JP4933541B2 - 可変ピッチ成形ユニット及び成形機 - Google Patents
可変ピッチ成形ユニット及び成形機 Download PDFInfo
- Publication number
- JP4933541B2 JP4933541B2 JP2008520908A JP2008520908A JP4933541B2 JP 4933541 B2 JP4933541 B2 JP 4933541B2 JP 2008520908 A JP2008520908 A JP 2008520908A JP 2008520908 A JP2008520908 A JP 2008520908A JP 4933541 B2 JP4933541 B2 JP 4933541B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- shaft
- radius
- roller
- curvature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 46
- 238000000071 blow moulding Methods 0.000 claims description 22
- 239000000969 carrier Substances 0.000 claims description 3
- 239000012815 thermoplastic material Substances 0.000 claims description 3
- 229920000642 polymer Polymers 0.000 claims description 2
- 239000002861 polymer material Substances 0.000 abstract 1
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000036461 convulsion Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/56—Opening, closing or clamping means
- B29C49/5601—Mechanically operated, i.e. closing or opening of the mould parts is done by mechanic means
- B29C49/5602—Mechanically operated, i.e. closing or opening of the mould parts is done by mechanic means using cams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C2045/0483—Injection moulding apparatus using movable moulds or mould halves pivotally mounted mould halves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/66—Mould opening, closing or clamping devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42093—Transporting apparatus, e.g. slides, wheels or conveyors
- B29C49/42095—Rotating wheels or stars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42113—Means for manipulating the objects' position or orientation
- B29C49/42117—Translation e.g. telescopic movement to pick up a preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Vehicle Body Suspensions (AREA)
- Moulding By Coating Moulds (AREA)
Description
− 型を入れるためのラジアル部品を伴う動作、
− 型を退出するためのラジアル部品を伴う動作、
が同時に生じ、これらグリッパの動作が半型、ブランク及び容器の端部との物理的な干渉なく行われなければならない。
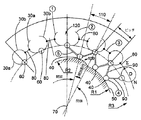
40 ローラ
50 カム、コース、カム経路
60 連接シャフト、連接軸
70 カルーセルのシャフト、中央シャフト
90 リンク、連接ジョイント
Claims (13)
- ポリマーのための成形ユニットを備え、該成形ユニットが可動ラインにおいて順に配置された組立体であって、
該成形ユニットそれぞれが、連接シャフト(60)に関して互いに対して移動可能な2つの部分を有した型を備え、
該2つの部分(30a、30b)の互いに対する移動が、前記型の開放動作及び閉鎖動作中に行われる組立体において、
当該組立体が、それぞれが隣接する前記成形ユニットにおける2本の連接シャフト(60)にリンク(90)により接続されるローラ(40)を備え、
前記ローラ(40)または前記連設シャフト(60)が、カム(50)と協働し、
前記ローラ(40)により描かれる軌道と、前記連接シャフト(60)により描かれる軌道とが、前記成形ユニットの所定コースにおいて互いに接近し、
前記隣接する成形ユニットの連接シャフト(60)間の距離が、前記コースの間で増大することを特徴とする組立体。 - 前記ローラ(40)が、曲率半径が一定である軌道をたどることを特徴とする請求項1に記載の組立体。
- 前記連接シャフト(60)が、曲率半径が一定である軌道をたどることを特徴とする請求項1に記載の組立体。
- 前記成形ユニットが、カルーセルの一部を構成することを特徴とする請求項1から3のいずれか1項に記載の組立体。
- 前記成形ユニットの前記2つの可動な部分が、型担体であることを特徴とする請求項1から4のいずれか1項に記載の組立体。
- 前記成形ユニットの前記2つの可動な部分それぞれが、半型を構成し、
該2つの半型が、前記連接シャフト(60)に関して互いに連接されていることを特徴とする請求項1から5のいずれか1項に記載の組立体。 - 前記成形ユニットの前記型担体または前記半型それぞれが、リンクまたは連接ジョイントにより、前記隣接する成形ユニットの前記型担体または前記半型に接続されていることを特徴とする請求項5または6に記載の組立体。
- 熱可塑性材料からなる容器を成形する、ブロー成形するまたは延伸ブロー成形する機械であって、
当該機械が請求項1から7のいずれか1項に記載の組立体を少なくとも1つ備えることを特徴とする機械。 - 前記成形ユニットが、略垂直なカルーセルのシャフト(70)に関して、回転方向に移動可能に取り付けられたブロー成形ユニットであり、
該ブロー成形ユニットそれぞれが、2つの同一な型支持部(30a、30b)を備え、
該型支持部が、略垂直な前記連接シャフト(60)に関して互いに連接して取り付けられ、
前記ローラ(40)それぞれが、前記隣接する成形ユニットにおける2本の前記連接シャフト(60)に前記リンク(90)により接続され、
前記ローラ(40)または前記連設シャフト(60)が、カム(50)と協働し、
前記ローラ(40)により描かれる軌道と、前記連接シャフト(60)により描かれる軌道とが、前記成形ユニットの所定コースの間で互いに接近し、
前記隣接する成形ユニットにおける前記連接シャフト(60)間の距離が、前記コースの間で増加することを特徴とする請求項8に記載の機械。 - 前記ローラ(40)が、前記カルーセルの前記シャフト(70)に関して略円形のコースをたどり、前記コースが、第1の曲率半径(R1)を有することを特徴とする請求項9に記載の機械。
- 前記連接シャフト(60)が、前記カルーセルの前記シャフト(70)に関して略円形の軌道をたどり、前記コースが、第2の曲率半径(R3)を有することを特徴とする請求項9に記載の機械。
- 前記ローラ(40)が、前記カルーセルの前記シャフト(70)に関して略円形のコースをたどり、前記コースが、第1の曲率半径(R1)を有し、
前記連接シャフト(60)が、前記カルーセルの前記シャフト(70)に関して略円形の軌道をたどり、前記コースが、第2の曲率半径(R3)を有し、
前記ローラ(40)によって描かれる軌道と前記連接シャフトによって描かれる軌道とが互いに接近するときに、前記ローラ(40)または前記連接シャフト(60)が、第3の曲率半径(R2)の軌道をたどり、前記第3の曲率半径(R2)が、前記第1の曲率半径(R1)の長さと前記第2の曲率半径(R3)の長さとの間であることを特徴とする請求項9に記載の機械。 - 曲率半径がR1である軌道と曲率半径がR2である軌道とが、カム(50)により規定されることを特徴とする請求項12に記載の機械。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0507388 | 2005-07-11 | ||
| FR0507388A FR2888154B1 (fr) | 2005-07-11 | 2005-07-11 | Unites de moulage et machine de moulage a pas vaviable |
| PCT/FR2006/001588 WO2007006908A2 (fr) | 2005-07-11 | 2006-07-04 | Unites de moulage par soufflage et machine de moulage par soufflage a pas variable |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009500208A JP2009500208A (ja) | 2009-01-08 |
| JP4933541B2 true JP4933541B2 (ja) | 2012-05-16 |
Family
ID=36177298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008520908A Expired - Fee Related JP4933541B2 (ja) | 2005-07-11 | 2006-07-04 | 可変ピッチ成形ユニット及び成形機 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7914276B2 (ja) |
| EP (1) | EP1901908B1 (ja) |
| JP (1) | JP4933541B2 (ja) |
| CN (1) | CN101247937B (ja) |
| AT (1) | ATE461032T1 (ja) |
| DE (1) | DE602006012981D1 (ja) |
| ES (1) | ES2339973T3 (ja) |
| FR (1) | FR2888154B1 (ja) |
| PT (1) | PT1901908E (ja) |
| WO (1) | WO2007006908A2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2881678B1 (fr) * | 2005-02-08 | 2009-04-24 | Sidel Sas | Procede de commande d'ouverture et de fermeture d'un moule de soufflage et dispositif de soufflage agence pour sa mise en oeuvre |
| DE102005034541A1 (de) * | 2005-07-23 | 2007-02-01 | Sig Technology Ltd. | Verfahren und Vorrichtung zur Blasformung von Behältern |
| EP1995038A1 (de) * | 2007-05-22 | 2008-11-26 | TecPET innovation GmbH | Spritzblasvorrichtung |
| DE102008029531A1 (de) * | 2008-06-21 | 2009-12-24 | Krones Ag | Verfahren und Vorrichtung zum Einsetzen eines Vorformlings in und zur Entnahme einer Flasche aus einer Blasmaschine |
| WO2010105023A2 (en) | 2009-03-12 | 2010-09-16 | Graham Engineering Corporation | Rotary blow molding machine with moveable mold clamp assemblies and method |
| DE102009049260A1 (de) * | 2009-10-13 | 2011-04-21 | Krones Ag | Formträger mit Antriebseinrichtung |
| ITMI20112033A1 (it) * | 2011-11-09 | 2013-05-10 | Smi Spa | Macchina per la soffiatura o stiro-soffiatura di bottiglie in materiale polimerico |
| CN102873793B (zh) * | 2012-10-18 | 2014-10-15 | 台州迈格机械模具有限公司 | 一种输送装置 |
| US11135758B2 (en) * | 2013-02-18 | 2021-10-05 | Discma Ag | Machine and method for forming containers from preforms carried by successive moulds |
| IT201700116740A1 (it) * | 2017-10-17 | 2019-04-17 | Sistec S R L | Dispositivo di movimentazione |
| EP3919257B1 (en) | 2019-01-31 | 2024-11-27 | Kyoraku Co., Ltd. | Rotary molding machine |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4917459A (ja) * | 1972-06-07 | 1974-02-15 | ||
| US4313720A (en) * | 1980-03-03 | 1982-02-02 | Emhart Industries, Inc. | Parison transfer means |
| JPH07137122A (ja) * | 1993-11-18 | 1995-05-30 | Kureha Chem Ind Co Ltd | ロータリーブロー成形装置 |
| JPH11333915A (ja) * | 1998-05-22 | 1999-12-07 | Kyoraku Co Ltd | ブロー成形用金型 |
| JP2002544017A (ja) * | 1999-05-17 | 2002-12-24 | シデル | 閉鎖および鎖錠機構を有するブロー装置 |
| JP2004528211A (ja) * | 2001-06-08 | 2004-09-16 | アー デー エス | 互いにピン接合された2つの半モールドから構成された2部品モールドのための駆動装置 |
| JP2005536376A (ja) * | 2002-08-22 | 2005-12-02 | シデル | 熱可塑性容器のブロー成形またはブロー延伸用装置 |
| JP2008529829A (ja) * | 2005-02-08 | 2008-08-07 | シデル・パーティシペーションズ | ブロー成型装置の開閉を制御する方法及び該方法を実施するためのブロー成形装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS466540Y1 (ja) * | 1967-11-30 | 1971-03-08 | ||
| JPS6045045B2 (ja) * | 1977-12-27 | 1985-10-07 | 株式会社吉野工業所 | 延伸ブロ−成形装置 |
| US5618489A (en) * | 1995-10-05 | 1997-04-08 | Hoover Universal, Inc. | Apparatus and process for blow molding containers |
| DE202004021755U1 (de) * | 2004-11-26 | 2010-09-30 | Krones Ag | Formblasmaschine |
-
2005
- 2005-07-11 FR FR0507388A patent/FR2888154B1/fr not_active Expired - Fee Related
-
2006
- 2006-07-04 DE DE602006012981T patent/DE602006012981D1/de active Active
- 2006-07-04 WO PCT/FR2006/001588 patent/WO2007006908A2/fr not_active Ceased
- 2006-07-04 CN CN2006800251681A patent/CN101247937B/zh not_active Expired - Fee Related
- 2006-07-04 EP EP06778769A patent/EP1901908B1/fr not_active Not-in-force
- 2006-07-04 PT PT06778769T patent/PT1901908E/pt unknown
- 2006-07-04 ES ES06778769T patent/ES2339973T3/es active Active
- 2006-07-04 AT AT06778769T patent/ATE461032T1/de not_active IP Right Cessation
- 2006-07-04 US US11/994,933 patent/US7914276B2/en not_active Expired - Fee Related
- 2006-07-04 JP JP2008520908A patent/JP4933541B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4917459A (ja) * | 1972-06-07 | 1974-02-15 | ||
| US4313720A (en) * | 1980-03-03 | 1982-02-02 | Emhart Industries, Inc. | Parison transfer means |
| JPH07137122A (ja) * | 1993-11-18 | 1995-05-30 | Kureha Chem Ind Co Ltd | ロータリーブロー成形装置 |
| JPH11333915A (ja) * | 1998-05-22 | 1999-12-07 | Kyoraku Co Ltd | ブロー成形用金型 |
| JP2002544017A (ja) * | 1999-05-17 | 2002-12-24 | シデル | 閉鎖および鎖錠機構を有するブロー装置 |
| JP2004528211A (ja) * | 2001-06-08 | 2004-09-16 | アー デー エス | 互いにピン接合された2つの半モールドから構成された2部品モールドのための駆動装置 |
| JP2005536376A (ja) * | 2002-08-22 | 2005-12-02 | シデル | 熱可塑性容器のブロー成形またはブロー延伸用装置 |
| JP2008529829A (ja) * | 2005-02-08 | 2008-08-07 | シデル・パーティシペーションズ | ブロー成型装置の開閉を制御する方法及び該方法を実施するためのブロー成形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7914276B2 (en) | 2011-03-29 |
| WO2007006908A2 (fr) | 2007-01-18 |
| CN101247937B (zh) | 2012-03-07 |
| JP2009500208A (ja) | 2009-01-08 |
| FR2888154A1 (fr) | 2007-01-12 |
| US20080220115A1 (en) | 2008-09-11 |
| PT1901908E (pt) | 2010-04-14 |
| FR2888154B1 (fr) | 2007-11-16 |
| WO2007006908A3 (fr) | 2007-11-01 |
| ATE461032T1 (de) | 2010-04-15 |
| ES2339973T3 (es) | 2010-05-27 |
| DE602006012981D1 (de) | 2010-04-29 |
| EP1901908B1 (fr) | 2010-03-17 |
| CN101247937A (zh) | 2008-08-20 |
| WO2007006908A8 (fr) | 2008-03-13 |
| EP1901908A2 (fr) | 2008-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4933541B2 (ja) | 可変ピッチ成形ユニット及び成形機 | |
| JP5244825B2 (ja) | 容器をブロー成形するための方法および装置 | |
| US7766645B2 (en) | Method of controlling the opening and closing of a blow mold and blowing device for implementing same | |
| US7241130B2 (en) | Device for blow-molding or stretch blow molding of thermoplastic containers | |
| JP5264889B2 (ja) | 容器をブロー成形するための装置 | |
| AU775749B2 (en) | Rotary stretch blow moulding machine comprising a magnetically controlled stretch rod | |
| US8029270B2 (en) | Method and device for blow-molding containers | |
| MX2007009536A (es) | Dispositivo giratorio para transferir recipientes. | |
| KR20020070308A (ko) | 개선된 이송 암을 갖춘 이산체들의 호송장치와 이러한장치를 갖춘 용기들의 취입성형 장치 | |
| WO2010029848A1 (ja) | ロータリ型ブロー成形装置 | |
| EP1350612B1 (de) | Vorrichtung zur Handhabung von Vorformling / Behältern mittel separat ansteuerbaren Armen, die auf einer Drehscheibe radial befestigt sind | |
| JP4368893B2 (ja) | 機械制御延伸ロッド付きの延伸ブロー成形機 | |
| JP2010111053A (ja) | ロータリ型ブロー成形装置 | |
| EP1520681A1 (de) | Vorrichtung zur Blasformung von Behältern | |
| EP4043182B1 (en) | Device for blow molding containers | |
| US7922478B2 (en) | Control device using a follower member and a cam path to control an element of a machine for processing containers, and a container processor machine including such a device | |
| JPH047117A (ja) | 予備成形品の搬送装置 | |
| JP5784238B2 (ja) | パリソンまたはパリソンから製造される容器のための保持装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110506 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120216 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150224 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |