JP4986552B2 - ねじ状ドラム円錐形状部傾斜角度測定方法 - Google Patents
ねじ状ドラム円錐形状部傾斜角度測定方法 Download PDFInfo
- Publication number
- JP4986552B2 JP4986552B2 JP2006242272A JP2006242272A JP4986552B2 JP 4986552 B2 JP4986552 B2 JP 4986552B2 JP 2006242272 A JP2006242272 A JP 2006242272A JP 2006242272 A JP2006242272 A JP 2006242272A JP 4986552 B2 JP4986552 B2 JP 4986552B2
- Authority
- JP
- Japan
- Prior art keywords
- cone
- drum
- screw
- shaped portion
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 23
- 238000005259 measurement Methods 0.000 claims description 48
- 238000000691 measurement method Methods 0.000 claims description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- NCGICGYLBXGBGN-UHFFFAOYSA-N 3-morpholin-4-yl-1-oxa-3-azonia-2-azanidacyclopent-3-en-5-imine;hydrochloride Chemical compound Cl.[N-]1OC(=N)C=[N+]1N1CCOCC1 NCGICGYLBXGBGN-UHFFFAOYSA-N 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000012937 correction Methods 0.000 description 1
Images








Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Description
δd=tan-1(Hm/Lm) ……(1)
この測定方法によれば、任意の円錐形状部から他の任意の円錐形状部までの平行段差の測定値と、設計的に予め定められたねじ溝のリードとから円錐形状部の傾斜角度を求めるから、ゲージをドラム円錐形状部に当て、ドラムを移動させて測定する前記従来方法と異なり、円錐形状部の長さに影響を受けずに正確に円錐形状部の傾斜角度を測定することができる。また、ドラムを移動させるような操作を要しないから、操作も容易でかつ測定時間の短縮も図ることができる。
この測定方法によれば、前記基準面を任意の円錐形状部に当てた上で、他の任意の円錐形状部に前記測定ゲージの測定子を当てることにより、前記基準面を当てた円錐形状部と測定ゲージを当てた円錐形状部との平行段差を測定するようにしている。このため、測定ゲージの測定子を円錐形状部に当てる際、その長さの影響を受けず、また前記従来方法と異なり、ドラムを移動させるような操作を要さず、正確かつ容易に傾斜角度の測定が可能で測定時間の短縮も図ることができる。
この方法によれば、治具本体または測定ゲージを、ねじ状ドラムの円周方向に移動させて得られる測定値の最大値は、上記測定箇所における接線方向での測定値に相当することになるから、これによって得られる平行段差の測定値は、より正確なものとなる。
δd=sin-1(Hd/Ld) ……(2)
δd=sin-1{Hd/(n・Ld)} ……(3)
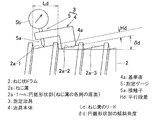
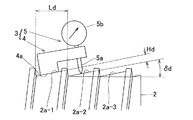
2a…ねじ溝
2a−1〜n…円錐形状部(ねじ溝の各周の底面)
3…測定治具
4…治具本体
4a…基準面
5…測定ゲージ
5a…測定子
Hd…平行段差
Ld…ねじ溝のリード
δd…円錐形状部の傾斜角度
Claims (3)
- 螺旋状に続くねじ溝の各周の底面が、円錐形状部を成すねじ状ドラムにおける、前記円錐形状部の傾斜角度を測定する方法であって、
任意の円錐形状部から他の任意の円錐形状部までの平行段差を測定し、この平行段差の測定値とねじ溝のリードとから円錐形状部の傾斜角度を求めることを特徴とするねじ状ドラム円錐形状部傾斜角度測定方法。 - 螺旋状に続くねじ溝の各周の底面が、円錐形状部を成すねじ状ドラムにおける、前記円錐形状部の傾斜角度を測定する方法であって、
基準面を有する治具本体および前記基準面に対する垂直方向の距離を測定する測定ゲージを備えた測定治具を用い、この測定治具の前記基準面を前記ねじ状ドラムの任意の円錐形状部に当て、他の任意の円錐形状部に前記測定ゲージの測定子を当て、前記基準面を当てた円錐形状部と測定ゲージを当てた円錐形状部との平行段差を測定することにより、この平行段差の測定値とねじ溝のリードとから円錐形状部の傾斜角度を求めることを特徴とするねじ状ドラム円錐形状部傾斜角度測定方法。 - 請求項2において、前記測定治具の前記基準面および測定ゲージを各円錐形状部に当てて測定ゲージの測定値を読み取るときに、治具本体または測定ゲージを、これら治具本体または測定ゲージが当たる箇所におけるねじ状ドラムの円周方向に移動させて得られる測定値の最大値を、求める平行段差の測定値とするねじ状ドラム円錐形状部傾斜角度測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006242272A JP4986552B2 (ja) | 2006-09-07 | 2006-09-07 | ねじ状ドラム円錐形状部傾斜角度測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006242272A JP4986552B2 (ja) | 2006-09-07 | 2006-09-07 | ねじ状ドラム円錐形状部傾斜角度測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008064582A JP2008064582A (ja) | 2008-03-21 |
| JP4986552B2 true JP4986552B2 (ja) | 2012-07-25 |
Family
ID=39287427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006242272A Expired - Fee Related JP4986552B2 (ja) | 2006-09-07 | 2006-09-07 | ねじ状ドラム円錐形状部傾斜角度測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986552B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4986558B2 (ja) * | 2006-09-20 | 2012-07-25 | Ntn株式会社 | ねじ状クラウニングドラム形状測定方法 |
| CN103568065B (zh) * | 2013-10-29 | 2016-08-17 | 南通恒康数控机械股份有限公司 | 一种海绵切割机基于伺服电机检测及微调导轨平行度的控制方法 |
| CN103940322A (zh) * | 2014-03-19 | 2014-07-23 | 潍柴动力股份有限公司 | 一种测量气门座圈锥面高度的检具及方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4947555A (en) * | 1989-02-10 | 1990-08-14 | Allen Gauge & Tool Company | Hand held pitch diameter gauge |
| JP3971968B2 (ja) * | 2002-07-05 | 2007-09-05 | 株式会社ミツトヨ | 螺旋形状解析方法および螺旋形状解析装置 |
| UA82694C2 (uk) * | 2003-06-06 | 2008-05-12 | Sumitomo Metal Ind | Нарізне з'єднання для сталевих труб |
-
2006
- 2006-09-07 JP JP2006242272A patent/JP4986552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008064582A (ja) | 2008-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5954119B2 (ja) | ねじ研削盤における砥石の芯出し方法、及び、芯出し用の測定装置 | |
| CN109059766B (zh) | 一种深沟球轴承内圈沟位置的检测方法 | |
| JP2016159397A5 (ja) | 溝研削装置、溝の加工方法及び玉軸受の製造方法 | |
| CN110579199A (zh) | 棒材直线度测量方法及装置 | |
| CN105571457A (zh) | 一种球轴承外圈沟底直径测量装置及测量方法 | |
| KR20150088924A (ko) | 대형 베어링의 진원도 측정 시스템 | |
| JP4986552B2 (ja) | ねじ状ドラム円錐形状部傾斜角度測定方法 | |
| JP2010194623A (ja) | ねじ研削盤及びねじ溝研削方法 | |
| JP2013152195A (ja) | 物体の形状測定方法及び測定装置 | |
| JP2004130512A (ja) | 機械加工を受ける表面のパラメータの測定を機械加工と同時に行う方法 | |
| JP4986558B2 (ja) | ねじ状クラウニングドラム形状測定方法 | |
| JP6383632B2 (ja) | ネジ状砥石のドレッシング方法 | |
| JP6893850B2 (ja) | 転がり軸受直角度測定装置および転がり軸受の直角度測定方法 | |
| RU2166729C1 (ru) | Способ контроля формы и диаметров внутренних сечений крупногабаритных цилиндрических деталей | |
| JP6398488B2 (ja) | 転がり軸受における軌道の表面粗さ測定装置及び方法 | |
| JP6786934B2 (ja) | 工作物の研削焼け検査方法及び研削焼け検査装置 | |
| JP2009113161A (ja) | 研削方法および研削装置 | |
| KR20130072594A (ko) | 외경측정장치 및 외경측정방법 | |
| CN108020128A (zh) | 一种圆锥滚子轴承轴向误差测量用的可调型支承座 | |
| JP2020142328A (ja) | シリコン単結晶インゴットの研削方法 | |
| JP7348037B2 (ja) | 加工装置 | |
| CN208902084U (zh) | 一种特大型轴承套圈外径尺寸的检测装置 | |
| JP6186739B2 (ja) | 研削盤および研削方法 | |
| JP6107212B2 (ja) | 物品の形状測定方法及び測定装置 | |
| JP7003554B2 (ja) | 球体研磨装置及び球体研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4986552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |