JP4944015B2 - 横編機における筒状編地の編成方法及び横編機 - Google Patents
横編機における筒状編地の編成方法及び横編機 Download PDFInfo
- Publication number
- JP4944015B2 JP4944015B2 JP2007510393A JP2007510393A JP4944015B2 JP 4944015 B2 JP4944015 B2 JP 4944015B2 JP 2007510393 A JP2007510393 A JP 2007510393A JP 2007510393 A JP2007510393 A JP 2007510393A JP 4944015 B2 JP4944015 B2 JP 4944015B2
- Authority
- JP
- Japan
- Prior art keywords
- knitting
- needle
- cam
- knitted fabric
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/32—Cam systems or assemblies for operating knitting instruments
- D04B15/36—Cam systems or assemblies for operating knitting instruments for flat-bed knitting machines
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/32—Cam systems or assemblies for operating knitting instruments
- D04B15/327—Cam systems or assemblies for operating knitting instruments for stitch-length regulation
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/32—Cam systems or assemblies for operating knitting instruments
- D04B15/36—Cam systems or assemblies for operating knitting instruments for flat-bed knitting machines
- D04B15/362—Cam systems or assemblies for operating knitting instruments for flat-bed knitting machines with two needle beds in V-formation
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B7/00—Flat-bed knitting machines with independently-movable needles
- D04B7/30—Flat-bed knitting machines with independently-movable needles specially adapted for knitting goods of particular configuration
- D04B7/32—Flat-bed knitting machines with independently-movable needles specially adapted for knitting goods of particular configuration tubular goods
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Machines (AREA)
Description
また、周長の長い筒状の編地を形成しようとする場合、丸編み機のシリンダの径が大きくなり、丸編み機全体が大型化してしまうと言う問題もある。
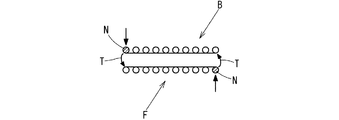
この横編機での筒状編地の編成は、ニードルベッド上を往復するキャリッジの往行時に当該ニードルベッドの編針に給糸して一側面の編地を編成するとともに、キャリッジが復行する時に、図5に示すように前記一側面の編地を編成した編糸が連続する状態で他方のニードルベッドの編針に給糸して他側面の編地を編成する編成コースを交互に繰り返すことにより、両端部が結合された筒状の編地を編成するようにしたものである。
こうした場合、図5に示すように一方のニードルベッドから他方のニードルベッドに移るとき、給糸された編糸のテンション方向が移動するために、一方のニードルベッドの編地端の編針が引き出されやすく、編針が引き出されてしまうと、当該部分のループが小さくなってしまう。
この小さなループが製品に現れてしまうことから、筒状編地製品の品質が低下すると言う問題があった。
、その設定や調整等の操作に手間が掛かってしまうという問題もあった。
本発明は上記問題点に鑑み提案されたもので、ループ長の揃った品質の高い製品を安価に実施することができる横編機ならびに筒状編地の編成方法を提供することを目的とするものである。
また、キャリッジのニードルレイジングカム内に編針の引下げカムを形成する横編機では、そのキャリッジに大きな変更を施すことなく、本発明を簡単に実施することができる利点もある。
このニードルベッド部分1はフレーム2の上面に歯口部分を突き合わせ状で略ハの字形に配設されたニードルベッド3・3を設け、各ニードルベッド3・3の上面には多数の編針4・4・・・が昇降摺動可能に設けられている。
この編針4・4・・・は、後述の選針機構Sにより選択された編針4のみがキャリッジ5に内装されたカム群6(図2参照)によって昇降が制御されるようになっている。
ニードルジャック10、セレクタジャック11の各部の上面にはキャリッジ5のカム群6によりニードルベッド3・3の針溝17内を昇降操作するためのバット13、14が突出されている。
この図2では、各ニードルベッド3上を摺動するキャリッジ5のカム群6を上から透視した状態にしてあり、符号Fは前側のキャリッジ5のカム群6を、符号Bは後側のキャリッジ5のカム群6をそれぞれ示す。
この度山カム25の昇降操作は、図外の制御装置のプログラムに設定された昇降量の信号で駆動されるステッピングモータにより行なわれる。
この度山カム25は、キャリッジ5の進行方向下手側を先行の度山カム25aとし、上手側を後行の度山カム25bとし、編成時は主として後行側の度山カム25bが作用する。
上記軌道切換カム26〜31のそれぞれはキャリッジ5内に取付けられた図示しないソレノイドの作用によって出没し、その位置を変位させることにより、上記編針軌道L1またはL2を任意に選択することができる。
また、詳細の図示は省略したが、ニードルレイジングカム22の下方には、上記ウエルト位置、ニット位置、タック位置にあるセレクタバット15に対応させてニードルプレッサ32が設けられるとともに、その左右に配設された固定カム24の下方部分に上記選針機構Sのアクチュエータ33が設けてある。
往行は、前側ニードルベッド3で編成を終えたキャリッジ5が反転して右方から左方に摺動し、後側ニードルベッド3で編地が形成されることになる。
この往行時には、後側のキャリッジ5の軌道切換カム26、28が突出して通路をブロックするので、編地の編成領域内の編針として先行側の選針機構Sのアクチュエータ33で選針された編針4は図中一点鎖線で示す編針軌道L1を通る。
したがって、後側ニードルベッド3の編針4が後側のキャリッジ5のカム群6のニードルレイジングカム22でニット位置に上昇する間に、編針軌道L2を通る前側のニードルベッド3の編み針4が天山カム23の下方近傍にまで押し上げられる。
後側ニードルベッド3の編針4が後行側の度山カム25bでさらに引き込まれると、前コースで形成された旧ループがフック8部分をノックオーバーして新たなループが形成される。
したがって、ループ(図5中右側のN)の目が詰まるのが抑制される。
斯くして後側ニードルベッド3での編成が終了し、その編成領域外(図上左方)に出ると、キャリッジ5が反転して左方から右方に摺動し、前側のニードルベッドで編地を編成する図4に示す復行となる。
キャリッジ5の反転後、前側のニードルベッド3で編地を編成する際に、反転する直前に後側ニードルベッド3で編成された編地の最後に形成された端のループ(図5における左側のN)を掛止している編針4に対面する前側ニードルベッド3の編針4が、前側のキャリッジ5の先行側の選針機構Sのアクチュエータ33で選針され、前側のキャリッジ5のカム群6のニードルレイジングカム22でニット位置に上昇する間に、後側ニードルベッド3の編針軌道L2を通る編み針4が天山カム23の下方近傍にまで押し上げられる。
前側ニードルベッド3の編針4が後行側の度山カム25bでさらに引き込まれると、前コースで形成された旧ループがノックオーバーして新たなループが形成される。
この前側ニードルベッド3の編針4が後行側の度山カム25bで引き込まれるとき、これに対向する後側ニードルベッド3の編針4(後側ニードルベッド3で編成された編地の最後に形成されたコースの端の編針)が後行側の度山カム25bで引き込まれる。
そして、前側ニードルベッド3での編成が終了し、その編成領域外(図上右方)に出ると、キャリッジ5が再び反転して右方から左方に摺動して前側のニードルベッド3で編地を編成する前述の往行となる。
以後、上記往行と復行の編成が交互に連続して行なわれる。
こうした動作が編地の両端で繰り返して行なわれることにより、前後のニードルベッド3の編針4に周回状に編糸を供給して横編機で筒状編地を編成したときでも、キャリッジ5が反転する部分のループ4が詰まって小さくなるのが抑制される。
しかし、こうしたものに限られず、例えば選針機構Sとニードルプレッサ32との協働により選針された端のループを形成する編針のバットが後行側の度山カム25bに到達するまでの間をニードルプレッサにより押圧させてニードルレイジングカムの作用を受けずに通過させ、その後ニードルプレッサの押圧から解放させて後行の度山カム25bで引き込むことができるようにニードルプレッサを設計することもできる。
この場合は上記編針軌道L2と異なる軌道を通る事になるが編針が引き上げられるのを同様に防ぐことができる。
更に、上記実施例では、キャリッジ5が反転する直前に編成された編地のループを掛止している編針4を、これに対面する編針4に給糸して編成する間は、この編地の端の編針4に対面する1本の編針4を度山カム25bで引き込むようにしてあるが、こうしたものに限られず、側端の編針数本を引き込むようにすることもできる。
この横編機は、詳細の図示は省略したが、スライダが昇降摺動することによりフック部分を開閉するようにした複合編針である点と、後述する図6に示すキャリッジのカム群を除くその他の構成は上記実施例1と略同様に構成されている。
キャリッジ5のカム群6は、図6に示すように、ニードルレイジングカム22の上方に天山カム23を設け、天山カム23の両側方(キャリッジの進行方向に対して前後方向)に上下一対の固定ガイドカム24を設けるとともに、天山カム23と固定ガイドカム24との間に度山カム25が昇降操作可能に設けてある。
この度山カム25は、キャリッジ5の進行方向下手側を先行の度山カム25aとし、上手側を後行の度山カム25bとし、編成時は主として後行側の度山カム25bが度目設定用として作用する。
ニットルートの編針軌道L1は、台形に形成されたニードルレイジングカム22の上面部分で天山カム23の頂部の中心線を対称とする前後位置に三角形をした出没カム35・35を設けて形成してあり、これら出没カム35・35は図外の制御装置のプログラムからの信号により、編地の編成時に先行側の出没カムが突出するようになっている。
そして、編針軌道L2のニードルレイジングカム22内の高さは図7に示すようになっている。
そして、アクチュエータ33で選針された編成領域の編針4は、そのセレクタバット15がニードルプレッサ32の作用を受けることによりループ形成のための編針軌道L1を通過するか、コントロールルートの編針軌道L2を通過するかが決定される。
因みに、Bポジションのウエルトプレッサ39が編針4のセレクタバット15に作用する時には、その編針4はキャリッジ5のカム群6の作用を受けることなく通過する。
往行は、前側ニードルベッド3で編成を終えたキャリッジ5が反転して右方から左方に摺動し、後側ニードルベッド3で編地が形成される。
この往行時には、後側(B)のキャリッジ5の先行側の出没カム35が突出しており、先行側の選針機構Sのアクチュエータ33で選針された後側ニードルベッド3の編針4のセレクタバット15はニードルプレッサ32の作用を受けず、当該編針4のバット13は、ニードルレイジングカム22と出没カム35との作用を受けて図8中に一点鎖線で示すニットルートである編針軌道L1を通る。
するとその編針4のバット13は、図8の前側(F)のキャリッジ5のカム群6のニードルレイジングカム22内に形成された通路36中に点線で示すコントロールルートの編針軌道L2を通過する。
ここで、後側ニードルベッド3の編針4が、後側(B)のキャリッジ5のカム群6のニードルレイジングカム22及び出没カム35でニット位置に上昇する間に、前側(F)のキャリッジ5のカム群6内の編針軌道L2を通る前側のニードルベッド3の編み針4は編針の引下げカムを構成する操作カム37部分で引下げられる。
このとき、前側(F)のキャリッジ5の通路36で案内される編針軌道L2を通る前側ニードルベッド3の編針4が引下げカムである操作カム37で下降した状態になっており、後側ニードルベッド3の編針4が後行側の度山カム25bでさらに引き込まれると、前コースで形成された旧ループがフック部分をノックオーバーされて新たなループが形成される。
まり、その結果、反転直前に形成されたループから編糸が引き出されてループが詰んでもこれを修正して編地のループ長を揃えることができる。
したがって、ループ(図5中右側のN)の目が詰まることがなくなる。
斯くして後側ニードルベッド3での編成が終了し、その編成領域外(図上左方)に出ると、キャリッジ5が反転して図9に矢印Bで示す左方から右方に摺動し、前側のニードルベッド3で編地を編成する復行となる。
一方、図5中左側のループNを掛止している後側ニードルベッド3の編針4は、後側のキャリッジ5の先行側の選針機構Sのアクチュエータ33で選針され、その編針4のバット13がハーフプレッサ40の作用を受けてハーフ位置に押込まれる。
するとその編針4のバット13は、図9の後側(B)のキャリッジ5のカム群6内に点線で示すようにニードルレイジングカム22内に形成された通路36に形成されたコントロールルートの編針軌道L2を通過する。
ここで、前側ニードルベッド3の編針4が、前側のキャリッジ5のカム群6のニットルートである編針軌道L1のニードルレイジングカム22及び出没カム35でニット位置に上昇する間に、編針軌道L2を通る後側のニードルベッド3の編み針4は編針の引下げカムを構成する操作カム37部分で引下げられる。
このとき、後側(B)キャリッジ5の通路36で案内される編針軌道L2を通る後側ニードルベッド3の編針4は引下げカムである操作カム37で下降した状態になっており、前側ニードルベッド3の編針4が後行側の度山カム25bでさらに引き込まれると、前コースで形成された旧ループがフック部分をノックオーバーされて新たなループが形成される。
高まり、その結果、反転直前に形成されたループから編糸が引き出されてループが詰んでもこれを修正して編地のループ長を揃えることができる。
したがって、キャリッジ5の反転にともなうヤーンフィーダ4の給糸方向の反転時、ループ(図5中左側のN)の目が詰まることがなくなる。
斯くして、前側ニードルベッド3での編成が終了し、その編成領域外(図上右方)に出ると、キャリッジ5が再び反転して右方から左方に摺動して前側のニードルベッド3で編地を編成する前述の往行となる。
以後、上記往行と復行の編成が交互に連続して行なわれる。
リッジの先行側の度山カムで引き下げておくことにより、キャリッジ5の反転にともなって、ヤーンフィーダ34の給糸方向が反転する際に、編糸のテンションが高まり、その結果、反転直前に形成されたループから編糸が引き出されてループが詰んでもこれを修正して編地のループ長を揃えることができる。
こうした度山カムも引下げカムとして作用させる場合、上記操作カムとも併用させることが望ましい。
なお、実施例1では度山カムでキャリッジが反転する直前に一方のニードルベッドで編成された編地の最後に形成されたループを掛止している編針を引き下げるようにし、上記実施例2では望ましい形態として、先行側の度山カムと引下げカムとを併用して編針を引き下げるようにしてあるが、引下げカムの作用だけでも前記編針を引き下げてキャリッジが反転する直前に一方のニードルベッドで編成された編地の最後に形成されたループの目が詰まるのを抑制することができる。
更に、上記操作カムは固定されたものに限られず、高さを変更できるようにすることもできる。こうした場合には横編機のゲージや編糸の種類等に合わせたきめ細かな設定を行なうことができる。
4・・・編針
5・・・キャリッジ
6・・・カム群
22・・・ニードルレイジングカム
25a・・・先行度山カム(引下げカム)
37・・・操作カム(引下げカム)
Claims (6)
- 歯口部を突合せた状態で少なくとも前後一対のニードルベッドを配置し、ニードルベッド上を往復摺動するキャリッジのカム群でニードルベッドに収納された編針の選択された編針を進退摺動させることにより、筒状編地を編成するようにした横編機における筒状編地の編成方法であって、キャリッジが反転後、続いてコースを編成する際に、反転する直前に一方のニードルベッドで編成された編地の少なくとも最後に形成されたループを掛止している編針を、キャリッジのカム群の度山カムで進出を防止した状態にし、これに対面する他方のニードルベッドの編針に編糸を供給してループを形成するようにしたことを特徴とする横編機における筒状編地の編成方法。
- 反転する直前に一方のニードルベッドの編針で編成された編地の少なくとも最後のループを掛止している編針を、これに対面する他方のニードルベッドの編針に給糸して編成する間は度山カムで引き込むようにしたことを特徴とする請求項1に記載の横編機における筒状編地の編成方法。
- 編地の少なくとも最後に形成されたループを掛止している編針を、キャリッジのカム群の後行の度山カムで進出を防止した状態にし、これに対面する他方のニードルベッドの編針に編糸を供給してループを形成するより前に先行した位置にある引下げカムにより引き込むようにしたことを特徴とする請求項1又は請求項2に記載の横編機における筒状編地の編成方法。
- 引下げカムがニードルレイジングカム内に形成されていることを特徴とする請求項3に記載の横編機における筒状編地の編成方法。
- 引下げカムが先行の度山カムである請求項3に記載の筒状編地の編成方法。
- 編針を昇降摺動可能に収納したニードルベッドを、その歯口部を突合せた状態で少なくとも前後一対配置し、ニードルベッド上を往復摺動するキャリッジのカム群でニードルベッドの編針の内、選択された編針を進退摺動させることにより、周回状に給糸された編糸で筒状編地を編成するように構成された横編機であって、キャリッジの反転後、続いてコースを編成する際に、反転する直前に一方のニードルベッドで編成された編地の少なくとも最後に形成されたループを掛止している編針を引き下げる引下げカムをニードルレイジングカム内に形成したことを特徴とする横編機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007510393A JP4944015B2 (ja) | 2005-03-25 | 2006-03-17 | 横編機における筒状編地の編成方法及び横編機 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005088279 | 2005-03-25 | ||
| JP2005088279 | 2005-03-25 | ||
| JP2005232983 | 2005-08-11 | ||
| JP2005232983 | 2005-08-11 | ||
| JP2007510393A JP4944015B2 (ja) | 2005-03-25 | 2006-03-17 | 横編機における筒状編地の編成方法及び横編機 |
| PCT/JP2006/305381 WO2006103957A1 (ja) | 2005-03-25 | 2006-03-17 | 横編機における筒状編地の編成方法及び横編機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006103957A1 JPWO2006103957A1 (ja) | 2008-09-04 |
| JP4944015B2 true JP4944015B2 (ja) | 2012-05-30 |
Family
ID=37053218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007510393A Expired - Lifetime JP4944015B2 (ja) | 2005-03-25 | 2006-03-17 | 横編機における筒状編地の編成方法及び横編機 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7716954B2 (ja) |
| EP (1) | EP1867768B1 (ja) |
| JP (1) | JP4944015B2 (ja) |
| KR (1) | KR101223919B1 (ja) |
| CN (1) | CN101146942B (ja) |
| WO (1) | WO2006103957A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5079682B2 (ja) * | 2008-12-29 | 2012-11-21 | 株式会社島精機製作所 | 筒状編地編成用横編機および筒状編地の編成方法 |
| JP5431002B2 (ja) * | 2009-04-03 | 2014-03-05 | 株式会社島精機製作所 | 筒状編地編成用横編機 |
| CN102277681A (zh) * | 2011-08-09 | 2011-12-14 | 陶春明 | 一种电脑横机的中山三角 |
| CN102383256A (zh) * | 2011-09-29 | 2012-03-21 | 陶春明 | 一种电脑横机的中山三角 |
| CN104470393B (zh) * | 2012-07-17 | 2016-04-27 | 株式会社岛精机制作所 | 鞋帮及鞋帮的制造方法 |
| JP2015028226A (ja) * | 2013-07-30 | 2015-02-12 | 株式会社島精機製作所 | 編地の編成方法 |
| EP3128055B1 (de) * | 2015-08-05 | 2018-09-19 | H. Stoll AG & Co. KG | Schlosssystem für eine flachstrickmaschine und flachstrickmaschine |
| US10368590B2 (en) | 2015-11-03 | 2019-08-06 | Nike, Inc. | Flat-knit support garment for upper torso |
| JP2017089043A (ja) * | 2015-11-09 | 2017-05-25 | 株式会社福原精機製作所 | 丸編機の編成方法及び編成機構並びにその丸編機 |
| US10612169B2 (en) | 2017-04-13 | 2020-04-07 | Precision Fukuhara Works, Ltd. | Knitting mechanism for circular knitting machine and the circular knitting machine |
| US10179960B2 (en) | 2017-05-02 | 2019-01-15 | Nike, Inc. | Upper-torso garment with tubular-jacquard knit structure |
| US10415164B2 (en) | 2017-05-02 | 2019-09-17 | Nike, Inc. | Upper-torso garment with three-dimensional knit structures |
| US10145042B2 (en) | 2017-05-02 | 2018-12-04 | Nike, Inc. | Upper-torso garment with tubular-jacquard knit structure |
| US10912340B2 (en) | 2017-05-02 | 2021-02-09 | Nike, Inc. | Upper-torso garment with tubular-jacquard knit structure |
| JP7233309B2 (ja) * | 2018-07-13 | 2023-03-06 | 株式会社島精機製作所 | 横編機 |
| US11142854B2 (en) | 2018-10-03 | 2021-10-12 | Nike, Inc. | Upper-torso garment with three-dimensional knit structures |
| US11064279B2 (en) * | 2019-10-09 | 2021-07-13 | Microsoft Technology Licensing, Llc | Headphone earcup including seamless cover |
| JP7674187B2 (ja) * | 2021-08-05 | 2025-05-09 | 株式会社島精機製作所 | 横編機によるパイル編地の編成方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2631923B2 (ja) * | 1991-09-24 | 1997-07-16 | 株式会社島精機製作所 | 横編機における筒状編地の編成装置 |
| JP2700203B2 (ja) * | 1991-10-04 | 1998-01-19 | 株式会社島精機製作所 | 横編機におけるトランスファーの方法およびその装置 |
| JP3292836B2 (ja) * | 1998-05-06 | 2002-06-17 | 株式会社島精機製作所 | 横編機 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2939639A1 (de) * | 1978-10-03 | 1980-04-24 | Bentley Alemannia Ltd | Flachstrickmaschine |
| DE3220055A1 (de) * | 1982-05-27 | 1983-12-01 | Universal Maschinenfabrik Dr. Rudolf Schieber GmbH & Co KG, 7081 Westhausen | Strick-umhaengeschloss fuer v-bett-flachstrickmaschinen mit schiebernadeln |
| DE3334040C2 (de) * | 1983-09-21 | 1986-03-13 | H. Stoll Gmbh & Co, 7410 Reutlingen | Ein- oder Mehrschloßsystem für Flachstrickmaschinen |
| DE3433628C2 (de) * | 1984-09-13 | 1986-12-18 | H. Stoll Gmbh & Co, 7410 Reutlingen | Schloßsystem für Flachstrickmaschinen und Verfahren zum kombinierten Bilden und Umhängen von Maschen an Flachstrickmaschinen |
| DE3537612C2 (de) * | 1985-10-23 | 1994-07-28 | Stoll & Co H | Schloßsystem für Flachstrickmaschinen |
| CH671977A5 (ja) * | 1986-12-01 | 1989-10-13 | Dubied & Cie Sa E | |
| US5305619A (en) * | 1990-03-26 | 1994-04-26 | Shima Seiki Mfg. Ltd. | Stitch increasing method and cams for flat knitting machine having stitch increasing function |
| JP3022322U (ja) * | 1995-09-01 | 1996-03-22 | シルバー精工株式会社 | 横編機 |
| US6591430B1 (en) * | 2001-11-13 | 2003-07-15 | Wilson Harris Sledge | Head and neck support apparatus |
| JP4015982B2 (ja) * | 2003-10-10 | 2007-11-28 | 株式会社島精機製作所 | 編地編成用カム装置 |
| JP4336305B2 (ja) * | 2004-12-27 | 2009-09-30 | 株式会社島精機製作所 | 複合カムシステム |
-
2006
- 2006-03-17 CN CN2006800097320A patent/CN101146942B/zh not_active Expired - Lifetime
- 2006-03-17 JP JP2007510393A patent/JP4944015B2/ja not_active Expired - Lifetime
- 2006-03-17 EP EP06729371.2A patent/EP1867768B1/en not_active Expired - Lifetime
- 2006-03-17 US US11/886,997 patent/US7716954B2/en not_active Expired - Fee Related
- 2006-03-17 WO PCT/JP2006/305381 patent/WO2006103957A1/ja not_active Ceased
- 2006-03-17 KR KR1020077022441A patent/KR101223919B1/ko not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2631923B2 (ja) * | 1991-09-24 | 1997-07-16 | 株式会社島精機製作所 | 横編機における筒状編地の編成装置 |
| JP2700203B2 (ja) * | 1991-10-04 | 1998-01-19 | 株式会社島精機製作所 | 横編機におけるトランスファーの方法およびその装置 |
| JP3292836B2 (ja) * | 1998-05-06 | 2002-06-17 | 株式会社島精機製作所 | 横編機 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101223919B1 (ko) | 2013-01-18 |
| EP1867768A1 (en) | 2007-12-19 |
| CN101146942A (zh) | 2008-03-19 |
| WO2006103957A1 (ja) | 2006-10-05 |
| EP1867768B1 (en) | 2016-03-09 |
| JPWO2006103957A1 (ja) | 2008-09-04 |
| KR20070113269A (ko) | 2007-11-28 |
| US7716954B2 (en) | 2010-05-18 |
| CN101146942B (zh) | 2010-06-09 |
| US20090314037A1 (en) | 2009-12-24 |
| EP1867768A4 (en) | 2014-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4944015B2 (ja) | 横編機における筒状編地の編成方法及び横編機 | |
| EP1972706B1 (en) | Weft knitting machine capable of inserting warp and knitting method by that weft knitting machine | |
| JP3140990B2 (ja) | 可動ループ形成プレートを備えた横編機 | |
| KR101025153B1 (ko) | 가동 얀 가이드 부재를 구비하는 횡편기 | |
| JP2794144B2 (ja) | 目移し装置を有する横編機 | |
| KR102226578B1 (ko) | 횡편기 | |
| JP2000506234A (ja) | パターン化されたパイルファブリック及びそれ用のパイルエレメントを製造するためのプロセス及び円形編機 | |
| EP2025785B1 (en) | Knitting method of intersia pattern fabric and weft knitting machine | |
| EP1835059B1 (en) | Complex cam system | |
| US5275022A (en) | Process for the fully-fashioned knitting of intarsia jacquard fabric | |
| JP5079682B2 (ja) | 筒状編地編成用横編機および筒状編地の編成方法 | |
| JP2604677B2 (ja) | 横編機におけるトランスファージャック | |
| JPH06264341A (ja) | ジャカードパイル編地の製造方法及びこれに使用するシンカー | |
| JPWO2018186499A1 (ja) | 横編機でのプレーティング編成方法 | |
| JP4135179B2 (ja) | 少なくとも2つの針床を有する横編機 | |
| US20030159473A1 (en) | Weft knitting machine with transfer mechanism and transferring method | |
| US6668595B2 (en) | Weft knitting machine with transfer mechanism | |
| JPH0586561A (ja) | 横編機における筒状編地の編成方法及びその装置 | |
| JP7558387B2 (ja) | 横編機によるパンチレース編地の編成方法 | |
| JPH093753A (ja) | 横編機におけるヤーンフィーダ | |
| JP2022138703A (ja) | 横編機によるパイル編地の編成方法 | |
| JPH07268748A (ja) | シンカー退避機構を有する横編機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120301 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4944015 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |