JP5045043B2 - 防護用布帛 - Google Patents
防護用布帛 Download PDFInfo
- Publication number
- JP5045043B2 JP5045043B2 JP2006253972A JP2006253972A JP5045043B2 JP 5045043 B2 JP5045043 B2 JP 5045043B2 JP 2006253972 A JP2006253972 A JP 2006253972A JP 2006253972 A JP2006253972 A JP 2006253972A JP 5045043 B2 JP5045043 B2 JP 5045043B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- fiber
- fabric
- sheath
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Woven Fabrics (AREA)
Description
(1)動摩擦係数
表面性測定装置トライボギア(HEIDON タイプ14DR、新東科学(株)製)を用い、幅80mm×長さ200mmに試料をカットし、金属板の上にエポキシ樹脂で接着・固定した。試料と一体化した金属板をネジでトライボギア上に固定し、試料上部に金属球を摩擦材として接地し、6000mm/分の速度で80mm移動させて動摩擦係数を測定した。金属球の摩擦材は200gの荷重が試料にかかるように設定し、試料5枚の測定値の平均値を採った。
20cm長さ×40cm幅に試料をカットし、45度の傾き角を有する市販のセメントボードの斜面上に20cm長さ×40cm幅にカットしたポリ塩化ビニル樹脂フィルム(信越ポリマー株式会社製)を1枚置いた。試料の中心から垂直に、上方50cmの距離に溶融金属が排出されるように取り付けられた誘導炉を置き、200gのアルミニウム・ペレットを入れて加熱溶融した。アルミニウムの温度が780±15℃に達したら、1.5秒の間試料上に溶融したアルミニウムを排出させた。
JIS L 1096:1999 8.20.1 A法(ガーレ法)に則り、剛軟度を求めた。用いた装置はガーレ剛軟度試験機((株)東洋精機製作所製)である。試料は89mm長さ×25mm幅のサイズにカットし、測定数は5枚、それぞれの試料の表裏を測り、タテ方向の平均値を剛軟度とした。
(複合糸)
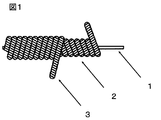
芯糸として220dtexのパラ系アラミド繊維(“ケブラー(R)”東レ・デュポン(株)製、分解点(炭化)537℃、融点なし)を用い、鞘糸として440dtexのポリテトラフルオロエチレン繊維(“トヨフロン(R)”東レ(株)製)を2本使用し、芯糸は無撚りの状態でその周囲に鞘糸を1本下巻きにS撚りしながら被覆し、さらに上巻きに鞘糸1本を撚り数800T/mでZ撚りしながら被覆したダブルカバリングの複合糸を得た。複合糸は1400dtexの繊度で、表面から芯糸のパラ系アラミド繊維は全く見られず、極めて均一にカバリングされた複合糸であった。
上記で得られた複合糸を用い、タテ糸密度20本/cm、ヨコ糸密度15本/cmの朱子織(二飛び5枚サテン織組織)の織物を製織した。製織時には、しごきや張力がかかったが、フッ素系樹脂繊維の被覆が剥がれたり、毛羽を生ずることもなく、製織性は極めて良好であった。
(複合糸)
実施例1と同様にして複合糸を得た。
上記で得られた複合糸を用い、タテ糸密度23本/cm、ヨコ糸密度12本/cmの平織りの織物を製織した。製織時には、しごきや張力がかかったが、フッ素系樹脂繊維の被覆が剥がれたり、毛羽を生ずることもなく、製織性は極めて良好であった。
(複合糸)
芯糸として220dtexのパラ系アラミド繊維(“ケブラー(R)”東レ・デュポン(株)製、分解点(炭化)537℃、融点なし)を用い、鞘糸として880dtexのポリテトラフルオロエチレン繊維(“トヨフロン(R)”東レ(株)製)を1本使用し、芯糸は無撚りの状態でその周囲に鞘糸を撚り数800T/mでZ撚りしながら被覆し、シングルカバリングの複合糸を得た。複合糸は1350dtexの繊度で、表面から芯糸のパラ系アラミド繊維は見られないが、複合糸にトルクが残っている複合糸であった。
上記で得られた複合糸を用い、タテ糸密度22本/cm、ヨコ糸密度13本/cmの朱子織(二飛び5枚サテン織組織)の織物を製織した。製織時には、しごきや張力がかかったので、ポリテトラフルオロエチレン繊維の被覆が一部剥がれ、ポリテトラフルオロエチレン繊維被覆の均一性が若干損なわれるものであったが、製織性は良好であった。
(複合糸)
複合糸は用いず、1440dtexのポリテトラフルオロエチレン繊維(“トヨフロン(R)”、東レ(株)製)のみを用いた。
上記の糸を用い、タテ糸密度60本/cm、ヨコ糸密度30本/cmの平織りの織物を製織した。用いた糸がポリテトラフルオロエチレン繊維のみであったため、若干強力が弱く、製織時に糸切れが生じることがあった。
(複合糸)
複合糸は用いず、1600dtexのパラ系芳香族ポリアミド繊維(“テクノーラ(R)”帝人(株)製、分解点500℃、融点なし)のみを用いた。
上記の糸を用い、タテ糸密度45本/cm、ヨコ糸密度20本/cmの2/1ツイル(三の綾)の織物を製織した。製織時にはしごきや張力によって若干の毛羽が発生した。

2:鞘糸の下巻き(S撚り)
3:鞘糸の上巻き(Z撚り)
Claims (8)
- フッ素系樹脂繊維のマルチフィラメントを鞘糸として有し、他の繊維を芯糸として有する異なる方向の撚りを組み合わせてなる芯鞘複合糸を有してなることを特徴とする防護用布帛。
- 前記フッ素系樹脂繊維の他の繊維が分解点350℃以上で融点を有さない、請求項1に記載の防護用布帛。
- 前記芯鞘複合糸がカバードヤーンである、請求項1または2に記載の防護用布帛。
- 前記鞘糸が複合糸の表面を均一に被覆している、請求項1〜3のいずれかに記載の防護用布帛。
- 前記鞘糸が多重巻きであり、下巻きの撚り方向と上巻きの撚り方向とが互いに逆方向である、請求項1〜4のいずれかに記載の防護用布帛。
- 前記布帛の表面の動摩擦係数が0.1〜0.5の範囲内にある、請求項1〜5のいずれかに記載の防護用布帛。
- 前記布帛が織物であり、その織密度がタテ・ヨコいずれも10〜40本/cmである、請求項1〜6のいずれかに記載の防護用布帛。
- 溶融金属からの防護用に用いる、請求項1〜7のいずれかに記載の防護用布帛。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006253972A JP5045043B2 (ja) | 2006-09-20 | 2006-09-20 | 防護用布帛 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006253972A JP5045043B2 (ja) | 2006-09-20 | 2006-09-20 | 防護用布帛 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008075193A JP2008075193A (ja) | 2008-04-03 |
| JP2008075193A5 JP2008075193A5 (ja) | 2009-11-05 |
| JP5045043B2 true JP5045043B2 (ja) | 2012-10-10 |
Family
ID=39347541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006253972A Expired - Fee Related JP5045043B2 (ja) | 2006-09-20 | 2006-09-20 | 防護用布帛 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5045043B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8875746B2 (en) * | 2012-10-02 | 2014-11-04 | Federal-Mogul Powertrain, Inc. | Textile sleeve with twisted hybrid fill yarn and method of construction thereof |
| JP2014132128A (ja) * | 2013-01-07 | 2014-07-17 | Toyota Boshoku Corp | 織物 |
| CN103132199B (zh) * | 2013-03-25 | 2015-06-03 | 东华大学 | 一种三元结构复合纱线及其制备装置和方法 |
| CN106435923A (zh) * | 2015-08-05 | 2017-02-22 | 东丽纤维研究所(中国)有限公司 | 一种自润滑织物及其生产方法和用途 |
| WO2019009237A1 (ja) * | 2017-07-06 | 2019-01-10 | 岡本株式会社 | 糸、繊維製品および製造方法 |
| CN114829689B (zh) * | 2019-12-20 | 2023-06-16 | 东丽株式会社 | 机织物及机械臂用电缆罩 |
| CN115427619A (zh) * | 2020-04-23 | 2022-12-02 | 世联株式会社 | 导电纱线及具有由导电纱线构成的配线的物品 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4569088A (en) * | 1983-10-03 | 1986-02-11 | E. I. Du Pont De Nemours And Company | Foundry workers' protective garment |
| JP2607947B2 (ja) * | 1989-01-25 | 1997-05-07 | 東レ・ファインケミカル株式会社 | 芯鞘構造系およびそれからなる低誘電率基材 |
| JPH08294982A (ja) * | 1995-04-25 | 1996-11-12 | Atsusato Kitamura | 一次ウエブおよびそれを焼成した高機能性ウエブ |
| JPH11293268A (ja) * | 1998-04-08 | 1999-10-26 | Toray Ind Inc | 摺動部材 |
| JP4130122B2 (ja) * | 2002-12-18 | 2008-08-06 | 帝人テクノプロダクツ株式会社 | 耐熱性布帛及びその製造方法、並びにそれからなる耐熱性防護服 |
| JP2005220487A (ja) * | 2004-02-06 | 2005-08-18 | Toray Ind Inc | フッ素繊維布帛および複合材料 |
-
2006
- 2006-09-20 JP JP2006253972A patent/JP5045043B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008075193A (ja) | 2008-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5045043B2 (ja) | 防護用布帛 | |
| JP4594379B2 (ja) | 防護服用の布帛 | |
| JP5154045B2 (ja) | 耐摩耗性に優れた布帛、複合布帛、および、繊維製品、ならびに、その製造方法 | |
| US6021523A (en) | Heat and abrasion resistant woven glove | |
| JP4007994B2 (ja) | 繊維製品 | |
| JP4335801B2 (ja) | 耐溶融金属布帛 | |
| US8650668B2 (en) | Protective garment with low friction characteristics | |
| KR102082592B1 (ko) | 팽창성 폴리테트라플루오로에틸렌 섬유를 포함하는 직물 | |
| KR20180011760A (ko) | 포백 | |
| US20180127903A1 (en) | Breathable Fire Resistant Fabrics | |
| JP4048229B2 (ja) | 防水透湿性繊維製品用積層体 | |
| JP4447476B2 (ja) | 洗濯耐久性の改善された織編物 | |
| CN114829689B (zh) | 机织物及机械臂用电缆罩 | |
| JP7414007B2 (ja) | 摺動布帛 | |
| JP2002266118A (ja) | 防護衣料またはスポーツ衣料 | |
| JP2007092209A (ja) | 耐熱性布帛及びそれからなる耐熱性防護服 | |
| JP2009097125A (ja) | 耐切創性優れた繊維構造物及びその製造方法 | |
| JPH08291473A (ja) | 複合材料とその製造方法及びそれからなる透湿防水布 | |
| CN116997693A (zh) | 机织物和滑动材料 | |
| JP2009097124A (ja) | 耐切創性に優れた繊維構造物及びその製造方法 | |
| TWM536615U (zh) | 鐵氟龍布料 | |
| TWI597169B (zh) | 鐵氟龍布料及其製造方法 | |
| JP2011033311A (ja) | 耐切創布帛およびそれを用いた耐切創防護衣料 | |
| JP2005213709A (ja) | 難燃性複合糸及びそれからなる遮熱性裏地並びにその製造方法 | |
| JP2004315992A (ja) | 耐熱性布帛及びその製造方法、並びにそれからなる耐熱性防護服 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090911 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120619 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120702 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150727 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5045043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |