しかしながら、上記特許文献2に記載された技術においては、機械的強度及び剛性に優れる反面、比重が大きいジシクロペンタジエン樹脂からなる製品(エアースポイラー等)の軽量化を図るため、中空の成形体を成形することを前提としており、ヒケの発生を防止できるといっても巨視的レベルにおいてであって、±10μmレベルの寸法精度が得られるものではない。
また、上記特許文献3に記載された技術においては、まず金属製芯材を用意して、これを金型内にセットして補強繊維を分散させた合成樹脂を射出成形した後に、金属製芯材と合成樹脂との密着性を確保するために、例えば高周波誘導加熱によって金属製芯材と合成樹脂との接触領域を一度溶融して、樹脂中の残留応力を解放してから再び冷却固化し、続いて、これに例えばプライマーを塗布して、別の金型内にセットして表面層を射出成形によって形成している。したがって、製造工程が複雑になり、製造時間も製造コストも増大してしまう。
更に、繊維強化樹脂を用いて射出成形法によって肉厚樹脂製品を成形すると、成形材料中の強化繊維が肉厚方向に対して垂直な方向に配列するため、強化繊維が配列した方向については収縮が抑えられて高い寸法精度が得られるが、それと垂直な肉厚方向については収縮を抑える効果が殆ど得られないため、ヒケ等が生じて寸法精度を得ることができないという問題点があった。これに対して、肉厚樹脂製品の内部に鋼鉄製やアルミニウム製のインサート(中子)を内蔵させてヒケを防止するという技術もあるが、肉厚樹脂製品が重くなるとともにコスト高になってしまい、実用的ではない。
そこで、本発明においては、射出成形法によって製造しても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品及びその製造方法の提供を課題とするものである。
請求項1の発明に係る肉厚樹脂製品は、その形状の全体または一部が肉厚であり、該肉厚部分の少なくとも外側が強化繊維または更に無機フィラーを含有する合成樹脂を射出成形してなる肉厚樹脂製品であって、前記肉厚部分にインサートを内蔵させたものであり、前記インサートは無機繊維及び/または無機フィラーを含有する合成樹脂からなり、前記肉厚部分の外周面のうち寸法精度が要求される肉厚部分の内部に相当する部分に、前記肉厚樹脂製品の前記肉厚部分の外周面に対し略垂直に複数の板状突出部分が設けられたものである。
ここで、「強化繊維」としては、炭素繊維・アラミド繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。また、「無機フィラー」としては、炭酸カルシウム・硫酸バリウム・酸化亜鉛・酸化チタン・珪藻土等を単体で、またはこれらを混合して用いることができる。更に、「無機繊維」としては、炭素繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。
また、「合成樹脂」としては、アクリル樹脂・ポリエチレン樹脂・ポリプロピレン樹脂・塩化ビニル樹脂・ポリスチレン樹脂・ポリアミド樹脂等の熱可塑性樹脂や、尿素樹脂・メラミン樹脂・フェノール樹脂・エポキシ樹脂・不飽和ポリエステル樹脂・アルキド樹脂・ウレタン樹脂等の熱硬化性樹脂を用いることができる。
請求項2の発明に係る肉厚樹脂製品は、請求項1の構成において、前記インサートは無機繊維及び/または無機フィラーを含有する合成樹脂を射出成形してなるものである。
請求項3の発明に係る肉厚樹脂製品は、請求項1または請求項2の構成において、前記肉厚樹脂製品の前記インサートの外側の合成樹脂の前記強化繊維及び前記無機フィラーの合計含有量並びに前記インサートにおける前記無機繊維及び前記無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内であるものである。
請求項4の発明に係る肉厚樹脂製品は、請求項1乃至請求項3のいずれか1つの構成において、前記インサートの外側の合成樹脂は耐熱性・耐油性を有するものである。ここで、「耐熱性及び耐油性を有する合成樹脂」としては、ポリフェニレンスルフィド(PPS)、芳香族ナイロン樹脂、フェノール樹脂、6,6−ナイロン、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、等を用いることができる。
請求項5の発明に係る肉厚樹脂製品の製造方法は、その形状の全体または一部が肉厚であり、該肉厚部分の少なくとも外側が強化繊維または更に無機フィラーを含有する合成樹脂からなる肉厚樹脂製品の製造方法であって、前記肉厚部分の外周面のうち寸法精度が要求される部分の内部に相当する肉厚部分の内部に相当する部分に、前記肉厚樹脂製品の前記肉厚部分の外周面に対し略垂直に複数の板状突出部分が設けられた無機繊維及び/または無機フィラーを含有する合成樹脂からなるインサートを製造する工程と、前記インサートを前記肉厚樹脂製品の射出成形用金型のキャビティ内にセットする工程と、前記インサートの周囲の前記キャビティ内に前記強化繊維または更に無機フィラーを含有する合成樹脂を射出成形する工程とを具備するものである。
ここで、「強化繊維」としては、炭素繊維・アラミド繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。また、「無機フィラー」としては、炭酸カルシウム・硫酸バリウム・酸化亜鉛・酸化チタン・珪藻土等を単体で、またはこれらを混合して用いることができる。更に、「無機繊維」としては、炭素繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。
また、「合成樹脂」としては、アクリル樹脂・ポリエチレン樹脂・ポリプロピレン樹脂・塩化ビニル樹脂・ポリスチレン樹脂・ポリアミド樹脂等の熱可塑性樹脂や、尿素樹脂・メラミン樹脂・フェノール樹脂・エポキシ樹脂・不飽和ポリエステル樹脂・アルキド樹脂・ウレタン樹脂等の熱硬化性樹脂を用いることができる。
請求項6の発明に係る肉厚樹脂製品の製造方法は、請求項5の構成において、前記インサートを製造する工程は、無機繊維及び/または無機フィラーを含有する合成樹脂を前記インサートの形状に射出成形する工程であるものである。
請求項7の発明に係る肉厚樹脂製品の製造方法は、請求項5または請求項6の構成において、前記肉厚樹脂製品の前記インサートの外側の合成樹脂の前記強化繊維及び前記無機フィラーの合計含有量並びに前記インサートにおける前記無機繊維及び前記無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内であるものである。
請求項1の発明に係る肉厚樹脂製品は、その形状の全体または一部が肉厚であり、肉厚部分の少なくとも外側が強化繊維または更に無機フィラーを含有する合成樹脂を射出成形してなる肉厚樹脂製品であって、肉厚部分にインサートを内蔵させたものであり、インサートは無機繊維及び/または無機フィラーを含有する合成樹脂からなり、肉厚部分の外周面のうち寸法精度が要求される部分の内部において、インサートには肉厚部分の外周面に対して略垂直な方向に複数の板状突出部分が設けられている。
ここで、「強化繊維」としては、炭素繊維・アラミド繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。また、「無機フィラー」としては、炭酸カルシウム・硫酸バリウム・酸化亜鉛・酸化チタン・珪藻土等を単体で、またはこれらを混合して用いることができる。更に、「無機繊維」としては、炭素繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。
また、「合成樹脂」としては、アクリル樹脂・ポリエチレン樹脂・ポリプロピレン樹脂・塩化ビニル樹脂・ポリスチレン樹脂・ポリアミド樹脂等の熱可塑性樹脂や、尿素樹脂・メラミン樹脂・フェノール樹脂・エポキシ樹脂・不飽和ポリエステル樹脂・アルキド樹脂・ウレタン樹脂等の熱硬化性樹脂を用いることができる。
このように、肉厚部分にインサートを内蔵させて、肉厚部分の外周面のうち寸法精度が要求される部分の内部において、外周面に対して略垂直な方向に複数の板状突出部分を設けたことによって、インサートの外側に強化繊維を含有する合成樹脂を射出成形する際に、複数の板状突出部分によって溶融樹脂の流れが制御されて、外周から複数の板状突出部分の間に溶融樹脂が流れ込むため、溶融樹脂に含有される強化繊維が外周面に対して略垂直な方向に配向する。
この結果、寸法精度が要求される部分の外周面は、略垂直な方向に配向した強化繊維によってヒケが防止され、高い寸法精度が得られる。そして、インサートは無機繊維及び/または無機フィラーを含有する合成樹脂からなるため、肉厚樹脂製品全体としても軽量になり、かつ、インサートが無機繊維及び/または無機フィラーを含有することから、低コストで製造することができる。
加えて、前記強化繊維がカーボン繊維及び/またはアラミド繊維を有するものであるから、肉厚樹脂製品の外側を構成する合成樹脂には、強化繊維として、カーボン繊維またはアラミド繊維が含有されており、或いはカーボン繊維とアラミド繊維の両方が含有されている。
カーボン繊維及びアラミド繊維は、いずれも潤滑性に優れているため、肉厚樹脂製品の外側部分にこれらの繊維を含有させることによって、肉厚樹脂製品がバルブ等の摺動部品である場合には、摺動特性に優れ、かつシール性にも優れた摺動部品となる。
このようにして、肉厚樹脂製品がバルブ等の摺動部品である場合には、射出成形法によって製造しても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができ、軽量化及び低コスト化を図ることができるとともに、優れた摺動特性を得ることができる肉厚樹脂製品となる。
請求項2の発明に係る肉厚樹脂製品においては、インサートは無機繊維及び/または無機フィラーを含有する合成樹脂を射出成形してなる。
無機繊維及び/または無機フィラーを含有する合成樹脂からなるインサートは、複数の板状突出部分の1枚ずつとその接続部分を複数枚、射出成形やトランスファー成形によって成形して、それらを組み合わせて製造することもでき、トランスファー成形によって一体成形することもできる。
しかし、無機繊維及び/または無機フィラーを含有する合成樹脂を一体に射出成形して製造するのが、最も低コストで最も短時間で、かつ、最も高強度なインサートを得ることができる。したがって、インサートは無機繊維及び/または無機フィラーを含有する合成樹脂を射出成形してなるものであることが好ましい。
このようにして、射出成形法によって製造しても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品となる。
請求項3の発明に係る肉厚樹脂製品においては、肉厚樹脂製品のインサートの外側の合成樹脂の強化繊維及び無機フィラーの合計含有量並びにインサートにおける無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内、より好ましくは40重量%〜80重量%の範囲内、更に好ましくは60重量%〜70重量%の範囲内である。
本発明者は、鋭意実験研究の結果、インサートの外側に充填される合成樹脂の強化繊維及び無機フィラーの合計含有量、並びにインサートの無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内である場合に、肉厚樹脂製品について高い寸法精度と強度が得られることを見出し、この知見に基づいて本発明を完成したものである。
すなわち、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が20重量%未満であると、インサートの外側及びインサートのいずれにおいても、充填材が少ないためヒケを生じてしまい、一方、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が80重量%を超えると、インサートの外側及びインサートのいずれにおいても、合成樹脂が少なくなるため脆くなり、強度が不足してしまう。したがって、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内であることが好ましい。
また、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が40重量%〜80重量%の範囲内であると、よりヒケを生じ難く高い寸法精度を得ることができるため、より好ましい。更に、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が60重量%〜70重量%の範囲内であると、更にヒケを生じ難く高い寸法精度を得ることができ、かつ、強度を確保することができるため、更に好ましい。
このようにして、射出成形法によって製造しても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができ、製品強度を確保できるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品となる。
請求項4の発明に係る肉厚樹脂製品においては、インサートの外側の合成樹脂が耐熱性・耐油性を有する。ここで、「耐熱性及び耐油性を有する合成樹脂」としては、ポリフェニレンスルフィド(PPS)、芳香族ナイロン樹脂、フェノール樹脂、6,6−ナイロン、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、等がある。
このように、インサートの外側に充填される合成樹脂が耐熱性・耐油性を有することから、高温及び油に曝されるシリンダヘッドのオイルバルブ等の肉厚樹脂製品として最適な特性が得られる。すなわち、オイルに接触しても侵食されることがなく、高温に加熱されても変形することがなく、更にバルブとして必要な寸法精度を確保することができる。
このようにして、肉厚樹脂製品が高温及び油に曝されるシリンダヘッドのオイルバルブ等である場合には、射出成形法によって製造しても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができ、軽量化及び低コスト化を図ることができるとともに、優れた耐熱性・耐油性を得ることができる肉厚樹脂製品となる。
請求項5の発明に係る肉厚樹脂製品の製造方法は、その形状の全体または一部が肉厚であり、肉厚部分の少なくとも外側が強化繊維または更に無機フィラーを含有する合成樹脂からなる肉厚樹脂製品の製造方法であって、肉厚部分の外周面のうち寸法精度が要求される部分の内部に相当する部分に肉厚部分の外周面に対して略垂直な方向に複数の板状突出部分が設けられた無機繊維及び/または無機フィラーを含有する合成樹脂からなるインサートを製造する工程と、インサートを肉厚樹脂製品の射出成形用金型のキャビティ内にセットする工程と、インサートの周囲のキャビティ内に強化繊維または更に無機フィラーを含有する合成樹脂を射出成形する工程とを具備する。
ここで、「強化繊維」としては、炭素繊維・アラミド繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。また、「無機フィラー」としては、炭酸カルシウム・硫酸バリウム・酸化亜鉛・酸化チタン・珪藻土等を単体で、またはこれらを混合して用いることができる。更に、「無機繊維」としては、炭素繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。
また、「合成樹脂」としては、アクリル樹脂・ポリエチレン樹脂・ポリプロピレン樹脂・塩化ビニル樹脂・ポリスチレン樹脂・ポリアミド樹脂等の熱可塑性樹脂や、尿素樹脂・メラミン樹脂・フェノール樹脂・エポキシ樹脂・不飽和ポリエステル樹脂・アルキド樹脂・ウレタン樹脂等の熱硬化性樹脂を用いることができる。
このように、寸法精度が要求される部分の外周面に対して略垂直な方向に複数の板状突出部分を設けたインサートを製造して、これをキャビティ内にセットして、インサートの周囲のキャビティ内に強化繊維または更に無機フィラーを含有する合成樹脂を射出成形することによって、複数の板状突出部分によって溶融樹脂の流れが制御されて、外周から複数の板状突出部分の間に溶融樹脂が流れ込むため、溶融樹脂に含有される強化繊維が外周面に対して略垂直な方向に配向する。
また、前記強化繊維がカーボン繊維及び/またはアラミド繊維を有するものであるから、肉厚樹脂製品の外側を構成する合成樹脂には、強化繊維として、カーボン繊維またはアラミド繊維が含有されており、或いはカーボン繊維とアラミド繊維の両方が含有されている。
カーボン繊維及びアラミド繊維は、いずれも潤滑性に優れているため、肉厚樹脂製品の外側部分にこれらの繊維を含有させることによって、肉厚樹脂製品がバルブ等の摺動部品である場合には、摺動特性に優れ、かつシール性にも優れた摺動部品となる。
この結果、寸法精度が要求される部分の外周面は、略垂直な方向に配向した強化繊維によってヒケが防止され、高い寸法精度が得られる。そして、インサートは無機繊維及び/または無機フィラーを含有する合成樹脂からなるため、肉厚樹脂製品全体としても軽量になり、かつ、インサートが無機繊維及び/または無機フィラーを含有することから、低コストで製造することができる。
このようにして、射出成形法を用いても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品の製造方法となる。
請求項6の発明に係る肉厚樹脂製品の製造方法においては、インサートを製造する工程は、無機繊維及び/または無機フィラーを含有する合成樹脂をインサートの形状に射出成形する工程である。
無機繊維及び/または無機フィラーを含有する合成樹脂からなるインサートを製造する工程は、複数の板状突出部分の1枚ずつとその接続部分を複数枚、射出成形やトランスファー成形によって成形して、それらを組み合わせて製造する工程によることもでき、トランスファー成形によって一体成形する工程によることもできる。
しかし、無機繊維及び/または無機フィラーを含有する合成樹脂を一体に射出成形して製造するのが、最も低コストで最も短時間で、かつ、最も高強度なインサートを得ることができる。したがって、インサートを製造する工程は無機繊維及び/または無機フィラーを含有する合成樹脂を射出成形する工程であることが好ましい。
このようにして、射出成形法を用いても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品の製造方法となる。
請求項7の発明に係る肉厚樹脂製品の製造方法においては、肉厚樹脂製品のインサートの外側の合成樹脂の強化繊維及び無機フィラーの合計含有量並びにインサートにおける無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内、より好ましくは40重量%〜80重量%の範囲内、更に好ましくは60重量%〜70重量%の範囲内である。
本発明者は、鋭意実験研究の結果、インサートの外側に充填される合成樹脂の強化繊維及び無機フィラーの合計含有量、並びにインサートの無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内である場合に、肉厚樹脂製品について高い寸法精度と強度が得られることを見出し、この知見に基づいて本発明を完成したものである。
すなわち、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が20重量%未満であると、インサートの外側及びインサートのいずれにおいても、充填材が少ないためヒケを生じてしまい、一方、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が80重量%を超えると、インサートの外側及びインサートのいずれにおいても、合成樹脂が少なくなるため脆くなり、強度が不足してしまう。したがって、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量は、いずれも20重量%〜80重量%の範囲内であることが好ましい。
また、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が40重量%〜80重量%の範囲内であると、よりヒケを生じ難く高い寸法精度を得ることができるため、より好ましい。更に、強化繊維及び無機フィラーの合計含有量並びに無機繊維及び無機フィラーの合計含有量が60重量%〜70重量%の範囲内であると、更にヒケを生じ難く高い寸法精度を得ることができ、かつ、強度を確保することができるため、更に好ましい。
このようにして、射出成形法を用いても樹脂のヒケを生ずることなく、必要な部位において高い寸法精度を得ることができ、製品強度を確保できるとともに、軽量化及び低コスト化を図ることができる肉厚樹脂製品の製造方法となる。
以下、本発明の実施の形態に係る肉厚樹脂製品及びその製造方法について、図面を参照しつつ説明する。なお、実施の形態2以降において、実施の形態1の部分と同一の記号及び同一の符号は、実施の形態1と同一または相当する機能部分を意味し、実施の形態相互の同一の記号及び同一の符号は、それら実施の形態に共通する機能部分であるから、ここでは重複する詳細な説明を省略する。
実施の形態1
まず、本発明の実施の形態1に係る肉厚樹脂製品及びその製造方法について、図1乃至図5を参照して説明する。
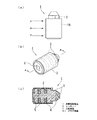
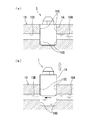
図1(a)は本発明の実施の形態1に係る肉厚樹脂製品としてのオイルバルブの全体構造を示す正面図、(b)は斜視図、(c)は(b)のA−A断面を示す縦断面図である。図2(a),(b)は本発明の実施の形態1に係る肉厚樹脂製品としてのオイルバルブによる油路の開閉を示す説明図である。
図3(a)は本発明の実施の形態1に係る肉厚樹脂製品としてのオイルバルブに用いられるインサート(中子)の全体構成を示す斜視図、(b)は底面図、(c)は側面図、(d)は平面図、(e)は(d)のB−B断面を示す縦断面図である。図4(a),(b)は本発明の実施の形態1に係る肉厚樹脂製品としてのオイルバルブの射出成形時の樹脂の流れを示す説明図である。図5は従来の製造方法によって製造した肉厚樹脂製品としてのオイルバルブの縦断面図である。
まず、本発明の実施の形態1に係る肉厚樹脂製品の全体構造及び作動について、図1を参照して説明する。図1(a),(b)に示されるように、本実施の形態1に係る肉厚樹脂製品としてのオイルバルブ1は、円柱形状の本体1Aを有している。このオイルバルブ1は、図2(a),(b)に示されるように、アルミニウム製の部品10内に設けられた油路10Aと油路10Bとを遮断・開放するものである。
すなわち、図2(a)に示されるように、油路10Aと油路10Bの間のアルミニウム製の部品10の表面に設けられた摺動孔10C,10Dを、オイルバルブ1の本体1Aが密閉することによって、油路10Aと油路10Bとが遮断され、図2(b)に示されるように、オイルバルブ1の図示しない保持部分が図示しない可動装置によって保持されて、白い矢印の方向へ摺動することによって、油路10Aと油路10Bの間が開放されて、オイルが矢印の方向へ流れる。
したがって、オイルバルブ1の本体1Aの外周と摺動孔10C,10Dの内周とは、オイルが漏れるのを防止するために、少なくとも±10μm以内の寸法精度で嵌合する必要がある。更に、アルミニウム製の部品10は、高温になって加熱膨張するために、常温時のみならず加熱時においても同等のクリアランスを有する必要があり、そのためには、アルミニウム製の部品10を構成するアルミニウムの線膨張係数(2.37×10-5 /K)に近い線膨張係数をオイルバルブ1の本体1Aに付与する必要があった。
ここで、オイルバルブ1を成形するのに用いる合成樹脂としては、耐熱性及び耐油性に優れたポリフェニレンスルフィド(PPS)が好ましいが、PPS自体の線膨張係数は6.9×10-5 /Kと大きいことから、ガラス繊維を混入することによって線膨張係数を小さくすることが有効である。しかしながら、図5の縦断面図に示されるように、ガラス繊維4を混入したPPS3を用いて射出成形してなるオイルバルブ11においては、ガラス繊維4が肉厚の円周方向に対して略垂直な方向(軸方向)に配向する。
この結果、肉厚の円周方向についての線膨張係数は4.0×10-5 /Kとまだ大きく、また図5に示されるように、ガラス繊維4が肉厚の円周方向に対して略垂直な方向に配向するために、オイルバルブ1のキャビティライン12に対して、オイルバルブ11の本体11Aにおいてヒケを生じてしまい、実用的なオイルシール性を有するオイルバルブを得ることができなかった。
そこで、図1(c)に示されるように、本実施の形態1に係る肉厚樹脂製品としてのオイルバルブ1においては、インサート(中子)2をまず射出成形法で成形して、このインサート2を用いてその外周にガラス繊維4を混入したPPS3を射出成形することによって、肉厚の円周方向についての線膨張係数をアルミニウムの線膨張係数(2.37×10-5 /K)に近づけるとともに、ヒケが生じるのを防止している。
このインサート2の構造について、図3を参照して説明する。図3(a)に示されるように、このインサート2は、複数の板状突出部分としての3枚の円板形状部分2aを3個の四角柱形状部分2bと十字形状部分2cとで挟んだ外形を有している。図3(c)に示されるインサート2の全長は13.5mmであり、3枚の円板形状部分2aの厚さは2mm、3枚の円板形状部分2aの間隔(3個の四角柱形状部分2bの長さ)は1.5mm、十字形状部分2cの長さは3mmである。
また、図3(b),(d)に示される複数の板状突出部分としての3枚の円板形状部分2aの直径はφ8mmであり、3個の四角柱形状部分2bの外形は2.5mm×2.5mmである。そして、図3(a),(b),(c)に示されるように、3個の四角柱形状部分2bの四面のうち向かい合った二面には、幅1mmの溝2dが形成されており、この1対の溝2dは3枚の円板形状部分2aのうち、図示左側の2枚を貫通している。
これによって、1対の溝2dは、インサート2の周囲に強化繊維としてのガラス繊維4を混入したPPS3を射出成形することによってオイルバルブ1を成形する際に、3枚の円板形状部分2aの間に溶融樹脂が流れ込む際の空気の抜け口となって、3枚の円板形状部分2aの間にボイド等の成形欠陥が発生するのを防止することができる。図3(e)に示されるように、このインサート2も、無機繊維としてのガラス繊維5を混入した合成樹脂としてのポリフェニレンスルフィド(PPS)3を射出成形することで、製造される。
このインサート2を用いたオイルバルブ1の射出成形について、図4を参照して説明する。図4(a)に示されるように、オイルバルブ1用の射出成形金型の上型6Aと下型6Bとが閉じられることによって、内部にキャビティ7が形成される。射出成形金型6A,6Bの型閉め前に、予めキャビティ7にインサート2がセットされるが、このときインサート2の十字形状部分2cが上型6Aと下型6Bとの間に保持されることによって、インサート2がキャビティ7内に精度良く位置決めされる。
そして、図示しない射出成形機シリンダのスクリューが下降して、図4(a)に示されるように、ゲート8からキャビティ7内に溶融樹脂(ガラス繊維強化PPS)9が流入する。ここで、インサート2の複数の板状突出部分としての3枚の円板形状部分2aによって溶融樹脂9の流れが制御されて、図4(b)に矢印で示されるように、キャビティ7の外周方向から中心方向に向かって、溶融樹脂9が流れ込む。
これによって、溶融樹脂9に含まれるガラス繊維4も流れの方向に沿って配向し、その結果、図1(c)に示されるように、寸法精度が要求される部分としてのオイルバルブ1の本体1Aにおいては、合成樹脂としてのPPS3の中のガラス繊維4が、外周方向から中心方向に向かって、すなわち半径方向に沿って、すなわち本体1Aの外周面に対して略垂直な方向に、配向した状態が得られる。
このようにして製造したオイルバルブ1の本体1Aにおける寸法精度について、従来方法で製造した図5に示されるオイルバルブ11と比較して評価した。評価方法としては、図1(a)に示されるオイルバルブ1の本体1Aの「上」、「中」、「下」のそれぞれの位置において、十箇所以上について外径を測定し、それぞれの位置における最大値(MAX)と最小値(MIN)との差(MAX−MIN)の値を求め、最終的には全ての測定値の中の最大値(MAX)と最小値(MIN)との差(MAX−MIN)を求めた。なお、オイルバルブ1の本体1Aにおける外径の基準値は約10mmである。
図5に示されるオイルバルブ11についても、図1(a)に示される「上」、「中」、「下」のそれぞれに相当する位置において、十箇所以上について外径を測定し、同様に、それぞれの位置における最大値(MAX)と最小値(MIN)との差(MAX−MIN)の値を求め、最終的には全ての測定値の中の最大値(MAX)と最小値(MIN)との差(MAX−MIN)を求めた。その結果を、表1に示す。
表1に示されるように、オイルバルブ11については、「上」、「中」、「下」のそれぞれの位置における「MAX−MIN」の値が0.024mm,0.022mm,0.014mmであって、更に全体の(全ての測定値の中の)「MAX−MIN」の値が0.066mmと大きい。すなわち、寸法精度が±0.033mm=±33μmとなって、±10μm以内という目標値を達成していない。
これは、図5について上述したように、オイルバルブ11においては、PPS3の中のガラス繊維4が軸方向に配向しているために、図5に示されるようにヒケを生じて、「中」の位置の最小値(MIN)と「上」、「下」の位置の最大値(MAX)との差が大きくなることによる。
これに対して、本実施の形態1に係るオイルバルブ1については、「上」、「中」、「下」のそれぞれの位置における「MAX−MIN」の値が0.011mm,0.006mm,0.005mmといずれも小さく、全体の(全ての測定値の中の)「MAX−MIN」の値も0.015mmと大きい。すなわち、寸法精度が±0.0075mm=±7.5μmとなって、±10μm以内という目標値を達成している。
また、線膨張係数についても、オイルバルブ1の本体1Aの外径について、アルミニウム製の部品10を構成するアルミニウムの線膨張係数(2.37×10-5 /K)に近い3.0×10-5 /Kという値が得られた。これによって、高温時においても、摺動孔10C,10Dの内周との間のシール性を保持することができる。
このようにして、本実施の形態1に係る肉厚樹脂製品としてのオイルバルブ1においては、射出成形法によって製造しても合成樹脂としてのガラス繊維強化樹脂(PPS)3のヒケを生ずることなく、必要な部位である本体1Aにおいて高い寸法精度を得ることができるとともに、インサート2としてもガラス繊維強化樹脂を用いているため、軽量化及び低コスト化を図ることができる。
なお、本実施の形態1においては、インサート2の円板形状部分2aを厚さ2mmとして3枚としているが、円板形状部分の厚さを薄くして4枚とし、円板形状部分の間隔を現状の1.5mmからより小さく(1mm以下と)することによって、PPS3の中のガラス繊維4の半径方向への配向がより促進され、より寸法精度が向上するものと考えられる。これによって、±10μm以内の寸法精度から更に進歩して、±5μm以内のより高い寸法精度を得ることもできると考えられる。
更に、本実施の形態1に係る肉厚樹脂製品としてのオイルバルブ1に固有の効果として、インサート2の外側の合成樹脂として耐熱性・耐油性に優れたポリフェニレンスルフィド(PPS)3を用いているため、高温及び油に曝されるアルミニウム製の部品のオイルバルブ等として最適な特性が得られる。すなわち、オイルに接触しても侵食されることがなく、高温に加熱されても変形することがなく、バルブとして必要な寸法精度を確保することができる。
また、本実施の形態1においては、肉厚樹脂製品としてのオイルバルブ1の外側を構成する合成樹脂の強化繊維としてガラス繊維4を用いた場合について説明したが、オイルバルブ1の外側を構成する合成樹脂の強化繊維としてカーボン繊維及び/またはアラミド繊維を用いることもできる。カーボン繊維及びアラミド繊維は、いずれも潤滑性に優れているため、このように肉厚樹脂製品の外側部分にこれらの繊維を含有させることによって、より摺動特性に優れ、かつシール性にも優れたオイルバルブとなる。
実施の形態2
次に、本発明の実施の形態2に係る肉厚樹脂製品及びその製造方法について、図6を参照して説明する。
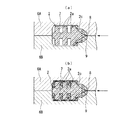
図6(a)は本発明の実施の形態2に係る肉厚樹脂製品としての三連オイルバルブの断面を示す縦断面図、(b)は実施の形態2に係る肉厚樹脂製品の製造に用いられるインサートを示す斜視図、(c)は本発明の実施の形態2の変形例に係る肉厚樹脂製品としての三連オイルバルブの断面を示す縦断面図、(d)は実施の形態2の変形例に係る肉厚樹脂製品の製造に用いられるインサートの組み立て前を示す斜視図である。
図6(a)に示されるように、本実施の形態2に係る肉厚樹脂製品としての三連オイルバルブ15も、上記実施の形態1に係るオイルバルブ1と同様に、3個の円柱形の本体15Aを細い円柱形のロッドで接続した形状を有しており、3個の円柱形の本体15Aにおいて、±10μm以内の寸法精度が要求されるものである。そして、オイルバルブ1と同様に、複数の円板形状部分16aを有するガラス繊維強化樹脂(PPS)17からなるインサート16が内蔵されている。
本実施の形態2に係る三連オイルバルブ15が上記実施の形態1に係るオイルバルブ1と異なるのは、図6(a)に示されるように、寸法精度が要求される3箇所の円柱形の本体15Aの外周の内部において、インサート16に複数の板状突出部分としての4枚ずつの円板形状部分16aが設けられている点である。
このように、本実施の形態2に係る三連オイルバルブ15においては、インサート16の複数の板状突出部分としての円板形状部分16aにおいて、突出長さLに対して、円板形状部分16aの厚さt1と円板形状部分16a同士の間隔t2とが最適化されている。
そして、インサート16及び外側部分の合成樹脂17としては、上記実施の形態1と同じくPPSを用いて、インサート16における無機繊維としてのガラス繊維18、及び図示しない無機フィラーとしての炭酸カルシウム微粒子の合計含有量は60重量%であり、インサート16の外側部分のPPSにおける無機繊維としてのガラス繊維19の含有量は70重量%である。
かかるインサート16を三連オイルバルブ15用の射出成形金型のキャビティにセットして、インサート16の外側のキャビティ内にガラス繊維19を含有したPPS17を射出成形した。こうして得られた三連オイルバルブ15の、3箇所の円柱形の本体15Aの外周における寸法精度は、±5μmであり、上記実施の形態1に比較して、より高い寸法精度を得ることができた。
このようにして、本実施の形態2に係る肉厚樹脂製品としての三連オイルバルブ15においては、射出成形法によって製造しても合成樹脂としてのガラス繊維強化樹脂(PPS)17のヒケを生ずることなく、必要な部位である本体15Aにおいて高い寸法精度を得ることができるとともに、インサート16としてもガラス繊維強化樹脂を用いているため、軽量化及び低コスト化を図ることができる。
次に、本発明の実施の形態2の変形例に係る肉厚樹脂製品及びその製造方法について、図6(c),(d)を参照して説明する。本実施の形態2の変形例に係る肉厚樹脂製品としての三連オイルバルブ25が、上記実施の形態2に係る三連オイルバルブ15と異なるのは、図6(c),(d)に示されるように、インサート26が一体成形でなく部品を組み合わせてなるものである点である。
すなわち、図6(d)に示されるように、短い突出部26Aaと突出部26Aaの先端が嵌合する孔26Abとを有する部品26A、先端が孔26Abに嵌合する長い突出部26Baと突出部26Aaの先端が嵌合する孔26Bbとを有する部品26B、そして先端が孔26Abに嵌合する棒状の部品26Cとを、それぞれガラス繊維28を含有したPPS27を射出成形することによって製造する。そして、これらを順に嵌合させて組み立てることによって、図6(c)に示されるように、インサート26が製造される。
このようにして製造したインサート26を三連オイルバルブ25用の射出成形金型のキャビティにセットして、インサート26の外側のキャビティ内にガラス繊維29を含有したPPS27を射出成形した。こうして得られた三連オイルバルブ25の、3箇所の円柱形の本体25Aの外周における寸法精度は、バルブ等で使われる一般的なはめあい公差(JIS−B−0401はめあい公差H6〜H7)を満たしており、かつ、上記実施の形態1に比較して、より高い寸法精度を得ることができた。
このようにして、本実施の形態2の変形例に係る肉厚樹脂製品としての三連オイルバルブ25においては、射出成形法によって製造しても合成樹脂としてのガラス繊維強化樹脂(PPS)27のヒケを生ずることなく、必要な部位である本体25Aにおいて高い寸法精度を得ることができるとともに、インサート26としてもガラス繊維強化樹脂を用いているため、軽量化及び低コスト化を図ることができる。
なお、本実施の形態2の変形例に係る肉厚樹脂製品としての三連オイルバルブ25に固有の効果として、インサート26を短い部品26A,26B,26Cを組み立てることによって構成しているため、組み立ての手間は掛かるが短い部品26A,26B,26Cの射出成形がより容易になって、流動性の余り良くない繊維強化樹脂でも成形欠陥が生ずる恐れがないため、PPS27中の無機繊維及び無機フィラーの含有量を増やすことができる。
また、本実施の形態2に係る肉厚樹脂製品としての三連オイルバルブ15,25に固有の効果として、インサート16,26の外側の合成樹脂として耐熱性・耐油性に優れたポリフェニレンスルフィド(PPS)17,27を用いているため、高温及び油に曝されるアルミニウム製の部品のオイルバルブ等として最適な特性が得られる。すなわち、オイルに接触しても侵食されることがなく、高温に加熱されても変形することがなく、バルブとして必要な寸法精度を確保することができる。
更に、本実施の形態2においては、肉厚樹脂製品としての三連オイルバルブ15,25の外側を構成する合成樹脂の強化繊維としてガラス繊維19,29を用いた場合について説明したが、三連オイルバルブ15,25の外側を構成する合成樹脂の強化繊維としてカーボン繊維及び/またはアラミド繊維を用いることもできる。カーボン繊維及びアラミド繊維は、いずれも潤滑性に優れているため、このように肉厚樹脂製品の外側部分にこれらの繊維を含有させることによって、より摺動特性に優れ、かつシール性にも優れた三連オイルバルブとなる。
その他の実施の形態
本発明においては、上記実施の形態1,2に係る肉厚樹脂製品以外にも、図7乃至図9に示されるような各種の肉厚樹脂製品を製造することができる。
図7は本発明のその他の実施の形態に係る肉厚樹脂製品としてのブレーキピストンの断面を示す縦断面図である。図8(a)は本発明の参考例1に係る肉厚樹脂製品に用いられるインサートを構成する部品の横断面図、(b)は本発明の参考例1に係る肉厚樹脂製品としてのリング形状部品の全体構成をインサートを透視して示す透視平面図、(c)はリング形状部品の(b)におけるC−C断面を示す縦断面図である。
図9(a)は参考例2に係る肉厚樹脂製品としてのケーシングを従来の射出成形法で製造した場合を示す斜視図、(b)は参考例2に係る肉厚樹脂製品としてのケーシングの全体構成を示す斜視図、(c)はケーシングの(b)におけるD−D断面を示す横断面図、(d)はケーシングの(b)におけるE−E断面を示す縦断面図である。
図7に示されるように、本実施の形態3に係る肉厚樹脂製品としてのブレーキピストン20は、円筒形状の外周面20Aを有しており、この外周面20Aにおいて図示しないシリンダと摺動するため、外周面20Aの外径についてバルブ等で使われる一般的なはめあい公差(JIS−B−0401はめあい公差H6〜H7)が要求される。そこで、合成樹脂としてのフェノール樹脂22に、無機繊維としてのガラス繊維24及び図示しない無機フィラーとしての炭酸カルシウム微粒子を、合計含有量が60重量%になるように混入して、インサート21を射出成形によって製造した。
このインサート21には、図7に示されるように、寸法精度が要求される外周面20Aに対して略垂直な方向に、複数の板状突出部分としての8枚の円板形状部分21aが設けられている。
したがって、このインサート21を、ブレーキピストン20用の射出成形金型のキャビティ内にセットして、インサート21の外側のキャビティ内に合成樹脂としてのフェノール樹脂22に、無機繊維としてのガラス繊維23及び図示しない無機フィラーとしての炭酸カルシウム微粒子を、合計含有量が70重量%になるように混入して射出成形することによって、溶融樹脂の流れが8枚の円板形状部分21aで制御される結果、図7に示されるように、ガラス繊維23が半径方向に配向する。
また、図8(b),(c)の参考例1に示されるように、リング形状部品30は、矩形状の断面を有するリング形状の肉厚樹脂製品である。このリング形状部品30は、高い寸法精度を要求されるものではないが、そのままの形状をガラス繊維強化樹脂によって射出成形しようとすると、ゲートを複数設ける必要があるためウエルドラインも複数生じて、これらのゲートやウエルドラインの近傍でガラス繊維の配向が乱れて、線膨張係数に大きなムラが生じてしまう。
そこで、図8(a)に示されるように、ガラス繊維強化樹脂によって、凸部31aとこの凸部31aが嵌合する凹部31bとを有する部品31Aを射出成形で製造して、図8(b)に示されるように、これらの部品31Aを12個繋ぎ合わせて、円形状の断面を有するリング形状のインサート31を構成し、このインサート31の周りにリング形状部品30の外形をガラス繊維強化樹脂によって射出成形した。
図8(a)に示されるインサート部品31Aの合成樹脂としてはフェノール樹脂33を使用し、無機繊維としてはガラス繊維32を使用した。ガラス繊維32及び図示しない無機フィラーとしての炭酸カルシウム微粒子の合計含有量は、70重量%とした。また、図8(c)に示されるインサート31の外側の合成樹脂としては6,6−ナイロン37を使用し、強化繊維としてはガラス繊維36を使用した。ガラス繊維36及び図示しない無機フィラーとしての炭酸カルシウム微粒子の合計含有量は、70重量%とした。
また、図8(b)に示されるように、インサート31の外側のリング形状部品30を射出成形するためのゲート35aの位置を調整することによって、ウエルドライン35bがインサート31を構成するインサート部品31Aの接続部の近傍から離れるようにして、肉厚樹脂製品としてのリング形状部品30の強度の向上を図った。
また、図9(a)の参考例2に示されるように、肉厚樹脂製品としての箱形状を有するケーシング40Aを、ガラス繊維強化樹脂を用いて従来の射出成形法で一体成形すると、繊維配向の偏りによって開放された四方の側面が、本来のキャビティライン40Bから内側に反ってしまうという問題点があった。
そこで、図9(c),(d)に示されるように、肉厚樹脂製品としての箱形状を有するケーシング40においては、四方の側面にインサート41(41A,41B)を内蔵させることによって、図9(b)に示されるように、本来のキャビティライン40Bの通りの形状を有する、反りのないケーシング40を得ている。
すなわち、まずガラス繊維強化樹脂(フェノール樹脂)44を用いて射出成形法で一体成形することによって、図9(c),(d)に示されるように、理想的なガラス繊維45の配向を有する平板状のインサート板41A,41Bを製造した。これらの2枚のインサート板41A及び2枚のインサート板41Bを、ケーシング40用の射出成形金型のキャビティ内にセットしてインサート41として、その外側にガラス繊維強化樹脂(6,6−ナイロン)42を射出成形した。
これによって、図9(b)に示されるように、本来のキャビティライン40Bの通りの形状を有する、反りのないケーシング40を得ることができた。更に、このケーシング40は、表面にヒケを生ずることもないため外観が美しく、また機械的強度にも優れている。
上記各実施の形態においては、合成樹脂として耐熱性・耐油性に優れた合成樹脂であるポリフェニレンスルフィド(PPS)、フェノール樹脂、6,6−ナイロンを使用した場合についてのみ説明したが、耐熱性・耐油性に優れた合成樹脂としては、他にも芳香族ナイロン樹脂、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)等を用いることができる。
また、耐熱性・耐油性が要求されない肉厚樹脂製品については、合成樹脂として、アクリル樹脂・ポリエチレン樹脂・ポリプロピレン樹脂・塩化ビニル樹脂・ポリスチレン樹脂・ポリアミド樹脂(6,6−ナイロンを除く)等の熱可塑性樹脂や、尿素樹脂・メラミン樹脂・エポキシ樹脂・不飽和ポリエステル樹脂・アルキド樹脂・ウレタン樹脂等の熱硬化性樹脂を用いることができる。
更に、上記各実施の形態においては、強化繊維及び無機繊維としてガラス繊維を使用した場合のみについて説明したが、強化繊維としては他にも炭素繊維・アラミド繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。また、無機繊維としては他にも炭素繊維・ホウ素繊維・炭化ケイ素繊維・アルミナ繊維・鋼繊維等を単体で、またはこれらを混合して用いることができる。
本発明を実施するに際しては、肉厚樹脂製品のその他の構成、成分、材料、配合、形状、大きさ、製造方法等についても、肉厚樹脂製品の製造方法のその他の工程についても、上記各実施の形態に限定されるものではない。
なお、本発明の実施の形態で挙げている数値は、臨界値を示すものではなく、実施に好適な好適値を示すものであるから、上記数値を若干変更しても実施を否定するものではない。