JP5009908B2 - 圧縮成形機械 - Google Patents
圧縮成形機械 Download PDFInfo
- Publication number
- JP5009908B2 JP5009908B2 JP2008516921A JP2008516921A JP5009908B2 JP 5009908 B2 JP5009908 B2 JP 5009908B2 JP 2008516921 A JP2008516921 A JP 2008516921A JP 2008516921 A JP2008516921 A JP 2008516921A JP 5009908 B2 JP5009908 B2 JP 5009908B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- axis
- plate
- shaft
- cup
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000748 compression moulding Methods 0.000 title claims description 14
- 238000002347 injection Methods 0.000 claims description 54
- 239000007924 injection Substances 0.000 claims description 54
- 239000007943 implant Substances 0.000 claims description 41
- 230000007246 mechanism Effects 0.000 claims description 28
- 230000006835 compression Effects 0.000 claims description 13
- 238000007906 compression Methods 0.000 claims description 13
- 239000004033 plastic Substances 0.000 claims description 8
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 239000000463 material Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- 238000007789 sealing Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
- B29C31/042—Feeding of the material to be moulded, e.g. into a mould cavity using dispensing heads, e.g. extruders, placed over or apart from the moulds
- B29C31/048—Feeding of the material to be moulded, e.g. into a mould cavity using dispensing heads, e.g. extruders, placed over or apart from the moulds the material being severed at the dispensing head exit, e.g. as ring, drop or gob, and transported immediately into the mould, e.g. by gravity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
- B29C43/06—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds continuously movable in one direction, e.g. mounted on chains, belts
- B29C43/08—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds continuously movable in one direction, e.g. mounted on chains, belts with circular movement, e.g. mounted on rolls, turntables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/34—Feeding the material to the mould or the compression means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/34—Feeding the material to the mould or the compression means
- B29C2043/3466—Feeding the material to the mould or the compression means using rotating supports, e.g. turntables or drums
- B29C2043/3472—Feeding the material to the mould or the compression means using rotating supports, e.g. turntables or drums using star wheels comprising arms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3676—Moulds for making articles of definite length, i.e. discrete articles moulds mounted on rotating supporting constuctions
- B29C2043/3678—Moulds for making articles of definite length, i.e. discrete articles moulds mounted on rotating supporting constuctions on cylindrical supports with moulds or mould cavities provided on the periphery
- B29C2043/3684—Moulds for making articles of definite length, i.e. discrete articles moulds mounted on rotating supporting constuctions on cylindrical supports with moulds or mould cavities provided on the periphery opening/closing or acting radially, i.e. vertical to the rotation axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/56—Stoppers or lids for bottles, jars, or the like, e.g. closures
- B29L2031/565—Stoppers or lids for bottles, jars, or the like, e.g. closures for containers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/809—Seal, bottle caps only
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
本発明の開示の第1の態様による圧縮成形機械は、軸線の周りの回転のために装着された支持体、及び支持体の周りに配置された複数の角度的に離間した金型を含む。金型の各々は、第1の金型セグメント(第1の金型部分)及び第2の金型セグメント(第2の金型部分)を含む。金型セグメント(金型部分)の少なくとも一方は、プラスチック物品を圧縮成形するための閉鎖位置と、金型から成形物品を除去し、かつ金型に金型注入物を入れるための開放位置との間で他方の金型セグメントに関して移動可能である。金型注入物を金型に順番に入れるための装置が提供される。
本発明の開示内容は、その付加的な目的、特徴、利点、及び態様と共に、以下の説明、特許請求の範囲、及び添付の図面から最も良く理解されるであろう。
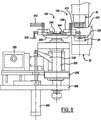
図8〜11の実施形態では、押出機ノズル325は、スリーブ322及び歯車シャフト344の軸線に平行であるが、そこから横方向にオフセットしており、図3〜7の実施形態におけるように機構及びプレートの上ではなく、機構326及びプレート320の下に位置している。ペレットカッターナイフ392は、ノズル325の出口の上のプレート396に沿った回転のためのブレードシャフト394にアーム393によって連結されている。シャフト394の軸線は、スリーブ322及びシャフト344の軸線に平行であるが、そこから横方向に離間している(図10)。カラー322及びシャフト394は、ベルト345によってモータ346に連結されている。シャフト344は、この実施形態では、静止しており、すなわち、モータ駆動ではない。シャフト344は、カラー322及びプレート320に対してシャフト344及び歯車342の「タイミング」を調節するための位相調節器438(図10)によって支持構造体436に連結されている。従って、シャフト344及び歯車342は、この実施形態では、装置の通常作動中、すなわち、位相調節器438による最初の位相調節の後では静止している。モータ346は、ホイール22と同期してカラー322及びプレート320を回転させ、かつ駆動シャフト394及びブレード392を回転させるための適切な制御装置352に連結されている。モータ346は、独立して制御可能なサーボモータを含むことができる。代替的に、カラー322及びシャフト394は、適切な歯車又はプーリなどによってホイール22(図1及び図2)に連結することができる。押出機からの熱溶解物は、定量ポンプ382(図6)、通路384、及び誘導ゲート386により、ノズル325に給送することができる。誘導ゲート386は、アーム388により、シリンダ又はアクチュエータ390に連結されている。
図14及び図15は、図3〜7及び図8〜11の実施形態におけるカップ332に対する修正として収集カップ332a、332bを示している。カップ332は、比較的堅固な構成であるが、カップ332a及び332bは、プラスチック、好ましくは例えばシリコーンのような可撓性で弾力性のある材料の可撓性ベローズ形状の構成である。
Claims (31)
- 軸線の周りの回転のために装着されたホイール(22)及び該ホイール周りに配置された複数の角度的に離間した金型(52)、
を含み、
前記金型(52)の各々は、第1の金型セグメント及び第2の金型セグメントを含み、 前記金型セグメントの少なくとも一方は、プラスチック物品を圧縮成形するための閉鎖位置と、該金型から成形物品を除去し、かつ該金型に金型注入物を入れるための開放位置との間で他方の金型セグメントに対して移動可能であり、
第1の軸線周りの回転のためのプレート(320)及び該プレートの周囲に隣接して担持された金型注入物配置機構(324)、
を含む金型注入物を前記金型に順番に入れるための装置(130)、
を更に含み、
前記金型注入物配置機構は、前記第1の軸線に垂直な第2の軸線の周りの回転のために装着された配置アーム(330)、及び前記金型が前記プレートの前記周囲に隣接して順番に通過する時に金型注入物を該金型に入れるための前記アームの端部のカップ(332又は332a又は332b)を含む、
ことを特徴とする圧縮成形機械。 - 前記金型注入物配置機構(324)は、前記第2の軸線の周りの回転のための駆動シャフト(328)を含み、前記アーム(330)は、該第2の軸線に対して角度を成して該駆動シャフトから延びていることを特徴とする請求項1に記載の機械。
- 前記アーム(330)は、前記第2の軸線に垂直であることを特徴とする請求項2に記載の機械。
- ノズル(325)から金型注入物を切断するためのカッターブレード(336)を含み、前記カップ(332又は332a又は332b)は、該ブレードによって切断された金型注入物を受け、該金型注入物を搬送して前記金型に入れることを特徴とする請求項2に記載の機械。
- 前記カッターブレード(336)は、前記金型注入物配置機構(324)によって担持されていることを特徴とする請求項4に記載の機械。
- 前記ノズル(325)は、前記第1の軸線から離間しており、
前記カッターブレード(336)は、前記第1の軸線に平行な第3の軸線の周りの回転のためにブレードシャフト(394)に連結されたアーム(393)上にある、
ことを特徴とする請求項4に記載の機械。 - 前記ブレードシャフト(394)と前記プレート(320)とに連結されて、前記カッターブレード及び該プレートを同時に回転させるモータ(346)を含むことを特徴とする請求項6に記載の機械。
- 前記カップに前記金型注入物を保持するために該カップに選択的に真空を引くための制御装置(354)を含むことを特徴とする請求項4に記載の機械。
- 前記制御装置(354)はまた、金型内への前記金型注入物の配置を助けるために前記カップに選択的に加圧空気を印加することを特徴とする請求項8に記載の機械。
- 前記プレート(320)に連結されたカラー(322)、該カラー及び該プレートを通して延びる歯車シャフト(344)、及び該歯車シャフトを前記駆動シャフトに連結する歯車(340、342)を含むことを特徴とする請求項4に記載の機械。
- 前記歯車シャフト(344)は、静止していることを特徴とする請求項10に記載の機械。
- 前記プレート(320)の周囲に隣接して互いに正反対に離間した金型注入物配置機構(324)を含み、該配置機構の両方は、前記歯車シャフト(344)に歯車(340、342)によって連結された駆動シャフト(328)を含むことを特徴とする請求項10に記載の機械。
- 金型注入物を圧縮金型に順番に入れるための装置であって、
第1の軸線の周りの回転のためのプレート(320)、及び該プレートの周囲に隣接して担持された少なくとも1つの金型注入物配置機構(324)、
を含み、
前記金型注入物配置機構は、前記第1の軸線に垂直な第2の軸線の周りの回転のために装着された配置アーム(330)と、前記金型が前記プレートの前記周囲に隣接して順番に通過する時に金型注入物を金型に入れるための該アームの端部のカップ(332又は332a又は332b)とを含む、
ことを特徴とする装置。 - 前記金型注入物配置機構(324)は、前記第2の軸線の周りの回転のための駆動シャフト(328)を含み、前記アーム(330)は、該第2の軸線に対して角度を成して該駆動シャフトから延びていることを特徴とする請求項13に記載の装置。
- 前記アーム(330)は、前記第2の軸線に垂直であることを特徴とする請求項14に記載の装置。
- ノズル(325)から金型注入物を切断するためのカッターブレード(336)を含み、前記カップ(332又は332a又は332b)は、該ブレードによって切断された金型注入物を受け、該金型注入物を搬送して前記金型に入れることを特徴とする請求項14に記載の装置。
- 前記カッターブレード(336)は、前記金型注入物配置機構(324)によって担持されていることを特徴とする請求項16に記載の装置。
- 前記ノズル(325)は、前記第1の軸線から離間しており、
前記カッターブレードは、前記第1の軸線に平行な第3の軸線の周りの回転のためにブレードシャフト(394)にアーム(393)によって連結された(336)である、
ことを特徴とする請求項16に記載の装置。 - 前記ブレードシャフト(394)と前記プレート(320)とに連結されて、前記カッターブレード及び該プレートを同時に回転させるモータ(346)を含むことを特徴とする請求項18に記載の装置。
- 前記カップに前記金型注入物を保持するために該カップに選択的に真空を引くための制御装置(354)を含むことを特徴とする請求項16に記載の装置。
- 前記制御装置(354)はまた、金型内への前記金型注入物の配置を助けるために前記カップに選択的に加圧空気を印加することを特徴とする請求項20に記載の装置。
- 前記プレート(320)に連結されたカラー(322)、該カラー及び該プレートを通して延びる歯車シャフト(344)、及び該歯車シャフトを前記駆動シャフトに連結する歯車(340、342)を含むことを特徴とする請求項16に記載の装置。
- 前記プレート(320)の周囲に隣接して互いに正反対に離間した金型注入物配置機構(324)を含み、該配置機構の両方は、前記歯車シャフト(344)に歯車(340、342)によって連結された駆動シャフト(328)を含むことを特徴とする請求項22に記載の装置。
- 前記カッターブレード(336)は、前記金型注入物配置機構(324)によって担持されていることを特徴とする請求項22に記載の装置。
- 前記ノズル(325)は、前記第1の軸線から離間しており、
前記カッターブレード(336)は、前記第1の軸線に平行な第3の軸線の周りの回転のためにブレードシャフト(394)にアーム(393)によって連結されている、
ことを特徴とする請求項22に記載の装置。 - 前記プレート(320)に連結されたカラー(322)、該カラー及び該プレートを通して延びる歯車シャフト(344)、及び該歯車シャフトを前記金型注入物配置機構の前記駆動シャフトに連結する歯車(340、342)を含むことを特徴とする請求項14に記載の装置。
- 前記プレート(320)の周囲に隣接して互いから正反対に離間した金型注入物配置機構(324)を含み、該配置機構の両方は、前記歯車シャフトに前記歯車(340、342)によって連結された駆動シャフト(328)を含むことを特徴とする請求項26に記載の装置。
- 前記歯車シャフト(344)は、静止していることを特徴とする請求項26に記載の装置。
- 前記カッターブレード(336)は、前記金型注入物配置機構によって担持されていることを特徴とする請求項26に記載の装置。
- 前記ノズル(325)は、前記第1の軸線から離間しており、
前記カッターブレード(336)は、該第1の軸線に平行な第3の軸線の周りの回転のためのブレードシャフト(394)にアーム(393)によって連結されている、
ことを特徴とする請求項26に記載の装置。 - 前記ブレードシャフト(394)と前記プレート(320)とに連結され、前記カッターブレード及び該プレートを同時に回転させるモータ(346)を含むことを特徴とする請求項30に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/156,115 | 2005-06-17 | ||
| US11/156,115 US7247014B2 (en) | 2005-06-17 | 2005-06-17 | Compression molding machine |
| PCT/US2006/021601 WO2006138089A1 (en) | 2005-06-17 | 2006-06-05 | Compression molding machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008543612A JP2008543612A (ja) | 2008-12-04 |
| JP2008543612A5 JP2008543612A5 (ja) | 2012-05-10 |
| JP5009908B2 true JP5009908B2 (ja) | 2012-08-29 |
Family
ID=37027714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008516921A Expired - Fee Related JP5009908B2 (ja) | 2005-06-17 | 2006-06-05 | 圧縮成形機械 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US7247014B2 (ja) |
| EP (1) | EP1901899A1 (ja) |
| JP (1) | JP5009908B2 (ja) |
| CN (1) | CN101198453B (ja) |
| AR (1) | AR055798A1 (ja) |
| AU (1) | AU2006259758B2 (ja) |
| BR (1) | BRPI0611933A2 (ja) |
| CA (1) | CA2596804C (ja) |
| MX (1) | MX2007009736A (ja) |
| MY (1) | MY146767A (ja) |
| RU (1) | RU2384406C2 (ja) |
| WO (1) | WO2006138089A1 (ja) |
| ZA (1) | ZA200707400B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20060089A1 (it) * | 2006-03-17 | 2007-09-18 | Sacmi | Apparati e metodi |
| US7357631B2 (en) * | 2006-05-10 | 2008-04-15 | Owens-Illinois Closures, Inc. | Apparatus for placing mold charges in a compression molding machine |
| US7628601B2 (en) * | 2007-07-30 | 2009-12-08 | Rexam Closure Systems Inc. | Machine for compression molding plastic articles |
| US7566215B2 (en) * | 2007-07-30 | 2009-07-28 | Rexam Closure Systems Inc. | Apparatus for placing mold charges into a compression molding machine |
| US7621735B2 (en) * | 2007-10-18 | 2009-11-24 | Rexam Closure Systems Inc. | Apparatus for placing mold charges into a compression molding machine |
| ITUB20154653A1 (it) | 2015-10-14 | 2017-04-14 | Sacmi | Apparato e metodo per processare dosi. |
| IT202200009008A1 (it) * | 2022-05-04 | 2023-11-04 | Sacmi | Apparato per stampare a compressione oggetti concavi. |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3635612A (en) | 1969-10-29 | 1972-01-18 | Fortin Latchford Ltd | Molding machine |
| US3867081A (en) | 1972-02-09 | 1975-02-18 | Gros Ite Industries | Apparatus for dispensing predetermined quantities of plastic material by blade means having rotational and translational movement |
| US3782329A (en) | 1972-02-09 | 1974-01-01 | Gros Ite Industries | Apparatus for dispensing plastic material or the like |
| US3955605A (en) | 1975-02-27 | 1976-05-11 | H-C Industries, Inc. | Apparatus and method for supplying a metered charge at any feed rate |
| JPS5299186A (en) | 1976-02-16 | 1977-08-19 | Crown Cork Japan | Apparatus for distributing lining material to cap |
| US4080136A (en) | 1976-09-02 | 1978-03-21 | H-C Industries, Inc. | Apparatus for dispensing metered charges of material |
| US4277431A (en) | 1977-11-30 | 1981-07-07 | H-C Industries, Inc. | Method of dispensing metered charges of material |
| JPS559860A (en) | 1978-07-10 | 1980-01-24 | Japan Crown Cork Co Ltd | Cap shellsigma interior lining material distributing device |
| JPS60245517A (ja) | 1984-05-22 | 1985-12-05 | Toyo Seikan Kaisha Ltd | 圧縮成形装置 |
| JPH057378A (ja) * | 1991-06-27 | 1993-01-14 | Toshiba Corp | 網インタフエース用の給電検出回路 |
| DE4214481C1 (ja) | 1992-05-07 | 1993-05-19 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover, De | |
| US5370519A (en) | 1993-01-26 | 1994-12-06 | Zapata Technologies, Inc. | Apparatus for cutting and dispensing cap lining material |
| US5386971A (en) | 1993-07-22 | 1995-02-07 | Owens-Illinois Closure Inc. | Plastic pellet delivery system and method of use |
| US5368094A (en) * | 1993-11-02 | 1994-11-29 | Hung; Chin-Ping | Bipartite heat sink positioning device for computer chips |
| JP3273285B2 (ja) * | 1994-04-11 | 2002-04-08 | 日本クラウンコルク株式会社 | 合成樹脂製容器蓋製造装置 |
| US5603964A (en) | 1994-10-07 | 1997-02-18 | Owens-Illinois Closure Inc. | Apparatus for cutting and delivering plastic gobs |
| US5611983A (en) | 1995-04-28 | 1997-03-18 | Shell Oil Company | Process for pelletizing polymer |
| US5596251A (en) | 1995-06-07 | 1997-01-21 | Alcoa Closure Systems International, Inc. | Servo motor-driven plastic cutter system for compression molding |
| US5866177A (en) * | 1997-05-16 | 1999-02-02 | Owens-Illinois Closure Inc. | Apparatus for compression molding plastic articles |
| US6422854B1 (en) * | 1999-11-22 | 2002-07-23 | Alcoa Closure Systems International | Rotary cutter for cutting, measuring, and dispensing molten plastic |
| US6368094B1 (en) | 1999-11-22 | 2002-04-09 | Alcoa Closure Systems International | Multi-path compression molding apparatus |
| ITBO20020683A1 (it) * | 2002-10-31 | 2004-05-01 | Sacmi | Dispositivo per il prelievo di dosi di materiale plastico da un estrusore |
| JP2004188080A (ja) * | 2002-12-13 | 2004-07-08 | Aruze Corp | ゲーム装置 |
| ITRE20030005A1 (it) | 2003-01-20 | 2004-07-21 | Sacmi | Metodo per la formatura di oggetti mediante stampaggio |
| ITMO20030289A1 (it) | 2003-10-23 | 2005-04-24 | Sacmi | Apparati, metodo e articolo. |
| US7178562B2 (en) | 2004-04-08 | 2007-02-20 | Graham Packaging Pet Technologies Inc. | Pellet transfer apparatus and method |
| ITRE20040040A1 (it) | 2004-04-23 | 2004-07-23 | Sacmi | Metodo ed aparecchiatura per trasferire corpi dosati di materiale polimerico alle cavita' di matrice di una macchina di stampaggio |
-
2005
- 2005-06-17 US US11/156,115 patent/US7247014B2/en not_active Expired - Fee Related
-
2006
- 2006-06-05 WO PCT/US2006/021601 patent/WO2006138089A1/en active Application Filing
- 2006-06-05 RU RU2008101701/12A patent/RU2384406C2/ru not_active IP Right Cessation
- 2006-06-05 EP EP06772058A patent/EP1901899A1/en not_active Withdrawn
- 2006-06-05 JP JP2008516921A patent/JP5009908B2/ja not_active Expired - Fee Related
- 2006-06-05 ZA ZA200707400A patent/ZA200707400B/xx unknown
- 2006-06-05 MY MYPI20062580A patent/MY146767A/en unknown
- 2006-06-05 CA CA2596804A patent/CA2596804C/en not_active Expired - Fee Related
- 2006-06-05 CN CN2006800218217A patent/CN101198453B/zh not_active Expired - Fee Related
- 2006-06-05 BR BRPI0611933-6A patent/BRPI0611933A2/pt not_active IP Right Cessation
- 2006-06-05 MX MX2007009736A patent/MX2007009736A/es active IP Right Grant
- 2006-06-05 AU AU2006259758A patent/AU2006259758B2/en not_active Ceased
- 2006-06-13 AR ARP060102495A patent/AR055798A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0611933A2 (pt) | 2009-06-16 |
| CA2596804A1 (en) | 2006-12-28 |
| US20060286192A1 (en) | 2006-12-21 |
| CN101198453A (zh) | 2008-06-11 |
| WO2006138089A1 (en) | 2006-12-28 |
| US7247014B2 (en) | 2007-07-24 |
| RU2008101701A (ru) | 2009-07-27 |
| MY146767A (en) | 2012-09-14 |
| CA2596804C (en) | 2013-05-14 |
| CN101198453B (zh) | 2011-11-23 |
| AU2006259758A1 (en) | 2006-12-28 |
| AR055798A1 (es) | 2007-09-05 |
| EP1901899A1 (en) | 2008-03-26 |
| MX2007009736A (es) | 2007-09-25 |
| RU2384406C2 (ru) | 2010-03-20 |
| JP2008543612A (ja) | 2008-12-04 |
| ZA200707400B (en) | 2008-12-31 |
| AU2006259758B2 (en) | 2011-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5009908B2 (ja) | 圧縮成形機械 | |
| JP4676200B2 (ja) | 押出機からその外部へ押し出されている部分の可塑性材料を物品形成用等の材料塊として除去する装置 | |
| JP2006514889A (ja) | 圧縮成形によってキャップを成形する装置 | |
| JP2006504552A5 (ja) | ||
| US7566215B2 (en) | Apparatus for placing mold charges into a compression molding machine | |
| CA2596815C (en) | Vertical wheel machine and method for compression molding sealing liners | |
| EP2173530A1 (en) | Machine for compression molding plastic articles | |
| RU2404890C2 (ru) | Подача формовочной загружаемой порции материала | |
| US7357631B2 (en) | Apparatus for placing mold charges in a compression molding machine | |
| US7261546B1 (en) | Apparatus for severing mold charges in a compression molding machine | |
| EP2207657B1 (en) | Apparatus for placing mold charges into a compression molding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111220 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111228 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20120316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120531 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |