JP5175276B2 - 透析物を形成するための液体濃縮物で充填した容器 - Google Patents
透析物を形成するための液体濃縮物で充填した容器 Download PDFInfo
- Publication number
- JP5175276B2 JP5175276B2 JP2009512503A JP2009512503A JP5175276B2 JP 5175276 B2 JP5175276 B2 JP 5175276B2 JP 2009512503 A JP2009512503 A JP 2009512503A JP 2009512503 A JP2009512503 A JP 2009512503A JP 5175276 B2 JP5175276 B2 JP 5175276B2
- Authority
- JP
- Japan
- Prior art keywords
- self
- bag
- supporting bag
- side wall
- wall sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 235000014666 liquid concentrate Nutrition 0.000 title description 9
- 239000000463 material Substances 0.000 claims abstract description 30
- 239000012141 concentrate Substances 0.000 claims abstract description 23
- 239000007788 liquid Substances 0.000 claims abstract description 18
- 238000000502 dialysis Methods 0.000 claims abstract description 16
- 238000011282 treatment Methods 0.000 claims abstract description 12
- 238000003466 welding Methods 0.000 claims description 23
- 238000007789 sealing Methods 0.000 claims description 14
- 239000004698 Polyethylene Substances 0.000 claims description 10
- 238000005304 joining Methods 0.000 claims description 10
- 229920001971 elastomer Polymers 0.000 claims description 9
- 239000000806 elastomer Substances 0.000 claims description 9
- 239000004743 Polypropylene Substances 0.000 claims description 7
- 238000005520 cutting process Methods 0.000 claims description 6
- 229920000573 polyethylene Polymers 0.000 claims description 6
- 239000004952 Polyamide Substances 0.000 claims description 4
- 229920002647 polyamide Polymers 0.000 claims description 4
- -1 polyethylene Polymers 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 239000013536 elastomeric material Substances 0.000 claims description 2
- 210000003734 kidney Anatomy 0.000 abstract description 4
- 239000004033 plastic Substances 0.000 abstract description 2
- 229920003023 plastic Polymers 0.000 abstract description 2
- 235000008504 concentrate Nutrition 0.000 description 17
- 238000000034 method Methods 0.000 description 16
- 239000008280 blood Substances 0.000 description 10
- 210000004369 blood Anatomy 0.000 description 10
- 238000001631 haemodialysis Methods 0.000 description 8
- 230000000322 hemodialysis Effects 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 239000012530 fluid Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 210000004379 membrane Anatomy 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000000385 dialysis solution Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000002560 therapeutic procedure Methods 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- 208000001647 Renal Insufficiency Diseases 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002615 hemofiltration Methods 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 201000006370 kidney failure Diseases 0.000 description 1
- 238000011866 long-term treatment Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000003204 osmotic effect Effects 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 210000003200 peritoneal cavity Anatomy 0.000 description 1
- 210000004303 peritoneum Anatomy 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/10—Bag-type containers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/14—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis
- A61M1/16—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis with membranes
- A61M1/1654—Dialysates therefor
- A61M1/1656—Apparatus for preparing dialysates
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/14—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis
- A61M1/16—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis with membranes
- A61M1/1654—Dialysates therefor
- A61M1/1656—Apparatus for preparing dialysates
- A61M1/1668—Details of containers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/14—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis
- A61M1/16—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis with membranes
- A61M1/1654—Dialysates therefor
- A61M1/1656—Apparatus for preparing dialysates
- A61M1/1668—Details of containers
- A61M1/167—Flexible packaging for solid concentrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/005—Bags or like containers made of paper and having structural provision for thickness of contents by folding a single blank to U-shape to form the base of the bag and opposite sides of the body-portion, the remaining sides being formed by extensions of one or more of these opposite sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
- B31B2150/002—Flexible containers made from sheets or blanks, e.g. from flattened tubes by joining superimposed sheets, e.g. with separate bottom sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/002—Flexible containers made from webs by joining superimposed webs, e.g. with separate bottom webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/20—Shape of flexible containers with structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/008—Stiffening or reinforcing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S383/00—Flexible bags
- Y10S383/903—Stress relief
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S383/00—Flexible bags
- Y10S383/907—Peculiar, particular shape
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Urology & Nephrology (AREA)
- Heart & Thoracic Surgery (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Emergency Medicine (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Anesthesiology (AREA)
- Pharmacology & Pharmacy (AREA)
- Bag Frames (AREA)
- External Artificial Organs (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Packages (AREA)
Description
血液透析では、患者の血液を数時間に亘って体外血液回路で循環する。血液は透析器の血液チャンバを通過する。このチャンバでは、最も一般的には、中空ファイバの形状の数千もの半透膜が、血液チャンバを、透析回路の部分である透析チャンバから分離する。膜を通した拡散によって物質を除去することによって血液を浄化する。このような物質は、通常は、透析チャンバに流入する透析物には含まれない。血液中に少なくとも特定の濃度で保持されるべき、及び電解質のように膜を通過できるこの他の物質は、生理学的濃度で新鮮な透析物中に含まれる。圧力勾配を加えることによって、余分の水を血液から透析チャンバに移送し、次いで透析物とともに除去され、透析チャンバを出る。
現在まで、液体濃縮物は、通常、剛性プラスチック容器に入れて送出されてきた。これは、濃縮物の重量のため、容器に或る程度の安定性が必要とされるためである。このような容器は、更に、大きなロットでの輸送を簡単にする。これは、互いに層をなして積み重ねるのが容易であるためである。
これらの剛性容器には、その剛性のため、容器の壁を十分に厚くしなければならないため材料費が比較的高く、費用が比較的かかるという欠点があった。更に、空になった容器は、嵩張るため、空になった後の取り扱いが煩わしい。大量の材料のリサイクル又は廃棄には更なる費用が掛かる。
本発明の発明者は、この偏見を解決でき、液体透析物濃縮物で充填した、容積が3リットル又はそれ以上の可撓性エラストマーシート製の自立バッグを製造できるということを発見した。
便利には、コネクタ部分を側壁シートの二つの水平上縁部間に挟むことができ、二つの水平上縁部及びコネクタ部分をシール、好ましくは溶接線によって液密に接合する。
バッグの好ましい実施例は、側壁シートの横方向二層部分を、水平上縁部シール線上の水平縁部の端部から離間された第1点と、側壁シートの垂直縁部から小さく離間された又は離間されていない、横方向二層部分を横方向四層部分から離間する第2点との間で接合する第1傾斜シール線をバッグの各側に有する。第2傾斜シール線が、各側壁シートと隣接した底壁シートとを、バッグの各側の横方向四層部分で、水平縁部の端部から離間された水平下縁部上の第3点と第2点との間で接合する。
本発明のこの他の詳細及び利点は、添付図面に非限定的に示す本発明による容器の例示の実施例から明らかになるであろう。
全てのシール線は、好ましくは、溶接技術によって形成される。この技術について、当業者は、プロセスのマニホールドを利用できる。例として、溶接は、超音波やレーザー放射線を使用して直接的に加熱することによって行ってもよい。
図3に示す本発明によるバッグの実施例では、底壁シート4の対応する部分45a’及び45b’を、従って、底壁シート4から打ち抜き、全てのシートを図3に示すように接合する前に除去する。次に、二つの側壁シート2及び3の領域43’と44’との間に、直接的溶接シールを、底壁シート4の層を挟むことなく、形成できる。
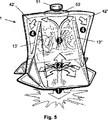
自立バッグ1は、最も便利には、図2、図4、及び図5に示すように、剛性コネクタ部分50を含む。このコネクタ部分50は、広幅の中央部分区分及び上シール線10に滑らかに移行できる二つのテーパした側ウィング部分を有する。広幅の中央部分のオリフィス53の直径は、透析デバイスの吸引パイプがバッグ内部に達するのに十分に大きい。バッグと吸引パイプとの間の任意の気密シールは、剛性材料で形成された従来の容器の場合と同様に、不要である。オリフィス53は、小さな内オリフィス(図示せず)を零れ障壁として備えていてもよい。
充填後にバッグを閉鎖する上で、いたずら防止蓋51の代りに、引き剥がし式の使い捨てシートを使用してもよい。これは、例えば、オリフィス53に適当なヒートシールを施すことによって行われる。このような実施例は、費用が安く、シートを除去した後に再びオリフィスに適用することができないため一回使用したことの表示を提供する。
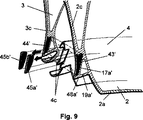
第1実施例におけるのと同様に、図7に示すバッグ1もまた、第1点A’、A’’と第2点B’、B’’との間に第1傾斜シール線13’、13’’を有し、第2点B’、B’’と第3点C1’、C1’’及びC2’、C2’’との間に第2傾斜線14a’、14a’’及び14b’、14b’’を有し、第2点B’、B’’と第4点D1’、D1’’及びD2’、D2’’との間に第4傾斜シール線17a’、17a’’及び17b’、17b’’を有する。しかしながら、第2実施例には、第1実施例の第3シール線は存在しない。その代わり、側壁シート2及び3及び底壁シート4のシート材料は、第4傾斜シール線17a’、17a’’、及び17b’、17b’’の下にあり、第4点D1’、D1’’及びD2’、D2’’から第2傾斜シール線14a’、14a’’及び14b’、14b’’上の第5点E1’、E1’’及びE2’、E2’’まで延びるカッティング縁部48a’、48a’’、及び48b’、48b’’の下にある隅部領域47a’、47a’’、及び47b’、47b’’では、除去してあり、第5点E1’、E1’’及びE2’、E2’’は側壁シートの水平下縁部2a及び3aから第5距離eだけ離間されている。シート材料の除去は、バッグのシールプロセス後、シールプロセス前、又は場合によってはシールプロセス中に行われる。
本発明による自立バッグの第2実施例の好ましい形状もまた、図6の表に示すのと同様である。
特に本発明によるバッグの第3実施例による底壁シートについて層状構造を使用することにより、シート材料の除去を第2実施例の変形例に限定しない。更に、四枚の材料シートを接合しなければならない本発明によるバッグの第1実施例又は他の変形例にも使用できる。
2a及び3a 水平下縁部
2b、3b 水平上縁部
2c、2d 垂直縁部
3c、3d 垂直縁部
4c、4d 垂直縁部
4 底壁シート
4a及び4b 水平方向縁部
10 シール
11’、11’’ シール
12a’、12b’、及び12a’’、12b’’ シール
13’、13’’ 第1傾斜シール線
14a’、14b’、14a’’、14b’’ 第2シール線
16’a、16b’、16a’’、16b’’ 第3傾斜シール線
18a、18b シール
20 横方向2層部分
30 横方向4層部分
Claims (33)
- 透析治療を行うため、透析物を形成するための液体透析物で充填した容器において、
前記容器は、可撓性エラストマーシート(2、3、4)で形成された自立バッグ(1)であり、
前記バッグ(1)は、水平上縁部(2b;3b)及び下縁部(2a;3a)、及び二つの垂直縁部(2c、2d;3c、3d)を各々有する可撓性エラストマー材料製の二枚の矩形側壁シート(2;3)と、二つの水平縁部(4a、4b)及び二つの垂直縁部(4c、4d)を有する可撓性エラストマー材料製の一枚の矩形底壁シート(4)とから形成されており、
前記バッグ(1)は、空である場合、平らな形状にすることができ、
前記底壁シート(4)は、前記二枚の側壁シート(2;3)間に挟まれており、前記底壁シート(4)は、その水平縁部(4a、4b)に対して平行に対称に一回折り畳んであり、
前記底壁シート(4)の前記水平縁部(4a、4b)は前記二枚の側壁シート(2;3)の水平下縁部(2a;3a)と一致し、
前記平らな形状の空のバッグ(1)は、かくして、横方向四層部分(30)及び横方向二層部分(20)に分けられ、
更に、第1傾斜シール線(13’、13’’)を、前記バッグの各側の前記横方向二シート部分(20)に前記側壁シート(2;3)間に含み、
前記第1傾斜シール線は、前記水平上縁部(2b;3b)の端部から第1距離(a)だけ離間された前記水平上縁部(2b;3b)上の第1点(A’;A’’)と、前記側壁シートの垂直縁部(2c、2d;3c、3d)から第2距離(b)だけ小さく離間された又は離間されていない、前記横方向二層部分(20)と前記横方向四層部分(30)とを分ける線上に位置決めされた第2点(B’;B’’)との間を延び、
前記バッグは、各側壁シート(2;3)と前記隣接した底壁シート(4)とを接合する第2傾斜シール線(14a’、14a’’;14b’、14b’’)を、前記バッグの各側の前記横方向四シート部分(30)に含み、
前記第2傾斜シール線は、前記水平下縁部の端部から第3距離(c)だけ離間された前記水平下縁部(2a;3a;4a、4b)上の第3点(C1’、C1’’;C2’、C2’’)と、前記第2点(B’;B’’)との間を延びる、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
コネクタ部分(50)が前記二つの水平上縁部(2b;3b)間に挟まれており、前記二つの水平上縁部(2b;3b)及び前記コネクタ部分(50)は、シール(10)によって接合されている、ことを特徴とする自立バッグ。 - 請求項2に記載の自立バッグにおいて、
前記シール(10)は溶接線である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記側壁シートの前記垂直縁部(2c、2d;3c、3d)は、前記横方向二層部分(20)において、シール(11’;11’’)によって接合されている、ことを特徴とする自立バッグ。 - 請求項4に記載の自立バッグにおいて、
前記シール(11’;11’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記底壁シートの前記垂直縁部(4c、4d)は、前記側壁シートの前記隣接した部分(2c、2d;3c、3d)に、シール(12a’、12a’’;12b’、12b’’)によって接合されている、ことを特徴とする自立バッグ。 - 請求項6に記載の自立バッグにおいて、
前記シール(12a’、12a’’;12b’、12b’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記底壁シートの前記水平縁部(4a、4b)は、シール(18a;18b)によって、前記側壁シートの前記隣接した水平下縁部(2a;3a)に接合されている、ことを特徴とする自立バッグ。 - 請求項8に記載の自立バッグにおいて、
前記シール(18a;18b)は溶接線である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記側壁シート(2;3)及び前記底壁シート(4)は一枚のウェブから形成されており、前記側壁シート及び前記底壁シートの前記水平下縁部(2a;3a;4a、4b)は、前記ウェブを前記水平縁部に沿って折り畳むことによって形成される、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記第2点(B’;B’’)は、前記側壁シート(2;3)の前記垂直縁部(2c、2d;3c、3d)から離間されており、
前記バッグは別の水平シール線(15’、15’’)を、前記第2点(B’;B’’)と前記側壁シートの前記隣接した垂直縁部(2c、2d;3c、3d)との間に、前記横方向二層部分(20)を横方向四層部分(30)から分ける線に沿って含み、かくして四つの層全てを前記別の水平シール線(15’、15’’)に沿って接合する、ことを特徴とする自立バッグ。 - 請求項11に記載の自立バッグにおいて、
前記別の水平シール線(15’、15’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記バッグは、第3傾斜シール線(16a’、16a’’;16b’、16b’’)を、前記バッグの各側に有し、前記第3傾斜シール線は、前記第3点(C1’、C1’’;C2’、C2’’)と、前記横方向四層部分(30)の前記側壁シート及び前記底壁シートの両方の前記垂直縁部(2c、2d;3c、3d;4c、4d)上の第4点(D1’、D1’’;D2’、D2’’)との間を延び、前記底壁シート(4)及び前記隣接した側壁シート(2;3)だけを接合し、前記第4点(D1’、D1’’;D2’、D2’’)は、前記側壁シートの前記水平縁部(2a;3a)から第4距離(d)だけ離間されている、ことを特徴とする自立バッグ。 - 請求項13に記載の自立バッグにおいて、
前記第3傾斜シール線(16a’、16a’’;16b’、16b’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項13に記載の自立バッグにおいて、
前記バッグは、第4傾斜シール線(17a’、17a’’;17b’、17b’’)を、前記バッグの各側に有し、前記第4傾斜シール線は、前記第2点(B’;B’’)と前記第4点(D1’、D1’’;D2’、D2’’)との間を延び、前記底壁シート(4)及び前記隣接した側壁シート(2;3)だけを接合する、ことを特徴とする自立バッグ。 - 請求項15に記載の自立バッグにおいて、
前記第4傾斜シール線(17a’、17a’’;17b’、17b’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項15に記載の自立バッグにおいて、
前記第4傾斜シール線(17a’、17a’’;17b’、17b’’)と前記垂直縁部(4c、4d)との間の領域(45a’、45b’)の底壁シート(4)の前記シート材料は、前記バッグの各側で除去してあり、
前記両側壁シート(2;3)は、この領域(43’;44’)で、直接的に接合されている、ことを特徴とする自立バッグ。 - 前記請求項17に記載の自立バッグにおいて、
前記両側壁シート(2;3)は、前記領域(43’;44’)で、溶接によって直接的に接合されている、ことを特徴とする自立バッグ。 - 請求項13に記載の自立バッグにおいて、
前記バッグは、第4傾斜シール線(17a’、17a’’;17b’、17b’’)を、前記バッグの各側に、前記第2点(B’;B’’)と、前記横方向四層部分(30)の前記側壁シート及び前記底壁シートの両方の前記垂直縁部(2c、2d;3c、3d;4c、4d)上の前記第4点(D1’、D1’’;D2’、D2’’)との間に有し、
前記第4傾斜シール線は、前記底壁シート(4)及び前記隣接した側壁シート(2;3)だけを接合し、
前記第4点(D1’、D1’’;D2’、D2’’)は、前記側壁シートの前記水平縁部(2a;3a)から第4距離(d)だけ離間されている、ことを特徴とする自立バッグ。 - 前記請求項19に記載の自立バッグにおいて、
前記第4傾斜シール線(17a’、17a’’;17b’、17b’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項19に記載の自立バッグにおいて、
前記第2傾斜シール線(14a’、14a’’;14b’、14b’’)よりも下にあり且つ前記第4点(D1’、D1’’;D2’、D2’’)から前記第2傾斜シール線(14a’、14a’’;14b’、14b’’)上の第5点(E1’、E1’’;E2’、E2’’)まで延びるカッティング縁部(48a’、48a’’、及び48b’、48b’’)よりも下にある、隅部領域(47a’、47b’;47a’’、47b’’)で、前記側壁シート(2;3)及び前記底壁シート(4)の前記シート材料を除去し、
前記第5点(E1’、E1’’;E2’、E2’’)は前記側壁シートの前記水平縁部(2a;3a)から第5距離(e)だけ離間されている、ことを特徴とする自立バッグ。 - 請求項21に記載の自立バッグにおいて、
前記バッグは、前記底壁シート(4)及び前記隣接隣接した側壁シート(2;3)だけを前記カッティング縁部(48a’、48a’’、及び48b’、48b’’)のところで接合する第5傾斜シール線(19a’、19a’’;19b’、19b’’)を、前記バッグの各側に、前記第4点(D1’、D1’’;D2’、D2’’)と前記第5点(E1’、E1’’;E2’、E2’’)との間に含む、ことを特徴とする自立バッグ。 - 請求項22に記載の自立バッグにおいて、
前記第5傾斜シール線(19a’、19a’’;19b’、19b’’)は溶接線である、ことを特徴とする自立バッグ。 - 請求項19に記載の自立バッグにおいて、
前記第4傾斜シール線(17a’、17a’’;17b’、17b’’)と前記垂直縁部(4c、4d)との間の領域(45a’、45b’)での底壁シート(4)の前記シート材料を除去し、両側壁シート(2;3)をこの領域(43’;44’)で、直接的に接合する、ことを特徴とする自立バッグ。 - 請求項24に記載の自立バッグにおいて、
両側壁シート(2;3)を前記領域(43’;44’)で、溶接によって直接的に接合する、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記第1傾斜シール線(13’、13’’)は、少なくとも部分的に、前記バッグ内の過度の圧力を吸収するようになった引き剥がし継目である、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記第1傾斜シール線(13’、13’’)は、少なくとも部分的に中断しており、前記バッグの内部と、前記内部から前記第1傾斜シール線(13’、13’’)によって分離された上側フラップチャンバ(42’、42’’)との間を連結する、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記バッグは、3リットル乃至8リットルの液体透析物濃縮物を収容する、ことを特徴とする自立バッグ。 - 請求項28に記載の自立バッグにおいて、
前記バッグは、5リットル乃至6リットルの液体透析物濃縮物を収容する、ことを特徴とする自立バッグ。 - 請求項1に記載の自立バッグにおいて、
前記底壁シート(4)は一つ以上の層で形成されており、二つの外層は異なる材料で形成されている、ことを特徴とする自立バッグ。 - 請求項30に記載の自立バッグにおいて、
前記底壁シート(4)及び前記側壁シート(2;3)の一方の外層、又は互いに向き合った前記側壁シートの少なくとも外層は同じ材料で形成されている、ことを特徴とする自立バッグ。 - 請求項31に記載の自立バッグにおいて、
前記同じ材料はポリエチレンである、ことを特徴とする自立バッグ。 - 請求項32に記載の自立バッグにおいて、
前記底壁シート(4)の他方の外層は、ポリプロピレン又はポリアミドで形成されている、ことを特徴とする自立バッグ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06011472.5 | 2006-06-02 | ||
| EP06011472A EP1862189B1 (en) | 2006-06-02 | 2006-06-02 | Container filled with a liquid concentrate for making dialysate |
| PCT/EP2007/004879 WO2007140942A1 (en) | 2006-06-02 | 2007-06-01 | Container filled with a liquid concentrate for making dialysate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009538650A JP2009538650A (ja) | 2009-11-12 |
| JP5175276B2 true JP5175276B2 (ja) | 2013-04-03 |
Family
ID=37440737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009512503A Expired - Fee Related JP5175276B2 (ja) | 2006-06-02 | 2007-06-01 | 透析物を形成するための液体濃縮物で充填した容器 |
Country Status (18)
| Country | Link |
|---|---|
| US (2) | US8251971B2 (ja) |
| EP (2) | EP1862189B1 (ja) |
| JP (1) | JP5175276B2 (ja) |
| KR (1) | KR101412442B1 (ja) |
| CN (2) | CN101443056B (ja) |
| AT (1) | ATE519512T1 (ja) |
| AU (1) | AU2007256457B2 (ja) |
| BR (1) | BRPI0712573B8 (ja) |
| CA (1) | CA2646042C (ja) |
| CY (1) | CY1117516T1 (ja) |
| DK (2) | DK1862189T3 (ja) |
| EA (1) | EA017416B1 (ja) |
| ES (2) | ES2396907T3 (ja) |
| HK (2) | HK1133838A1 (ja) |
| HU (1) | HUE027297T2 (ja) |
| PL (2) | PL1862189T3 (ja) |
| SI (1) | SI2029193T1 (ja) |
| WO (1) | WO2007140942A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL1862189T3 (pl) * | 2006-06-02 | 2012-01-31 | Fresenius Medical Care Deutschland Gmbh | Pojemnik napełniony ciekłym koncentratem do przygotowywania dializatu |
| US7736328B2 (en) | 2007-07-05 | 2010-06-15 | Baxter International Inc. | Dialysis system having supply container autoconnection |
| US8215509B2 (en) * | 2008-03-27 | 2012-07-10 | The Coca-Cola Company | Soft PET bottle with a rigid top and bottom portion |
| US10265454B2 (en) | 2008-07-25 | 2019-04-23 | Baxter International Inc. | Dialysis system with flow regulation device |
| CH701789A1 (de) * | 2009-08-31 | 2011-03-15 | Elag Verpackungen Ag | Standbeutel. |
| GB0922093D0 (en) * | 2009-12-18 | 2010-02-03 | Mars Inc | Boil-in-bag pouch |
| JP5679697B2 (ja) * | 2010-05-17 | 2015-03-04 | ユニ・チャーム株式会社 | 収容体 |
| DE102011106248A1 (de) * | 2011-07-01 | 2013-01-03 | Fresenius Medical Care Deutschland Gmbh | Behälter, Verwendung, Dialysegerät oder Zubereitungseinheit sowie Verfahren zur Herstellung eines Konzentrats |
| DE102012007904B4 (de) * | 2012-04-23 | 2015-08-27 | Fresenius Medical Care Deutschland Gmbh | Beutel mit verbundenem biegesteifen Kunststoffteil |
| DE102012011250A1 (de) * | 2012-06-06 | 2013-12-24 | Fresenius Medical Care Deutschland Gmbh | Konzentratbehältnis mit Stützelementen |
| US9321558B2 (en) * | 2012-09-19 | 2016-04-26 | Perimeter Brand Packaging, Llc | Insert assembly for beverage container |
| JP6255027B2 (ja) * | 2012-11-05 | 2017-12-27 | グラフィック パッケージング インターナショナル インコーポレイテッドGraphic Packaging International,Inc. | 袋を製造する方法及びシステム |
| CN103057811A (zh) * | 2013-02-01 | 2013-04-24 | 杨浩东 | 一种直立包装袋 |
| US20140248005A1 (en) * | 2013-03-01 | 2014-09-04 | Stokely-Van Camp, Inc. | Stand-Up Pouch |
| US9505525B2 (en) * | 2014-03-11 | 2016-11-29 | S.C. Johnson & Son, Inc. | Stand-up plastic storage bag |
| US9540145B2 (en) | 2014-03-11 | 2017-01-10 | S. C. Johnson & Son, Inc. | Stand-up plastic storage bag |
| DE102014006821B4 (de) * | 2014-05-08 | 2021-08-26 | Fresenius Medical Care Deutschland Gmbh | Verfahren zur Befüllung eines Behälters im Dialysegerät |
| JP6384386B2 (ja) * | 2015-03-31 | 2018-09-05 | 株式会社ジェイ・エム・エス | 液体収容バッグ |
| DE202015102734U1 (de) * | 2015-05-27 | 2015-08-07 | Christoph Dumschat | Dialysekonzentrat-Herstellungsanordnung |
| WO2017042905A1 (ja) | 2015-09-09 | 2017-03-16 | 花王株式会社 | シート材容器 |
| EP3337728B1 (en) * | 2015-10-17 | 2022-04-13 | Wing Aviation LLC | Aerodynamic tote package and method for forming the same |
| EP4218849A3 (en) | 2016-05-06 | 2023-10-04 | Gambro Lundia AB | Systems and methods for peritoneal dialysis having point of use dialysis fluid preparation including mixing and heating therefore |
| FI20165567A (fi) * | 2016-07-06 | 2018-01-07 | Serres Oy | Laite nesteen keräämiseksi potilaasta ja jakotukki |
| WO2018230621A1 (ja) * | 2017-06-13 | 2018-12-20 | 凸版印刷株式会社 | 包装容器及びその製造方法 |
| CA3099400A1 (en) * | 2018-05-08 | 2019-11-14 | The Glad Products Company | Thermoplastic bags with liquid directing structures |
| CN109044825A (zh) * | 2018-08-02 | 2018-12-21 | 珠海健帆生物科技股份有限公司 | 一种血液透析浓缩物用软质容纳袋 |
| DE102018121675A1 (de) * | 2018-09-05 | 2020-03-05 | Fresenius Medical Care Deutschland Gmbh | Behälteranordnung, Verfahren zur Befüllung einer Behälteranordnung und Verwendung einer Lösung als Dialyselösung |
| DE102018121688A1 (de) * | 2018-09-05 | 2020-03-05 | Fresenius Medical Care Deutschland Gmbh | Behälter, Verfahren zur Befüllung eines Behälters und Verwendung einer Lösung als Dialyselösung |
| US20210402359A1 (en) * | 2020-06-24 | 2021-12-30 | Fresenius Medical Care Holdings, Inc. | Turbulent flow mixing bag and related systems and methods |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3405859A (en) * | 1966-07-26 | 1968-10-15 | Archer Products Inc | Package and blank therefor |
| FR2215359B1 (ja) * | 1973-01-26 | 1980-03-21 | Doyen Leon | |
| FR2417445A2 (fr) * | 1978-02-15 | 1979-09-14 | Vittel Eaux Min | Recipient en matiere synthetique, mince et souple |
| DE8607304U1 (de) * | 1986-03-17 | 1986-08-14 | Saueressig, Ulrich, Dr.med., 5600 Wuppertal | Kunststoffbeutel zur Bevorratung von Dialysekonzentrat |
| FR2603026B1 (fr) * | 1986-08-21 | 1989-08-18 | Castel Jean Claude | Procede perfectionne pour la realisation d'emballages ou de recipients souples de formes variees |
| DE3634718A1 (de) * | 1986-10-11 | 1988-04-14 | Schiwa Gmbh | Verwendung eines grossvolumigen vorratsbeutels fuer dialysekonzentrate |
| US4837849A (en) * | 1988-03-21 | 1989-06-06 | The Dow Chemical Company | Stand-up plastic bag and method of making same |
| US4978025A (en) * | 1988-11-09 | 1990-12-18 | Alizol S.A. | Standable bag having an internal armature |
| WO1991018797A1 (en) * | 1990-06-01 | 1991-12-12 | S.C. Johnson & Son, Inc. | Stand-up pouch having cross-seal feature and method of making |
| ATE128430T1 (de) | 1991-05-23 | 1995-10-15 | Standipack Private Ltd | Lagerungs- und ausgabebeutel für schmieröl. |
| CA2088249C (en) * | 1991-05-29 | 2002-12-24 | Tadao Takagaki | Self-standing bag and method and device for making said bag |
| AU7958191A (en) * | 1991-05-30 | 1993-01-08 | Packart Holding | Self stable bag intended to contain a liquid, pasty or powder product |
| DE9409316U1 (de) * | 1994-06-08 | 1994-08-04 | Innovative Packaging Syst | Standbeutel |
| US5753895A (en) * | 1996-01-16 | 1998-05-19 | Golden Valley Microwave Foods, Inc. | Microwave popcorn package with adhesive pattern |
| FR2749763A1 (fr) * | 1996-06-14 | 1997-12-19 | Meditech Rousset Lab | Procede de mise en solution controlee sur les lieux d'utilisation d'une quantite de sels prealablement dosee en laboratoire |
| US5971613A (en) * | 1997-04-11 | 1999-10-26 | Kapak Corp. | Bag constructions having inwardly directed side seal portions |
| US6655837B2 (en) * | 1998-05-29 | 2003-12-02 | Toyo Seikan Kaisha, Ltd. | Pouch having a branched chamber |
| US6322044B1 (en) * | 1998-12-09 | 2001-11-27 | Unigreen International A/S | Ice cube bag and method of producing ice cube bags |
| US7284681B2 (en) * | 1998-12-22 | 2007-10-23 | Tadashi Hagihara | Structure for joining a sheet member and a tubular member in a pouch container |
| US6605214B1 (en) * | 1999-03-03 | 2003-08-12 | Prismedical Corporation | Devices for preparing hemodialysis solutions |
| EP1106529B1 (en) * | 1999-12-09 | 2004-09-29 | Schur Consumer Products A/S | A bag for storing and rinsing a product |
| JP2001278339A (ja) * | 2000-04-04 | 2001-10-10 | Fujimori Kogyo Co Ltd | バッグインボックス内袋 |
| US6461043B1 (en) * | 2000-05-24 | 2002-10-08 | Colgate Palmolive Company | Reclosable bag |
| CN2440015Y (zh) | 2000-08-07 | 2001-07-25 | 郑育龙 | 一种包装袋 |
| AU2001293160A1 (en) * | 2000-09-27 | 2002-04-08 | Eco Lean Research And Development A/S | Combination storage packaging for concentrated/powdered material and container for product prepared therefrom and method of using packaging/container |
| US6695757B2 (en) * | 2001-01-12 | 2004-02-24 | Scholle Corporation | Method of manufacturing a standup bag |
| JP3841648B2 (ja) * | 2001-02-27 | 2006-11-01 | ジョンソン・プロフェッショナル株式会社 | 袋体 |
| JP4837179B2 (ja) | 2001-04-12 | 2011-12-14 | 味の素株式会社 | 医療用プラスチック容器 |
| PT2308548T (pt) * | 2002-03-11 | 2016-10-28 | Fresenius Medical Care Deutschland Gmbh | Conector, recipiente com o referido conector e dispositivo de preparação de fluidos com um encaixe de conector para o referido recipiente |
| US7055683B2 (en) * | 2002-12-20 | 2006-06-06 | E. I. Du Pont De Nemours And Company | Multiple compartment pouch and beverage container with smooth curve frangible seal |
| US7018099B2 (en) * | 2003-05-21 | 2006-03-28 | Cryovac, Inc. | Contoured pouch having a zigzag shape |
| US20050031230A1 (en) * | 2003-08-07 | 2005-02-10 | Christopher Emst | Self standing flexible container |
| US20050147329A1 (en) * | 2004-01-07 | 2005-07-07 | Sports Pouch Beverage Company, Inc. | Beverage container |
| JP4460372B2 (ja) * | 2004-07-09 | 2010-05-12 | 株式会社大塚製薬工場 | 複室輸液バッグ |
| US7055720B1 (en) * | 2004-11-19 | 2006-06-06 | Fres-Co System Usa, Inc. | Flexible package having a fitment pour spout and a reclosable mouth using a zipper type closure |
| US7452132B2 (en) * | 2004-12-03 | 2008-11-18 | Wen-Chin Tang | Clothes storage bag |
| US7935070B2 (en) * | 2005-01-28 | 2011-05-03 | Fresenius Medical Care North America | Systems and methods for dextrose containing peritoneal dialysis (PD) solutions with neutral pH and reduced glucose degradation product |
| PL1862189T3 (pl) * | 2006-06-02 | 2012-01-31 | Fresenius Medical Care Deutschland Gmbh | Pojemnik napełniony ciekłym koncentratem do przygotowywania dializatu |
| MX2011007039A (es) | 2008-12-31 | 2011-07-20 | Metabolic Explorer Sa | Metodo para la preparacion de dioles. |
-
2006
- 2006-06-02 PL PL06011472T patent/PL1862189T3/pl unknown
- 2006-06-02 AT AT06011472T patent/ATE519512T1/de not_active IP Right Cessation
- 2006-06-02 ES ES06011472T patent/ES2396907T3/es active Active
- 2006-06-02 EP EP06011472A patent/EP1862189B1/en active Active
- 2006-06-02 DK DK06011472.5T patent/DK1862189T3/da active
-
2007
- 2007-06-01 US US12/227,897 patent/US8251971B2/en active Active
- 2007-06-01 ES ES07725759T patent/ES2572182T3/es active Active
- 2007-06-01 CA CA2646042A patent/CA2646042C/en active Active
- 2007-06-01 KR KR1020087028810A patent/KR101412442B1/ko active IP Right Grant
- 2007-06-01 BR BRPI0712573A patent/BRPI0712573B8/pt active IP Right Grant
- 2007-06-01 CN CN2007800171446A patent/CN101443056B/zh active Active
- 2007-06-01 AU AU2007256457A patent/AU2007256457B2/en active Active
- 2007-06-01 CN CN201110314774.8A patent/CN102514803B/zh active Active
- 2007-06-01 SI SI200731772A patent/SI2029193T1/sl unknown
- 2007-06-01 WO PCT/EP2007/004879 patent/WO2007140942A1/en active Application Filing
- 2007-06-01 HU HUE07725759A patent/HUE027297T2/en unknown
- 2007-06-01 JP JP2009512503A patent/JP5175276B2/ja not_active Expired - Fee Related
- 2007-06-01 EP EP07725759.0A patent/EP2029193B1/en active Active
- 2007-06-01 DK DK07725759.0T patent/DK2029193T3/en active
- 2007-06-01 EA EA200802418A patent/EA017416B1/ru not_active IP Right Cessation
- 2007-06-01 PL PL07725759T patent/PL2029193T3/pl unknown
-
2009
- 2009-11-11 HK HK09110526.3A patent/HK1133838A1/xx unknown
-
2012
- 2012-08-08 US US13/570,124 patent/US8882737B2/en active Active
- 2012-12-24 HK HK12113343.3A patent/HK1172596A1/xx unknown
-
2016
- 2016-05-13 CY CY20161100412T patent/CY1117516T1/el unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5175276B2 (ja) | 透析物を形成するための液体濃縮物で充填した容器 | |
| US20130281963A1 (en) | Bag having flow equalization | |
| CN102892452A (zh) | 包括容纳导管和润湿液袋的容器的导管组合件 | |
| TWI551287B (zh) | 多個腔室袋子與製備及注入此種袋子的方法 | |
| JP5057172B2 (ja) | 複室容器 | |
| US11110032B2 (en) | Fillable 3D flexible pouch for biopharmaceutical fluids, and method for producing such a pouch | |
| AU2018421338B2 (en) | Flexible container for storage and transport of biopharmaceuticals | |
| EP3160861B1 (en) | Bag weld with gusset | |
| JP2001348040A (ja) | 成形されたフォイルバッグ | |
| WO2022202787A1 (ja) | 流体充填式袋状容器 | |
| JP2004275381A (ja) | 輸液バッグ用外装袋及び袋形成基材 | |
| JP4146806B2 (ja) | アルミ製袋 | |
| JP2005329088A (ja) | 医療用容器 | |
| JPH04102562A (ja) | 液体容器及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100525 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5175276 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |