JP5111695B2 - インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 - Google Patents
インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 Download PDFInfo
- Publication number
- JP5111695B2 JP5111695B2 JP2001105209A JP2001105209A JP5111695B2 JP 5111695 B2 JP5111695 B2 JP 5111695B2 JP 2001105209 A JP2001105209 A JP 2001105209A JP 2001105209 A JP2001105209 A JP 2001105209A JP 5111695 B2 JP5111695 B2 JP 5111695B2
- Authority
- JP
- Japan
- Prior art keywords
- epoxy resin
- resin composition
- curing
- ink
- inkjet head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Epoxy Resins (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
【発明の属する技術分野】
本発明はインクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法に関するものである。
【0002】
【従来の技術】
インクジェット記録方式は、非接触で記録材を直接記録紙上に記録することができる点、プロセスが非常にシンプルである点など、多くの特徴を有し、更に、カラー記録方式としても非常に注目されている。
これまでインクジェット記録方式として各種の方式が提案されてきたが、急速に商品化が進んでいるのは、Drop On Demand(DOD)方式である。このDOD方式は、記録信号が入力された時のみインクを吐出する方法であり、最も構成がシンプルであって、バブルジェット(登録商標)方式とピエゾアクチュエータ方式の二つの方式がある。
バブルジェット(登録商標)方式の提案は、特公昭61−59913号公報などでなされている。この方式は、熱エネルギーにより発生するバブルを利用するものであり、アクチュエータに相当するヒーターがインク流路の中に設置される。即ち、インクを直接瞬間加熱することによりヒーター表面にバブルを発生させ、このときの流路内のインク圧力上昇により滴化インクを飛翔させる方式である。
【0003】
ピエゾアクチュエータ方式の提案は、特公昭60−8953号公報等でなされている。この方式は、前記のバブルジェット(登録商標)方式の構成に対し、アクチュエータであるピエゾ素子がインク流路の外に設けられる点に特徴がある。
このピエゾ素子方式の動作概要は、加圧液室の壁面の一部が変形可能な構造を有し、該壁面の外側に設けたピエゾ素子が印加電圧によって変位することにより加圧液室内のインクに圧力を与え、ノズルを通して該インクを噴射するものである。この時の圧力上昇は、パルス的な上昇によって行なわれ、インク噴射後は、ピエゾ素子の変位を元の位置に戻すことで、インクタンク側から前記加圧室内にインクが補給される。
この方式の特徴は、ピエゾ素子が直接インクに接しないため、該ピエゾ素子の部材選定に対インク適性の制約を受けず、また、ピエゾ素子の効率的な設計を実施することにより、該ピエゾ素子の発熱を抑えることができ、使用するインクについても耐熱性の制約が無い等の利点を有することである。
【0004】
また、半導体の微細加工技術を用いて形成された微小構造のアクチュエータとしては、その駆動源として静電気力を利用したものが知られている。
例えば静電気力を利用してインク液滴の吐出を行う静電方式インクジェットヘッドが特開平5−50601号公報、同6−71882号公報に開示されている。
この方式のインクジェットヘッドは、ノズルに連通しているインク流路の底面が弾性変形可能な振動板として形成され、前記振動板には、一定の間隔で基板が対向配置され、これら振動板及び基板にそれぞれ対向電極が配置された構成となっている。対向電極の間に電圧を印加すると、それらの間に発生する静電気力によって、振動板は基板の側に静電吸引されて振動し、この振動により発生するインク流路の内圧変動によって、ノズルからインク液滴が吐出される。
【0005】
このようなインクジェット記録方式を用いるインクジェットヘッドにおいて、前記バブルジェット(登録商標)方式、ピエゾアクチュエータ方式、静電方式を問わず、インクの通る流路部や液室部は、常に弱アルカリ性であるインクに浸漬された状態になるため、これらを構成する材料同士、材料自体の部材間及び該材料と基板との接合における信頼性が極めて重要である。
従って、このような流路部と液室部を接着する材料には、まず耐インク性が要求され、更に接着強度、作業性なども要求される。
これまで、これらの部材を接着する方法としては、各々のインクジェットヘッドに対応した方法が種々検討されてきており、例えば、ドライフィルムや感光性接着剤などの熱可塑性樹脂によって熱圧着したり(特開平7−314675号公報等)、溶媒希釈型接着剤を塗布後、溶媒を揮発させて高粘度接着剤とすることにより接着したり(特開平7−314697号公報等)、主剤と硬化剤からなる2液性接着剤を別々に部材(被着体)に塗布し、張り合わせ硬化後、溶剤洗浄したり(特開平10−235875号公報)、エポキシ樹脂接着剤を使用したり(特開平7−285223号公報、特開平7−314671号公報、特開平8−169108号公報、特開平8−336975号公報等)、紫外光を含む光により硬化する接着剤を使用する(特開平6−143568号公報、特開平5−155017号公報、特開平10−217489号公報等)など、種々の接着工法が検討されてきた。
【0006】
しかし、実際のところ、様々な要求仕様には対応できていないのが現状である。
例えば、これまで、前記流路部や液室部に使用する材料には、金属や樹脂プレート、Si基板、感光性樹脂などが使用されてきたが、これらの材料の中で、感光性樹脂は、フォトリソグラフィープロセスにより、所望の形状のインク流路を容易に得ることができるため、前記流路部や液室部の材料として広く使用されている。このような感光性樹脂としては、印刷板、プリント配線等におけるパターン形成用として用いられてきたもの、或いはガラス、金属、セラミックス等に対する光硬化型の塗料や接着剤として知られているものがあるが、作業能率などの面からドライフィルムタイプの感光性樹脂フィルム(DFR)が主に利用されてきた。しかしながら、このようなDFRの主成分がアクリル樹脂であるために、長期に亘りインクに浸漬すると、耐インク性、特に耐アルカリ性や基板への密着性が低下するという問題が生じている。というのは、染料の溶解度を向上させるためにインク自身が弱アルカリ性になっており、これにより架橋度の比較的低いアクリル樹脂が膨潤したり、残留未反応成分が溶解したりすることに起因している。
【0007】
また、溶媒揮発型高粘度接着においては、元々粘度の高い接着剤組成であり、溶媒を揮発させた後に均一に塗布膜を形成するのは困難であってムラになる可能性が高く、接着が不均一になるという問題や揮発の際に塗膜中にボイドを発生するという問題を抱えている。
また、2液型接着剤を用いて主剤と硬化剤をそれぞれの被着体面に塗布する場合は、ポットライフは長いが作業性が悪いという問題がある。
また、UV(紫外線)硬化型接着剤においては、UV光が照射されない部分で硬化不十分の部分が出来易く、そのままでは接着剤として使用できず、熱硬化性接着剤との併用により改善を試みているが、未反応モノマーが多量に硬化物中に残ってしまう可能性があり、耐インク性にも問題があり、接着強度が低下する可能性もある。
また、接着性を高めるために弾性シリコーン接着剤を使用している例もあるが、この種の接着剤はアルカリや溶媒に弱く、膨潤してしまうという欠点がある。
【0008】
【発明が解決しようとする課題】
本発明は、インクジェットヘッドのインク流路部と液室部の構成部材を接着する接着剤として用いられ、耐インク性、特に耐アルカリ性を有し、長期浸漬後の部材間の密着性を改善でき、剥離強度が高く、作業性良好なインクジェットヘッド製造用エポキシ樹脂組成物、及びそのエポキシ樹脂組成物を使用したインクジェットヘッド製造方法の提供を目的とする。
【0009】
【課題を解決するための手段】
本発明者らは、上記課題を解決するために鋭意検討した結果、固形エポキシ樹脂、液状エポキシ樹脂、及び液状硬化剤を含有させ、無溶媒とすることにより、均一接着させ、硬化性を高め、耐インク性を向上させ、部材間の密着性を高め、特に剥離強度を向上させる作業性良好なインクジェットヘッド製造用エポキシ樹脂組成物を見出し、本発明に至った。
即ち、上記課題は、次の1)〜5)の発明によって解決される。
1) 固形エポキシ樹脂としてビスフェノール型エポキシ樹脂を含有し、液状エポキシ樹脂としてビスフェノール型エポキシ樹脂を含有し、前記固形エポキシ樹脂が常温で半固形或いは固形で、そのエポキシ当量が230以上であり、硬化剤が液状硬化剤であり、かつ無溶媒であることを特徴とするインクジェットヘッド製造用エポキシ樹脂組成物。
2) 更に反応性希釈剤を含有することを特徴とする1)に記載のインクジェットヘッド製造用エポキシ樹脂組成物。
3) 更に硬化促進剤を含有することを特徴とする1)又は2)に記載のインクジェットヘッド製造用エポキシ樹脂組成物。
4) 更に充填剤として無機充填剤及び/又は高分子粒子を含有することを特徴とする1)〜3)の何れかに記載のインクジェットヘッド製造用エポキシ樹脂組成物。
5) 1)〜4)の何れかに記載のエポキシ樹脂組成物を使用し、Ni−鉄系合金使用ノズルプレートとヘッド本体とを接着することを特徴とするインクジェットヘッドの製造方法。
【0010】
以下、上記本発明について詳しく説明する。
エポキシ樹脂は、他の接着剤用主剤に比べて硬化収縮率が小さく、微細接着に有効である。
本発明で用いる固形のビスフェノール型エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂等が挙げられるが、特にこれらに限定されるわけではない。これらは単独で用いても混合して用いても良い。
本発明で用いる液状のビスフェノール型エポキシ樹脂としては、常温で液状のものであれば良く、例えば、ビスフェノールA型エポキシ樹脂、アルキル置換ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、アルキル置換ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂等が挙げられるが、特にこれらに限定されるわけではない。これらは単独で用いても混合して用いても良い。
固形エポキシ樹脂と液状エポキシ樹脂の混合は、例えば、加熱した液状エポキシ樹脂中に粉砕した固形エポキシ樹脂を投入し、溶解した後、放冷すればよく、場合によっては、放冷過程で反応性希釈剤などを混合してもよい。
固形エポキシ樹脂と液状エポキシ樹脂の混合比は特に限定されない。
【0011】
液状エポキシ樹脂を使用することにより溶媒が不要となるので、塗膜中にボイドが発生せず、また低粘度となるので均一接着に有効である。
特に、固形エポキシ樹脂として常温で半固形又は固形であってエポキシ当量が230以上のものを用いると、架橋点間が長くなるので硬化物に可撓性が付与され接着強度も高くなる。エポキシ当量が230未満の半固形又は固形エポキシ樹脂を用いた場合には、硬化物が脆くなり、接着強度が低下する。
また、固形エポキシ樹脂及び液状エポキシ樹脂として、共にビスフェノール系エポキシ樹脂を用いると、混合性/相溶性が良い上に反応性も高いので硬化性が良く、硬化物の耐インク性が向上し接着強度も良好となる。
特にビスフェノールA型エポキシ樹脂やビスフェノールF型エポキシ樹脂は、硬化性や耐インク性が良く、接着強度も良好である。
【0012】
本発明で用いることができる可撓性エポキシ樹脂としては、液状エポキシ樹脂として、ウレタン変性エポキシ樹脂、ポリスルフィド変性エポキシ樹脂、ゴム変性エポキシ樹脂(例えばCTBN=末端にカルボキシル基を持つブタジエン−アクリロニトリル共重合液状ゴム、ATBN=末端にアミノ基を持つ同様のゴム、等による変性)、ポリアルキレングリコール型エポキシ樹脂、エーテルエラストマー添加ビスフェノールA型エポキシ樹脂、液状ウレタン樹脂添加ビスフェノールA型エポキシ樹脂等が挙げられ、また、固形エポキシ樹脂としてはダイマー酸変性エポキシ樹脂が挙げられるが、これらに限定されるものではない。これらは単独で用いても混合して用いても良い。
組成物中に、これら可撓性エポキシ樹脂を混合すると、硬化物に可撓性が付与されるので接着強度が高くなる。
また、ポリスルフィド変性エポキシ樹脂やポリアルキレングリコール型エポキシ樹脂は、ビスフェノール型エポキシ樹脂に比べて硬化性がやや劣るものの、ポットライフを長くすることが出来るので作業性が向上する。
また、可撓性エポキシ樹脂の中でも特にエーテルエラストマー又は液状ウレタン樹脂を添加したビスフェノールA型エポキシ樹脂は、非常に剥離強度が大きく、かつ硬化性が高く、耐インク性も良好であるからインクジェットヘッド製造用エポキシ樹脂組成物の材料として好適である。
【0013】
本発明で用いる硬化剤は、液状硬化剤であれば良く、例えば、芳香族アミン系硬化剤、脂肪族アミン系硬化剤、脂環族アミン系硬化剤、エポキシ変性アダクトアミン系硬化剤、ポリオキシアルキレンアミン系硬化剤、複素環式アミン系硬化剤、3官能チオール系硬化剤、イミダゾール系硬化剤などが挙げられるが、これらに限定されるものではない。これらは単独で用いても混合して用いても良い。
本発明の硬化物に可撓性を付与する液状硬化剤としては、ポリアミドアミン系硬化剤、ポリオキシアルキレンアミン系硬化剤、複素環式アミン系硬化剤、3官能チオール系硬化剤(THEIC−BMPA等)、脂肪族アミン(例えばメチルペンタンジアミン)などが挙げられるが、硬化物に可撓性を付与することが出来、硬化物の架橋密度を低下させることが出来るものであれば、これらに限定されるものではない。これらは単独で用いても混合して用いても良く、他のアミン系硬化剤、例えば芳香族アミン、脂環族アミンなどと混合して用いても良い。
可撓性を付与する液状硬化剤を使用した場合、エポキシ樹脂としては上記の何れでも良いが、好ましくはビスフェノール型エポキシ樹脂(固形及び液状)又は可撓性エポキシ樹脂を用いると更に接着強度が向上する。
特に、エーテルエラストマー添加ビスフェノールA型エポキシ樹脂、液状ウレタン樹脂添加ビスフェノールA型エポキシ樹脂と組み合わせると、接着強度や耐インク性が良好となる。
【0014】
硬化剤により可撓性を付与すると、柔かくて架橋密度の低い硬化物が得られるので、接着強度が良好となる。
可撓性を付与する液状硬化剤として、例えば、ポリアミドアミン系硬化剤(富士化成:トーマイド、ヘンケルジャパン:バーサミド等)、ポリオキシアルキレンアミン系硬化剤(HUNTSMAN:ジェファーミン等)、又は複素環式アミン系硬化剤(油化シェルエポキシ:エポメート等)を用いると、特に硬化性が良好となり、剥離強度が向上し、耐インク性も良好となる。
また、ポリオキシアルキレンアミン系のポリオキシプロピレンジアミン及びポリオキシプロピレントリアミンはメチル基を有し、立体障害により反応性を抑制するのでポットライフを長くすることが出来、混合や塗布の際の作業性を改善することが出来る。
なお、上記の硬化剤により硬化性を向上させるには、使用する樹脂のエポキシ当量よりも過剰に添加することが好ましく、逆に可撓性を付与するには、エポキシ樹脂を硬化剤当量よりも過剰に配合すれば良い。
【0015】
本発明で用いる反応性希釈剤としては、低粘度なエポキシ反応性希釈剤であれば使用することができ、例えば、n−ブチルグリシジルエーテル、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテル、o−グリシジルグリシジルエーテル、スチレンオキサイド、フェニルグリシジルエーテル、p−sec−ブチルフェニルグリシジルエーテル、、グリシジルメタクリレート、ジグリシジルエーテル、ブタンジオールジグリシジルエーテル、ジグリシジルアニリン、トリメチロールプロパントリグリシジルエーテル、グリセリントリグリシジルエーテル、ネオペンチルグリコールグリシジルエーテル、シクロヘキサンジメタノールジグリシジルエーテル、アルキレンジグリシジルエーテル、ポリグリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテルなどが挙げられるがこれらに限定されるものではない。
特に反応性基が2官能以上であることが好ましく、例えば、ジグリシジルエーテル、ブタンジオールジグリシジルエーテル、ジグリシジルアニリン、ネオペンチルグリコールグリシジルエーテル、シクロヘキサンジメタノールジグリシジルエーテル、アルキレンジグリシジルエーテル、ポリグリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、グリセリントリグリシジルエーテルなどが挙げられる。
上記反応性希釈剤は単独で用いても混合して用いても良い。
【0016】
特に希釈剤ろして、低粘度の脂環式エポキシ樹脂、リモネンジオキサイド、4−ビニルシクロヘキセンモノオキサイド等を用いると硬化性を向上させることが出来る。
また、反応性希釈剤を添加することにより、エポキシ樹脂組成物の粘度調整が容易にでき、種々の塗布工程への対応が可能となる。
特に本発明のように固形エポキシ樹脂を混合する場合は粘度調整が必要なため有効である。
また、2官能以上であれば、硬化反応により硬化物の架橋密度を向上させ、耐インク性を向上させることが出来るので、より好ましい。
また、理由は不明であるが、これら反応性希釈剤を添加した場合、ポットライフが長くなる傾向にあり、作業性を向上させることが出来る。
反応性希釈剤の添加量は、固形エポキシ樹脂と液状エポキシ樹脂の混合物100重量部に対して100重量部以下が好ましい。この量が100重量部を超えると、希釈効果はあるものの、ベースとなるエポキシ樹脂組成物の硬化物そのものの特性が変化し、接着強度や耐インク性が低下する。
【0017】
また、本発明で用いる硬化促進剤としては、液状であることが望ましく、例えばイミダゾール化合物や3級アミン系化合物、アルコール類、フェノール類などが挙げられるが、特にこれらに限定されるものではない。
イミダゾール化合物及び3級アミン化合物の具体例としては、2−エチル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、2−シアノエチル−2−エチル−4−メチルイミダゾール、N,N′−ジメチルピペラジン、ベンジルジメチルアミン、2−(ジメチルアミノメチル)フェノール、2,4,6−トリス(ジメチルアミノメチル)フェノールなどが挙げれられる。
アルコール類、フェノール類の具体例としては、ベンジルアルコール、フルフリルアルコール、ノニルフェノールなどが挙げられる。
特に耐インク性を考慮した場合、硬化促進剤自体も反応して硬化物の構成員となる3級アミン系化合物が好ましい。
硬化促進剤を用いると、硬化性が向上し、接着強度が良好となるので好ましく、特に本発明のように固形エポキシ樹脂と液状エポキシ樹脂を混合する場合は、反応性が液状エポキシ樹脂単独の場合よりもやや劣るため、硬化促進剤の添加は効果的である。
また、硬化促進剤の使用は硬化温度低下をもたらし、低温硬化による歪みを抑えることも出来るので、インクジェットヘッド作製工程の簡素化(セル作製時における省エネ)やコストダウンにも寄与する。
硬化促進剤の添加量は、エポキシ樹脂100重量部に対して10重量部以下が好ましい。10重量部を超えると、硬化性はよいものの、3級アミン系化合物の場合は硬化物の架橋密度が高くなり過ぎ、硬い硬化物を与えるため、接着強度の低下を招く。
【0018】
本発明で用いる無機充填剤としては、炭酸カルシウム、炭酸マグネシウム等の炭酸塩;硫酸バリウム、硫酸マグネシウム等の硫酸塩;ケイ酸アルミニウム、ケイ酸ジルコニウム等のケイ酸塩;酸化鉄、酸化チタン、酸化アルミニウム、酸化亜鉛等の酸化物;カオリン、タルク、アスベスト粉、石英粉、雲母、ガラス繊維等が挙げられるが、これらに限定されるものではない。
これらの中で、種々の点から酸化チタンやシリカを一種又は二種以上併用することが好ましい。
また、これら無機充填剤の粒径は小さい方が好ましく、特に1μ以下、1次粒子が30nm以下程度のものであることが好ましい。粒径が1μ以上であると、微細塗布接着が困難となり、更に硬化接着時における染み出しの防止効果が少なくなる。
無機充填剤を混合すると、エポキシ樹脂組成物の粘度調整が容易に出来るので、種々の塗布粘度に対応できると共に、硬化物の耐インク性を向上させることが可能となる。
これら充填剤の添加量は、エポキシ樹脂組成物や充填剤の種類により大きく変化するが、硬化物の耐インク性などの面からもエポキシ樹脂100重量部に対して100重量部以内とすることが望ましい。100重量部を超えると、粘度上昇によりエポキシ樹脂組成物の塗布性が損なわれるし、接着性が劣化する傾向にあるので好ましくない。
充填剤の混合に際しては、均一分散するために三本ロール等で混練し、微細化して使用することが望ましい。
【0019】
無機充填剤を使用する際に、シランカップリング剤やチタンカップリング剤などを使用することが望ましい。
シランカップリング剤の具体例としては、例えば、γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、γ−ユレイドプロピルトリエトキシシラン等のアミノシランカップリング剤;γ−グリシドキシプロピルトリメトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシジルオキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン等のエポキシシランカップリング剤;ビニルトリクロロシラン、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリス(β−メトキシエトキシ)シラン等のビニルシランカップリング剤;γ−メルカプトプロピルトリメトキシシラン等のメルカプトシランカップリング剤;γ−メタクリロイルオキシプロピルトリメトキシシラン等のアクリルシランカップリング剤;メチルトリメトキシシラン、メチルトリエトキシシラン、γ−クロロプロピルトリメトキシシラン、トリフルオロメチルトリメトキシシラン等の一般式 RSi(OR′)3〔式中、Rはハロゲン原子が置換していてもよい炭素数1〜4程度の直鎖又は分岐鎖状のアルキル基を示し、R′は炭素数1〜4程度の直鎖又は分岐鎖状のアルキル基を示す。〕で表されるアルキルトリアルコキシシラン等を挙げることができる。
【0020】
チタンカップリング剤の具体例としては、例えば、イソプロピルトリイソステアロイルチタネート、イソプロピルトリス−イソデシルベンゼンスルホニルチタネート、イソプロピルトリス−n−デシルベンゼンスルホニルチタネート、イソプロピルトリス(ジオクチルピロホスフェート)チタネート、テトライソプロピル−ビス(ジオクチルホスファイト)チタネート、テトラオクチル−ビス(ジトリデシルホスファイト)チタネート、テトラ(2,2−ジアリルオキシメチル−1−ブチル)−ビス(ジ−トリデシルホスファイト)チタネート、ビス(ジオクチルピロホスフェート)オキシアセテートチタネート、ビス(ジオクチルピロホスフェート)エチレンチタネート、イソプロピルトリオクタノイルチタネート、イソプロピルジメタクリルイソステアロイルチタネート、イソプロピルイソステアロイルジアクリルチタネート、イソプロピルトリ(ジオクチルホスフェート)チタネート、イソプロピルトリクミルフェニルチタネート、イソプロピルトリ(N−アミノエチル−アミノエチル)チタネート、ジクミルフェニルオキシアセテートチタネート、ジイソステアロイルエチレンチタネート等を挙げることができるが、特にこれらに限定されるものではない。
これらのカップリング剤の添加量は、本発明のエポキシ樹脂組成物の種類により大きく変化するが、無機充填剤を添加したエポキシ樹脂組成物の合計を100重量部とした場合に、5重量部以下とするのが好ましく、5重量部を超えると樹脂の凝集力が低下し、結果として接着力や信頼性が低下する。
【0021】
また、本発明で用いる高分子粒子としては、例えば、ポリエチレン粒子、ポリプロピレン粒子、架橋ポリメチルメタクリレート粒子、架橋ポリスチレン粒子、メラミン樹脂粒子、ベンゾグアナミン樹脂粒子、メラミン−グアナミン樹脂粒子、ポリウレタン粒子、フェノール樹脂粒子、エポキシ樹脂粒子等などが挙げられるが、これらに限定されるものではない。
高分子粒子を用いることにより、硬化接着時の染み出しを防止したり硬化物に可撓性を与えることができるので接着強度が向上する。
特に、架橋ポリアクリレート系粒子は、エポキシ樹脂の硬化の際に流動性の増したエポキシ樹脂をゲル化して染み出し防止に寄与するだけでなく、硬化物に柔軟性を付与することもでき、接着強度を増加させる効果もある。エポキシ樹脂組成物の粘度もその混合量により任意に調整可能であり、塗布工程などの作業性を良好にすることが出来る。また、理由は不明であるが、架橋ポリアクリレート系粒子を添加するとエポキシ樹脂の硬化を促進する効果もあり、混合しない場合に比べて、より低温での硬化接着が可能となる。
これらの高分子粒子の粒径は小さい方が好ましく、特に1μm以下が好ましい。粒径が1μmを超えると、微細塗布接着が困難になると共に、硬化接着時における染み出し防止効果が少なくなり、接着強度も低下する。
【0022】
高分子粒子の混合量は、染み出し防止などの点からエポキシ樹脂100重量部に対して40重量部以下が好ましい。40重量部を超えると粘度上昇によりエポキシ樹脂組成物の塗布性が損なわれる上に、耐インク性が劣化する傾向にある。
また、前記無機充填剤と高分子粒子を併用することによって、特に染み出しに効果があり、更に剥離性が向上する。
固形エポキシ樹脂と液状エポキシ樹脂を混合して用いた場合、硬化反応がマイルドになり易く、加熱による染み出しが起り易くなるが、無機フィラー及び高分子粒子を混合するこにより染み出しを防止することが出来、かつ固形分が多くなるので耐インク性が更に向上する。
本発明のエポキシ樹脂組成物は、バブルジェット(登録商標)方式,ピエゾアクチュエータ方式、静電方式の何れの方式に対しても使用可能であり、インクジェットヘッド製造における各部材の接着に使用できる。特にインクに接する部材の接着において効果を発揮する。
【0023】
次に、本発明のエポキシ樹脂組成物を用いるインクジェットヘッド製造法について説明する。
ここでは、エポキシ樹脂組成物を用いる静電方式のインクジェットヘッド製造法を説明するが、この方式に限定されるものではない。
まずSi基板を用意し、その上に電極部及びギャップ部を形成する。
次に別のSi基板を用意し、これと前記電極部及びギャップ部を形成したSi基板とを直接接合により接合した後、100nmの厚さになるまで研磨するが、その際、Si/Si直接接合以外に、本発明によるエポキシ樹脂組成物を使用して硬化接着する場合もある。
次に電極基板及びSi基板にエッチングマスクとなる窒化膜をデポジション(付着)させ、裏面流路部と液室部をウェットエッチングにより形成する。
次にダイシングによりウエハ(Wafer)から各チップに切断する。
次いで、ドライエッチングにより電極取り出し部を作成(開口)する。
次いで、露出した個別電極とFPCケーブルを異方性導電膜によって電気的に接続する。ケーブルにはドライバICがワイヤーボンドによって搭載されている。
次にノズルプレートとアクチュエータを接着するために、シリコン液室の上面にエポキシ樹脂組成物を塗布する。また、振動板のギャップ(振動室の入り口)を封止するために、エポキシ樹脂組成物を塗布する。
次いで、Ni電鋳により形成されたノズルプレートと、エポキシ樹脂組成物が塗布された静電アクチュエータを位置合わせし、加圧を行い加熱硬化させ、静電方式インクジェットヘッドを作製する。
【0024】
上記のような製造方法で静電方式インクジェットヘッドを製造するが、その際の接着方法について、更に詳しく説明する。
まず、エポキシ樹脂組成物の硬化接着温度については、エポキシ樹脂組成物が硬化する温度であれば良く、硬化物の耐インク性、接着強度が良好であるような硬化条件を満たしていれば良い。硬化条件としては、常温〜130℃で30分〜7日間であり、好ましくは室温〜120℃で60分〜2日間の範囲である。
なお、硬化条件はステップキュアを行っても良い。例えば、60℃で圧着仮硬化し、120℃で本硬化するなどの多段階硬化接着も行うことも可能である。
また、特に異種部材接着の場合、例えばノズルプレートがNi電鋳により形成されたものの場合、Si基板との加熱接着の際に各部材の線膨張係数が異なるため硬化温度を高くすると反りが発生してしまい、内部応力によりアクチュエータを破壊してしまう可能性があるので、硬化接着温度は低い方が好ましく、特に常温硬化接着が好ましい。
なお、硬化時間は硬化温度とエポキシ樹脂組成物の種類により変化するため、それぞれの硬化条件に従って決定される。
【0025】
ポットライフは、作業性やコストの点から、主剤と硬化剤を混合した後、1時間以上であることが好ましい。また、混合後、素早く凍結し硬化反応を止めて保存すれば、更にポットライフを伸ばすこともできる。
1次硬化でも十分であるが、常温硬化や低温硬化(1次硬化)後に、アフターキュアすることで、硬化性、架橋密度が向上し、耐インク性や接着性を向上させることができる。アフターキュア温度は通常のエポキシ樹脂組成物の硬化温度域であれば良い。
なお、1次硬化接着を常温又は低温で行っているため、線膨張係数の異なる異種部材接着であってアフターキュア温度が高温の場合でも、反りの発生が抑制されるので問題はない。
アフターキュア時間は硬化温度とエポキシ樹脂組成物の種類により変化するが、その組成物の標準硬化温度及び時間であることが好ましい。
このようなアフターキュアをすることで、水分や被着有機物をエージングし、インク注入前の前処理になるという効果もある。
硬化接着の際の各部材の接着圧は、エポキシ樹脂組成物の粘度によって変動はあるが、0.5〜10kgf/cm2であることが好ましい。0.5kgf/cm2より小さい圧力で加圧接着すると、接着層厚を制御することが困難となり、接着ムラを引き起こし、接着強度の低下につながる。また、10kgf/cm2を超えると、エポキシ樹脂組成物が加熱硬化接着の際に流動し、接着面より流れ出てしまい、各部材間にエポキシ樹脂組成物が殆ど残らないため接着強度が低下し、インク流路に接している部位ではインクの滲み出しが起こる可能性もあり好ましくない。
【0026】
次に、これらエポキシ樹脂組成物の塗布方法について述べると、各部位又は部材によって異なるが、一般に使用される均一塗布方法であれば良く、例えばスクリーン印刷法、スピンコート法、転写法などが挙げられるが、これらに限定されるものではない。
更にエポキシ樹脂組成物塗布膜の厚みは、各部材の接着及びインクジェットヘッドの性能に影響を及ぼさない範囲であれば良く、例えば静電方式インクジェットヘッドのノズルプレートと液室の接着の場合には、エポキシ樹脂組成物の染み出しが噴射特性に影響を与えるため、塗布膜厚を1μm前後にする必要がある。
しかし、液室上面に塗布する場合は、転写法により塗布膜厚をコントロールする必要があるので、ドクターブレードでローラー上にエポキシ樹脂組成物を薄膜状に塗布し、転写パッドによりローラーからエポキシ樹脂組成物を転写し、更に転写パッドから液室上面にエポキシ樹脂組成物を転写する方法を採用する。
また、ノズルプレートがNi電鋳やSUSで形成されたものである場合、加熱硬化接着すると、線膨張係数の違いにより反りを発生し、内部応力によりアクチュエータを破壊してしまう可能性がある。
例えば、ノズルプレートの線膨張係数を同等とした部材を使用すれば、反りの発生を押さえ、更に硬化温度をフレキシブルにすることが出来、つまり硬化温度を上昇させることが可能となり、更に耐インク性や接着強度を向上させることも可能となる。具体例としてはNi−鉄合金を使用すればよく、特にSi基板と線膨張係数を同等にするNi含有率は30〜50%であり、特に好ましくは32〜40%である。この範囲以外では線膨張係数がNi単独の場合と同等であり、Ni−鉄合金を使用する意味がない。
硬化剤としては、2液型だけでなく、潜在性硬化剤を選択することも可能で、ポットライフの向上、作業性向上、コストダウン等に寄与することができる。
【0027】
【実施例】
以下、実施例、比較例、及び製造例により本発明を具体的に説明するが、本発明はこれらの実施例及び製造例により限定されるものではない。また、実施例、比較例及び下記「(iii)耐インク性」の項のインク組成物中、「部」とあるのは「重量部」である。
なお、得られたインクジェットヘッド製造用エポキシ樹脂組成物は以下のような試験により評価した。
≪エポキシ樹脂組成物評価方法≫
(i)接着性:剥離強度試験、引っ張り強度試験
・剥離強度試験: 厚さ50μmのNi/Siウエハをエポキシ樹脂組成物により接着し、20mm/minの速度で剥離強度を測定した。
評価基準は次のとおりである。
○:200gf/cm2以上
△:100−200gf/cm2
×:100gf/cm2以下
・引っ張り強度試験: Ni/Siウエハを接着(接着面積:1cm2)後、SUSブロック(10mm*10mm*30mm)に接合し、50mm/minの速度で引っ張り強度を測定した。
評価基準は次のとおりである。
○:50kgf/cm2以上
△:10−50kgfcm2
×:10kgf/cm2
(ii)接着信頼性:剥離強度試験、引っ張り強度試験
硬化接着後、サンプルの耐インク試験(インク浸漬、50℃40時間超音波)を行い、次いで剥離強度試験及び引っ張り強度試験を行った。
評価基準は、剥離強度試験100gf/cm2以上、且つ、引っ張り強度試験10kgf/cm2以上のものを○とし、それ以外のものを×とした。
(iii)耐インク性
エポキシ樹脂組成物の硬化物を、以下の各インクに浸漬し(50℃、40時間、超音波)、膨潤率を測定した。
評価基準は次のとおりである。
○:膨潤率5%以下
×:膨潤率が5%を超えるもの
〈ブラックインクの組成〉
・C.I.Direct Black 168(ゼネカ染料) 4%
・ジエチレングリコール 15%
・グリセリン 5%
・ECTD−3NEX(日光ケミカルズ) 1%
・プロキセルXL(I.C.I製) 0.4%
・イオン交換水 74.6%
〈イエローインクの組成〉
・Pro−jet Fast Yellow 2(ゼネカ染料) 1.5%
・C.I.Direct Yellow 142(ダイワ化成染料)0.5%
・ジエチレングリコール 15%
・グリセリン 5%
・ECTD−3NEX(日光ケミカルズ) 1%
・サンアイバックAP(三愛石油社製) 0.4%
・イオン交換水 76.6%
上記組成で処方した各インク組成物を、室温中で撹拌溶解し、水酸化リチウムによりpHを10.5に調整した後、0.22μmのテフロン(登録商標)フィルタ−で濾過し、更に30分程度の脱気を行ったインクを使用した。
(iv)塗布性:連続塗布が可能で、塗布膜が均一であるものを○とし、そうでないものを×とした。
(v)染み出し:硬化接着後、染み出しのないものを○とし、染み出しのあるものを×とした。
(vi)硬化温度:130℃以下のものを○とし、130℃を超えたものを×とした。
(vii)ポットライフ:エポキシ樹脂組成物を調整(エポキシ樹脂と硬化剤を混合)後、室温で1時間以上のポットライフがあるものを○とし、1時間未満のものを×とした。
【0028】
≪インクジェットヘッド製造例≫
ここでは、エポキシ樹脂組成物を用いる静電方式のインクジェットヘッド製造方法について説明するが、この方式に限定されるものではない。
図1および図2は静電方式インクジェットヘッドの製造工程を示す平面図である。
まず、図1(a)に示すように、P型(100)Si基板201を用意し、その上に電極部202及びギャップ部203を形成する。
次に、図1(b)に示すように、ボロンを注入した(110)Si基板204を用意し、前記電極部及びギャップ部を形成したP型(100)Si基板とボロンを注入した(110)Si基板204を直接接合により接合し、100nmの厚さになるまで研磨を行う。
次に、電極基板201及びSi基板にエッチングマスクとなる窒化膜をデポジション(付着)させ、図1(c)に示すように裏面流路部205、液室部206をウェットエッチングにより形成する。
次に、ダイシングによりウエハ(Wafer)から各チップに切断する。
次に、図2(a)に示すように電極取り出し部209をドライエッチングにより形成(開口)する。
次に、図2(b)に示すように、露出した個別電極210とFPCケーブルを異方性導電膜によって電気的に接続する。ケーブルにはドライバICがワイヤーボンドによって搭載されている。
次に、ノズルプレートとアクチュエータを接合する為に、シリコン液室の上面にエポキシ樹脂組成物を塗布する。また、振動板のギャップ(振動室の入り口)を封止する為に、エポキシ樹脂組成物を塗布する。
最後に、図2(c)に示すように、Ni電鋳により形成されたノズルプレート212と、エポキシ樹脂組成物が塗布された静電アクチュエータを位置合わせし加圧を行い加熱硬化させる。
【0029】
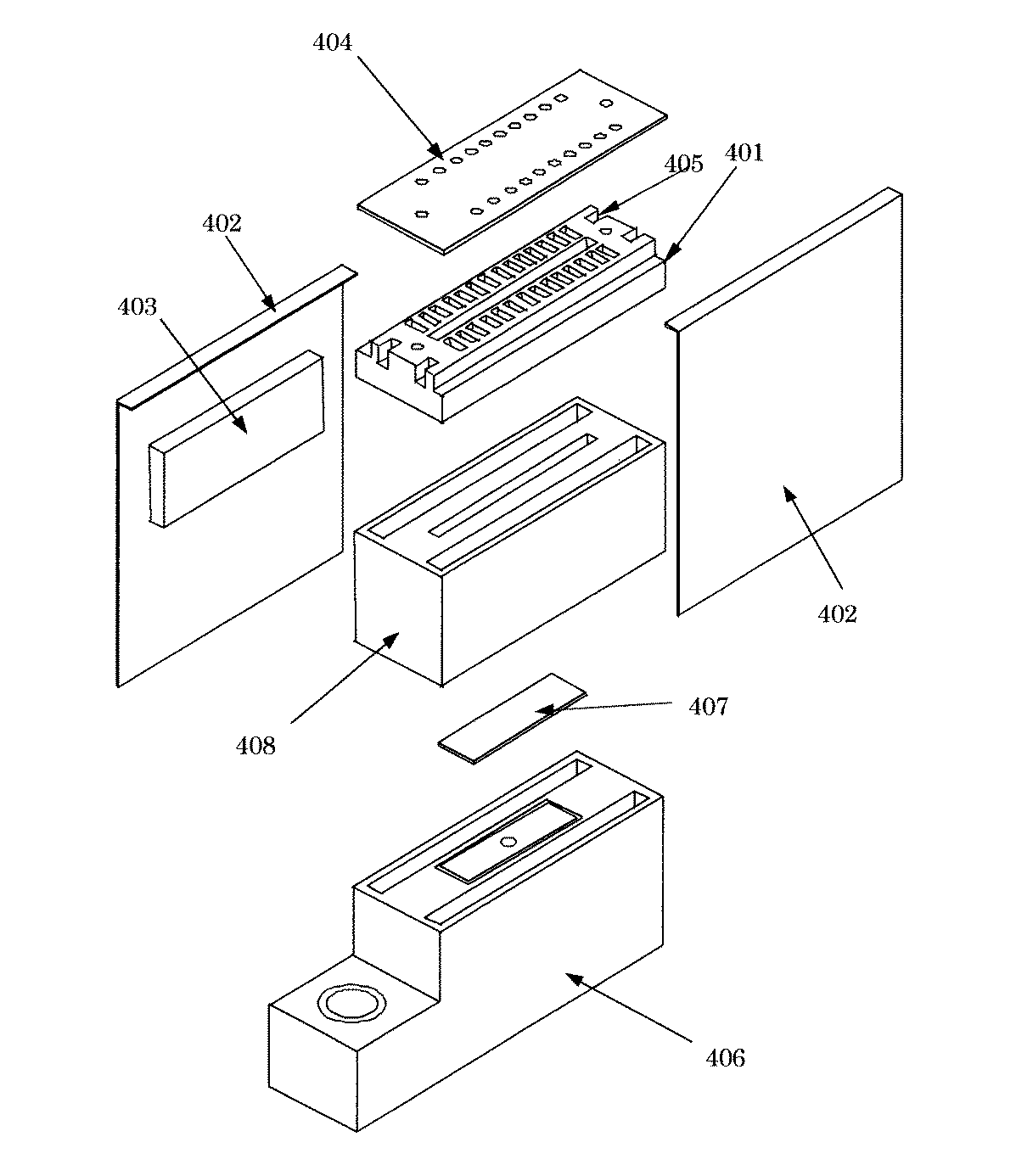
図3はアクチュエータ部の製造工程を示す断面図である。また、図4は静電方式インクジェットヘッドの斜視図を示している。
図3(a)に示すように、P型(100)Si基板301(厚さ625nm)を用意し、2nmの厚さの酸化膜302をウェット酸化により形成した。
酸化条件は1050℃、18.5時間である。
次に、図3(b)に示すように、グラデーションマスクを用いてレジストのパターンニングを行い、ドライエッチング及びウェットエッチングにより酸化膜のパターンニングを行った。グラデーションマスクを用いて電極形状を形成することにより非平行のギャップを形成することができ、低電圧化に有利な電極形状とすることが可能となる。
次に図3(c)に示すように、電極となるTiN303を200nmの厚さにスパッタ法で形成した。
次に、TiNを個別電極用とするためにエッチングにより分離し、次いで電極保護膜としてシリコン酸化膜304を150nmの厚さに形成した。
次に、電極部以外の前記シリコン酸化膜及びTiNを各々ドライエッチング、ウェットエッチングにより除去した。
次に、図3(d)に示すようにボロンを注入した厚さ400nmの(110)Si基板305を900〜1000℃で直接接合により接合し、次いで100nmの厚さになるまで研磨した。
次に電極基板301及びSi基板305に窒化膜を積層後、パターンニングをして図3(e)に示すように、ウェットエッチングにより電極基板301に裏面流路306を形成した。
次に、図3(f)に示すように液室部307をウェットエッチングにより形成した。
次に、ボロン注入Si及びシリコン酸化膜をエッチングして裏面流路の開口を行った。
続いて、メタルマスクを介してアルミをデポジション(付着)させることにより液室の共通電極部を形成した。ここでダイシングによりチップ単位に切断し、次いで、図3(g)に示すように、極取り出し部308をドライエッチングにより形成(開口)した。
更に電極取り出し領域のTiN上のシリコン酸化膜をドライエッチングにより除去した。
以上のようにして静電方式インクジェットヘッドのアクチュエータ部の作製を行った。
【0030】
次に上記のようにして作製した静電アクチュエータ401とFPCケーブル402を異方性導電膜によって電気的に接続した。FPCケーブルにはドライバIC403がワイヤーボンドによって搭載されている。
そして、ノズルプレート404とアクチュエータを接着する為に、シリコン液室の上面にエポキシ樹脂組成物を塗布した。
なお、静電方式インクジェットヘッドの場合、シリコン液室とノズルプレートをエポキシ樹脂組成物により接着する際に、エポキシ樹脂組成物の染み出しが噴射特性に影響を与えるため、塗布膜厚を1μm前後にする必要がある。そこで、シリコン液室上面に接着剤を塗布する方法として転写法を採用し、塗布膜厚をコントロールすることにした。即ち、ドクターブレードを用いてローラー上にエポキシ樹脂組成物を薄膜状に塗布し、転写パッドによりローラーからエポキシ樹脂組成物を転写し、更に転写パッドからシリコン液室上面にエポキシ樹脂組成物を転写する方法により行った。
また、振動板のギャップ(振動室の入り口)を封止する為に、エポキシ樹脂組成物を塗布した。なお、振動室内部に湿気が入り込むと振動板が変位しなくなってしまうが、エポキシ樹脂組成物を使用すれば、耐湿性も良好となる。
【0031】
また、ノズルプレートとシリコン液室の位置決めをする為に、ディスペンサーを用いてシリコン液室のエポキシ樹脂組成物塗布領域405にエポキシ樹脂組成物を塗布した。そして、Ni電鋳により形成されたノズルプレートと、エポキシ樹脂組成物が塗布された静電アクチュエータを位置合わせし、エポキシ樹脂組成物を一次加圧加熱硬化させた。
また、インク供給タンク又はインクカートリッジからインクを供給する為のジョイント部406と、フィルター407が熱溶着されたフレーム408を接着した。フレームにアクチュエータとノズルプレートを接着する為のエポキシ樹脂組成物を塗布し、アクチュエータの位置合わせをして接着を行った。
上記静電方式インクジェットでは、個別電極にパルス電圧を印加する事により、振動板が静電気力によって電極側に変形し、インクが共通液室から流体抵抗部を通って圧力発生室に流入し、圧力発生室の体積が増加する。そして、パルス電圧が解除されると静電気力が無くなり、振動板が元の状態に戻るので、振動板の弾性力によって圧力発生室の圧力が上昇し、ノズル孔からインクが噴射される。
【0032】
固形エポキシ樹脂と液状エポキシ樹脂の混合は、固形エポキシ樹脂を粉砕・細粒化したものを融点程度の温度に加温した液状エポキシ樹脂に徐々に添加し、溶解攪拌しながら混合することにより行う。この場合、液状エポキシ樹脂の揮発を抑えるために出来るだけ溶解する温度を低く設定する(軟化点以下でも溶解混合出来る温度とする)。
更に反応性希釈剤を混合する場合には、反応性希釈剤は揮発しやすいので、固形エポキシ樹脂と液状エポキシ樹脂を混合した後、常温に戻してから添加するか、放冷時になるべく低い温度で(30〜40℃付近で)混合する。
【0033】
実施例1
・固形エポキシ樹脂 30部
(油化シェルエポキシ社製、エピコート1001/軟化点:64℃)
・液状エポキシ樹脂(油化シェルエポキシ社製、エピコート828) 70部
・液状硬化剤ポリオキシアルキレンアミン 15部
(HUNTSMAN社製、ジェファーミンD230)
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対し、前記評価方法に従って評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、硬化物に可撓性が付与され、特に剥離強度が向上した。
【0034】
比較例1
実施例1の液状エポキシ樹脂は混合せず、固形エポキシ樹脂を100部のみとし、液状硬化剤の代りに、固形硬化剤ポリアミン変性アダクト(旭電化社製:アデカハードナーEH−4070S)26部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例1と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例1と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0035】
実施例2
・固形エポキシ樹脂 40部
(油化シェルエポキシ社製、エピコート834/常温で半固形/エポキシ当量:230〜270)
・液状エポキシ樹脂(油化シェルエポキシ社製、エピコート828) 60部
・液状硬化剤ポリオキシアルキレンアミン 24部
(HUNTSMAN社製、ジェファーミンD230)
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、特に引っ張り強度が向上した。
【0036】
比較例2
実施例2の液状エポキシ樹脂は混合せず、固形エポキシ樹脂(東都化成YDCN−704/軟化点:85〜95℃/エポキシ当量:195−220)を100部のみとし、液状硬化剤の代りに、硬化剤として固形硬化剤ポリアミン変性アダクト(旭電化社製:アデカハードナーEH−3731S)60部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例2と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例2と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0037】
実施例3
・固形エポキシ樹脂/ビスフェノールF型エポキシ樹脂 40部
(東都化成社製、YDF−2001/軟化点:50〜60℃/
エポキシ当量:450〜500)
・液状エポキシ樹脂/ビスフェノールF型エポキシ樹脂 60部
(東都化成社製、YDF−170)
・液状硬化剤ポリオキシアルキレンアミン 13部
(HUNTSMAN社製、ジェファーミンD230)
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧1.5kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、エポキシ樹脂の相溶性が良く、特に塗布性が良好で、剥離強度も向上した。
【0038】
比較例3
実施例3の液状エポキシ樹脂は混合せず、固形エポキシ樹脂/o−クレゾールノボラック型エポキシ樹脂(東都化成YDCN−702/軟化点:70〜80℃/エポキシ当量:195〜220)を100部のみとし、液状硬化剤の代りに、硬化剤として固形硬化剤ポリアミン変性アダクト(旭電化社製:アデカハードナーEH−4070S)60部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例3と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例3と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0039】
実施例4
・固形エポキシ樹脂 30部
(油化シェルエポキシ社製、エピコート1001/軟化点:64℃)
・液状エポキシ樹脂(油化シェルエポキシ社製、エピコート828) 50部
・液状可撓性エポキシ樹脂(三洋化成社製、BPP350) 20部
・液状硬化剤/複素環式アミン 23部
(油化シェルエポキシ社製、エポメートN002)
この処方の化合物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、特に耐インク性に対して、より信頼性の高い硬化物が得られた。
【0040】
比較例4
実施例4の液状エポキシ樹脂及び液状可撓性エポキシ樹脂は混合せず、固形エポキシ樹脂を100部のみとし、液状硬化剤の代りに、固形硬化剤ポリアミン変性アダクト(旭電化社製:アデカハードナーEH−3615S)11部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例4と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例4と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0041】
実施例5
・固形エポキシ樹脂/ビスフェノールF型エポキシ樹脂 30部
(東都化成社製、YDF−2001/軟化点:50〜60℃/エポキシ当量:450〜500)
・液状エポキシ樹脂/ビスフェノールF型エポキシ樹脂 70部
(東都化成社製、YDF−170)
・液状硬化剤/可撓性付与硬化剤ポリアミドアミン 18部
(富士化成社製、トーマイド290−C)
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、硬化物に可撓性が付与され、特に剥離強度が向上した。
【0042】
比較例5
実施例5の液状エポキシ樹脂は混合せず、固形エポキシ樹脂を100部のみとし、液状硬化剤/可撓性付与硬化剤の代りに、固形硬化剤ジシアンジアミド(旭電化社製:アデカハードナーEH−3636AS)8部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例5と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例5と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0043】
実施例6
・固形エポキシ樹脂 30部
(東都化成社製、YD−014/軟化点:117〜127℃/エポキシ当量:900〜1000)
・液状エポキシ樹脂(油化シェルエポキシ社製、エピコート828) 50部
・反応性希釈剤(旭電化ED503) 20部
・液状硬化剤複素環式アミン 13部
(油化シェルエポキシ社製、エポメートN001)
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、反応性希釈剤が粘度調整に効果を発揮し、塗布性を向上させることが出来、作業性が良好となった。
【0044】
比較例6
実施例6の反応性希釈剤を添加せず、固形エポキシ樹脂を100部のみとし、液状硬化剤/可撓性付与硬化剤の代りに、固形硬化剤ジシアンジアミド(旭電化社製:アデカハードナーEH−3636AS)5部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例6と同様にしてエポキシ樹脂組成物を作製し、この組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例6と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0045】
実施例7
・固形エポキシ樹脂 20部
(東都化成社製、YD−017/軟化点:117〜127℃/エポキシ当量:1750〜2100)
(HUNTSMAN社製、ジェファーミンD400)
・硬化促進剤(HUNTSMAN社製、AC399) 5部
上記処方の化合物を攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧2kgf/cm2で接着強度試験サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、特に硬化性・反応性が向上し、引っ張り強度及び剥離強度が向上した。
【0046】
比較例7
実施例7の硬化促進剤を添加せず、固形エポキシ樹脂100部のみとし、液状硬化剤/可撓性付与硬化剤の代りに、固形硬化剤ポリアミン変性アダクト(旭電化社製:アデカハードナーEH−4070S)6部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例7と同様にしてエポキシ樹脂組成物を作製し、組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例7と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0047】
実施例8
・固形エポキシ樹脂 30部
(油化シェルエポキシ社製、エピコート1001/軟化点:64℃)
・液状エポキシ樹脂(油化シェルエポキシ社製、エピコート828) 50部
・反応性希釈剤(旭電化ED503) 20部
・液状硬化剤ポリオキシアルキレンアミン 20部
(HUNTSMAN社製、ジェファーミンT403)
・高分子粒子(アクリル粒子:日本ゼオン社製、F351) 10部
・無機充填剤:(無定型シリカ:日本エアロジル社製、R972) 5部
・シランカップリング剤 組成物全重量に対して3重量%
(信越シリコーン社製、KBM403)
上記処方の化合物の内、硬化剤以外のものを攪拌混合し、更に3本ロールミルにより混練し、主剤組成物を得た。
次いで、硬化剤を加えて攪拌混合し、エポキシ樹脂組成物を得た。
この組成物を用いて、Ni板とSiウエハを重ね合わせ、硬化条件:60℃、8時間、加圧3kgf/cm2で接着強度試験用サンプル及び耐インク性試験用サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、このエポキシ樹脂組成物を使用すると、特に無機充填剤、高分子粒子により硬化時の染み出しが防止でき、更に高分子粒子併用で硬化物に可撓性が付与され、剥離強度が向上した。
【0048】
比較例8
実施例8の高分子粒子、無機充填剤を添加せず、固形エポキシ樹脂100部のみとし、液状硬化剤/可撓性付与硬化剤の代りに、固形硬化剤尿素アダクト変性(富士化成社製:フジキュア−FXE−1000)12部を使用し、溶媒としてメチルカルビトールを40部使用する点以外は実施例8と同様にしてエポキシ樹脂組成物を作製し、組成物を塗布後、溶媒を温風送風乾燥して蒸発させ、実施例7と同様の硬化条件で硬化サンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
【0049】
実施例9(常温硬化接着)
実施例1における硬化条件:60℃、8時間を常温(室温)で48時間に変えた点以外は実施例1と同様にしてサンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、インクジェットヘッド製造例に従って、インクジェットヘッドを作製したところ、ノズル孔からインクが噴射され、インクジェットヘッドの歪みがないものが得られた。更に室温硬化・長時間硬化で内部応力が緩和され、歪みのないインクジェットヘッドが得られた。硬化物は室温硬化で内部応力が緩和されているため、剥離強度が更に向上した。
【0050】
比較例9
比較例5のエポキシ樹脂組成物を用い、180℃で1時間硬化する点以外は実施例1と同様にしてサンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、インクジェットヘッド製造例に従ってインクジェットヘッドを作製したところ、インクジェットヘッドに歪みが確認された。
【0051】
実施例10(1次硬化接着後、アフターキュア硬化)
実施例6のエポキシ樹脂組成物を用い、常温(室温)で48時間1次硬化接着した後、100℃で2時間アフターキュアする点以外は実施例6と同様にしてサンプルを作製した。
このサンプルに対して、前記評価方法に従い、評価した結果を表1に示した。
また、インクジェットヘッド製造例に従って、インクジェットヘッドを作製したところ、ノズル孔からインクが噴射され、インクジェットヘッドの歪みがないものが得られた。
更に、アフターキュア硬化する製造方法を採用することで、諸特性に変化なく、特に一段階接着よりも低温で仮接着することが出来るので、硬化温度を低くすることが出来、インクジェットヘッドの歪みを低減できた。
【0052】
比較例10
比較例6のエポキシ樹脂組成物を用い、180℃で1時間1次硬化接着する点以外は実施例10と同様にしてサンプルを作製した。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、インクジェットヘッド製造例に従ってインクジェットヘッドを作製したところ、インクジェットヘッドに歪みが確認された。
【0053】
実施例11(Ni−鉄合金ノズルプレート接着)
Ni−鉄合金ノズルプレート(Ni含有率38%)を使用し、実施例4のエポキシ樹脂組成物を使用し、150℃で2時間硬化接着を行った。
このサンプルに対して、前記評価方法に従い評価した結果を表1に示した。
また、インクジェットヘッド製造例に従って、インクジェットヘッドを作製したところ、ノズル孔からインクが噴射され、インクジェットヘッドの歪みがないものが得られた。
更に、Ni−Fe合金ノズルプレートを使用することで、線膨張係数がSi基板と同等であるため、加熱硬化型接着剤の選択の巾(硬化温度上昇、硬化時間短縮)が広がった。
【0054】
比較例11
Ni−鉄合金ノズルプレート(Ni含有率38%)を使用する代わりに、Niノズルプレートを使用し、実施例4のエポキシ樹脂組成物を使用し、150℃で2時間硬化接着を行った。
また、インクジェットヘッド製造例に従って、インクジェットヘッドを作製したところ、インクジェットヘッドに歪みが確認された。
【0055】
【表1】
【発明の効果】
本発明によれば、インクジェットヘッドのインク流路部と液室部を構成する部材を接着する接着剤として用いられる、耐インク性、特に耐アルカリ性を有し、長期浸漬後の部材間の密着性を改善することができ、剥離強度が高く、作業性良好なインクジェットヘッド製造用エポキシ樹脂組成物を提供することが出来、更にその樹脂組成物を使用した本発明の製造方法により優れたインクジェットヘッドを提供することが出来る。
本発明1によれば、均一接着でき、硬化性を高め、耐インク性を向上させ、部材間の密着性を高め、特に引っ張り強度を向上させることが可能な作業性良好なインクジェットヘッド製造用エポキシ樹脂組成物を提供することが出来る。
本発明2によれば、粘度調整が出来、作業性が良好なインクジェットヘッド製造用エポキシ樹脂組成物を提供することが出来る。
本発明3によれば、硬化性や耐インク性を向上させ、剥離強度を向上させることが可能なインクジェットヘッド製造用エポキシ樹脂組成物を提供することが出来る。
本発明4によれば、粘度調整が出来、作業性が良好で、硬化接着する際の染み出しを防止でき、その上、高分子粒子の併用により、更なる可撓性を付与でき、剥離強度が良好となるインクジェットヘッド製造用エポキシ樹脂組成物を提供することが出来る。
本発明5によれば、インクジェットヘッドの歪みが小さく、インクジェットヘッド本体にかかる応力を小さく出来る耐インク性の良好なインクジェットヘッド製造方法を提供することが出来る。
【図面の簡単な説明】
【図1】静電方式インクジェットヘッドの製造工程を示す平面図。
(a) P型(100)Si基板201の上に、電極部202及びギャップ部203を形成する工程。
(b) 電極部及びギャップ部を形成したP型(100)Si基板201とボロンを注入した(100)Si基板204を接合する工程。
(c) 裏面流路部205及び液室部206をウェットエッチングにより形成する工程。
【図2】静電方式インクジェットヘッドの製造工程を示す平面図(図1の続き)。
(a) 電極取り出し部209を形成(開口)する工程。
(b) 露出した個別電極210とFPCケーブルを異方性導電膜によって電気的に接続する工程。
(c) ノズルプレート212と、静電アクチュエータを位置合わせし加圧を行い加熱硬化させる工程。
【図3】アクチュエータ部の製造工程を示す断面図。
(a) P型(100)Si基板301に酸化膜302を形成する工程。
(b) 非平行のギャップを形成する工程。
(c) 電極となるTiN303を形成する工程、及びTiNを分離し、次いでシリコン酸化膜304を形成する工程、及び電極部以外の前記シリコン酸化膜及びTiNを除去する工程。
(d) ボロンを注入した(110)Si基板305を接合し、次いで研磨する工程。
(e) 電極基板301に裏面流路306を形成する工程。
(f) 液室部307を形成し、裏面流路の開口を行い、続いて、液室の共通電極部を形成し、ダイシングによりチップ単位に切断する工程。
(g) 電極取り出し部308を形成(開口)し、電極取り出し領域のTiN上のシリコン酸化膜を除去する工程。
【図4】静電方式インクジェットの斜視図。
【符号の説明】
201 Si基板
202 電極部
203 ギャップ部
204 Si基板
205 裏面流路部
206 液室部
209 電極取り出し部
210 個別電極
212 ノズルプレート
301 Si基板
302 酸化膜
303 TiN
304 シリコン酸化膜
305 Si基板
306 裏面流路
307 液室部
308 電極取り出し部
401 静電アクチュエータ
402 FPCケーブル
403 ドライバIC
404 ノズルプレート
405 シリコン液室のエポキシ樹脂組成物塗布領域
406 インクカートリッジからインクを供給する為のジョイント部
407 フィルター
408 フレーム
Claims (5)
- 固形エポキシ樹脂としてビスフェノール型エポキシ樹脂を含有し、液状エポキシ樹脂としてビスフェノール型エポキシ樹脂を含有し、前記固形エポキシ樹脂が常温で半固形或いは固形で、そのエポキシ当量が230以上であり、硬化剤が液状硬化剤であり、かつ無溶媒であることを特徴とするインクジェットヘッド製造用エポキシ樹脂組成物。
- 更に反応性希釈剤を含有することを特徴とする請求項1に記載のインクジェットヘッド製造用エポキシ樹脂組成物。
- 更に硬化促進剤を含有することを特徴とする請求項1又は2に記載のインクジェットヘッド製造用エポキシ樹脂組成物。
- 更に充填剤として無機充填剤及び/又は高分子粒子を含有することを特徴とする請求項1〜3の何れかに記載のインクジェットヘッド製造用エポキシ樹脂組成物。
- 請求項1〜4の何れかに記載のエポキシ樹脂組成物を使用し、Ni−鉄系合金使用ノズルプレートとヘッド本体とを接着することを特徴とするインクジェットヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001105209A JP5111695B2 (ja) | 2001-04-03 | 2001-04-03 | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001105209A JP5111695B2 (ja) | 2001-04-03 | 2001-04-03 | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002302591A JP2002302591A (ja) | 2002-10-18 |
| JP5111695B2 true JP5111695B2 (ja) | 2013-01-09 |
Family
ID=18957934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001105209A Expired - Fee Related JP5111695B2 (ja) | 2001-04-03 | 2001-04-03 | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5111695B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4987318B2 (ja) * | 2005-03-18 | 2012-07-25 | コニカミノルタホールディングス株式会社 | インクジェットヘッド及びその製造方法 |
| JP4987286B2 (ja) * | 2005-03-18 | 2012-07-25 | コニカミノルタホールディングス株式会社 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| US20060207720A1 (en) * | 2005-03-18 | 2006-09-21 | Konica Minolta Holdings, Inc. | Manufacturing method of inkjet head, and adhesive agent composition |
| JP5535248B2 (ja) * | 2005-03-18 | 2014-07-02 | コニカミノルタ株式会社 | インクジェットヘッド及びその製造方法 |
| JP2007248974A (ja) * | 2006-03-17 | 2007-09-27 | Shin Etsu Polymer Co Ltd | 無端ベルト及び画像形成装置 |
| JP4865688B2 (ja) | 2007-12-11 | 2012-02-01 | セイコーエプソン株式会社 | 液滴吐出ヘッドおよび液滴吐出装置 |
| JP5279117B2 (ja) * | 2008-05-28 | 2013-09-04 | コニカミノルタ株式会社 | インクジェットヘッド |
| JP5597498B2 (ja) * | 2010-09-22 | 2014-10-01 | 電気化学工業株式会社 | エポキシ樹脂組成物、回路基板及び発光装置 |
| JP6177940B2 (ja) * | 2015-01-08 | 2017-08-09 | ソマール株式会社 | 樹脂組成物、センサ用注型品及び温度センサ |
| CN109177492B (zh) | 2016-02-02 | 2020-09-11 | 株式会社理光 | 油墨排出装置和油墨排出方法 |
| JP2017177656A (ja) * | 2016-03-31 | 2017-10-05 | セーレン株式会社 | インクジェットヘッド及びインクジェット記録装置 |
| JP6449824B2 (ja) * | 2016-09-16 | 2019-01-09 | 株式会社タムラ製作所 | 硬化性樹脂組成物 |
| JP7003572B2 (ja) * | 2017-10-27 | 2022-01-20 | Dic株式会社 | 無溶剤型ラミネート接着剤、その硬化物、積層体及び包装体 |
| JP7175757B2 (ja) * | 2018-02-23 | 2022-11-21 | キヤノン株式会社 | インクジェット記録ヘッド及びその製造方法 |
| JP7264756B2 (ja) * | 2019-07-23 | 2023-04-25 | シチズン時計株式会社 | 2液型エポキシ樹脂組成物、時計部品および夜光カプセル |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0246627B2 (ja) * | 1985-09-25 | 1990-10-16 | Yokohama Rubber Co Ltd | Insatsukairoyosetsuchakuzai |
| GB8904862D0 (en) * | 1989-03-03 | 1989-04-12 | Ciba Geigy Ag | Compositions |
| JPH061828A (ja) * | 1992-06-22 | 1994-01-11 | Matsushita Electric Ind Co Ltd | エポキシ樹脂配合物 |
| JPH07137265A (ja) * | 1993-06-26 | 1995-05-30 | Ricoh Co Ltd | インクジェットプリンター記録用ヘッドにおける接合方法 |
| JP4037603B2 (ja) * | 2000-11-24 | 2008-01-23 | 株式会社リコー | エポキシ樹脂組成物および、これを用いるインクジェットヘッドの製造方法 |
-
2001
- 2001-04-03 JP JP2001105209A patent/JP5111695B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002302591A (ja) | 2002-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5111695B2 (ja) | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 | |
| JP4037603B2 (ja) | エポキシ樹脂組成物および、これを用いるインクジェットヘッドの製造方法 | |
| JP3986000B2 (ja) | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッド製造方法 | |
| JP5180507B2 (ja) | チップ用保護膜形成用シートおよび保護膜付半導体チップ | |
| US20030036587A1 (en) | Rheology-controlled epoxy-based compositons | |
| JP5153597B2 (ja) | チップ用保護膜形成用シートおよび保護膜付半導体チップ | |
| JPH03184868A (ja) | 活性エネルギー線硬化性樹脂組成物 | |
| KR101292342B1 (ko) | 액체 토출 헤드 및 그의 제조 방법 | |
| JP4804774B2 (ja) | 接着剤組成物、インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| US7581828B2 (en) | Fluid ejection cartridge utilizing a two-part epoxy adhesive | |
| JPH08290572A (ja) | 液体噴射記録ヘッド | |
| JP2011235574A (ja) | 液体吐出ヘッドおよびその製造方法 | |
| JP2019519632A (ja) | 接着系及び接着テープのための官能化された(コ)ポリマー | |
| JP6735652B2 (ja) | 半導体装置の製造方法 | |
| JP2018012749A (ja) | 接着剤、積層体、積層体の製造方法および電子部品 | |
| EP3763764B1 (en) | Dry film formulation | |
| JP2008248129A (ja) | チップ用保護膜形成用シートおよび保護膜付半導体チップ | |
| JP5197175B2 (ja) | インクジェット記録ヘッドおよびその製造方法 | |
| JP2007331334A (ja) | インクジェット記録ヘッド及びその製造方法、並びに、インクジェット記録ヘッド用配線保護封止剤 | |
| JP3986060B2 (ja) | インクジェット記録ヘッドの流路構成部材及びインクジェット記録ヘッドの製造方法 | |
| WO2004092237A2 (en) | Radiation curable resin layer | |
| US7204574B2 (en) | Polyimide thickfilm flow feature photoresist and method of applying same | |
| JP2002302536A (ja) | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッド製造方法 | |
| JP2002302537A (ja) | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッド製造方法 | |
| WO2001083607A1 (en) | Rheology-controlled epoxy-based compositions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080325 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110902 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120403 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121010 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |