JP5077254B2 - Automatic pallet changing method - Google Patents
Automatic pallet changing method Download PDFInfo
- Publication number
- JP5077254B2 JP5077254B2 JP2009019152A JP2009019152A JP5077254B2 JP 5077254 B2 JP5077254 B2 JP 5077254B2 JP 2009019152 A JP2009019152 A JP 2009019152A JP 2009019152 A JP2009019152 A JP 2009019152A JP 5077254 B2 JP5077254 B2 JP 5077254B2
- Authority
- JP
- Japan
- Prior art keywords
- pallet
- fixing
- magazine
- palette
- fixing table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Abstract
Description
本発明は、ダイボンディング装置等に用いられるダイ供給用のパレットを自動交換するパレット自動交換方法に関するものである。 The present invention relates to an automatic pallet exchange method for automatically exchanging a pallet for die supply used in a die bonding apparatus or the like.
ウェハシートから剥ぎ取ったダイを熱圧着等によって基板に実装するダイボンディング装置において、柔軟性を有するウェハシートは不定形であり、そのままでは取り扱いが不便であるため、パレットと呼ばれる環状の剛性部材に装着された状態で使用される。特許文献1にはこのようなパレットを用いたダイボンディング装置の例が開示されており、ここでは、パレット収納マガジンに予め複数のパレットを収納しておき、必要に応じて順次取り出し、ダイの供給位置に装着するように構成されている。パレット収納マガジンとダイ供給位置との間でのパレットの移動は、パレットに係合させたアームを直線移動させることで行い、ダイ供給位置に装着されているパレットをパレット収納マガジンに戻すとともに次に装着したいパレットを取り出してダイ供給位置に装着するというパレット交換作業が行われる。
パレットの交換は、できるだけ短時間で広い占有領域を要することなく行うのが理想的であるが、アームの直線移動で交換を行う場合、パレットの移動はアームの移動形態に倣うため、交換時間の短縮には直動機構上の制約に伴う限界がある。また、アームの移動のためだけに装置内の限られた領域を直動機構に占有させることは面積生産性やコストの面から問題がある。 Ideally, the pallet should be replaced in as short a time as possible without requiring a large occupied area.However, when exchanging by linear movement of the arm, the movement of the pallet follows the movement form of the arm. There is a limit to shortening due to restrictions on the linear motion mechanism. In addition, it is problematic in terms of area productivity and cost to make the linear motion mechanism occupy a limited area in the apparatus only for the movement of the arm.
そこで本発明は、パレット交換時間の短縮を実現するパレット自動交換方法を提供することを目的とする。 Therefore, an object of the present invention is to provide an automatic pallet replacement method that realizes shortening of the pallet replacement time.
本発明のパレット自動交換方法は、複数のパレット収納室が鉛直方向に配備されたパレットマガジンと、前記複数のパレット収納室にそれぞれ配備され、パレット収納室に収納されたパレットの側方に位置するパレット位置決め部材と、前記パレット位置決め部材を、前記パレット収納室に収納されたパレットの側部に接触する位置と接触しない位置とに変位させるパレット位置決め部材変位手段と、前記パレットマガジンに対してパレットを出し入れする方向に配置されたパレット固定テーブルと、前記パレット固定テーブルに配備され、パレットの被係合部と係合するパレット係合部材と、前記パレット固定テーブルを前記パレットマガジンに対して接近する方向と離反する方向とに移動させるパレット移動手段と、前記パレット固定テーブルに配備され、前記パレット係合部材を旋回させるパレット旋回手段とを備えたパレット自動交換装置において、前記パレット位置決め部材をパレットに接触させて、前記パレットマガジンに対するパレットの位置を位置決めする工程と、前記位置決めされたパレットの被係合部に前記パレット係合部材を係合させる工程と、前記パレット位置決め部材をパレットから離反させる工程と、前記パレットマガジンからパレットを取り出す工程と、前記パレットマガジンから完全に取り出したパレットを旋回させ、前記パレット固定テーブル上の所定の位置に固定する工程とを含む。 In the automatic pallet replacement method of the present invention, a pallet magazine in which a plurality of pallet storage chambers are arranged in the vertical direction and a pallet provided in each of the plurality of pallet storage chambers and positioned on the side of the pallets stored in the pallet storage chambers. a pallet positioning member, said pallet positioning member, a pallet positioning member displacing means for displacing into a position where it does not contact with the position in contact with the side portion of the stored in the pallet storage chamber pallets, the pallets to the pallet magazine A pallet fixing table arranged in the direction of taking in and out, a pallet engaging member arranged on the pallet fixing table and engaged with an engaged portion of the pallet, and a direction in which the pallet fixing table approaches the pallet magazine Pallet moving means for moving in a direction away from the pallet; In a pallet turning device provided with a pallet turning means for turning the pallet engaging member, and positioning the position of the pallet with respect to the pallet magazine by bringing the pallet positioning member into contact with the pallet; Engaging the pallet engaging member with the engaged portion of the positioned pallet; separating the pallet positioning member from the pallet; removing the pallet from the pallet magazine; And turning the pallet taken out to fix it at a predetermined position on the pallet fixing table.
本発明は、パレットの直線運動の他に旋回運動を追加したことにより、パレットの直線
移動距離を短縮することができ、さらに直線運動と旋回運動を同時に行うことでパレット交換に要する時間を短縮することができる。
According to the present invention, the turning movement is added in addition to the linear movement of the pallet, so that the linear movement distance of the pallet can be shortened, and further, the time required for the pallet exchange is shortened by performing the linear movement and the turning movement simultaneously. be able to.
本発明の実施の形態について図面を参照して説明する。図1は本発明の実施の形態におけるパレット自動交換装置の平面図、図2は本発明の実施の形態におけるパレット自動交換装置の側面図、図3は本発明の実施の形態におけるパレット位置決め機構の爪の動きの説明図、図4は本発明の実施の形態における第1のパレット固定部のパレット固定機構を説明図、図5は本発明の実施の形態におけるウェハリングの平面図、図6は本発明の実施の形態におけるパレット回転部の平面図、図7は本発明の実施の形態におけるパレット基部の平面図、図8は本発明の実施の形態におけるパレット基部にパレット回転部を装着した状態であるパレットの平面図、図9は本発明の実施の形態におけるウェハリング固定部材でウェハリングを固定した状態図、図10は本発明の実施の形態におけるパレット基部にパレット回転部を装着した状態図、図11は本発明の実施の形態におけるパレット回転規制機構の説明図、図12は本発明の実施の形態における第2のパレット固定部のパレット固定機構の説明図、図13は本発明の実施の形態における第2のパレット固定部のパレット固定機構の説明図、図14は本発明の実施の形態における第2のパレット固定部のパレット固定機構の説明図、図15は本発明の実施の形態における第2のパレット固定部のパレット固定機構の説明図、図16は本発明の実施の形態におけるパレット自動交換の工程の説明図、図17は本発明の実施の形態におけるパレット自動交換の工程の説明図、図18は本発明の実施の形態におけるパレット自動交換の工程の説明図、図19は本発明の実施の形態におけるパレット自動交換の工程の説明図、図20は本発明の実施の形態におけるパレット自動交換の工程の説明図、図21は本発明の実施の形態におけるトレイを装着したパレットの平面図である。 Embodiments of the present invention will be described with reference to the drawings. 1 is a plan view of an automatic pallet changing apparatus according to an embodiment of the present invention, FIG. 2 is a side view of the automatic pallet changing apparatus according to an embodiment of the present invention, and FIG. 3 is a pallet positioning mechanism according to the embodiment of the present invention. FIG. 4 is an explanatory view of the movement of the claw, FIG. 4 is an explanatory view of the pallet fixing mechanism of the first pallet fixing portion in the embodiment of the present invention, FIG. 5 is a plan view of the wafer ring in the embodiment of the present invention, and FIG. FIG. 7 is a plan view of a pallet base in the embodiment of the present invention, and FIG. 8 is a state in which the pallet rotation unit is mounted on the pallet base in the embodiment of the present invention. 9 is a plan view of the pallet, FIG. 9 is a state diagram in which the wafer ring is fixed by the wafer ring fixing member in the embodiment of the present invention, and FIG. 10 is a pallet base in the embodiment of the present invention. FIG. 11 is an explanatory diagram of a pallet rotation restricting mechanism according to the embodiment of the present invention, and FIG. 12 is an explanatory diagram of the pallet fixing mechanism of the second pallet fixing portion according to the embodiment of the present invention. FIG. 13 is an explanatory diagram of the pallet fixing mechanism of the second pallet fixing portion in the embodiment of the present invention, and FIG. 14 is an explanatory diagram of the pallet fixing mechanism of the second pallet fixing portion in the embodiment of the present invention. FIG. 15 is an explanatory view of a pallet fixing mechanism of the second pallet fixing portion in the embodiment of the present invention, FIG. 16 is an explanatory view of a pallet automatic replacement process in the embodiment of the present invention, and FIG. 17 is an embodiment of the present invention. FIG. 18 is an explanatory diagram of a pallet automatic replacement process in the embodiment of the present invention, and FIG. 19 is a pallet automatic replacement process in the embodiment of the present invention. Illustration of steps of automatic exchange, Figure 20 is an explanatory view of a step of automatic pallet exchange in the embodiment of the present invention, FIG 21 is a plan view of the pallet tray is mounted in the embodiment of the present invention.
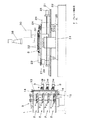
最初にパレット自動交換装置について説明する。図1、図2において、パレットマガジン1は上下方向に区分けされた複数のパレット収納室2を備え、各パレット収納室2にパレット3が一個ずつ収納されている。最上層のパレット収納室2は収納されていたパレット3が取り出されて空室となっている。パレットマガジン1は昇降装置4によって上下に移動可能であり、パレットを取り出すときには取り出したいパレット3を収納したパレット収納室2を所定の高さに位置決めし、取り出したパレット3を収納するときには空室となっているパレット収納室2を所定の高さに位置決めする。
First, an automatic pallet changer will be described. 1 and 2, the
パレットマガジン1には収納された各パレット3の位置を横方向(パレット3の出し入れ方向に直交する方向)に規制するパレット位置決め機構5と、パレット3がマガジン内から飛び出さないように前後方向(パレット3の出し入れ方向)に押さえ付けるパレット飛び出し防止機構6が備わっている。
A
パレット位置決め機構5は、パレットマガジン1に収納された各パレット3の両側面にパレット位置決め部材となる爪7を接触させることで、パレットマガジン1内のパレット3の横方向における位置決めを行う。パレットマガジン1の両側方には鉛直方向に立てられた回転軸8が2つずつ配置されており、各回転軸8にはパレットマガジン1に収納された各パレット3と同じ高さになる位置に爪7が装着されている。爪7は回転軸8に偏心した位置で装着されており、回転軸8の回転によって各パレット3の両側面に接触するようになっている。パレットマガジン1はパレット出し入れ側以外の3つの側面は閉鎖されているが、両側面には爪7がパレット3に接触できる程度の開口9が形成されている。
The
パレットマガジン1の上部には回転軸8を回転させる駆動源となるシリンダ10が配置されている。シリンダ10はピストンロッド11を伸縮させることでリンク部12を介して回転軸8を所定の角度だけ回転させる。ピストンロッド11が縮まった状態では爪7は
パレット3の両側面と接触し、パレット3の横方向への移動を規制して所定の位置に位置決めする(図3a参照)。これに対しピストンロッド11が伸びた状態では爪7はパレット3の両側面から離れ、パレット3は規制を解かれた状態となる(図3b参照)。この状態においてパレット3をパレットマガジン1から取り出すことが可能であり、またパレット3をパレットマガジン1に収納することが可能である。
A
パレット飛び出し防止機構6はパレットマガジン1に収納された各パレット3の端部に係合部材13を接触させることで前後方向における移動を規制し、マガジン内に固定して飛び出しを防止する。係合部材13は鉛直に立てられた棒状の部材であり、回転軸14を中心として回動し、パレットマガジン1のパレット出し入れ側の前面で各パレット3の端部に接触する位置と、この前面からパレットマガジン1の両側面側に退避した位置とに移動する。パレットマガジン1の下部に係合部材13を移動させる駆動源となるシリンダ機構15が配置されている。シリンダ機構15の直線運動は図示しないリンク機構を介して係合部材13の回動に変換される。
The pallet pop-out preventing
パレット固定テーブル20はパレットマガジン1から取り出したパレット3を固定する場であり、パレットマガジン1のパレット出し入れ側に配置されている。パレット固定テーブル20は2つの直動テーブル21、22によって水平移動可能であり、パレット3を固定するためのパレット固定部23、24を備えている。第1の直動テーブル21はボールねじ機構25によってパレット固定テーブル20をパレット3の出し入れ方向に移動させる。第2の直動テーブル22はボールねじ機構26によってパレット固定テーブル20をパレット3の出し入れ方向と直交する方向に移動させる。
The pallet fixing table 20 is a place for fixing the
第1のパレット固定部23は、パレット固定テーブル20の上部であってパレットマガジン1に近い側に水平旋回可能に配置され、パレット3と係合して固定するパレット係合部材である。第1のパレット固定部23はパレット3の端部に水平方向に並設されている2つの突起部16を挿嵌する2つの陥没部17を備えている。第1のパレット固定部23はパレット固定テーブル20に回転軸27によって枢支されており、モータ28を駆動源として水平に旋回することで向きを変えることが可能である。
The first
第2のパレット固定部24はパレット固定テーブル20の上部であってパレットマガジン1から遠い側に配置されている。第2のパレット固定部24はパレット3の第1のパレット固定部23によって固定された側の反対側を固定する。パレットマガジン1から取り出されたパレット3は、第1のパレット固定部23と第2のパレット固定部24によって前後側を固定されることでパレット固定テーブル20の所定の位置に水平に固定される。
The second
ピックアップ装置30とエジェクタ装置31はパレット3から電子部品32を取り出す機能を有する。パレット3には中央部に上下に貫通する空間が形成されており、この空間の上方にウェハシート33に貼り付けられた電子部品32が位置している。パレット固定テーブル20の移動によって所定のピックアップ位置に位置決めされた電子部品32は、下方からエジェクタ装置31によって突き上げられ、上方からピックアップ装置30のノズル34によって吸着されることでパレット3からピックアップされる。
The
カメラ35はピックアップ位置に位置決めされた電子部品32を撮像する。撮像によって得られた電子部品32の画像データは電子部品32を基板36に搭載する際に用いられる。電子部品32の向きが傾いている場合にはノズル34の回転によって補正し、位置ずれについては基板36を支持する基板テーブル37を移動することで補正する。
The
次に第1のパレット固定部23のパレット固定機構について説明する。図4に示すように、第1のパレット固定部材23はパレット3に配備された突起部16を陥没部17に挿
入させてパレット3を固定する。突起部16はパレット3の端部から水平に突出しており、先端方向に向けて縮径する錐体状の部位(錐体部)40が形成されている。錐体部40の先には錐体部40の最も先端側の細い部分よりさらに小径の部位41が形成され、その先には小径部位41より大径の部位42が形成されている。
Next, the pallet fixing mechanism of the first
第1のパレット固定部23の陥没部17には錐体部40の外周面と同形の内周面43が形成されている。内周面43の内側の空間は大径側が外部に開口している。内周面43のさらに奥には突起部16の挿入方向に移動可能な係止部材44が配置されている。係止部材44は中空であり、被係合部材となる突起部16の大径部位42が中空部に挿入される。係止部材44には大径部位42の外周と係合する複数の係合子45が配備されている。陥没部17の奥側には突起部16の挿入方向に縮径するテーパ面46が形成されている。大径部位42にはテーパ面46とは反対の傾斜をなすテーパ面47が形成されている。
An inner
図4(b)に示すように、大径部位42を挿入した係止部材44を陥没部17の奥側に移動させると、テーパ面46に接触した係合子45が内側に移動して大径部位42のテーパ面47に接触し、大径部位42を係止部材44の奥側に押し付ける働きを担う。これにより、錐体部40の外周面と第1のパレット固定部23の内周面43が完全に密着し、パレット3は第1のパレット固定部23に強固に固定される。
As shown in FIG. 4B, when the locking
係止部材44はピストンロッド48と接続されており、ピストンロッド48を縮めたときにパレット3を固定し、ピストンロッド48を伸ばしたときにパレット3の固定を解除する。またピストンロッド48を伸ばしたときに陥没部17に突起部16を挿入することができる。
The locking
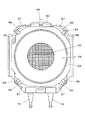
次にパレット3の構造について説明する。パレット3は、ウェハリング50(図5参照)とパレット基部51(図6参照)とパレット回転部52(図7参照)とで構成されている。ウェハリング50は環状の剛体のリングフレーム53で柔軟性を有するウェハシート54を保持したものである。ウェハシート54は粘着性を有する表面に複数の電子部品32に個片化された半導体ウェハが貼り付けられている。ウェハリング50はパレット回転部52の上に固定され、パレット回転部52はパレット基部51の上にパレット基部51に対して回転自在に装着される。
Next, the structure of the
パレット基部51の端部には前記の突起部16が配置され、これと対向する側には切欠部49が形成されている。パレット基部51は、突起部16が第1のパレット固定部23と係合し、切欠部49が第2のパレット固定部24と係合することでパレット固定テーブル20に固定される。
The
パレット回転部52の上面にはリングフレーム53の中空部より小径のリング部55が配置され、リング部55の外側に4つのウェハリング固定部材56が等間隔で配置されている。リング部55の内側は上下に貫通する空間となっている。ウェハリング固定部材56は指掛け部57とストッパ58からなり、軸59によってパレット回転部52に枢支されている。ストッパ58は軸59よりリング部55に近いところを軸59を中心にパレット回転部52と平行に回動する。ウェハリング50はウェハシート54がリング部55に接触するようにパレット回転部52に重ねられ、ウェハリング固定部材56によってリングフレーム53が固定される(図8、図9参照)。このときリングフレーム53はリング部55の上端より少し下がった位置まで押し下げられるので、リングフレーム53の内側でウェハシート54が延展する。これによりウェハシート54に貼着されている電子部品32の間隔が広がるので、ピックアップのときに隣の電子部品32との干渉を避けることができる。
A
パレット基部51の中央は上下に貫通する空間となっている。この空間の周囲に3つのローラ60が等間隔で配置されている。パレット回転部52のリング部55の外周にはローラ60の外周と係合する溝が形成されたローラ受け部61が配置されている(図10参照)。ローラ受け部61に3つのローラ60が係合することによってパレット回転部52はパレット基部51の上に若干のクリアランスをもって装着されている。パレット回転部52は3つのローラ60のみによって支持されているだけであり、パレット基部51に対して回転自在である。
The center of the
次にパレット回転規制機構について図11を参照して説明する。パレット基部51にはローラ受け部61の内周側に位置する係合部材62が配置されている。係合部材62は圧縮バネ63の弾性力によってローラ受け部61の内周面に押し当てられている。係合部材62にはローラ受け部61の内周に面する小さな孔64が形成されており、ローラ受け部61の内周面に形成された小さな突起65が孔64の内側に収まっている。この状態では突起65の動きは孔64によって制限されるので、パレット回転部52はパレット基部51に対して回転不可能な状態になる(図11a参照)。
Next, the pallet rotation restricting mechanism will be described with reference to FIG. An engaging
パレット基部51の端部には係合部材62と連結された押し釦66が配置されている。この押し釦66を押すことで係合部材62は圧縮バネ63の弾性力に抗して移動し、ローラ受け部61の内周面から離れ、これによりパレット回転部52はパレット基部51に対して自由に回転することができるようになる(図11b参照)。
A
次に第2のパレット固定部24のパレット固定機構について図12、図13、図14を参照して説明する。第2のパレット固定部24はパレット基部51に2箇所設けられた切欠部49と係合する係合部70を備えている。2つの切欠部49は離れた位置に同じ高さに設けられている。係合部70はそれぞれの切欠部49と対応して2箇所同じ高さに設けられている。
Next, the pallet fixing mechanism of the second
第2のパレット固定部24の下面にはスライダ71が配置されている。このスライダ71はパレット固定テーブル20の上面に配置されたレール72に装着されている。第2のパレット固定部24はピストンロッド73の伸縮によってレール72に沿って直線移動する。第2のパレット固定部24は第1のパレット固定部23側に移動したときにパレット基部51を固定し(図12)、反対側に移動したときにパレット基部51の固定を解除する(図13)。
A
図14は係合部70と切欠部49とが係合した状態を側面図で示している。切欠部49には断面円形のピン74が横向きに装着されている。係合部70の先端はピン70を上下に挟むV字型の溝75が形成されており、第2のパレット固定部24が第1のパレット固定部23側に移動したときにV字溝75がピン74と接触するようになっている(図14a)。係合部70は圧縮ばね76によって第2のパレット固定部24から離れる側に付勢されており、接触したそれぞれのピン74をV字溝75の最奥部に押し付けてパレット基部51を水平に固定する(図14b)。
FIG. 14 is a side view showing a state where the engaging
次にパレット回転部52を回転させるための機構について説明する。図7においてパレット回転部52には円弧型の従動ギヤ80が備わっている。図12において第2のパレット固定部24には、従動ギヤ80と螺合する駆動ギヤ81と、駆動ギヤ81と螺合する主動ギヤ82が備わっている。第2のパレット固定部24がパレット基部51を固定したときに駆動ギヤ81が従動ギヤ80に係合するようになっている。主動ギヤ82はモータ83によって駆動し、駆動ギヤ81を経て従動ギヤ80に駆動力を伝達する。モータ83の駆動制御によりパレット回転部52の回転角を調整することができる。
Next, a mechanism for rotating the
第2のパレット固定部24にはパレット回転部52の回転角を規制する機構が備わっている。第2のパレット固定部24には駆動ギヤ81を挟んだ位置に一対の光センサ84、85が配置され、パレット回転部52に装着されている遮光プレート86(図7)を検出するようになっている。パレット回転部52の回転に伴って移動する遮光プレート86が光センサ84、85から発せられる光と干渉するとモータ83の駆動停止によりパレット回転部52の回転が停止する。
The second
さらに第2のパレット固定部24にはパレット基部51の押し釦66を押すための係合解除部材87が備わっている。係合解除部材87は、図15に示すように駆動ギヤ81と従動ギヤ80が互いの刃先が干渉し合うような位置まで第2のパレット固定部24が移動したときに始めて押し釦66に接触するように配置されている。これにより係合部材62による係合が解除されたときには駆動ギヤ81と従動ギヤ80が互いに係合した状態になるので、不意にパレット回転部52が回転してしまうことを防止することができる。
Further, the second
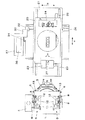
次にパレットの自動交換について説明する。ここではパレットマガジン1から取り出したパレット3をパレット固定テーブル20に固定するまでの工程について図面を参照しながら説明を行う。最初に図16に示すように、第1のパレット固定部23を取り出し予定のパレット3の突起部16に相対させる。パレット自動交換装置の動作としては、第1のパレット固定部23の水平旋回(矢印a)とパレット固定テーブル20の水平移動(矢印b、c)によって両者の水平方向の位置合わせを行い、パレットマガジン1の上下移動によって両者の高さ方向に位置合わせを行う。またパレット3は、パレット位置決め機構5によってパレットマガジン1内で固定された状態で位置決めされており、さらにパレット飛び出し防止機構6によってパレットマガジン1内から飛び出さないように前後方向への移動が規制された状態にある。
Next, automatic pallet exchange will be described. Here, a process until the
そして図17に示すように、パレット固定テーブル20をパレットマガジン1内で固定されたパレット3に向けて水平移動させ、第1のパレット固定部23を2つの突起部16に係合させる。そして図18に示すように、パレット位置決め機構5とパレット飛び出し防止機構6によるパレット3の固定を解除した後にパレット固定テーブル20を水平移動させ、パレットマガジン1からパレット3を取り出す。このときパレット3は一端を第1のパレット固定部23によって固定された片持ちの状態で保持されている。
Then, as shown in FIG. 17, the pallet fixing table 20 is moved horizontally toward the
パレットマガジン1内からパレット3が完全に取り出されると、第1のパレット固定部23が水平旋回し、図19に示すようにパレット3の向きを180度変換する。この向き変換によってパレット3の他端側(第1のパレット固定部23で固定されていない側)が第2のパレット固定部24と相対する位置関係となる。その後、第2のパレット固定部24が図20に示すようにパレット3側に移動し、パレット3の端部と係合してパレット3を他端側から固定する。同時に駆動ギヤ81が従動ギヤ80と螺合し、パレット回転部52の回転が可能な状態となる。このときパレット3は第1のパレット固定部23と第2のパレット固定部24によって対向する側を両持ちされた状態でパレット固定テーブル20上に固定される。
When the
以上の説明したパレット自動交換装置の利点としては、まず、パレット交換に際して直線移動の他に水平旋回を行うことでパレットの直線移動距離を短縮化することができ、従来の装置に比べて装置全体の簡素化および小型化が実現できることが挙げられる。またパレットの直線移動と旋回を同時に行うことができるので、パレット交換に要する時間を短縮することができる。それから、パレットは複数の突起部を有し、それぞれパレット固定部の陥没部に係合させることで複数の箇所で固定されるので、位置決めにおける精度や再現性がよい。さらに、突起部の錐体部の錐体部の外周面と陥没部に内周面を密着させてパレットを固定することで、移動や旋回中に慣性力や遠心力が作用してもパレットの位置は
ずれることなく強固に保たれる。
The advantage of the automatic pallet changing apparatus described above is that the linear movement distance of the pallet can be shortened by performing a horizontal turn in addition to the linear movement at the time of pallet exchange. It can be mentioned that simplification and downsizing can be realized. Moreover, since the linear movement and turning of the pallet can be performed at the same time, the time required for the pallet replacement can be shortened. Then, the pallet has a plurality of protrusions, and each is fixed at a plurality of locations by engaging with the recessed portions of the pallet fixing portion, so that the positioning accuracy and reproducibility are good. Furthermore, by fixing the pallet by bringing the inner peripheral surface into close contact with the outer peripheral surface and the recessed portion of the conical portion of the projection, the pallet can be moved even if inertial force or centrifugal force is applied during movement or turning. The position is kept strong without shifting.
また、パレットは片持ちされた状態で移動するため、自重により固定されていない側が垂下する場合がありうるが、パレット固定テーブル上では両持ちの状態で固定されるので水平に保たれる。両持ちで固定されたパレットはパレット固定テーブルの移動の際にも振動や位置ずれが効果的に抑えられるので、電子部品の位置決め精度が向上することになる。 In addition, since the pallet moves in a cantilevered state, the side that is not fixed by its own weight may hang down. However, since the pallet is fixed in a both-sided state on the pallet fixing table, it is kept horizontal. Since the pallet fixed by both ends can effectively suppress vibration and displacement even when the pallet fixing table is moved, the positioning accuracy of the electronic component is improved.
さらに、パレット収納室2に配備された爪7によってパレット3をパレッマガジン1に対して固定できようにしたことで、パレット収納時の作業性とパレット交換時のパレット3の安定性の両立が可能になった。パレット収納室2は、パレット3の幅より若干幅広に作られており、これによりパレット3とパレットマガジン1の接触抵抗を無くしてパレット収納時の作業性を向上させている。しかしその反面、両者の間の隙間によってパレット3がパレットマガジン1内で遊んでしまい、位置ずれやパレットマガジン1からの脱落などの不具合が生じていた。爪7は、パレット3の両側部に接触する位置と接触しない位置とに変位可能であるので、パレット収納時にはパレット3に接触させないことで作業性が維持され、それ以外の場面では接触させておくことでパレットマガジン1内におけるパレット3の位置や姿勢が安定することになる。
Furthermore, since the
パレット自動交換装置は、図21に示すように、ウェハシートではなくトレイ90を装着しているパレット91も使用することができる。パレット91は、パレット3と外形を同じくし、さらに同様の突起部92を備えている。矩形のトレイ90は、パレット91の右下部にある位置決め板93に右下の角部を当て、上辺と左辺をそれぞれ寄せ板94、95に当てた状態でパレット91の略中央に固定されている。寄せ板94、95はそれぞれ溝96、97に沿って移動可能であり、図示しない付勢手段であるコイルばねによってそれぞれ下方および右方に付勢されている。トレイ90には格子状に凹部98が形成されており、この凹部98に電子部品99が一個ずつ収納されている。
As shown in FIG. 21, the automatic pallet changing apparatus can also use a
電子部品32がウェハシート54に貼り付けられているパレット3と違い、パレット91では電子部品99は凹部98に置かれているだけなので、パレットマガジン1とパレット91との間に隙間があると突起部16と陥没部17の間に水平方向の位置ずれが生じるため、パレット固定時に振動や衝撃が発生することによって凹部98やトレイ99から飛び出し易い。この場合でも、爪7によってパレット91を固定することで、パレットマガジン1内でパレット91が遊ぶことがなくなり、振動や衝撃の発生を極力抑制することができる。
Unlike the
本発明は、パレットの直線運動の他に旋回運動を追加したことにより、パレットの直線移動距離を短縮することができ、さらに直線運動と旋回運動を同時に行うことでパレット交換に要する時間を短縮することができ、殊に複数のパレットを用いてチップの搭載を行うマルチチップボンダ等に有用である。 According to the present invention, the turning movement is added in addition to the linear movement of the pallet, so that the linear movement distance of the pallet can be shortened, and further, the time required for the pallet replacement is reduced by performing the linear movement and the turning movement simultaneously. In particular, it is useful for a multi-chip bonder or the like in which chips are mounted using a plurality of pallets.
1 パレットマガジン
2 パレット収納室
3、91 パレット
7 爪(パレット位置決め部材)
16 突起部
17 陥没部
20 パレット固定テーブル
23 第1のパレット固定部
1
16
Claims (1)
前記パレット位置決め部材をパレットに接触させて、前記パレットマガジンに対するパレットの位置を位置決めする工程と、前記位置決めされたパレットの被係合部に前記パレット係合部材を係合させる工程と、前記パレット位置決め部材をパレットから離反させる工程と、前記パレットマガジンからパレットを取り出す工程と、前記パレットマガジンから完全に取り出したパレットを旋回させ、前記パレット固定テーブル上の所定の位置に固定する工程とを含むことを特徴とするパレット自動交換方法。 A pallet magazine in which a plurality of pallet storage chambers are arranged in the vertical direction, a pallet positioning member that is provided in each of the plurality of pallet storage chambers and is located on the side of the pallet stored in the pallet storage chamber, and the pallet positioning member , said pallet and a position in contact with the side portion of the housing pallet in the storage chamber and the pallet positioning member displacing means for displacing the position and not in contact, arranged pallet fixing in the direction of loading and unloading the pallets to the pallet magazine A table, a pallet engaging member that is disposed on the pallet fixing table and engages with an engaged portion of the pallet, and a pallet that moves the pallet fixing table in a direction toward and away from the pallet magazine A moving means and the pallet fixing table disposed on the pallet fixing table; In automatic pallet exchange device and a pallet pivot means for pivoting the member,
Bringing the pallet positioning member into contact with the pallet to position the pallet relative to the pallet magazine; engaging the pallet engaging member with an engaged portion of the positioned pallet; and pallet positioning. A step of separating the member from the pallet, a step of taking out the pallet from the pallet magazine, and a step of turning the pallet completely taken out from the pallet magazine and fixing the pallet to a predetermined position on the pallet fixing table. A featured automatic pallet exchange method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009019152A JP5077254B2 (en) | 2009-01-30 | 2009-01-30 | Automatic pallet changing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009019152A JP5077254B2 (en) | 2009-01-30 | 2009-01-30 | Automatic pallet changing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010177487A JP2010177487A (en) | 2010-08-12 |
| JP2010177487A5 JP2010177487A5 (en) | 2011-03-10 |
| JP5077254B2 true JP5077254B2 (en) | 2012-11-21 |
Family
ID=42708129
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009019152A Active JP5077254B2 (en) | 2009-01-30 | 2009-01-30 | Automatic pallet changing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5077254B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5796162B2 (en) * | 2011-11-07 | 2015-10-21 | パナソニックIpマネジメント株式会社 | Tray feeder, pallet for tray setting and tray setting method |
| JP5885856B2 (en) * | 2012-10-29 | 2016-03-16 | 富士機械製造株式会社 | Parts supply device |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6176257A (en) * | 1984-09-18 | 1986-04-18 | Murata Mach Ltd | Work transfer system |
| JPS63282004A (en) * | 1987-05-11 | 1988-11-18 | Kawasaki Steel Corp | Article conveying and storing equipment |
| JPH0795551B2 (en) * | 1988-12-07 | 1995-10-11 | 松下電器産業株式会社 | Chip feeder |
| GB9006036D0 (en) * | 1990-03-16 | 1990-05-09 | Emhart Deutschland | Die presentation system for die bonder |
| JPH06132398A (en) * | 1992-10-21 | 1994-05-13 | Fujitsu Ltd | Wafer ring fixing device |
| JPH09190988A (en) * | 1996-01-11 | 1997-07-22 | Toshiba Mechatronics Kk | Sheet expanding device |
| JP3693783B2 (en) * | 1997-03-21 | 2005-09-07 | 大日本スクリーン製造株式会社 | Substrate processing equipment |
| JP2002084096A (en) * | 2000-09-08 | 2002-03-22 | Yamaha Motor Co Ltd | Tray parts feeder |
| EP1310986A1 (en) * | 2001-11-08 | 2003-05-14 | F & K Delvotec Bondtechnik GmbH | Transfer mechanism for a die presentation package |
| JP4039104B2 (en) * | 2002-04-18 | 2008-01-30 | 松下電器産業株式会社 | Wafer supply device |
| JP4085995B2 (en) * | 2004-03-16 | 2008-05-14 | 松下電器産業株式会社 | Rotary table mechanism |
| JP4544173B2 (en) * | 2006-02-13 | 2010-09-15 | パナソニック株式会社 | Electronic component transfer equipment |
-
2009
- 2009-01-30 JP JP2009019152A patent/JP5077254B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010177487A (en) | 2010-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6040530B2 (en) | Handler and inspection equipment | |
| JP4962194B2 (en) | Image input module adjustment apparatus and image input module adjustment method | |
| JP2010179420A (en) | Industrial robot | |
| JP5303301B2 (en) | Industrial robot | |
| JP2006269794A (en) | Nozzle exchange device and component-packaging apparatus | |
| JP5077254B2 (en) | Automatic pallet changing method | |
| JP5083221B2 (en) | Pallet automatic changer | |
| JP5077253B2 (en) | Pallet automatic changer | |
| JP2019087720A (en) | Testing unit of semiconductor wafer | |
| JP6049221B2 (en) | Die supply device | |
| WO2016181437A1 (en) | Component mounting machine, and component supply method for component mounting machine | |
| JP5083222B2 (en) | Pallet automatic changer | |
| JP4905467B2 (en) | Pallet automatic changer | |
| JP6040528B2 (en) | Handler and inspection equipment | |
| JP6840866B2 (en) | Work work equipment | |
| US8922908B2 (en) | Lens apparatus | |
| KR20100119753A (en) | Chip supply pallet and chip supply apparatus | |
| JP2017052599A (en) | Transfer device and control method of transfer device | |
| JP5773490B2 (en) | Die push-up operation management system | |
| US20230398698A1 (en) | Adsorption nozzle, component transfer apparatus, and attitude control method of adsorption nozzle | |
| JP2008277354A (en) | Gripping device | |
| JP5082914B2 (en) | Chip feeder | |
| JP5035009B2 (en) | Chip feeder | |
| JP4735565B2 (en) | Component mounting apparatus and component mounting method | |
| JP2006319281A (en) | Arm driving mechanism, packaging apparatus, method for driving arm, and method for packaging |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110125 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20110215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120731 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120813 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150907 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5077254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150907 Year of fee payment: 3 |