JP5145239B2 - 固着可能な芯地材料 - Google Patents
固着可能な芯地材料 Download PDFInfo
- Publication number
- JP5145239B2 JP5145239B2 JP2008542617A JP2008542617A JP5145239B2 JP 5145239 B2 JP5145239 B2 JP 5145239B2 JP 2008542617 A JP2008542617 A JP 2008542617A JP 2008542617 A JP2008542617 A JP 2008542617A JP 5145239 B2 JP5145239 B2 JP 5145239B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive coating
- fibrous
- fibrous planar
- fibers
- additional layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 78
- 239000000835 fiber Substances 0.000 claims description 80
- 230000001070 adhesive effect Effects 0.000 claims description 52
- 239000000853 adhesive Substances 0.000 claims description 51
- 238000000576 coating method Methods 0.000 claims description 38
- 239000011248 coating agent Substances 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 28
- 239000004744 fabric Substances 0.000 claims description 18
- 230000015572 biosynthetic process Effects 0.000 claims description 15
- 239000004745 nonwoven fabric Substances 0.000 claims description 15
- 239000004753 textile Substances 0.000 claims description 12
- 229920001169 thermoplastic Polymers 0.000 claims description 11
- 239000002759 woven fabric Substances 0.000 claims description 10
- 210000004177 elastic tissue Anatomy 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 230000001464 adherent effect Effects 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 238000009987 spinning Methods 0.000 claims description 3
- 239000003795 chemical substances by application Substances 0.000 claims 1
- 239000010410 layer Substances 0.000 description 51
- 239000000523 sample Substances 0.000 description 27
- 238000005259 measurement Methods 0.000 description 23
- 239000000047 product Substances 0.000 description 19
- 238000012360 testing method Methods 0.000 description 10
- 239000004952 Polyamide Substances 0.000 description 9
- 238000005755 formation reaction Methods 0.000 description 9
- 229920002647 polyamide Polymers 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 238000007639 printing Methods 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 229920001410 Microfiber Polymers 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 239000011162 core material Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 238000002074 melt spinning Methods 0.000 description 2
- 239000003658 microfiber Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010036 direct spinning Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- BFMKFCLXZSUVPI-UHFFFAOYSA-N ethyl but-3-enoate Chemical compound CCOC(=O)CC=C BFMKFCLXZSUVPI-UHFFFAOYSA-N 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 235000000396 iron Nutrition 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920006306 polyurethane fiber Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004627 regenerated cellulose Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 229920006344 thermoplastic copolyester Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/02—Linings
- A41D27/06—Stiffening-pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/59—Polyamides; Polyimides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M17/00—Producing multi-layer textile fabrics
- D06M17/04—Producing multi-layer textile fabrics by applying synthetic resins as adhesives
- D06M17/08—Polyamides polyimides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/16—Processes for the non-uniform application of treating agents, e.g. one-sided treatment; Differential treatment
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Details Of Garments (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
Description

TPUメルトブローン(1):標準のメルトブローン装置で、湿度<0.1%で紡糸された、ショアA硬度85、210℃、2.16kpでMFI 17及び融点範囲170〜184℃(コフラー加熱装置(Koflerheizbank))である、ポリエステルベースの熱可塑性の芳香族ポリウレタン。
TPU メルトブローン(2):標準のメルトブローン装置で、湿度<0.1%で紡糸された、ショアA硬度85及び融点範囲160〜175℃である、ポリエーテルベースの熱可塑性の芳香族ポリウレタン。
PES メルトブローン(3):標準のメルトブローン装置で、湿度<0.1%で紡糸された、ショアD硬度36、210℃、2.16kpでMVR 30及び融点約195℃である、熱可塑性コポリエステルベースのエラストマー。
NW:グラビアの溶接面積12%で、PS法により熱によってカレンダ固定されたステープルファイバからなるランダムに堆積させた不織布。
G:織物。
Claims (10)
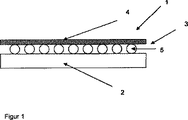
- 繊維工業における固着可能な芯地材料として使用できる固着可能な繊維状平面形成物であって、不織布、織物、編物、生地をベースとした支持体を備えており、該支持体の少なくとも片面に、熱可塑性ポリマーからなる接着剤コーティングが備えられているものにおいて、該接着剤コーティングに、予め与えられた機能を有する、繊維からなる少なくとも1つの追加層が被着されており、
前記追加層の単位面積当たり重量が30g/m2を超えず、
前記繊維状平面形成物の固着が、前記追加層中を浸透する前記接着剤コーティングによって行われ、
前記少なくとも1つの追加層が、前記接着剤コーティング上に直接的に紡糸することによって設けられている、固着可能な繊維状平面形成物。 - 前記追加の繊維層が、繊度<1dtexの繊維を含む、請求項1に記載の固着可能な繊維状平面形成物。
- 前記追加の繊維層が弾性繊維を含む、請求項1又は2記載の固着可能な繊維状平面形成物。
- 前記追加の繊維層が溶融紡糸された繊維を含む、請求項1から3までのいずれか1項に記載の固着可能な繊維状平面形成物。
- 前記追加の繊維層が、前記繊維状平面形成物を固着するための圧力及び温度の作用によって少なくとも部分的に溶融可能である溶融紡糸された繊維を含む、請求項1から4までのいずれか1項に記載の固着可能な繊維状平面形成物。
- 前記接着剤コーティングが、前記支持体の部分領域にのみ塗布されている、請求項1から5までのいずれか1項に記載の固着可能な繊維状平面形成物。
- 前記接着剤コーティングがダブルドットコーティングである、請求項1から6までのいずれか1項に記載の固着可能な繊維状平面形成物。
- 前記繊維が、メルトブローンにより紡糸されている、請求項1に記載の固着可能な繊維状平面形成物。
- 繊維工業における固着可能な芯地材料として使用できる固着可能な繊維状平面形成物を表地に固着させる方法であって、
前記繊維状平面形成物が、不織布、織物、編物、生地をベースとした支持体を備えており、該支持体の少なくとも片面に、熱可塑性ポリマーからなる接着剤コーティングが備えられているものであって、該接着剤コーティングに、予め与えられた機能を有し且つ繊維からなる少なくとも1つの追加層が被着されており、前記追加層の単位面積当たり重量が30g/m2を超えず、
前記固着可能な繊維状平面形成物が、前記追加層中を浸透する前記接着剤コーティングによって固着される、方法。 - 繊維工業における固着可能な芯地材料として使用できる固着可能な繊維状平面形成物の製造方法であって、
前記繊維状平面形成物が、不織布、織物、編物、生地をベースとした支持体を備えており、該支持体の少なくとも片面に、熱可塑性ポリマーからなる接着剤コーティングが備えられており、該接着剤コーティングに、予め与えられた機能を有し且つ繊維からなる少なくとも1つの追加層が被着されており、前記追加層の単位面積当たり重量が30g/m2を超えず、前記繊維状平面形成物の固着が、前記接着剤コーティングによって行われ、
当該方法が、前記少なくとも1つの追加層を、前記追加層中を浸透する前記接着剤コーティング上に直接的に紡糸することによって設けることを含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005057221.9 | 2005-11-29 | ||
| DE102005057221A DE102005057221A1 (de) | 2005-11-29 | 2005-11-29 | Elastische Fixiereinlage |
| PCT/EP2006/009423 WO2007062712A2 (de) | 2005-11-29 | 2006-09-28 | Fixierbarer einlagestoff |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009517249A JP2009517249A (ja) | 2009-04-30 |
| JP5145239B2 true JP5145239B2 (ja) | 2013-02-13 |
Family
ID=38037823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008542617A Expired - Fee Related JP5145239B2 (ja) | 2005-11-29 | 2006-09-28 | 固着可能な芯地材料 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1954484A2 (ja) |
| JP (1) | JP5145239B2 (ja) |
| KR (1) | KR101045468B1 (ja) |
| CN (1) | CN101316701B (ja) |
| DE (1) | DE102005057221A1 (ja) |
| TW (1) | TWI334827B (ja) |
| WO (1) | WO2007062712A2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008024945B4 (de) | 2007-08-22 | 2016-02-25 | Eswegee Vliesstoff Gmbh | Verfahren zur Herstellung eines dehnbaren, elastischen Vliesstoffes |
| JP2010017309A (ja) * | 2008-07-09 | 2010-01-28 | Shimizu So Kk | 車両用シートカバー |
| DE102011112267A1 (de) * | 2011-09-02 | 2013-03-07 | Carl Freudenberg Kg | Fixiereinlage |
| DE102012002805A1 (de) * | 2012-02-15 | 2013-08-22 | Carl Freudenberg Kg | Verbund aus textilem Flächengebilde und Oberstoff |
| DE102014001776B4 (de) * | 2014-02-12 | 2016-03-24 | Carl Freudenberg Kg | Thermisch fixierbarer Einlagevliesstoff, Verfahren zu dessen Herstellung und Verwendung |
| DE102016006320A1 (de) * | 2016-05-25 | 2017-11-30 | Carl Freudenberg Kg | Fixierbare Flächengebilde |
| CN109501417A (zh) * | 2018-11-07 | 2019-03-22 | 晟合新材料科技(嘉善)有限公司 | 一种复合面料及其制备方法和应用 |
| US20250043474A1 (en) | 2021-12-21 | 2025-02-06 | Rhenoflex Gmbh | Reinforcing Material for Textiles |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2260677C3 (de) * | 1972-12-12 | 1976-03-25 | A4 Id 27-06 | Einlagestoff auf Vliesstoffbasis |
| GB8316704D0 (en) * | 1983-06-20 | 1983-07-20 | Bondina Ltd | Interlinings |
| JPS63235509A (ja) * | 1987-03-23 | 1988-09-30 | カネボウ株式会社 | 接着芯地及び繊維製品 |
| JPH062961B2 (ja) * | 1988-08-11 | 1994-01-12 | 株式会社クラレ | 不織布接着芯地 |
| JP2633012B2 (ja) * | 1989-03-16 | 1997-07-23 | 王子製紙株式会社 | 不織布及びその製造方法 |
| DE4125151C2 (de) * | 1991-07-30 | 1994-09-29 | Freudenberg Carl Fa | Vliesstoff-Laminat mit hohem spezifischem Volumen und guter Festigkeit |
| JP2797986B2 (ja) * | 1994-11-07 | 1998-09-17 | 日東紡績株式会社 | 裄綿及びその製造方法 |
| DK0740714T3 (da) * | 1994-11-23 | 2003-09-29 | Bba Nonwovens Simpsonville Inc | Strækbare sammensatte nonwoven stoffer |
| JPH08176946A (ja) * | 1994-12-20 | 1996-07-09 | Nippon Petrochem Co Ltd | 不織布芯地 |
| DE19510315A1 (de) * | 1995-03-22 | 1996-09-26 | Huels Chemische Werke Ag | Schmelzklebermasse zur Beschichtung von Einlagenstoff |
| US6150005A (en) * | 1997-04-15 | 2000-11-21 | International Paper Company | Synthetic paper |
| DE10347665A1 (de) * | 2003-10-09 | 2005-05-19 | Degussa Ag | Vernetzbare Basisschicht für Fixiereinlagen nach dem Doppelpunktverfahren |
| DE10347628A1 (de) * | 2003-10-09 | 2005-05-19 | Degussa Ag | Vernetzbare Basisschicht für Fixiereinlagen nach dem Doppelpunktverfahren |
| WO2005123377A2 (en) * | 2004-06-18 | 2005-12-29 | Textronics, Inc. | Functional elastic textile structures |
-
2005
- 2005-11-29 DE DE102005057221A patent/DE102005057221A1/de not_active Ceased
-
2006
- 2006-09-28 EP EP06805922A patent/EP1954484A2/de not_active Withdrawn
- 2006-09-28 JP JP2008542617A patent/JP5145239B2/ja not_active Expired - Fee Related
- 2006-09-28 WO PCT/EP2006/009423 patent/WO2007062712A2/de not_active Ceased
- 2006-09-28 KR KR1020087011521A patent/KR101045468B1/ko not_active Expired - Fee Related
- 2006-09-28 CN CN2006800444608A patent/CN101316701B/zh not_active Expired - Fee Related
- 2006-10-12 TW TW095137467A patent/TWI334827B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR20080056304A (ko) | 2008-06-20 |
| CN101316701A (zh) | 2008-12-03 |
| CN101316701B (zh) | 2012-06-27 |
| DE102005057221A1 (de) | 2007-05-31 |
| TW200730693A (en) | 2007-08-16 |
| WO2007062712A2 (de) | 2007-06-07 |
| JP2009517249A (ja) | 2009-04-30 |
| KR101045468B1 (ko) | 2011-06-30 |
| EP1954484A2 (de) | 2008-08-13 |
| TWI334827B (en) | 2010-12-21 |
| WO2007062712A3 (de) | 2007-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101254127B1 (ko) | 가용성 텍스타일 패브릭 | |
| JP5716251B2 (ja) | 熱接着性不織布芯地の製造方法および使用 | |
| CN100486803C (zh) | 叠层布帛 | |
| JP5028047B2 (ja) | 防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法 | |
| JP2636060B2 (ja) | 融着性芯布 | |
| CN101137499B (zh) | 层叠物及使用该层叠物的纤维制品 | |
| CN101849057B (zh) | 可热熔粘的织物 | |
| JP4056583B2 (ja) | 弾性芯地 | |
| US4696850A (en) | Iron-on interlining composite of knit layer and nonwoven layer of similar structure | |
| KR20150111350A (ko) | 탄성 복합 패브릭을 포함하는 가먼트 | |
| CN100434588C (zh) | 垫罩及其制备方法,以及垫子 | |
| JP2010248683A (ja) | 皮革様シート状物およびその製造方法 | |
| JP5145239B2 (ja) | 固着可能な芯地材料 | |
| WO2019049751A1 (ja) | 接着芯地及び積層複合材料 | |
| JP5517085B2 (ja) | 接着芯地 | |
| JP6231967B2 (ja) | 粒状綿複合シート | |
| US8652976B2 (en) | Fixable nonwoven interlining material used in the textile industry | |
| JP2012052267A (ja) | ニット生地用接着芯地 | |
| JPH108311A (ja) | 接着芯地 | |
| JP2525550Y2 (ja) | 融着芯地 | |
| JP2025136703A (ja) | 不織布およびその製造方法ならびに積層体、衣料、雑貨 | |
| JP3066334U (ja) | 複合繊維構造体 | |
| JPS62263B2 (ja) | ||
| JP2013036151A (ja) | インサイドベルト用接着不織布及び複合インサイドベルト | |
| JP2006009217A (ja) | 接着性不織布芯地及びそれを用いた布帛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101214 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110314 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120501 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |