JP5154959B2 - 成形加工用多層積層二軸配向ポリエステルフィルム - Google Patents
成形加工用多層積層二軸配向ポリエステルフィルム Download PDFInfo
- Publication number
- JP5154959B2 JP5154959B2 JP2008013625A JP2008013625A JP5154959B2 JP 5154959 B2 JP5154959 B2 JP 5154959B2 JP 2008013625 A JP2008013625 A JP 2008013625A JP 2008013625 A JP2008013625 A JP 2008013625A JP 5154959 B2 JP5154959 B2 JP 5154959B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film
- polyester
- molding
- biaxially oriented
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description
例えば、特許文献1で開示されている基材フィルムの成形加工性では、比較的単純な形状の樹脂成形部品でないと十分な意匠性が得られないことがある。また、フィルムを成形加工するのに高い荷重が必要であり、その為に樹脂の射出速度を下げる必要が生じ、生産性の点で十分でないことがある。
また特許文献2、特許文献3で開示されるフィルムを基材フィルムとして用いた場合、延伸処理を施していない為に、厚み斑が大きく、得られた意匠の色の濃淡が不均一になることがある。また基材フィルムの表面が粗いために、基材フィルム上の印刷が不明瞭になりやすく、転写する場合は印刷の再現性が十分でなく、転写された外観が劣ることがある。その他にも、未延伸フィルムである為、二軸延伸ポリエステルフィルムと同等の耐溶剤性は備えておらず、インクによってはフィルムが白化、劣化する恐れがある。
しかしながら、特許文献5におけるフィルムは実質的に低結晶構造のポリエステル層と、結晶構造のポリエステル層を含む3層構成にすることにより、延伸時の応力が比較的小さく、かつ伸度に富む成形加工性を有するものの、さらに立体的、または複雑な形状の樹脂成形部品への意匠性付与が求められた場合に、形状の再現性が十分でなく、フィルムが破れたり変形するなどして、その形状にそった精密な成形加工性が十分に得られないことがあった。
[第1の層]
本発明における第1の層は、結晶構造を有し、融点が225〜275℃のポリエステル(A)を含む層であり、かつポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高いことを要する。本発明における「結晶構造」とは、第1の層が十分に結晶化している状態を指し、具体的には第1の層について示差熱量計を用いて昇温測定した場合に結晶化ピークが観察されない状態であることを指す。
これらの共重合成分の中でも、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールおよびジエチレングリコールからなる群から選ばれる少なくとも1種であることが好ましい。これらの共重合成分の中で、例えば主たる成分がエチレンテレフタレートの場合にはイソフタル酸、2,6−ナフタレンジカルボン酸が好ましく、さらにイソフタル酸が特に好ましい。また主たる成分がエチレンナフタレートの場合にはイソフタル酸、テレフタル酸が好ましい。これらの共重合成分は、単独で用いてもよく、また2成分以上用いることもできる。
ポリエステル(A)とポリエステル(B)との融点差がかかる範囲に満たないと、第2の層を低結晶構造化させる方法として熱処理を施す場合に、熱処理を実施する温度の最適化が行いにくくなる。即ち、第1の層の結晶構造を破壊しない範囲で、かつ第2の層の結晶構造を緩和できるよう、ポリエステル(A)の融点とポリエステル(B)の融点の間の温度域で熱処理温度が設定される。しかしながら、ポリエステル(A)とポリエステル(B)との融点差がかかる範囲に満たないと、熱処理温度がポリエステル(B)の融点に近くなりすぎるため、ポリエステル(B)が十分に溶融せず、低結晶構造化が不十分となる。他方、熱処理温度がポリエステル層(A)のポリエステル(A)の融点に近すぎると、ポリエステル(A)の溶融が一部で起き始めるため、ポリエステル層(A)の結晶構造が失われてしまい、製造工程においてフィルムが破断しやすくなったり、厚み斑が悪化したりすることがある。
なお本発明におけるポリエステル(A)の融点とは、示差熱量計(TA Instruments社製、商品名「DSC Q100」)を用い、測定温度25℃〜320℃、昇温速度20℃/分、窒素雰囲気下で測定して得られた融解ピーク温度をいう。
また本発明におけるポリエステル(A)のガラス転移温度とは、融点と同様の測定で得られた構造変化(比熱変化)温度をいう。
本発明における第2の層は、低結晶構造を有し、融点が210〜235℃のポリエステル(B)を含む層であり、かつポリエステル(B)の融点がポリエステル(A)の融点より12℃以上低いことを要する。第2の層が低結晶構造でない場合、伸度が低下し、また成形加工時の伸長時応力が高くなり、十分な金型追随性を得ることができない。
本発明における「低結晶構造」とは、第2の層が非晶構造または一部結晶化している状態を指し、具体的には示差熱量計を用いてフィルムを昇温測定した場合に結晶化ピークが観察され、かつ第1の層について同様に示差熱量計を用いて昇温測定した場合に結晶化ピークが観察されない状態であり、結果的にフィルムについてのかかる結晶化ピークが第2の層由来と判断される状態を指す。
これらの共重合成分の中でも、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールおよびジエチレングリコールからなる群から選ばれる少なくとも1種であることが好ましい。これらの共重合成分の中で、例えば主たる成分がエチレンテレフタレートの場合にはイソフタル酸、2,6−ナフタレンジカルボン酸が好ましく、さらにイソフタル酸単独、2,6−ナフタレンジカルボン酸単独、またはイソフタル酸と2,6−ナフタレンジカルボン酸との併用が例示され、特にイソフタル酸単独、イソフタル酸と2,6−ナフタレンジカルボン酸との併用が好ましい。また主たる成分がエチレンナフタレートの場合にはイソフタル酸、テレフタル酸が好ましく、イソフタル酸単独、テレフタル酸単独、またはイソフタル酸とテレフタル酸との併用が例示される。
ポリエステル(A)とポリエステル(B)との融点差がかかる範囲に満たないと、第2の層を低結晶構造とする為の熱処理を実施する温度の最適化が行いにくくなるためである。
なお本発明におけるポリエステル(B)の融点とは、示差熱量計(TA Instruments社製、商品名「DSC Q100」)を用い、測定温度25℃〜320℃、昇温速度20℃/分、窒素雰囲気下で測定して得られた融解ピーク温度をいう。
また本発明におけるポリエステル(B)のガラス転移温度とは、融点と同様の測定で得られた構造変化(比熱変化)温度をいう。
(積層数)
本発明の多層積層二軸配向ポリエステルフィルムは、ポリエステル(A)を含む第1の層と、ポリエステル(B)を含む第2の層とを31層以上交互に積層させてなるフィルムである。多層積層フィルムの積層数の下限は、好ましくは41層以上、さらに好ましくは49層以上である。また積層数の上限は製膜可能な範囲で特に制限されないが、現在可能な範囲としては例えば1001層以下である。また生産性を考慮すると高々501層が好ましく、より好ましくは401層以下、さらに好ましくは301層以下、特に好ましくは251層以下である。多層積層フィルムの積層数が下限に満たない場合、成形加工時に求められる応力を維持しつつ、従来得られなかったような非常に高い破断伸度、例えば120℃において400%以上の高伸度の発現が難しく、また均一な厚みが得難い。
本発明の多層積層二軸配向ポリエステルフィルムは、該フィルムの総厚み(以下、全層厚みと称することがある)に占める第1の層の総厚み比が5〜35%である。
全層厚みに占める第1の層の総厚み比の下限は、好ましくは7%以上、さらに好ましくは10%以上である。他方、全層厚みに占める第1の層の総厚み比の上限は、より好ましくは30%以下、さらに好ましくは20%以下、特に好ましくは15%以下である。
本発明の多層積層フィルムの全層厚みは特に限定されないが、実用上好ましくは10〜300μmである。多層積層フィルムの全層厚みの下限は、より好ましくは20μm以上である。一方、多層積層フィルムの全層厚みの上限は、より好ましくは200μm以下である。多層積層フィルムの全層厚みが下限に満たない場合、フィルムにコシがなくなり、成形加工工程におけるフィルムの破断やしわの発生などのハンドリング性の低下が生じることがある。同時にこれらの問題はフィルム上に塗工したインクなどの樹脂にも影響を及ぼす。他方、多層積層フィルムの全層厚みが上限を超える場合、フィルムの腰が強すぎて成形加工時に必要な荷重が大きくなるために、結果として生産性の低下につながる。
本発明の多層積層フィルムは、第1の層の1層あたりの平均厚みが0.001〜1μm、第2の層の1層あたりの平均厚みが0.01〜5μmの範囲であることが好ましい。
なお、1層あたりの平均厚みは、かかる範囲内で、層数及び全層厚みに占める第1の層の総厚み比に対応して変化する。具体的にはかかる範囲内で、層数の増加に応じて薄くなり、また層数の減少に応じて厚くなる関係にある。またかかる範囲内で、全層厚みに占める第1の層の総厚み比の増加に応じて第1の層は厚くなり、全層厚みに占める第1の層の総厚み比の減少に応じて第1の層は薄くなる関係にある。
本発明の多層積層フィルムに不活性粒子を含有させない場合など、二軸配向フィルムの加工工程において、さらに易滑性塗布層を少なくとも片面に設けることができる。塗布層を構成する組成物は、バインダー成分として、ポリエステル樹脂やアクリル樹脂が例示され、易滑性を付与させるための滑剤粒子として、シリカ、アルミナ、酸化チタン、炭酸カルシウム、カオリンなどの無機粒子、触媒残渣の析出粒子、シリコーン、ポリスチレン架橋体、アクリル系架橋体などの有機粒子が例示される。
本発明の多層積層二軸配向フィルムは、第1の層が配向状態にあるフィルムを指すものである。かかる二軸配向フィルムにおいて、第2の層は低結晶構造を有する層であれば配向状態については特に限定されないが、配向のない状態か低配向状態であることが好ましい。
該二軸配向フィルムは、延伸加工の製膜性を確保し、特性の不均一化を抑制する観点から、延伸加工時には第1の層、第2の層ともに配向状態であってもよいが、その場合は、延伸後に第2の層を少なくとも部分的に非晶状態にするための熱処理を施すことにより、最終的に得られたフィルムは第2の層は低結晶構造状態を有するものである。
第1の層の配向状態の確認は、例えば屈折率ピークから確認することができる。
(破断伸度)
本発明の多層積層二軸配向フィルムは、120℃におけるフィルム長手方向と幅方向との破断伸度の平均値が400%以上であることが好ましい。かかる破断伸度は、さらに好ましくは500%以上、特に好ましくは550%以上である。フィルムの破断伸度が下限に満たないと、インサート成形やインジェクション成形などを用いた成形同時加飾やプレス加工において、立体性の高い形状や複雑な形状への成形、もしくは射出速度が高速な条件、射出圧力が高い条件での成形により、意匠を形成するフィルムに破れや変形が生じることがある。
なおフィルム長手方向とは、フィルムの連続製膜方向を指し、製膜方向、縦方向、MD方向と称することがある。またフィルム幅方向とは長手方向と直交方向を指し、横方向、TD方向と称することがある。
本発明の多層積層フィルムは、120℃におけるフィルム長手方向と幅方向との100%伸長時応力F100の平均値が5〜50MPaの範囲であることが好ましい。かかる伸長時応力の上限は、さらに好ましくは30MPa以下、特に好ましくは20MPa以下である。かかる伸長時応力が上限を超える場合、成形加工時に型にフィルムが追従できず、十分な加工性が得られないことがある。一方、該伸長時応力が下限に満たない場合、成形加工時にフィルムのコシが不足してしまい、しわが発生しやすくなる。
かかる伸長時応力は、第1の層の結晶構造、第2の層の低結晶構造および全層に占める第1の層の厚み比によって達成される。
本発明の多層積層フィルムは、フィルムの厚み斑がフィルム長手方向、幅方向ともに0.0%以上7.0%以下であることが好ましい。フィルム厚み斑の下限は、さらに好ましくは3.0%以上である。フィルム厚み斑の上限は、さらに好ましくは6.0%以下、特に好ましくは5.0%以下である。フィルムの厚み斑が上限を超える場合、フィルム上に塗工したインクなどの樹脂の厚み斑が悪化し、色の濃淡斑の原因となることがある。フィルムの厚み斑はかかる範囲内でより小さい方が好ましい。
本発明の多層積層フィルムは破断伸度が極めて高いことから、インモールド成形などによる成形同時加飾法やプレス成形などの成形加工用途の意匠性フィルムとして用いた場合に、より立体的または複雑な形状の成形部品への加工でもフィルム破れや変形が生じにくくなる特性を有しており、より立体的な樹脂成形部品に意匠性を付与することができる。
以下に、本発明の多層積層フィルムの製造方法について、49層積層フィルムを例に説明するが、かかる方法に限定されるものではない。
多層積層フィルムは、公知の共押出製膜法で製造することができる。まず第1の層用に調製したポリエステル(A)のペレットを乾燥、溶融する。これと並行して第2の層用に調製したポリエステル(B)のペレットを乾燥、溶融する。続いて、これらの溶融ポリマーの吐出量を所定の吐出比に設定し、それぞれの押出機から押出し、多層フィードブロック装置によりダイ内部で溶融状態で交互に49層に積層し、その後、冷却ドラム上にキャスティングしてシート状物(多層積層の未延伸フィルム)とする。なおフィードブロックは、第1の層の各層厚み、第2の層の各層厚みについて、それぞれ均一な厚みとなるように制御されることが好ましい。
なお、吐出比により全層厚みに占める第1の層の総厚み比を調整することができる。かかると吐出比は、得られたフィルムの厚み比を測定した上で、所望の厚み比になるよう調整することが好ましい。
総ポリエステル吐出量に占めるポリエステル(A)の吐出量の比=((A)/((A)+(B)))×100(%) ・・・(1)
(上式中、(A)はポリエステルAの吐出量(Kg/min)、(B)はポリエステル(B)の吐出量(Kg/min)をそれぞれ表わす)
長手方向の延伸温度は、第1の層を構成するポリエステル(A)のガラス転移温度(TgA)−30℃からTgA+5℃の温度で予熱処理を行った後、(TgA−10)℃〜(TgA+50)℃の温度で、長手方向に2.7〜3.3倍の延伸倍率で延伸処理を行うのが好ましく、さらに好ましい延伸倍率は2.9〜3.1倍の範囲である。
幅方向の延伸温度は、TgA〜(TgA+30)℃の温度で予熱処理を行った後、(TgA+30)℃〜(TgA+70)℃の温度で、幅方向に2.7〜3.3倍の延伸倍率で延伸処理を行うのが好ましく、さらに好ましい延伸倍率は2.9〜3.1倍の範囲である。
2方向に延伸する際の延伸方法は、逐次二軸延伸であっても同時二軸延伸であってもよい。
なお、実施例および比較例において用いた特性の測定方法ならびに評価方法は、次のとおりである。
フィルムサンプルの各層について、1H−NMR測定よりポリエステルの成分および共重合成分及び各成分量を特定した。
ポリエステルの固有粘度([η]dl/g)は、25℃のo−クロロフェノール溶液で測定した。
フィルムサンプルを約10mgサンプリングし、示差熱量計(TA Instruments社製、商品名「DSC Q100」)を用い、測定温度25℃〜320℃、昇温速度20℃/分の条件で、ガラス転移点、結晶化温度および融点を測定する。なお試料パンにはアルミニウムパンを用い、窒素雰囲気下で測定を行った。
ガラス転移点(Tg)は補外ガラス転移開始温度および補外ガラス転移修了温度の各ベースラインの延長した直線から縦軸方向に等距離にある直線とガラス転移の階段状変化部分の曲線とが交わる点の温度である。また結晶化温度は結晶化ピークの頂点温度とする。結晶化温度は、ガラス転移点以上、融解温度以下の範囲に認められる。融点は融解ピークの頂点温度より求める。
フィルムサンプルを三角形に切り出し、包埋カプセルに固定後、エポキシ樹脂にて包埋する。そして、包埋されたサンプルをミクロトーム(ULTR(A)CUT−S、製造元:ライヘルト社)で製膜方向と厚み方向に沿って切断し、厚さ50nmの薄膜切片にした。得られた薄膜切片を、透過型電子顕微鏡(製造元:日本電子(株)、商品名:JEM2010、以下TEMと称することがある)を用いて、加速電圧100kVにて観察・撮影し、写真から第1の層、第2の層の各層の厚みおよび層数を測定し、それぞれについて平均値より各層厚みを求めた。
全層厚みに占める第1の層の総厚み比は、下記式(2)により算出した。
なお、下記式中、Aは(4)の方法で求めた第1の層厚みの平均値に第1の層数を乗じて得られた第1の層厚みの総計(μm)を表わしており、Bは(4)の方法で求めた第2の層厚みの平均値に第2の層数を乗じて得られた第2の層厚みの総計(μm)を表わしている。
フィルム全層厚みに占める第1の層の総厚み比=(A/(A+B))×100[%]・・(2)
長手方向の測定長2m、幅方向の測定長3mにおいて、それぞれ等間隔で100点ずつフィルム厚みを測定し、それぞれの方向について平均値を求めてフィルム厚み(単位:μm)とし、各方向について、フィルム厚みの最大値と最小値の差をフィルム厚みの平均値で割った値を厚み斑(単位:%)とした。フィルム厚みの測定は打点式厚み測定器(アンリツ(株)製)を用いて行った。
第1の層の結晶構造
(3)の方法に準じ、第1の層について示差熱量計(TA Instruments社製、商品名「DSC Q100」)を用いて昇温測定した場合に結晶化ピークが観察されなければ結晶構造を有していると判断した。なお第1の層は最外層を液体窒素で冷却しながら削り確認した。
また、第1の層が第2の層よりも相対的に結晶構造であることは、(4)のTEM写真の濃淡からも観察することができ、濃い方がより結晶化していることを示している。
(3)の方法に準じ、示差熱量計(TA Instruments社製、商品名「DSC Q100」)を用いてフィルムを昇温測定した場合の結晶化ピークの有無を観察した。フィルムとして結晶化ピークが観察され、一方第1の層について結晶化ピークが観察されなければ、フィルムを測定して観察された結晶化ピークは第2の層に由来するものとして判断した。
また、第2の層が第1の層よりも相対的に低結晶構造であることは、(4)のTEM写真の濃淡からも観察することができ、薄い方がより低結晶であることを示している。
120℃における破断伸度および100%伸長時応力F100は、測定装置として引張試験機(東洋ボールドウィン社製、商品名「テンシロン」)を用い、試験片およびチャック部を加熱チャンバーで覆って測定した。フィルムサンプルを試料片の幅(短辺)10mm×長さ(長辺)150mmに切り出し、長辺が測定方向となるようチャック間隔を50mmに設定してチャックで固定した。その際、引張試験機のチャック部分に設置されている加熱チャンバーにより、サンプルの存在する雰囲気下は120℃に保った。50mm/分の速度で引張り、試験機に装着されたロードセルで荷重を測定した。荷伸曲線の100%での伸長時の荷重を読取り、引張前のサンプル断面積で割って100%伸張時応力(F100)(単位:MPa)を計算した。また破断伸度は試験片が破断するまで50mm/分の速度で引張り、破断時の伸度を求めた。
なおフィルム長手方向の値は、試験片の長辺が長手方向(MD)のサンプルから求めた値であり、フィルム幅方向(TD)の値は、試験片の長辺が幅方向(TD)のサンプルから求めた値である。またフィルム長手方向と幅方向との平均値とは、それぞれの方向についてn=5の平均値を求め、さらに長手方向と幅方向の平均値より求めた値を表わす。
350mm×350mmサイズのフィルムを、プレヒート温度170℃、プレヒート時間1minでフィルムを予熱した後、長さ180mm、幅140mm、深さ100mmの金型で成形圧力3Kg/cm2でプレス成形し、下記の基準で判断した。
○:ポケットの形状は金型通りであり、ポケット間のフィルムにしわの発生もない
△:ポケットにしわがあり、また角の部分の形状が金型通りでない
×:フィルム破れが発生するか、側面または底部の形状が金型通りでない
(ポリエチレンテレフタレート)
出発原料としてテレフタル酸ジメチルとエチレングリコールを用い、常法によりエステル交換反応、重縮合反応を実施し、得られたポリマーを反応釜から吐出、冷却して、ポリエチレンテレフタレートのペレット(以下「PET」と略記する)を得た。得られたPETのガラス転移温度は80℃、融点は256℃、固有粘度は0.65dL/gであった。
出発原料としてテレフタル酸ジメチル88モル%(全酸成分に対し)、イソフタル酸ジメチル12モル%(全酸成分に対し)およびエチレングリコールを用いる以外は、上記PETと同様に、エステル交換反応、重縮合反応を実施し、得られたポリマーを反応釜から吐出、冷却して、イソフタル酸共重合ポリエチレンテレフタレートのペレット(以下、「IA−PET」と略記する)を得た。得られたIA−PETのガラス転移温度は66℃、融点は226℃、固有粘度は0.62dL/gであった。
出発原料としてテレフタル酸ジメチル88モル%(全酸成分に対し)、2,6−ナフタレンジカルボン酸ジメチル12モル%(全酸成分に対し)およびエチレングリコールを用いる以外は、上記PETと同様に、エステル交換反応、重縮合反応を実施し、得られたポリマーを反応釜から吐出、冷却して、ナフタレンジカルボン酸共重合ポリエチレンテレフタレートのペレット(以下「NDC−PET」と略記する)を得た。得られたNDC−PETのガラス転移温度は82℃、融点は226℃、固有粘度は0.66dL/gであった。
第1の層を構成するポリエステル(A)として上記のPETおよびIA−PETを(PET)/(IA−PET)=67/33重量%となるように混合した混合物を準備し、160℃で4時間乾燥した。また第2の層を構成するポリエステル(B)として上記のIA−PETを160℃で4時間乾燥した。乾燥したペレットをそれぞれの単軸スクリュー押出機に供給し、287℃の溶融押出温度で溶融混練した後、第1の層用ポリエステル(A)を25層、第2の層用ポリエステル(B)を24層に分岐させた後、第1の層を最外層とし、第1の層と第2の層が交互に積層するような多層フィードブロック装置を使用して、その積層状態を保持したままダイへと導き、この状態で冷却ドラム上にキャスティングし、49層の未延伸多層積層フィルムを得た。このとき総吐出量に占めるポリエステル(A)の吐出量の比は10%であった。なお、フィルムにした時の第1の層の各層厚み、第2の層の各層厚みが均一となるようにフィードブロック間隔が調整されたフィードブロックを使用した。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
第1の層を構成するポリエステル(A)および熱固定温度を表1に記載のように変更した以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
第2の層を構成するポリエステル(B)を表1に記載のように変更した以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。かかるポリエステル(B)はIA−PETおよびNDC−PETを(IA−PET)/(NDC−PET)=50/50重量%となるように混合して準備した。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
積層数を201層とし、フィルム厚みを188μmとした以外は実施例1と同様の方法で多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
総吐出量に占めるポリエステル(A)の吐出量の比を7%とした以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
総吐出量に占めるポリエステル(A)の吐出量の比を20%とした以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
総吐出量に占めるポリエステル(A)の吐出量の比を24%とした以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
熱固定温度を表1に記載のように変更した以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
積層数を33層とした以外は実施例1と同様の方法で多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
第1の層を構成するポリエステル(A)および(B)ならびに熱固定温度を表1に記載のように変更した以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
熱固定温度を表1に記載のように変更した以外は、実施例1と同様の方法で49層の多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表1に示す。
本実施例のフィルムは、フィルムとしての結晶化ピークは観察されたものの第1の層由来の結晶化ピークは観察されず、かかる結晶化ピークは第2の層由来と判断して、第1の層の結晶構造および第2の層の低結晶構造を確認した。
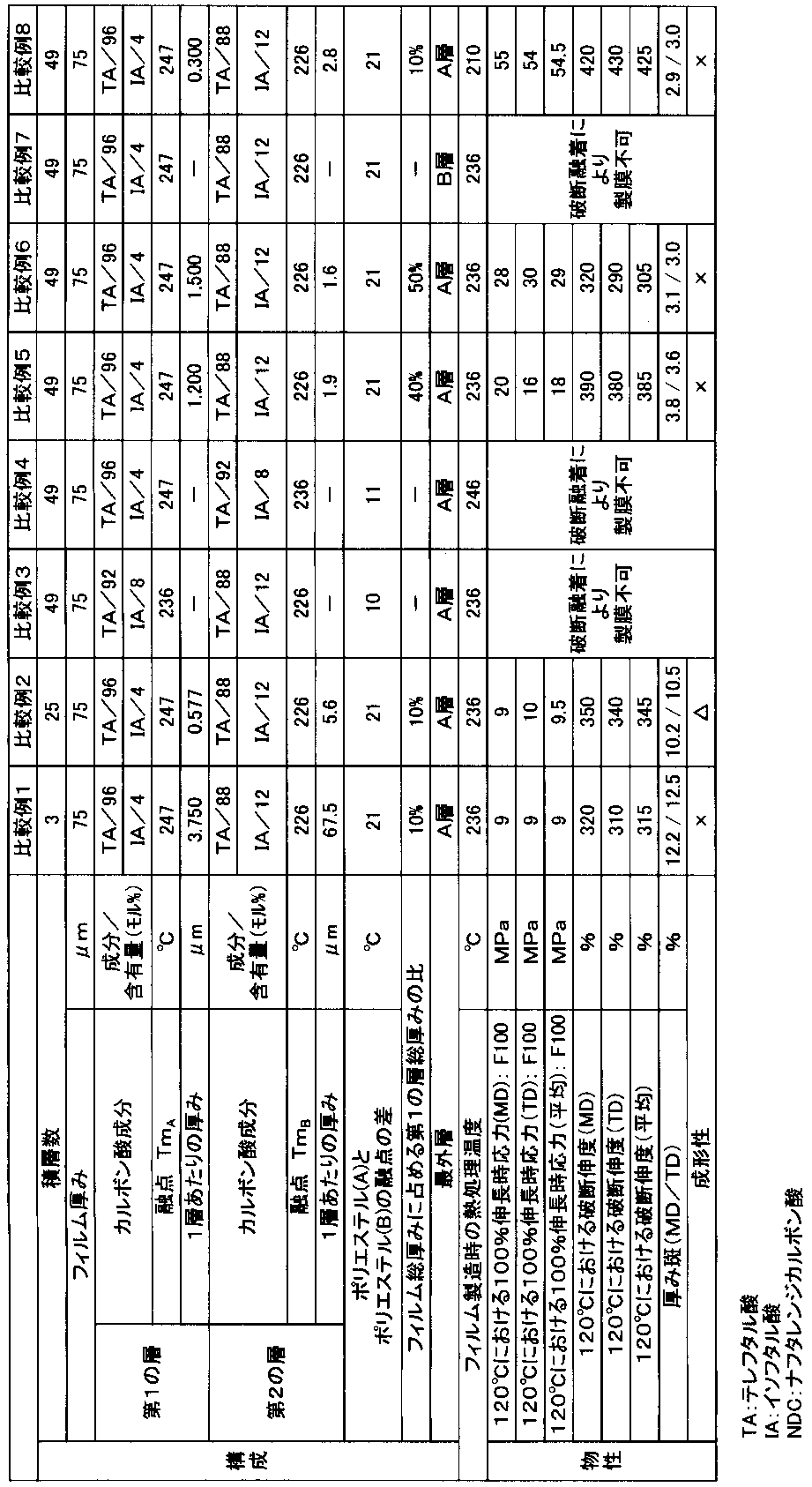
積層数、ポリエステル(A)およびポリエステル(B)の融点差、熱固定温度、ならびに最外層の種類を表1に記載のように変更した以外は、実施例1と同様の方法で多層積層フィルムを得た。また、比較例5は総吐出量に占めるポリエステル(A)の吐出量の比を40%、比較例6は総吐出量に占めるポリエステル(A)の吐出量の比を50%とした以外は実施例1と同様の方法で多層積層フィルムを得た。得られた多層積層フィルムの構成と特性を表2に示す。
また比較例4で得られたフィルムは、積層数は所望の層数であるものの、ポリエステル(B)の融点が高いためにポリエステル(A)とポリエステル(B)との融点差が小さく、第2の層の配向結晶構造を緩和させるための熱処理温度に設定してしまうと製膜中に破断融着してしまい、製膜できなかった。
比較例8で得られたフィルムは、厚み斑も良好で、積層数は所望の層数であるものの、熱固定温度が所望の温度に達しておらず、フィルムとしての結晶化ピークが観察されず、第1の層、第2の層ともに結晶構造であったため、成形加工時の伸長時応力が高く、金型追随性が低かった。
Claims (12)
- 融点が225〜275℃のポリエステル(A)を含む第1の層と、融点が210〜235℃のポリエステル(B)を含む第2の層とを31層以上交互に積層させた多層積層フィルムであって、ポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高く、第1の層が結晶構造、第2の層が低結晶構造を有し、かつ第1の層が最外層を構成してなり、多層積層フィルムの総厚みに占める第1の層の総厚みの比が5〜35%であり、120℃におけるフィルム長手方向と幅方向との破断伸度の平均値が400%以上であることを特徴とする成形加工用多層積層二軸配向ポリエステルフィルム。
- 120℃におけるフィルム長手方向と幅方向との100%伸長時応力F100の平均値が5〜50MPaの範囲である請求項1に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(A)を構成する主たる成分がエチレンテレフタレートまたはエチレンナフタレートである請求項1または2に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(A)を構成する主たる成分以外の共重合成分が、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールおよびジエチレングリコールからなる群から選ばれる少なくとも1種である請求項3に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(A)を構成する共重合成分の含有量が、第1の層を構成するポリエステル(A)の全酸成分を基準として0〜10モル%である請求項4に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(B)を構成する主たる成分がエチレンテレフタレートまたはエチレンナフタレートである請求項1〜5のいずれかに記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(B)を構成する主たる成分以外の共重合成分が、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールおよびジエチレングリコールからなる群から選ばれる少なくとも1種である請求項6に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- ポリエステル(B)を構成する共重合成分の含有量が、第2の層を構成するポリエステル(B)の全酸成分を基準として9〜20モル%である請求項7に記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- フィルムの厚み斑がフィルム長手方向、幅方向ともに0.0%以上7.0%以下である請求項1〜8のいずれかに記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- 全層厚みが10〜300μmである請求項1〜9のいずれかに記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- 成形加工用途がインモールド成形加工用である請求項1〜10のいずれかに記載の成形加工用多層積層二軸配向ポリエステルフィルム。
- 成形加工用途がプレス成形加工用である請求項1〜10のいずれかに記載の成形加工用多層積層二軸配向ポリエステルフィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008013625A JP5154959B2 (ja) | 2008-01-24 | 2008-01-24 | 成形加工用多層積層二軸配向ポリエステルフィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008013625A JP5154959B2 (ja) | 2008-01-24 | 2008-01-24 | 成形加工用多層積層二軸配向ポリエステルフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009172864A JP2009172864A (ja) | 2009-08-06 |
| JP5154959B2 true JP5154959B2 (ja) | 2013-02-27 |
Family
ID=41028524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008013625A Active JP5154959B2 (ja) | 2008-01-24 | 2008-01-24 | 成形加工用多層積層二軸配向ポリエステルフィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5154959B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5667526B2 (ja) * | 2011-06-22 | 2015-02-12 | 東洋機械金属株式会社 | 複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品 |
| JP6058949B2 (ja) * | 2011-09-01 | 2017-01-11 | ユニチカ株式会社 | インモールド成型用二軸延伸ポリエステルフィルム |
| PT3040390T (pt) | 2013-08-29 | 2019-09-05 | Mitsui Chemicals Tohcello Inc | Película adesiva e método para a fabricação de dispositivo semicondutor |
| JP6902273B2 (ja) * | 2016-01-29 | 2021-07-14 | ユニチカ株式会社 | 半導体パッケージの製造方法および半導体パッケージの製造工程用離型フィルム |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003207216A1 (en) * | 2002-02-21 | 2003-09-09 | Teijin Limited | Multilayered polyester film and process for producing the same |
| JP4661073B2 (ja) * | 2004-04-05 | 2011-03-30 | 東レ株式会社 | 積層フィルム |
| JP4857795B2 (ja) * | 2006-02-06 | 2012-01-18 | 東レ株式会社 | 回路搭載シートおよびicカード、icラベル |
| JP4804193B2 (ja) * | 2006-03-30 | 2011-11-02 | 帝人デュポンフィルム株式会社 | 二軸延伸多層積層フィルム |
-
2008
- 2008-01-24 JP JP2008013625A patent/JP5154959B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009172864A (ja) | 2009-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100537230C (zh) | 多层聚酯薄膜及其制备方法 | |
| JP5990983B2 (ja) | 成形同時転写用積層フィルム | |
| JP4839012B2 (ja) | インモールド成形用ポリエステルフィルム | |
| JPWO2007094382A1 (ja) | 成形部材用ポリエステルフィルム | |
| JP4487228B2 (ja) | 成形用ポリエステルフィルムおよびこれを用いた成形部材 | |
| JP5127296B2 (ja) | 深絞り成型同時転写箔用ポリエステルフィルム | |
| JP4955480B2 (ja) | 成形同時加飾用二軸延伸積層ポリエステルフィルム | |
| CN101484317A (zh) | 成型用层叠聚酯薄膜及其制造方法 | |
| JP2010065065A (ja) | 成形用ポリエステルフィルム | |
| JP5674227B2 (ja) | インモールド転写用ポリエステルフィルム | |
| JP5115079B2 (ja) | 成型転写箔用ポリエステルフィルム | |
| JP5154959B2 (ja) | 成形加工用多層積層二軸配向ポリエステルフィルム | |
| JP5096242B2 (ja) | 成形加工用多層積層二軸配向ポリエステルフィルム | |
| JP5887824B2 (ja) | 成型用ポリエステルフィルム | |
| JP2002120280A (ja) | 成形用二軸延伸ポリエステルフィルム | |
| CN107529335A (zh) | 成型同步转印用脱模聚酯膜 | |
| JP5450941B2 (ja) | 成形加工用二軸延伸積層ポリエステルフィルム | |
| JP2007203571A (ja) | 成形同時加飾用ポリエステルフィルム | |
| JP5127295B2 (ja) | 成型同時転写箔用ポリエステルフィルム | |
| JP4655409B2 (ja) | 成形用積層ポリエステルフィルム | |
| JP4361419B2 (ja) | 多層フィルム | |
| JP5116241B2 (ja) | 積層シ−ト、エンボス意匠シートおよびエンボス意匠シート被覆金属板 | |
| JP2002120279A (ja) | 成形用二軸延伸ポリエステルフィルム | |
| JP5225828B2 (ja) | インモールド転写箔用ポリエステルフィルム | |
| KR101008675B1 (ko) | 성형용 폴리에스테르 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101027 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110706 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5154959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |