JP5093363B2 - 籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置 - Google Patents
籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置 Download PDFInfo
- Publication number
- JP5093363B2 JP5093363B2 JP2010540983A JP2010540983A JP5093363B2 JP 5093363 B2 JP5093363 B2 JP 5093363B2 JP 2010540983 A JP2010540983 A JP 2010540983A JP 2010540983 A JP2010540983 A JP 2010540983A JP 5093363 B2 JP5093363 B2 JP 5093363B2
- Authority
- JP
- Japan
- Prior art keywords
- slot
- flat
- saddle
- distributed winding
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
- H02K15/0478—Wave windings, undulated windings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49194—Assembling elongated conductors, e.g., splicing, etc.
Description
この発明は、モータのステータを構成する籠状分布巻きコイルに係り、詳しくは、その籠状分布巻きコイルに使用される扁平導線を所定の形状に成形する成形方法及び成形装置に関する。
従来、例えば、下記の特許文献1には、扁平導線を波状に巻いた波巻きコイルを複数用意し、それら波巻きコイルを相互にピッチをずらして重ね合わせることにより籠状分布巻きコイルを成形する技術が記載されている。ところが、特許文献1に記載の技術では、複数の波巻きコイルを単純に重ね合わせただけでは籠状分布巻きコイルはできず、複数の波巻きコイルを順次編み込む工程が必要となり、コイルの生産効率がよくなかった。
ここで、本願出願人は、特願2009−016549号において、複数の波巻きコイルを順次編み込む工程の必要がなく、生産効率を上げることのできる、籠状分布巻きコイルを提案している。この籠状分布巻きコイルを構成する扁平導線は、矩形断面を有し、つづら折り状に連続して成形される。この扁平導線は、ステータコアのスロット内にて、矩形断面の長辺をステータコアの直径方向へ向けて複数重ねて配置されるスロット内導線部と、コイルエンドにて、矩形断面の短辺をステータコアの直径方向へ向けて複数重ねて配置される円周導線部(コイルエンド導線部)と、スロット内導線部とコイルエンド導線部との間をつないで曲がる曲がり部(捻り材料部を含む)とを含む。そして、上記した扁平導線を複数重ね合わせて、これらを複数周回巻き重ねることにより、スロット内導線部とコイルエンド導線部がそれぞれ複数重ねられ、籠状分布巻きコイルが得られる。この籠状分布巻きコイルを、スロット内導線部がスロットの中に入るように、ステータコアに組み付けることにより、ステータが得られる。
ところで、上記した提案技術では、扁平導線を構成するスロット内導線部とコイルエンド導線部につき矩形断面の長辺の向きが異なっている。このように矩形断面の長辺の向きを変えるためには、扁平導線材料を曲がり部で捻る必要がある。また、スロット内導線部とコイルエンド導線部をそれぞれ複数重ねるためには、扁平導線材料を曲がり部でクランク状に曲げる必要がある。
ここで、扁平導線材料の曲がり部に「捻り」と「クランク状の曲げ」を与えるには、通常、「捻り成形」と「曲げ成形」を別々に行うことになった。捻り成形では、スロット内導線部の両端に位置する曲がり部を把持具により把持した状態でスロット内導線部を捻り治具により挟持し、その捻り治具ごと回転させることにより、曲がり部を捻る。また、曲げ成形では、スロット内導線部を捻り治具で挟持したまま捻り治具を特定方向上へ押圧することにより、曲がり部をクランク状に曲げる。
ところが、上記のような成形方法では、捻り成形と曲げ成形の2工程が必要になる。また、曲がり部の成形を2回行うことから、成形時に扁平導線材料の変形量が増えることとなり、絶縁性能が低下するおそれがあった。また、曲がり部を捻るときには、扁平導線材料が長手方向に縮む傾向があるため、曲がり部を把持具で固定すると、扁平導線材料の絶縁被膜が無理に引っ張られる。このため、場合によっては、絶縁被膜の厚みが減ったり、絶縁被膜が千切れたりすることがあり、絶縁低下につながる懸念があった。
この発明は上記事情に鑑みてなされたものであって、その目的は、曲がり部に対する捻り成形と曲げ成形を同時に1工程で行い、扁平導線の成形ダメージを低減することを可能とした籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置を提供することにある。
上記目的を達成するために、第1の態様は、籠状分布巻きコイルに使用される扁平導線の成形方法であって、扁平導線に成形される前の扁平導線材料は、矩形断面を有し、同一平面上にて予めつづら折り状に連続して成形されており、ステータコアのスロットの中にて複数重ねて配置されるスロット内導線部と、スロットの外にてコイルエンドとして複数重ねて配置されるコイルエンド導線部と、スロット内導線部とコイルエンド導線部との間をつないで曲がる曲がり部とを含み、スロット内導線部の両端に位置する曲がり部を一対の把持具により把持し、スロット内導線部を捻り治具により挟持するセッティング工程と、セッティング工程後に、捻り治具を所定の軸線を中心に回転させながら軸線を所定方向へ変位させることにより、曲がり部を捻ると共にクランク状に曲げる加工工程とを備え、セッティング工程と加工工程を複数のスロット内導線部の全てについて実施することを趣旨とする。
上記の構成によれば、セッティング工程後の加工工程において、スロット内導線部の両端に位置する曲がり部を一対の把持具により把持し、スロット内導線部を捻り治具により挟持した状態で、捻り治具を所定の軸線を中心に回転させながらその軸線を所定方向へ変位させることにより、曲がり部が捻られると共にクランク状に曲げられる。これにより、コイルエンド導線部に対しスロット内導線部の向きが変えられると共に、スロット内導線部がコイルエンド導線部から離される。
上記第1の態様において、各把持具は、軸線の方向へ移動が許容されることが好ましい。
上記の構成によれば、第1の態様の作用に加え、加工工程において、曲がり部の変形に伴い、各把持具が軸線の方向へ移動が許容されるので、把持具によって曲がり部に無理な力がかかり難い。
上記目的を達成するために、第2の態様は、籠状分布巻きコイルに使用される扁平導線の成形装置であって、扁平導線に成形される前の扁平導線材料は、矩形断面を有し、同一平面上にて予めつづら折り状に連続して形成されており、ステータコアのスロットの中にて複数重ねて配置されるスロット内導線部と、スロットの外にてコイルエンドとして複数重ねて配置されるコイルエンド導線部と、スロット内導線部とコイルエンド導線部との間で曲がる曲がり部とを含み、スロット内導線部の両端に位置する曲がり部を把持する一対の把持具と、スロット内導線部を挟持しながら所定の軸線を中心に回転可能に設けられると共に軸線が所定方向へ変位可能に設けられた捻り治具とを備えたことを趣旨とする。
上記の構成によれば、第1の態様の成形方法のために、この成形装置を使用することが可能である。
第2の態様において、各把持具は、軸線の方向へ移動可能に設けられることが好ましい。
上記の構成によれば、第2の態様の作用に加え、曲がり部の変形に伴い、各把持具が軸線の方向へ移動可能に設けられるので、把持具によって曲がり部に無理な力がかかり難い。
上記第1の態様によれば、曲がり部に対する捻り成形と曲げ成形を同時に1工程で行うことができ、扁平導線の成形ダメージを低減することができる。
第1の態様の効果に加え、扁平導線につき絶縁被膜の損傷を極力抑えて絶縁性能を確保することができる。
第2の態様によれば、第1の態様の成形方法に使用することにより、上記成形方法による効果を有効に発揮させることができる。
上記第2の態様の効果に加え、扁平導線につき絶縁被膜の損傷を極力抑えて絶縁性能を確保することができる。
以下、本発明における籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置を具体化した一実施形態につき図面を参照して詳細に説明する。
図1に、扁平導線に成形される前の扁平導線材料1を平面図により示す。図2に、扁平導線材料1から成形された扁平導線2を平面図により示す。図2に示す扁平導線2は、3相モータのステータを構成する籠状分布巻きコイルに使用される。
図1に示すように、扁平導線材料1は、つづら折り状に連続して成形される。図1では、扁平導線材料1がその途中までしか描かれていないが、実際には更に長く続いている。この扁平導線材料1は、矩形断面を有する。図3に、図1の3−3線断面図を拡大して示す。この実施形態で、矩形断面は、短辺SSが「1mm」、長辺SLが「9mm]となっている。図1に示す扁平導線材料1の幅は、この矩形断面の長辺SLに相当し、矩形断面の短辺SSは、同材料1の厚みに相当する。この扁平導線材料1の材質は、銅であり、絶縁のためにエナメルが被覆されている。図1に示す扁平導線材料1は、直線状の扁平線材を、同一平面上にて予めつづら折り状に成形することで得られる。図1に示すように、この扁平導線材料1は、縦に延びる複数のスロット内導線部11と、横に延びる複数のコイルエンド導線部12と、隣り合うスロット内導線部11とコイルエンド導線部12との間をつないで曲がる曲がり部13とを含む。
図1に示す扁平導線材料1において成形の対象となるのは、主としてスロット内導線部11と曲がり部13である。各スロット内導線部11は、図1に示す状態から図2に示す状態へと「90°」向きが変えられる。これに伴い、各曲がり部13は、後述するように、捻られると共にクランク状に曲げられる。この成形により、図2に示す扁平導線2が得られる。そして、このように成形された扁平導線2を複数重ね合わせて、これらを複数周回巻き重ねることにより、スロット内導線部11とコイルエンド導線部12がそれぞれ複数重ねられ、籠状分布巻きコイルが得られる。図1,2において、コイルエンド導線部12は、便宜上、ハッチングとメッシュが交互に付されて示される。また、図1,2において、スロット内導線部11及びコイルエンド導線部12と曲がり部13との境は、便宜上、線が付されて示される。
このように製造された籠状分布巻きコイルを、スロット内導線部11がスロットの中に入るように、ステータコアに組み付けることにより、モータ用のステータが得られる。ここで、スロット内導線部11は、スロットの中にて、矩形断面の長辺SLをステータコアの直径方向へ向けて複数重ねて配置される。また、コイルエンド導線部12は、スロットの外にてコイルエンドとして、矩形断面の短辺SSをステータコアの直径方向へ向けて複数重ねて配置される。
次に、図1に示す扁平導線材料1を、図2に示す扁平導線2へと成形するための成形方法及び成形装置について説明する。
図4に、この実施形態における成形装置21の概略構成を平面図により示す。この成形装置21は、スロット内導線部11の両端に位置する曲がり部13を把持する一対の把持具22,23と、スロット内導線部11を挟持しながら所定の軸線L1を中心に回転可能に設けられると共に、その軸線L1が所定方向へ変位可能に設けられた捻り治具24とを備える。
図4に示すように、各把持具22,23は、それぞれシリンダ25,26の先端に固定される。各シリンダ25,26に対して出没可能に設けられるピストンロッド25a,26aの先端部は、機台27に固定される。これにより、各把持具22,23は、各シリンダ25,26に対して各ピストンロッド25a,26aが移動できる範囲内で、それぞれ捻り治具24の軸線方向、すなわち上記した軸線L1の方向へ移動可能に設けられる。
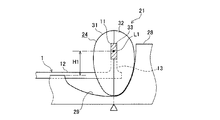
図4に示すように、捻り治具24は、スロット内導線部1を挟持した状態で、治具台28の凹部29に嵌め入れられる。図5に、扁平導線材料1の一部を斜視図により示す。図6に、捻り治具24、治具台28及び扁平導線材料1の関係を斜視図により示す。捻り治具24は、両端面が卵形をした柱状に形成される。捻り治具24は、2つの治具片31,32により2分割可能に構成される。両治具片31,32の間に、スロット内導線部11を挟持する孔33が形成される。この孔33は、捻り治具24の端面において卵形の大径部寄りに配置される。治具台28に形成された凹部29は、捻り治具24の外周形状に整合する曲面を有する。捻り治具24は、この凹部29の中で、軸線L1を中心に、矢印A1の方向へ回転可能に設けられる。このように、捻り治具24が、治具台28の凹部29の中で、凹部29の曲面に接しながら軸線L1を中心に矢印A1の方向へ回転することにより、その回転の中心となる軸線L1が、図6の上方向へ変位することとなる。
次に、上記した成形装置21を使用して行われる、扁平導線2の成形方法を説明する。図7に、成形装置21につきセッティング工程の状態を側面図により示す。図8に、成形装置21につき加工工程の状態を側面図により示す。図7,8において、扁平導線材料1のみが切断して示される。
図1に示す扁平導線材料1を、図2に示す扁平導線2へと成形するには、先ず、セッティング工程において、図4,7に示すように、スロット内導線部11の両端に位置する曲がり部13を一部を一対の把持具22,23により把持し、スロット内導線部11を捻り治具24により挟持する。この状態で、捻り治具24は、治具台28の凹部29の中に横にして嵌め入れられる。この状態で、捻り治具24の上部又は側面部を一定の力で押さえる。この押さえにより、捻り治具24を回転させるときのずれや振動を防止することができる。このセッティング状態では、捻り治具24の回転中心である軸線L1が、扁平導線材料1のコイルエンド導線部12と同じ高さに位置する。
次に、セッティング工程の後の加工工程では、図7に示すように、捻り治具24を軸線L1を中心に矢印A1の方向へ回転させながら、捻り治具24の外周を凹部29の曲面に沿って摺動させる。これにより、捻り治具24を、図8に示すように、図7に示す状態から「90°」回転させて縦にする。これに伴い、捻り治具24の回転中心である軸線L1を、図7,8における上方向へ変位させる。これにより、図8に示すように、曲がり部13を捻ると共にクランク状に曲げる。このとき、スロット内導線部11の両端の曲がり部13を把持する把持具22,23は、図9に示す状態から図10に示す状態へと、軸線L1の方向へ自由に動くので、扁平導線材料1に無理な力が加わらず、曲がり部13に捻りと曲がりが自然な形で与えられる。図9は、成形前の把持具22と捻り治具24の状態を正面図により示す。図10は、成形後の把持具22と捻り治具24の状態を正面図により示す。そして、加工工程後の状態では、図8に示すように、回転中心となる軸線L1が、コイルエンド導線部12から所定のクランク高さH1だけ上方へ離れて位置することとなる。
そして、上記したセッティング工程と加工工程を、扁平導線材料1の複数のスロット内導線部11の全てについて実施することにより、図1に示す扁平導線材料1を、図2に示す扁平導線2に成形することができる。
ここで、対比例として、図11,12には、スロット内導線部11の向きを変える際に曲がり部13を捻るだけでクランク状に曲げることのない成形装置41と成形方法を側面図により示す。図11に、対比のための成形装置41につきセッティング工程の状態を側面図により示す。図12に、対比のための成形装置41につき加工工程の状態を側面図により示す。図11,12において、扁平導線材料1は切断して示される。この成形装置41は、円柱状に形成された捻り治具42を備える。捻り治具42は、2つの治具片43,44により2分割可能に構成される。両治具片43,44の間には、スロット内導線部11を挟持する孔45が形成される。この孔45は、捻り治具42の端面における円形の中心に配置される。治具台46に形成された凹部47は、捻り治具42の外周形状に整合する曲面を有する。
図11に示すように、円柱状の捻り治具42にスロット内導線部11を挟持した状態で、その捻り治具42を凹部47にて矢印A1の方向へ回転させることにより、図12に示すように、曲がり部13が捻れてスロット内導線部11の向きが変えられる。しかし、この成形装置41では、捻り治具42の回転中心である軸線L1が、捻り治具42の回転の前後で変位しないことから、成形後の曲がり部13には、図8に示すようなクランク状の曲がりが与えられない。
以上説明したこの実施形態における成形方法によれば、セッティング工程後の加工工程において、扁平導線材料1につき、スロット内導線部11の両端に位置する曲がり部13を一対の把持具22,23により把持し、スロット内導線部11を捻り治具24により挟持した状態で、捻り治具24を所定の軸線L1を中心に回転させながらその軸線L1を所定の方向へ変位させることにより、曲がり部13が捻られると共にクランク状に曲げられる。これにより、扁平導線材料1につき、コイルエンド導線部12に対しスロット内導線部11の向きが変えられると共に、スロット内導線部11がコイルエンド導線部12から離される。このため、曲がり部13を捻る捻り成形と、曲がり部13をクランク状に曲げる曲げ成形を同時に1工程で行うことができ、従前の2工程から1工程に工程数を低減することができる。このため、成形時における扁平導線材料1の変形量が減り、その分だけ成形後の扁平導線2につき、成形によるダメージを低減することができる。
この実施形態の成形方法では、治具台28と捻り治具24との係合関係から、回転前後の捻り治具24の配置の変化が常に一定に保たれる。このため、成形後の曲がり部13に係るクランク高さH1のばらつきを低減することができる。この結果、常に同じ形状でスロット内導線部11の向きを変えることができる。ここで、クランク高さH1を適宜変えるには、捻り治具24と治具台28の形状を変更すればよい。
また、この実施形態の成形方法では、加工工程において、曲がり部13の変形に伴い、各把持具22,23が軸線L1の方向へ移動が許容されるので、把持具22,23によって曲がり部13に無理な力がかかり難い。つまり、曲がり部13を捻り、曲げるときには、扁平導線材料1が長手方向に縮む傾向があるが、曲がり部13を把持する把持具22,23が軸線L1の方向へ動き得るので、扁平導線材料1の絶縁被膜が無理に引っ張られることがない。このため、扁平導線2につき絶縁被膜の損傷を極力抑えて絶縁性能を確保することができる。
この実施形態の成形装置21によれば、上記成形方法に使用することが可能である。このため、この成形装置21を、上記成形方法に使用することにより、上記成形方法による作用効果を有効に発揮させることができる。
また、この実施形態の成形装置21では、曲がり部13の変形に伴い、各把持具22,23が軸線L1の方向へ移動可能に設けられるので、曲がり部13に、各把持具22,23によって無理な力がかかり難い。このため、成形された扁平導線2につき、絶縁被膜の損傷を極力抑えて絶縁性能を確保することができる。
なお、この発明は前記実施形態に限定されるものではなく、発明の趣旨を逸脱することのない範囲で構成の一部を適宜変更することにより以下のように実施することができる。
前記実施形態では、成形装置21として、両端面が卵形をした柱状に形成される捻り治具24と、その捻り治具24を回転可能に支持する治具台28とを設けた。これに対し、図13に示すように、捻り治具51を、両端面が略長方形をした柱状に形成し、略長方形の1つの角部52のみを円弧状に形成する。また、その捻り治具51を、棒等で造った壁53の下に、壁53から少し離して配置する。図13(a)〜(c)は、別の実施形態に係り、捻り治具51の一連の動きを側面図により示す。この成形装置の構成によれば、図13(a)に示すセッティング状態から、捻り治具51を、軸線L1を中心にして矢印A1の方向へ回転させると、図13(b)に示すように、捻り治具51の円弧状の角部52が壁53にぶつかる。更に回転させると、図13(c)に示すように、捻り治具51が壁53により押し下げられる。このようにして、捻り治具51を、所定の軸線L1を中心に回転させながらその軸線L1を下方向へ変位させることにより、曲がり部を捻ると共にクランク状に曲げることができる。
この発明は、モータ用のステータの製造に係り、籠状分布巻きコイルに使用される扁平導線を成形するのに利用できる。
1 扁平導線材料
2 扁平導線
11 スロット内導線部
12 コイルエンド導線部
13 曲がり部
21 成形装置
22 把持具
23 把持具
24 捻り治具
51 捻り治具
L1 軸線
2 扁平導線
11 スロット内導線部
12 コイルエンド導線部
13 曲がり部
21 成形装置
22 把持具
23 把持具
24 捻り治具
51 捻り治具
L1 軸線
Claims (4)
- 籠状分布巻きコイルに使用される扁平導線の成形方法であって、
前記扁平導線に成形される前の扁平導線材料は、矩形断面を有し、同一平面上にて予めつづら折り状に連続して成形されており、ステータコアのスロットの中にて複数重ねて配置されるスロット内導線部と、前記スロットの外にてコイルエンドとして複数重ねて配置されるコイルエンド導線部と、前記スロット内導線部と前記コイルエンド導線部との間をつないで曲がる曲がり部とを含み、
前記スロット内導線部の両端に位置する前記曲がり部を一対の把持具により把持し、前記スロット内導線部を捻り治具により挟持するセッティング工程と、
前記セッティング工程後に、前記捻り治具を所定の軸線を中心に回転させながら前記軸線を所定方向へ変位させることにより、前記曲がり部を捻ると共にクランク状に曲げる加工工程と
を備え、前記セッティング工程と前記加工工程を前記複数のスロット内導線部の全てについて実施することを特徴とする籠状分布巻きコイルに使用される扁平導線の成形方法。 - 前記各把持具は、前記軸線の方向へ移動が許容されることを特徴とする請求項1に記載の籠状分布巻きコイルに使用される扁平導線の成形方法。
- 籠状分布巻きコイルに使用される扁平導線の成形装置であって、
前記扁平導線に成形される前の扁平導線材料は、矩形断面を有し、同一平面上にて予めつづら折り状に連続して成形されており、ステータコアのスロットの中にて複数重ねて配置されるスロット内導線部と、前記スロットの外にてコイルエンドとして複数重ねて配置されるコイルエンド導線部と、前記スロット内導線部と前記コイルエンド導線部との間をつないで曲がる曲がり部とを含み、
前記スロット内導線部の両端に位置する前記曲がり部を把持する一対の把持具と、
前記スロット内導線部を挟持しながら所定の軸線を中心に回転可能に設けられると共に前記軸線が所定方向へ変位可能に設けられた捻り治具と
を備えたことを特徴とする籠状分布巻きコイルに使用される扁平導線の成形装置。 - 前記各把持具は、前記軸線の方向へ移動可能に設けられたことを特徴とする請求項3に記載の籠状分布巻きコイルに使用される扁平導線の成形装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/067075 WO2011039866A1 (ja) | 2009-09-30 | 2009-09-30 | 籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5093363B2 true JP5093363B2 (ja) | 2012-12-12 |
| JPWO2011039866A1 JPWO2011039866A1 (ja) | 2013-02-21 |
Family
ID=43825721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010540983A Expired - Fee Related JP5093363B2 (ja) | 2009-09-30 | 2009-09-30 | 籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8671555B2 (ja) |
| JP (1) | JP5093363B2 (ja) |
| CN (1) | CN102474168B (ja) |
| WO (1) | WO2011039866A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102474168B (zh) * | 2009-09-30 | 2014-05-07 | 丰田自动车株式会社 | 用于笼状分布卷绕线圈的扁平导线的成形方法以及成形装置 |
| JP5681250B1 (ja) * | 2013-08-27 | 2015-03-04 | 本田技研工業株式会社 | 導線片セット成形方法及び導線片セット成形装置 |
| EP3427372B1 (de) * | 2016-03-08 | 2022-06-22 | Grob-Werke GmbH & Co. KG | Herstellungsverfahren für einen stator |
| DE102017207659B4 (de) * | 2017-05-08 | 2019-11-14 | Audi Ag | Elektrische Maschine sowie Verfahren zum Herstellen einer elektrischen Maschine |
| CN209329821U (zh) * | 2019-02-01 | 2019-08-30 | 上海磁雷革传动系统有限公司 | 一种定子绕组、定子和电机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000139048A (ja) * | 1998-05-20 | 2000-05-16 | Denso Corp | 回転電機及びその製造方法 |
| JP2002051489A (ja) * | 2000-08-02 | 2002-02-15 | Aisin Aw Co Ltd | 回転電機及びその製造方法 |
| JP2009148147A (ja) * | 2007-11-20 | 2009-07-02 | Denso Corp | 回転電機のコイル組立体製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59169352A (ja) * | 1983-03-15 | 1984-09-25 | Toshiba Corp | コイル成形機 |
| JPH0785813B2 (ja) | 1986-08-29 | 1995-09-20 | スズキ株式会社 | 棒材のひねり曲げ装置 |
| JPS63309329A (ja) | 1987-06-09 | 1988-12-16 | Furukawa Electric Co Ltd:The | 平型条のスパイラル成形装置 |
| US5778512A (en) * | 1994-12-19 | 1998-07-14 | Nippondenso Co., Ltd. | Manufacturing method for a rotor of an electric rotary machine |
| JPH1066314A (ja) | 1996-08-14 | 1998-03-06 | Toyota Motor Corp | モータのステータ作製方法 |
| JP3823555B2 (ja) | 1998-08-24 | 2006-09-20 | 株式会社デンソー | 回転電機の多相波巻き巻線 |
| JP2002153001A (ja) | 2000-11-09 | 2002-05-24 | Mitsubishi Electric Corp | 回転電機の固定子 |
| US7343662B2 (en) * | 2003-09-18 | 2008-03-18 | Denso Corporation | Manufacturing method of stator coil composed of conductor segments |
| US7624768B2 (en) * | 2006-05-30 | 2009-12-01 | Remy International, Inc. | Method and apparatus for forming a wire to include coil segments |
| JP2008048488A (ja) | 2006-08-11 | 2008-02-28 | Hitachi Ltd | 回転電機及び回転電機巻線の形成方法 |
| JP2008113539A (ja) | 2006-10-03 | 2008-05-15 | Denso Corp | 交流回転電機 |
| JP4506895B2 (ja) * | 2008-04-07 | 2010-07-21 | 株式会社デンソー | 波巻きステータコイルの製造方法 |
| JP4505764B2 (ja) * | 2008-04-21 | 2010-07-21 | 株式会社デンソー | 回転電機のコイル組立体製造方法 |
| JP2010178457A (ja) | 2009-01-28 | 2010-08-12 | Toyota Motor Corp | ステータ、及びコイル籠 |
| JP2010178458A (ja) | 2009-01-28 | 2010-08-12 | Toyota Motor Corp | ステータ |
| JP5131560B2 (ja) * | 2009-03-13 | 2013-01-30 | アイシン・エィ・ダブリュ株式会社 | コイル製造方法及びコイル製造装置 |
| CN102474168B (zh) * | 2009-09-30 | 2014-05-07 | 丰田自动车株式会社 | 用于笼状分布卷绕线圈的扁平导线的成形方法以及成形装置 |
-
2009
- 2009-09-30 CN CN200980160402.5A patent/CN102474168B/zh not_active Expired - Fee Related
- 2009-09-30 US US13/499,263 patent/US8671555B2/en not_active Expired - Fee Related
- 2009-09-30 WO PCT/JP2009/067075 patent/WO2011039866A1/ja active Application Filing
- 2009-09-30 JP JP2010540983A patent/JP5093363B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000139048A (ja) * | 1998-05-20 | 2000-05-16 | Denso Corp | 回転電機及びその製造方法 |
| JP2002051489A (ja) * | 2000-08-02 | 2002-02-15 | Aisin Aw Co Ltd | 回転電機及びその製造方法 |
| JP2009148147A (ja) * | 2007-11-20 | 2009-07-02 | Denso Corp | 回転電機のコイル組立体製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011039866A1 (ja) | 2013-02-21 |
| US20120186081A1 (en) | 2012-07-26 |
| CN102474168B (zh) | 2014-05-07 |
| WO2011039866A1 (ja) | 2011-04-07 |
| US8671555B2 (en) | 2014-03-18 |
| CN102474168A (zh) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5093363B2 (ja) | 籠状分布巻きコイルに使用される扁平導線の成形方法及び成形装置 | |
| JP5131561B2 (ja) | コイル製造方法、コイル製造装置、及びコイル | |
| JP5885176B2 (ja) | 電気機械用電機子巻線の製造方法 | |
| JP4505764B2 (ja) | 回転電機のコイル組立体製造方法 | |
| JP5131560B2 (ja) | コイル製造方法及びコイル製造装置 | |
| WO2015178165A1 (ja) | 巻線型電子部品の製造方法 | |
| JP4955776B2 (ja) | コイル装置及びその製造方法 | |
| CN106233593B (zh) | 旋转电机的制造方法 | |
| EP2937978B1 (en) | Method for manufacturing stator for rotating electrical machine | |
| JP5278440B2 (ja) | ステータ及びその製造方法 | |
| JP6257470B2 (ja) | 回転電機の固定子コイルおよび回転電機の固定子コイルの製造方法 | |
| JP5146779B2 (ja) | コイル製造方法及びコイル製造装置 | |
| JP5941015B2 (ja) | 回転電機用のステータの製造方法 | |
| JP5146778B2 (ja) | 線材成形装置及びコイル製造装置 | |
| WO2014185376A1 (ja) | 回転電機用のステータの製造方法 | |
| JP4834057B2 (ja) | コイルの製造方法 | |
| CN113454892A (zh) | 用于提供由电导线制成的成形杆的方法以及相应的成形杆 | |
| JP2008172863A (ja) | 回転電機及びその製造方法 | |
| JP4274773B2 (ja) | コイル及びその製造方法 | |
| JP4917479B2 (ja) | コイルの製造方法 | |
| CN116317400A (zh) | 分布式波形绕组的成型方法和排线工装 | |
| US9230735B2 (en) | Electrical coil forming apparatus and methods of assembling electrical coils | |
| JP2017073478A (ja) | 多層巻コイルの製造方法 | |
| JP2013188011A (ja) | 回転電機の分布巻固定子および回転電機の分布巻固定子の製造方法 | |
| JP2013120828A (ja) | コイルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |