkel Corporation | Three dimensional composite joint reinforcement for an automotive vehicle |
| US6003274A (en) | 1998-02-13 | 1999-12-21 | Henkel Corporation | Lightweight laminate reinforcing web |
| DE19856255C1 (de) | 1998-03-20 | 2000-01-20 | Moeller Plast Gmbh | Hohlprofil mit Innenversteifung |
| DE19812288C1 (de) | 1998-03-20 | 1999-05-27 | Moeller Plast Gmbh | Hohlprofil mit Innenversteifung und Verfahren zur Herstellung dieses Hohlprofils |
| US6372334B1 (en) | 1998-03-30 | 2002-04-16 | Henkel Corporation | Reinforcement laminate |
| US6079180A (en) | 1998-05-22 | 2000-06-27 | Henkel Corporation | Laminate bulkhead with flared edges |
| US5992923A (en) | 1998-05-27 | 1999-11-30 | Henkel Corporation | Reinforced beam assembly |
| US6146565A (en) * | 1998-07-15 | 2000-11-14 | Noble Polymers, L.L.C. | Method of forming a heat expandable acoustic baffle |
| US6103152A (en) | 1998-07-31 | 2000-08-15 | 3M Innovative Properties Co. | Articles that include a polymer foam and method for preparing same |
| US6247287B1 (en) * | 1998-08-05 | 2001-06-19 | Neo-Ex Lab, Inc. | Structure and method for closing and reinforcing hollow structural members |
| US6272809B1 (en) | 1998-09-09 | 2001-08-14 | Henkel Corporation | Three dimensional laminate beam structure |
| US6033300A (en) | 1998-10-21 | 2000-03-07 | L & L Products, Inc. | Automotive vehicle HVAC rainhat |
| US6387470B1 (en) | 1998-11-05 | 2002-05-14 | Sika Corporation | Sound deadening and structural reinforcement compositions and methods of using the same |
| DE19858903B4 (de) | 1998-12-19 | 2015-07-23 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Verstärkungselement für einen Hohlkörper, insbesondere für einen Fahrzeugkarosserieholm, Verfahren zum Einbringen eines solchen Verstärkungselementes in einen Hohlkörper und Fahrzeugkarosserie mit einem derart verstärkten Karosserieholm |
| DE29904705U1 (de) | 1998-12-23 | 1999-06-17 | Mannesmann Ag | Vorrichtung zur Herstellung eines Profilteils |
| US6276105B1 (en) | 1999-01-11 | 2001-08-21 | Henkel Corporation | Laminate reinforced beam with tapered polymer layer |
| US6092864A (en) | 1999-01-25 | 2000-07-25 | Henkel Corporation | Oven cured structural foam with designed-in sag positioning |
| US6149227A (en) | 1999-01-25 | 2000-11-21 | Henkel Corporation | Reinforced structural assembly |
| US6189953B1 (en) | 1999-01-25 | 2001-02-20 | Henkel Corporation | Reinforced structural assembly |
| DE19908347C1 (de) | 1999-02-26 | 2001-01-04 | Moeller Plast Gmbh | Halterplatte mit Mitteln zur Fixierung der Funktionsstellung |
| DE19909270A1 (de) | 1999-03-03 | 2000-09-07 | Henkel Teroson Gmbh | Hitzehärtbarer, thermisch expandierbarer Formkörper |
| US6131897A (en) | 1999-03-16 | 2000-10-17 | L & L Products, Inc. | Structural reinforcements |
| US6261675B1 (en) | 1999-03-23 | 2001-07-17 | Hexcel Corporation | Core-crush resistant fabric and prepreg for fiber reinforced composite sandwich structures |
| KR20010011778A (ko) | 1999-07-30 | 2001-02-15 | 정몽규 | 자동차 패널 외판용 발포형 강성보강재 |
| US6150428A (en) | 1999-09-28 | 2000-11-21 | Sika Corporation | Expansion temperature tolerant dry expandable sealant and baffle product and method of preparing same |
| US6358584B1 (en) * | 1999-10-27 | 2002-03-19 | L&L Products | Tube reinforcement with deflecting wings and structural foam |
| USH2047H1 (en) | 1999-11-10 | 2002-09-03 | Henkel Corporation | Reinforcement laminate |
| JP4476438B2 (ja) | 1999-11-12 | 2010-06-09 | 株式会社ネオックスラボ | 中空構造物の補強具 |
| US6263635B1 (en) | 1999-12-10 | 2001-07-24 | L&L Products, Inc. | Tube reinforcement having displaceable modular components |
| US6668457B1 (en) | 1999-12-10 | 2003-12-30 | L&L Products, Inc. | Heat-activated structural foam reinforced hydroform |
| JP3428545B2 (ja) | 2000-01-07 | 2003-07-22 | 本田技研工業株式会社 | 車体補強構造 |
| US6305136B1 (en) | 2000-01-31 | 2001-10-23 | Sika Corporation | Reinforcing member with beam shaped carrier and thermally expansible reinforcing material |
| WO2001054936A1 (en) | 2000-01-31 | 2001-08-02 | Sika Corporation | Structural reinforcing member with ribbed thermally expansible foaming material |
| US6253524B1 (en) * | 2000-01-31 | 2001-07-03 | Sika Corporation | Reinforcing member with thermally expansible structural reinforcing material and directional shelf |
| US6199940B1 (en) | 2000-01-31 | 2001-03-13 | Sika Corporation | Tubular structural reinforcing member with thermally expansible foaming material |
| US6475577B1 (en) | 2000-02-07 | 2002-11-05 | Sika Corporation | Reinforcing member with intersecting support legs |
| US6467834B1 (en) | 2000-02-11 | 2002-10-22 | L&L Products | Structural reinforcement system for automotive vehicles |
| MXPA02007795A (es) | 2000-02-11 | 2005-06-06 | L & L Products Inc | Sistema estructural de refuerzo para vehiculos automotrices. |
| US6422575B1 (en) | 2000-03-14 | 2002-07-23 | L&L Products, Inc. | Expandable pre-formed plug |
| US6296298B1 (en) | 2000-03-14 | 2001-10-02 | L&L Products, Inc. | Structural reinforcement member for wheel well |
| US6482486B1 (en) | 2000-03-14 | 2002-11-19 | L&L Products | Heat activated reinforcing sleeve |
| FR2806425B1 (fr) | 2000-03-16 | 2002-07-12 | Hexcel Composites | Produit intermediaire composite, procede de production d'un tel produit et utilisation a titre de materiau de moulage |
| US6382635B1 (en) * | 2000-03-17 | 2002-05-07 | Sika Corporation | Double walled baffle |
| US6413611B1 (en) * | 2000-05-01 | 2002-07-02 | Sika Corporation | Baffle and reinforcement assembly |
| US6196621B1 (en) * | 2000-05-24 | 2001-03-06 | Daimlerchrysler Corporation | Apparatus for transferring impact energy from a tire and wheel assembly of a motor vehicle to a sill |
| EP1299497B1 (en) | 2000-06-06 | 2004-12-15 | Dow Global Technologies Inc. | Epoxy based reinforcing patches with improved adhesion to oily metal surfaces |
| US6321793B1 (en) | 2000-06-12 | 2001-11-27 | L&L Products | Bladder system for reinforcing a portion of a longitudinal structure |
| US6319964B1 (en) | 2000-06-30 | 2001-11-20 | Sika Corporation | Acoustic baffle with predetermined directional expansion characteristics |
| US6523857B1 (en) | 2000-07-05 | 2003-02-25 | Sika Corporation | Reinforcing member for interfitting channels |
| US6820923B1 (en) | 2000-08-03 | 2004-11-23 | L&L Products | Sound absorption system for automotive vehicles |
| US6634698B2 (en) | 2000-08-14 | 2003-10-21 | L&L Products, Inc. | Vibrational reduction system for automotive vehicles |
| JP2002067826A (ja) | 2000-08-25 | 2002-03-08 | Nissan Motor Co Ltd | 車両用吸遮音構造体 |
| US6494525B1 (en) * | 2000-09-15 | 2002-12-17 | Sika Corporation | Side impact reinforcement |
| US6561571B1 (en) | 2000-09-29 | 2003-05-13 | L&L Products, Inc. | Structurally enhanced attachment of a reinforcing member |
| US6419305B1 (en) | 2000-09-29 | 2002-07-16 | L&L Products, Inc. | Automotive pillar reinforcement system |
| US6471285B1 (en) | 2000-09-29 | 2002-10-29 | L&L Products, Inc. | Hydroform structural reinforcement system |
| KR100327154B1 (ko) * | 2000-10-13 | 2002-03-13 | 박호군 | 바이오메이커를 이용한 고농도 유기성 폐수의 처리 방법 |
| JP2002120250A (ja) | 2000-10-16 | 2002-04-23 | Neoex Lab Inc | 中空構造物の充填具及び充填方法 |
| US6455146B1 (en) | 2000-10-31 | 2002-09-24 | Sika Corporation | Expansible synthetic resin baffle with magnetic attachment |
| US20040079478A1 (en) | 2000-11-06 | 2004-04-29 | Sika Ag, Vorm. Kaspar Winkler & Co. | Adhesives for vehicle body manufacturing |
| USD457120S1 (en) | 2001-01-08 | 2002-05-14 | Sika Corporation | Ribbed structural reinforcing member |
| GB0106911D0 (en) | 2001-03-20 | 2001-05-09 | L & L Products | Structural foam |
| US6546693B2 (en) | 2001-04-11 | 2003-04-15 | Henkel Corporation | Reinforced structural assembly |
| GB2375328A (en) | 2001-05-08 | 2002-11-13 | L & L Products | Reinforcing element for hollow structural member |
| US6502821B2 (en) | 2001-05-16 | 2003-01-07 | L&L Products, Inc. | Automotive body panel damping system |
| US20030001469A1 (en) | 2001-06-06 | 2003-01-02 | L&L Products, Inc. | Structural reinforcement and method of use therefor |
| US6855652B2 (en) | 2001-08-24 | 2005-02-15 | L&L Products, Inc. | Structurally reinforced panels |
| US20030050352A1 (en) | 2001-09-04 | 2003-03-13 | Symyx Technologies, Inc. | Foamed Polymer System employing blowing agent performance enhancer |
| US6729425B2 (en) | 2001-09-05 | 2004-05-04 | L&L Products, Inc. | Adjustable reinforced structural assembly and method of use therefor |
| US6887914B2 (en) | 2001-09-07 | 2005-05-03 | L&L Products, Inc. | Structural hot melt material and methods |
| US6786533B2 (en) * | 2001-09-24 | 2004-09-07 | L&L Products, Inc. | Structural reinforcement system having modular segmented characteristics |
| CA2467259C (en) | 2001-11-14 | 2011-01-25 | L & L Products, Inc. | Automotive composite structure part with specificated impact energy absorption |
| US6793274B2 (en) | 2001-11-14 | 2004-09-21 | L&L Products, Inc. | Automotive rail/frame energy management system |
| US6708979B2 (en) | 2001-11-19 | 2004-03-23 | Sika Automotive | Orifice sealing physical barrier |
| US6691468B2 (en) | 2001-11-19 | 2004-02-17 | Sika Automotive | Orifice sealing physical barrier |
| US6742258B2 (en) | 2001-11-30 | 2004-06-01 | 3M Innovative Properties Company | Method of hydroforming articles and the articles formed thereby |
| EP1323588A1 (en) | 2001-12-19 | 2003-07-02 | Sika Schweiz AG | Acoustic baffle equipped with flap assembly |
| US7043815B2 (en) | 2002-01-25 | 2006-05-16 | L & L Products, Inc. | Method for applying flowable materials |
| US20030176128A1 (en) | 2002-03-15 | 2003-09-18 | L&L Products, Inc. | Structurally reinforced panels |
| US7318873B2 (en) | 2002-03-29 | 2008-01-15 | Zephyros, Inc. | Structurally reinforced members |
| US6846559B2 (en) | 2002-04-01 | 2005-01-25 | L&L Products, Inc. | Activatable material |
| US6969551B2 (en) | 2002-04-17 | 2005-11-29 | L & L Products, Inc. | Method and assembly for fastening and reinforcing a structural member |
| US7169344B2 (en) | 2002-04-26 | 2007-01-30 | L&L Products, Inc. | Method of reinforcing at least a portion of a structure |
| US7077460B2 (en) | 2002-04-30 | 2006-07-18 | L&L Products, Inc. | Reinforcement system utilizing a hollow carrier |
| EP1359202A1 (de) | 2002-05-03 | 2003-11-05 | Sika Schweiz AG | Hitze-härtbare Epoxydharzzusammensetzung |
| GB0211268D0 (en) | 2002-05-17 | 2002-06-26 | L & L Products Inc | Hole plugs |
| GB0211287D0 (en) | 2002-05-17 | 2002-06-26 | L & L Products Inc | Improved baffle precursors |
| GB0211775D0 (en) | 2002-05-23 | 2002-07-03 | L & L Products Inc | Multi segment parts |
| FR2841848B1 (fr) * | 2002-07-03 | 2005-02-11 | Joint Francais | Assemblage d'isolation acoustique destine a etre monte dans une piece tubulaire et piece tubulaire equipee de tels assemblages, en particulier piece automobile |
| US20040011282A1 (en) | 2002-07-18 | 2004-01-22 | Myers Robert D. | System and method for manufacturing physical barriers |
| US6920693B2 (en) | 2002-07-24 | 2005-07-26 | L&L Products, Inc. | Dynamic self-adjusting assembly for sealing, baffling or structural reinforcement |
| US20040018353A1 (en) | 2002-07-25 | 2004-01-29 | L&L Products, Inc. | Composite metal foam damping/reinforcement structure |
| US7004536B2 (en) | 2002-07-29 | 2006-02-28 | L&L Products, Inc. | Attachment system and method of forming same |
| US20040034982A1 (en) | 2002-07-30 | 2004-02-26 | L&L Products, Inc. | System and method for sealing, baffling or reinforcing |
| US6923499B2 (en) | 2002-08-06 | 2005-08-02 | L & L Products | Multiple material assembly for noise reduction |
| US20040076831A1 (en) | 2002-10-02 | 2004-04-22 | L&L Products, Inc. | Synthetic material and methods of forming and applying same |
| US6811864B2 (en) | 2002-08-13 | 2004-11-02 | L&L Products, Inc. | Tacky base material with powder thereon |
| US6748667B2 (en) | 2002-08-14 | 2004-06-15 | L&L Products, Inc. | Low profile, one hand go-no-go gage and locator |
| US6883858B2 (en) | 2002-09-10 | 2005-04-26 | L & L Products, Inc. | Structural reinforcement member and method of use therefor |
| US20040056472A1 (en) | 2002-09-25 | 2004-03-25 | L&L Products, Inc. | Fuel fill assembly and method of forming same |
| US6692347B1 (en) | 2002-09-27 | 2004-02-17 | L&L Products, Inc. | Filter housing assembly for transportation vehicles |
| US20040074150A1 (en) | 2002-10-01 | 2004-04-22 | Joseph Wycech | Structural reinforcement assembly and a method for structurally reinforcing a member or a portion of an article of manufacture |
| US7105112B2 (en) | 2002-11-05 | 2006-09-12 | L&L Products, Inc. | Lightweight member for reinforcing, sealing or baffling |
| US20040135058A1 (en) | 2002-12-13 | 2004-07-15 | Joseph Wycech | Method and apparatus for inserting a structural reinforcing member within a portion of an article of manufacture |
| GB0300159D0 (en) | 2003-01-06 | 2003-02-05 | L & L Products Inc | Improved reinforcing members |
| US7313865B2 (en) | 2003-01-28 | 2008-01-01 | Zephyros, Inc. | Process of forming a baffling, sealing or reinforcement member with thermoset carrier member |
| US6679540B1 (en) | 2003-03-07 | 2004-01-20 | Trim Trends Co., Llc | Epoxy bonded laminate door beam |
| US7111899B2 (en) | 2003-04-23 | 2006-09-26 | L & L Products, Inc. | Structural reinforcement member and method of use therefor |
| GB2401349A (en) | 2003-05-08 | 2004-11-10 | L & L Products | Reinforcement for a vehicle panel |
| US7041193B2 (en) | 2003-05-14 | 2006-05-09 | L & L Products, Inc. | Method of adhering members and an assembly formed thereby |
| US6955593B2 (en) | 2003-06-03 | 2005-10-18 | L & L Products, Inc. | HVAC protection system for automotive vehicles |
| US7249415B2 (en) * | 2003-06-26 | 2007-07-31 | Zephyros, Inc. | Method of forming members for sealing or baffling |
| SI1790554T1 (sl) * | 2003-06-26 | 2012-01-31 | Zephyros Inc | Material, ki lahko ekspandira, in pritrdljiv element za tesnjenje, zakrivanje ali ojačitev in postopek tvorjenja le tega |
| US7784186B2 (en) * | 2003-06-26 | 2010-08-31 | Zephyros, Inc. | Method of forming a fastenable member for sealing, baffling or reinforcing |
| US7199165B2 (en) | 2003-06-26 | 2007-04-03 | L & L Products, Inc. | Expandable material |
| US7479245B2 (en) | 2003-06-26 | 2009-01-20 | Zephyros, Inc. | Process for applying a material to a member |
| US20050016807A1 (en) | 2003-07-21 | 2005-01-27 | L&L Products, Inc. | Crash box |
| US7469459B2 (en) * | 2003-09-18 | 2008-12-30 | Zephyros, Inc. | System and method employing a porous container for sealing, baffling or reinforcing |
| US20050082111A1 (en) | 2003-10-18 | 2005-04-21 | Sika Technology Ag | Acoustic baffle |
| US20050087899A1 (en) | 2003-10-22 | 2005-04-28 | L&L Products, Inc. | Baffle and method of forming same |
| DE602004017208D1 (de) | 2003-10-31 | 2008-11-27 | Dow Global Technologies Inc | Schalldämpfungssystem |
| US20050102815A1 (en) | 2003-11-03 | 2005-05-19 | L&L Products, Inc. | Reinforced members formed with absorbent mediums |
| US20050127145A1 (en) | 2003-11-20 | 2005-06-16 | L&L Products, Inc. | Metallic foam |
| US20050126286A1 (en) | 2003-12-10 | 2005-06-16 | L&L Products, Inc. | Method for balancing a movable member and member formed thereby |
| US20050166532A1 (en) | 2004-01-07 | 2005-08-04 | L&L Products, Inc. | Structurally reinforced panels |
| US20050159531A1 (en) | 2004-01-20 | 2005-07-21 | L&L Products, Inc. | Adhesive material and use therefor |
| US20050172486A1 (en) * | 2004-02-05 | 2005-08-11 | L&L Products, Inc. | Member for sealing, baffling or reinforcing and method of forming same |
| EP1568749A1 (de) | 2004-02-25 | 2005-08-31 | Sika Technology AG | Zweikomponentiger Klebstoff zur Herstellung von Halbzeugen und Sandwich-Verbundwerkstoffen |
| ITTO20040178A1 (it) | 2004-03-17 | 2004-06-17 | Fiat Auto Spa | Elemento irrigidente strutturale autoadesivo per scocche di autoveicoli e procedimento per la sua applicazione |
| US7180027B2 (en) | 2004-03-31 | 2007-02-20 | L & L Products, Inc. | Method of applying activatable material to a member |
| EP1591224A1 (de) | 2004-04-27 | 2005-11-02 | Sika Technology AG | Vorrichtung und Verfahren zur Schalldämpfung in Hohlräumen von Fahrzeugen |
| US20050241756A1 (en) | 2004-04-28 | 2005-11-03 | L&L Products, Inc. | Adhesive material and structures formed therewith |
| JP4283727B2 (ja) | 2004-05-06 | 2009-06-24 | 日東電工株式会社 | 発泡充填部材 |
| US20050260399A1 (en) | 2004-05-19 | 2005-11-24 | L&L Products, Inc. | Synthetic material having selective expansion characteristics |
| EP1598393A1 (de) | 2004-05-19 | 2005-11-23 | Sika Technology AG | Füllmaterial auf Basis von polymerbeschichteten Teilchen, zum Füllen von Hohlräumen insbesondere von Strukturelementen, Herstellungsverfahren und Strukturelement |
| US20050266237A1 (en) | 2004-05-28 | 2005-12-01 | Siddhartha Asthana | Heat-activated sound and vibration damping sealant composition |
| US20050269840A1 (en) | 2004-06-04 | 2005-12-08 | L&L Products, Inc. | Sealant material |
| GB2415162A (en) | 2004-06-15 | 2005-12-21 | L & L Products Inc | Improvements in or relating to laminar mouldings |
| US8070994B2 (en) | 2004-06-18 | 2011-12-06 | Zephyros, Inc. | Panel structure |
| GB2415658A (en) | 2004-06-21 | 2006-01-04 | L & L Products Inc | An overmoulding process |
| US20050212326A1 (en) | 2004-06-24 | 2005-09-29 | L&L Products, Inc. | Structural reinforcement member and system formed therewith |
| US7521093B2 (en) | 2004-07-21 | 2009-04-21 | Zephyros, Inc. | Method of sealing an interface |
| US20060021697A1 (en) | 2004-07-30 | 2006-02-02 | L&L Products, Inc. | Member for reinforcing, sealing or baffling and reinforcement system formed therewith |
| US20050012280A1 (en) | 2004-08-13 | 2005-01-20 | L&L Products, Inc. | Sealing member, sealing method and system formed therewith |
| US20060043772A1 (en) * | 2004-08-26 | 2006-03-02 | L&L Products, Inc. | Baffle and system formed therewith |
| US7374219B2 (en) | 2004-09-22 | 2008-05-20 | Zephyros, Inc. | Structural reinforcement member and method of use therefor |
| US20060065483A1 (en) | 2004-09-29 | 2006-03-30 | L&L Products, Inc. | Baffle with flow-through medium |
| US7428774B2 (en) | 2005-05-25 | 2008-09-30 | Zephyros, Inc. | Baffle for an automotive vehicle and method of use therefor |
| US7926179B2 (en) | 2005-08-04 | 2011-04-19 | Zephyros, Inc. | Reinforcements, baffles and seals with malleable carriers |
-
2006
- 2006-08-01 US US11/461,557 patent/US7926179B2/en active Active
- 2006-08-02 CA CA2617919A patent/CA2617919C/en not_active Expired - Fee Related
- 2006-08-02 EP EP06789414A patent/EP1910052A1/en not_active Withdrawn
- 2006-08-02 CN CN2006800286816A patent/CN101356051B/zh active Active
- 2006-08-02 WO PCT/US2006/030480 patent/WO2007019330A1/en active Application Filing
- 2006-08-02 KR KR1020087005343A patent/KR101359240B1/ko not_active IP Right Cessation
- 2006-08-02 JP JP2008525233A patent/JP5236471B2/ja not_active Expired - Fee Related
-
2010
- 2010-06-25 US US12/823,514 patent/US8079146B2/en active Active
-
2011
- 2011-11-17 US US13/298,901 patent/US8763254B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1910052A1 (en) | 2008-04-16 |
| CN101356051A (zh) | 2009-01-28 |
| US8079146B2 (en) | 2011-12-20 |
| US8763254B2 (en) | 2014-07-01 |
| JP2009502592A (ja) | 2009-01-29 |
| WO2007019330A1 (en) | 2007-02-15 |
| CA2617919A1 (en) | 2007-02-15 |
| CN101356051B (zh) | 2013-01-30 |
| US20100257738A1 (en) | 2010-10-14 |
| CA2617919C (en) | 2012-10-16 |
| US7926179B2 (en) | 2011-04-19 |
| KR101359240B1 (ko) | 2014-02-05 |
| KR20080034493A (ko) | 2008-04-21 |
| US20070045866A1 (en) | 2007-03-01 |
| US20120060352A1 (en) | 2012-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5236471B2 (ja) | 展性キャリヤを備えた補強材、バッフル及びシール | |
| US7428774B2 (en) | Baffle for an automotive vehicle and method of use therefor | |
| US7503620B2 (en) | Structural reinforcement member and method of use therefor | |
| US6920693B2 (en) | Dynamic self-adjusting assembly for sealing, baffling or structural reinforcement | |
| US7597382B2 (en) | Noise reduction member and system | |
| US7077460B2 (en) | Reinforcement system utilizing a hollow carrier | |
| EP1356911B1 (en) | Method for reinforcement of structural members | |
| US7494179B2 (en) | Member for baffling, reinforcement or sealing | |
| US6523884B2 (en) | Hydroform structural reinforcement system | |
| US20050087899A1 (en) | Baffle and method of forming same | |
| US8381403B2 (en) | Baffle for an automotive vehicle and method of use therefor | |
| US20080202674A1 (en) | Structural reinforcements | |
| US20060043772A1 (en) | Baffle and system formed therewith | |
| WO2002014109A2 (en) | Vibrational reduction system for automotive vehicles | |
| EP1324909A1 (en) | Structurally enhanced attachment of a reinforcing member | |
| US11970215B2 (en) | Universal high expandable filling member | |
| US20080107883A1 (en) | Coated sealer and method of use |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110530 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110830 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110906 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120827 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121127 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130327 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |