JP4884625B2 - パージ・プラグ - Google Patents
パージ・プラグ Download PDFInfo
- Publication number
- JP4884625B2 JP4884625B2 JP2001513543A JP2001513543A JP4884625B2 JP 4884625 B2 JP4884625 B2 JP 4884625B2 JP 2001513543 A JP2001513543 A JP 2001513543A JP 2001513543 A JP2001513543 A JP 2001513543A JP 4884625 B2 JP4884625 B2 JP 4884625B2
- Authority
- JP
- Japan
- Prior art keywords
- gap
- purge plug
- bottom plate
- gas
- purge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
- B22D1/005—Injection assemblies therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/48—Bottoms or tuyéres of converters
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Furnace Details (AREA)
- Taps Or Cocks (AREA)
- Lift Valve (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Valve Housings (AREA)
Description
本発明は、レードル(ladle)内で熔融された材料(heat)を介してガスをパージするようにレードルの底部に交換可能に取り付けるようになっているパージ・プラグであって、端面間に延びる少なくとも1つの貫通ギャップを有するセラミック製のボディと、このボディを取り囲むケーシングとを包含し、ガスを、ボディの外端面に供給し、所定の圧力で前記ギャップを通してボディの内端面に向かって流れ、そして、熔融された材料内に流れるパージ・プラグに関する。
【0002】
パージ・プラグは、一般的に、レードル内の熔融された材料を撹拌するのに使用され、また、場合によっては、熔融された材料を変性するのに使用され、高圧(たとえば、6〜10バール)の下にレードルへガスを導入するように作用する。パージ・プラグは、伝統的には、薄板金製ケーシングによって取り囲まれた、約10kgの截頭円錐形の形状を有するガス浸透性のセラミック製円錐体からなる。パージ・プラグは、一般的に、いわゆるセットで供給される。すなわち、円錐体が、約50kgの重さを有する中空ブロック内に装着されている。
【0003】
パージ・プラグは、純粋な鋼を製造するときに重要な役割を有し、実際に世界中の製鋼プラントで使われている。1つまたはそれ以上のパージ・プラグが、ユニット(すべての製鋼プラントに見いだされ、レードルと呼ばれている)の底部に交換可能に取り付けられる。このレードルは、耐火材料で内張され、溶融した鋼を収容するようになっている容器である。レードルにおいて、パージ・プラグが非常に重要となる種々の高温化学プロセスが実施される。ガス(一般的にはアルゴン)がパージ・プラグを通してパージされる。プロセス中にパージ・プラグの熱に対面している最上方部分が大きく損耗する。そのため、パージ・プラグは、その高さが最小許容レベルまで減ったときに新しいパージ・プラグと交換するのが普通である。
【0004】
初期のパージ・プラグは多孔性であった。すなわち、ガス浸透性ではあるが、鋼を通さなかった。これらのパージ・プラグの欠点は、充分な流量を得るには高圧ガスを必要とし、その多孔度により、損耗がかなりのものであるということであった。
【0005】
パージ・プラグ開発の次のステップはいわゆる指向性多孔度であった。すなわち、約0.5mmの直径を有する多数のダクトを鋳込みで形成し、これらのダクトを通してガスをパージしていた。このパージ・プラグの利点は、そこを通るガス流を得やすく、コンパクトに作ることができ、損耗も少ないということであった。欠点は、ダクト内へ鋼の侵入するリスクが大きく、パージ・プラグが詰まってしまうということであった。
【0006】
パージ・プラグ開発の第3ステップは、ダクトの代わりに、鋳造によってパージ・プラグを貫いて、約0.2mmの厚さ、約20mmの長さを有するスロットまたはギャップを形成することであった。これの利点は、スロット内に鋼が侵入することなく、高いガス流量を達成しやすいということであった。しかしながら、パージ・プラグに開いたギャップがある限り、鋼が侵入するリスクは常に存在する。
【0007】
パージ・プラグは、3つの必要条件を満たさなければならない:すなわち、高度な耐久性、満足できるガス透過性およびパージ・プラグのギャップへの鋼の侵入の回避である。
【0008】
‐満足できる耐久性は、高品質でコンパクトな耐火性材料でパージ・プラグを作ることによって得られる。
‐高度なガス透過性は、充分な断面積を有するギャップによって得られる。
‐最小限の侵入は、充分に幅の狭いギャップによって得られる。
これらの3つの必要条件は、相互に拮抗するものであり、パージ・プラグはこれらの3の特性の妥協である。
【0009】
ドイツ特許明細書DE19610578に開示されているパージ・プラグは、上部に截頭円錐形のキャビティを有し、中間部分に円筒形の拡大キャビティを有し、下部に円筒形のダクトを有する外側部分を包含する。これらのキャビティは、相互に連絡しており、1端面から別の端面まで或る特別な圧力を有するガスが流れることができるようにしている。キャビティ内には、上記の順序で、截頭円錐体、ピストンおよび開口を備えた管状ピストン・ロッドが、一体に可動状態で配置されている。円錐体は、パージ・プラグから突き出るピストン・ロッド自由端と係合する外側圧力バネによって閉鎖位置に向かって予負荷されている。充分な圧力を有するガス(バネおよび冶金上の圧力に拮抗するため)を、ガス供給パイプを通して、ピストン・ロッドを経て拡大キャビティに供給したとき、ピストンは円錐体を持ち上げ、円錐形キャビティと円錐体の間にギャップを開く。次いで、ガスがピストンのまわりを流れ、ギャップを通して熔融した材料へ流れることができる。
この構造の欠点は、次の通りである。
【0010】
‐この構造は、パージ・プラグが一般的に耐火性材料に鋳込まれるので、製造が非常に困難である。鋳造で使用されるテンプレートを取り外すのが非常に困難であるから、鋳造によって中間の拡大キャビティ(16)を作ることが技術的に難しい。
‐この構造は、複雑な突出部分(パージ・プラグ下方のバネ・サスペンション)を有する。これらの突出部分は、衝撃その他の粗い取り扱いで容易に壊れる可能性があるので、製鋼所環境では不便である。
‐バネ・サスペンションは、製造するのに高価である。
‐パージ・プラグが徐々に損耗する。パージ・プラグが拡大キャビティ(16)まで損耗したときに、プラグの漏出破壊が生じ、鋼がレードルの底を通って流れ、破滅的な結果を生む。したがって、プラグがこのレベルまで損耗しないことが非常に重要である。パージ・プラグがどの程度まで損耗したかを知るには、進んだ機器が必要である。
【0011】
可動ボディおよび固定ボディを有するパージ・プラグに基づき、ガスが環状のギャップを通して流れる別の特許は、米国特許第4470582号である。
主としてこの構造が上記のドイツ特許のものと異なる点は、圧力バネの代わりにレバー機構を用いており、このレバー機構が液圧シリンダによって予荷重を受けているということである。
この構造の欠点は、次の通りである。
【0012】
‐形状が複雑なため、この構造は製造するのに非常に高価である。
‐ガス流が外部弁によって制御されるようになっており、この弁は、可動ボディを上下方向に案内することによって環状ギャップを開閉する。欠点は、外部制御装置が必要であるということである。外部制御装置は、場所を取るし、製鋼所環境において不便である。また、外力によって、容易に損害を受ける可能性がある。
‐上記のドイツ特許と同様に、パージ・プラグが損耗し、同じ結果を生む。
【0013】
本発明の一目的は、幅が供給ガス圧力の関数であるギャップを有し、製造容易、安価であるパージ・プラグを提供することにある。
本発明の別の目的は、複雑な機構を必要とせず、なんら突き出ている構成要素を持たない調節可能なギャップを有するパージ・プラグを提供することにある。
本発明のさらに別の目的は、破壊漏出が生じる前に多少とも完全に損耗し得る信頼性が高いパージ・プラグを提供することにある。
【0014】
本発明によれば、これらの目的は、上記のパージ・プラグであって、セラミック製ボディが、ほぼスリーブ状の外側ボディ部分と、截頭円錐形の内側ボディ部分とを包含し、これらのボディ部分間に前記ギャップが配置してあり、内側ボディ部分が、外側ボディ部分に対して移動可能であり、そして、熔融された材料に向かう方向に弾力性手段によって予負荷してあってギャップを閉じているようになっており、さらに、ガス供給パイプがギャップを開くように外端面下方で空間(19)に接続していることを特徴とするパージ・プラグによって達成される。
本発明のさらなる発展は、従属請求項に示す特徴から明白である。
【0015】
以下、添付図面を参照しながら本発明の好ましい実施例を説明する。
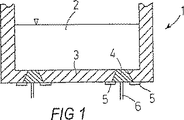
まず図1を参照して、ここには、熔融された材料2(通常、金属、たとえば、鋼の熔融された材料)のためのレードル1の底部が概略的に示してある。レードルの底3には、参照符号5で示すそれ自体公知の取り付け手段によって多数の交換可能なパージ・プラグ4が、普通の方法で、取り付けてある。ガス供給パイプ6が、各パージ・プラグ4に接続してある。これらはすべて、従来技術の技術であり、したがって、なんらさらに説明する必要はないと考える。
【0016】
次に図2、3を参照して、ここには、本発明によるパージ・プラグの構造および機能が示してある。パージ・プラグ4は、ケーシング7を包含する。パージ・プラグ4は鋼熱に用いることになっているので、ケーシング7は好ましくは鋼で作ってある。ケーシングは、截頭円錐体の形で示してあり、テーパの付いた端が熱と接触している(図1参照)が、ケーシングが逆截頭円錐体あるいは円筒形であってもよい(図示せず)。セラミック製ボディ8が、ケーシング7によって取り囲まれており、その全長に沿ってケーシング7に取り付けてあると好ましい。好ましくは、ボディ8はケーシング内に直接鋳込まれる。
【0017】
ボディ8は、截頭円錐形内部キャビティを有する同心のほぼスリーブ形状の外側ボディ部分9と、このキャビティに完全に嵌合する截頭円錐形の内側ボディ部分11とに分割されてある。内側ボディ部分11は、外側ボディ部分9に対して長手方向に変位可能なように可動であり、それらの間にギャップ12が設けてある。ボディ部分9、11を製造するとき、内側ボディ部分11は、外側ボディ部分9に充分に適応して容易に形成することができる。そのためには、截頭円錐形ケーシング要素に予め形成したプラスチック・フォイルあるいはプラスチック・シートを鋳造時にケーシング7内に同心に設置し、耐火性材料(セラミック化合物)が固化したときにそれを取り出す。さらに、鋳造に関連して、ねじ付きの盲孔13を形成してもよいし、ねじ付きのスリーブ・インサートを内側ボディ部分11の大きい方の端面14に鋳込んでもよい。
【0018】
好ましくは(といって必ずというわけではない)、外側ボディ部分9の大きい方の端面15は、上記端面14と同じレベルにある。同じことが、ボディ部分9、11の小さい方の端面16、17のそれぞれにも当てはまる。
内側ボディ部分11は、外側ボディ部分9に対して下方に変位可能であり(図2参照)、そして、端面14に作用する弾力性手段によってギャップ12を閉じるように上方へ予負荷されている。
【0019】
好ましい実施例において、弾力的な底部プレート18は、ボディ8の外端面から或る距離のところでガス不浸透状態でケーシング7に取り付けてある。この場合、端面14、15間には、加圧可能な空間またはチャンバ19が構成される。この距離は、小さくてもよく、端面14、15の限られた面積内に存在しなくてもよい。すなわち、唯一の条件は、加圧流体(パージング用ガス)を供給したときにチャンバ19が形成されるということである。ガス供給パイプ6が、底部プレート18に接続してあり、また、パージング用ガス21で加圧できるようにチャンバ19に接続してある。内側ボディ部分11は、たとえば、ボルト22または他の適当な取り付け手段によって、底部プレート18に固着してある。ギャップ12は、底部プレート18の予負荷および/またはパージング用ガスの圧力によって、内側ボディ部分11を図2で上方へ圧迫し、外側ボディ部分9の内周面に当接させることによって、閉じた状態に保たれる。
【0020】
レードル内の熔融された材料を通してガスをパージしたい場合には、ガスを高圧で空間19に供給する。外側ボディ部分9の底面または端面15が内側ボディ部分11の底面または端面14より大きいので、底部プレート18が外方へ曲げられ(図3参照)、内側ボディ部分11を引っ張る。それによって、環状ギャップ12が開き、ガスが熔融された材料に流入し得る。加える圧力が大きければ大きいだけ、ギャップがより大きく開く。ガス流を止めるか、または、ガス圧力が低下しつつあるとき、底部プレート18が弾力性で戻り、内部ボディ11を押し戻し、ギャップを完全に閉じる。これにより、ギャップ12への熔融された材料の侵入を防ぐ。この新しいパージ・プラグの構造は、パージ・プラグのギャップに鋼をなんら侵入させることなく、ほとんど制限のないガス流を得ることが可能となることを意味する。これは、加えた圧力にと共にギャップのサイズを変化させるということによって達成される。
【0021】
図2、3において、底部プレート18は、一定の厚さを有するように示してあるが、特殊な弾性を有する底部プレート18を使用することによってギャップ幅についてのギャップの圧力関数を制御できることはもちろんである。この目的のために、種々の厚さの底部プレートを使用することに加えて、底部プレートに均等でない厚さを与える、すなわち、その周縁からその中心に向かって厚さが変化するようにすることによって所望のバネ特性を得ることも可能である。その一例が図4に示してある。また、図5に示すように、底部プレートに直角に取り付け、好ましくは、底部プレートで半径方向に向き、不均一な高さまたは厚さを有する補強用フランジまたはリブ23を持つ、均一な厚さの底部プレートを用いることによって必要な弾性を得ることも可能である。当然、上述の特徴を組み合わせて所望の機能を得ることもできる。すなわち、異なる特殊なガス圧でのギャップ12の幅を変えるとかである。
【0022】
底部プレートの所望弾性を得る別の方法(上記の方法にも匹敵する)は、図6に示すように、底部プレート18を、たとえば、内方へ湾曲させることである。このためには、底部プレートを波形に作ることも可能である(図示せず)。
【0023】
たとえば、極めて高いガス圧での底部プレートの屈曲を制限するために、あるいは、ギャップの幅が或る寸法、たとえば、0.5mmを超えることが許されない場合、パージ・プラグに撓み制限手段を設けると適切である。たとえば、図6に点線で示す1つまたはそれ以上のけた要素24を設けると適切である。各けた要素24は、ケーシング7に固着するか(図6参照)および/または外側ボディ部分9に取り付ける(図示せず)。上述の手段は、もちろん、厚くてほぼ剛性のプレートであってもよい。たとえば、普通のパージ・プラグの底部プレートであってもよい。必要なときには、ケーシングの最外方部分と撓み制限手段(図示せず)の端部との間に連結要素を用いてもよい。上記のような撓み制限手段を使用するとき、或る場合には、前記手段24と底部プレート18との間にさらに別の弾性手段(図示せず)を配置するのも適切であるかも知れない。
【0024】
内側ボディ部分11の周面および外側ボディ部分9の内周面は、上記のように、ギャップ12の形状を定める。通常、ギャップの横断面輪郭、すなわち、パージ・プラグの長手軸線に対して直角な平面(底部プレートに対して平行な平面)におけるギャップの形状が円または楕円であると好ましい。しかしながら、ギャップの横断面輪郭は完全に随意であり、三角形、正方形または多角形あるいは星形であってよい。これは、2つのボディ部分9、11を同時に鋳造し、それらの間に選定した横断面輪郭を有する、プラスチック・フォイルまたはプラスチック・シートの分離用ケーシング要素を置き、この複合体の固化後に、容易に取り外すことができるからである。
【0025】
特別なガス流特性、たとえばパージ・プラグを通してのガス流量に急な変化を得るために、截頭円錐形キャビティを有する内側ボディ部分11を形成することも可能である。この場合、対応して形成した截頭円錐形の最内方ボディ部25を変位可能に配置する(図7参照)。この最内方ボディ部分25は、それを、たとえば、ボルト26で底部プレート18に固着するので、内側ボディ部分11に関連して説明したと同じ要領で作動する。従って、底部プレートの弾性は、上記の変形例(図4、5参照)によって調整される。最内方ボディ部25と内側ボディ部分11との間のギャップ27は、上述したと同様に随意の形状を与えることができ、好ましくは、ギャップ27は、ギャップ12と同じ要領で形成される。すなわち、ケーシング7における上記ケーシング要素と同心に配置したまた別のケーシング要素によって形成する。
【0026】
ここで、本発明によるパージ・プラグの図示実施例においてすべての可動ボディ部分11、25が上方に先細りとなっている、すなわち、外端面14、15から熱に隣接した内端面16、17に向かって先細りとなっていることに注目されたい。
【0027】
以下の特性が、本発明によるパージ・プラグによって達成される。すなわち、
‐製造が容易である(今日市場で入手可能であるパージ・プラグと同じくらい安価である)。
‐侵入を完全に防ぐことができる。
‐圧力/流量比が、それぞれのユーザの条件に合わせることができる。
‐無制限のガス流量を得ることが可能である。
本発明は、先に説明し、図面に示したものに限定されず、添付の特許請求の範囲内で変更可能である。
【図面の簡単な説明】
【図1】 パージ・プラグと共にレードルの底を示す概略横断立面図である。
【図2】 閉じたガス流ギャップを有する本発明によるパージ・プラグの横断立面図である。
【図3】 開いたガス流ギャップを有する図2によるパージ・プラグを示している。
【図4】 パージ・プラグの底部プレートの一実施例を示している。
【図5】 パージ・プラグの底部プレートの別の実施例を示している。
【図6】 パージ・プラグの底部プレートのまた別の実施例を示している。
【図7】 本発明によるパージ・プラグの別の実施例を示している。
Claims (8)
- レードル(1)内で熔融された材料(2)を介してガスをパージするようにレードル(1)の底部(3)に交換可能に取り付けるようになっているパージ・プラグ(4)であって、
ボディの端面(14、15および16、17)間に延びる少なくとも1つの貫通ギャップ(12)を有するセラミック製のボディ(8)と、
このボディを取り囲むケーシング(7)とを包含し、ガスは、空間(19)に供給され、所定の圧力で前記ギャップ(12)を通してボディの内端面(16、17)に向かい、そして、熔融された材料(2)内に流れるパージ・プラグにおいて、
セラミック製ボディ(8)が、外側ボディ部分(9)と、截頭円錐形の内側ボディ部分(11)とを包含し、これらのボディ部分間に前記ギャップ(12)が配置してあり、外側ボディ部分(9)が、ケーシングにより取り囲まれ、かつケーシングに取り付けられており、内側ボディ部分(11)が、外側ボディ部分(9)に対して移動可能であり、熔融された材料(2)に向かう方向に弾力性のある底部プレート (18)によって予負荷してあってギャップ(12)を閉じているようになっており、
ボディ(8)の外端面(14、15)から或る距離のところで、前記弾力性のある底部プレート(18)がガス不浸透状態でケーシング(7)に取り付けてあり、
空間(19)が、ケーシング(7)、外端面(14、15)および底部プレート(18)によって構成してあり、
内側ボディ部分(11)が、底部プレート(18)に取り付けてあり、および
ガス供給パイプ(6)が、ギャップ(12)を開くために外端面(14、15)下方で空間(19)にガスを供給するために弾力性のある底部プレート(18)に接続している
ことを特徴とするパージ・プラグ。 - 請求項1に記載のパージ・プラグ(4)において、底部プレート(18)の厚さが、その円周からその中心に向かって増加することを特徴とするパージ・プラグ。
- 請求項1または2に記載のパージ・プラグ(4)において、底部プレート(18)が、半径方向に向いた補強用フランジ(23)を備えていることを特徴とするパージ・プラグ。
- 請求項1〜3のいずれか1つに記載のパージ・プラグ(4)において、底部プレート(18)が内方に湾曲していることを特徴とするパージ・プラグ。
- 請求項1〜4のいずれか1つに記載のパージ・プラグ(4)において、ギャップ(12)の横断面輪郭が円または楕円であることを特徴とするパージ・プラグ。
- 請求項1〜4のいずれか1つに記載のパージ・プラグ(4)において、ギャップ(12)の横断面輪郭が三角形、正方形または多角形であることを特徴とするパージ・プラグ。
- 請求項1〜6のいずれか1つに記載のパージ・プラグ(4)において、底部プレート(18)の屈曲を制限する手段(24)が、底部プレート(18)からの或る距離のところで前記空間(19)の外側に配置してあり、また、外側ボディ部分(9)および/またはケーシング(7)に取り付けてあることを特徴とするパージ・プラグ。
- 請求項7に記載のパージ・プラグ(4)において、制限手段(24)が、けた要素(girder element)であり、このけた要素の端が、ケーシング(7)に固着してあることを特徴とするパージ・プラグ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9902830-0 | 1999-08-03 | ||
| SE9902830A SE514748C2 (sv) | 1999-08-03 | 1999-08-03 | Spolsten |
| PCT/SE2000/001508 WO2001008834A1 (en) | 1999-08-03 | 2000-07-20 | Purge plug |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003505600A JP2003505600A (ja) | 2003-02-12 |
| JP2003505600A5 JP2003505600A5 (ja) | 2007-08-30 |
| JP4884625B2 true JP4884625B2 (ja) | 2012-02-29 |
Family
ID=20416610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001513543A Expired - Fee Related JP4884625B2 (ja) | 1999-08-03 | 2000-07-20 | パージ・プラグ |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6669896B1 (ja) |
| EP (1) | EP1214162B1 (ja) |
| JP (1) | JP4884625B2 (ja) |
| KR (1) | KR100661145B1 (ja) |
| CN (1) | CN1123410C (ja) |
| AT (1) | ATE283131T1 (ja) |
| AU (1) | AU6331100A (ja) |
| DE (1) | DE60016254T2 (ja) |
| ES (1) | ES2233414T3 (ja) |
| RU (1) | RU2243847C2 (ja) |
| SE (1) | SE514748C2 (ja) |
| WO (1) | WO2001008834A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7781464B2 (en) * | 2003-01-17 | 2010-08-24 | Bexel Pharmaceuticals, Inc. | Heterocyclic diphenyl ethers |
| US7087576B2 (en) * | 2003-10-07 | 2006-08-08 | Bexel Pharmaceuticals, Inc. | Dipeptide phenyl ethers |
| DE102004022129A1 (de) * | 2004-05-05 | 2005-12-01 | Stefan Munding | Gasspülvorrichtung |
| AR088577A1 (es) | 2011-11-03 | 2014-06-18 | Vesuvius Crucible Co | Tapon de purga gaseoso para recipiente metalurgico que comprende un sistema anti-obstruccion y metodo para producirlo |
| EP2942406B1 (de) * | 2014-05-05 | 2016-04-13 | Refractory Intellectual Property GmbH & Co. KG | Feuerfestes keramisches Gasspülelement |
| CA2982968C (en) * | 2017-10-19 | 2020-09-22 | Refractory Intellectual Property Gmbh & Co. Kg | Refractory ceramic gas purging element |
| JP7323803B2 (ja) * | 2019-11-28 | 2023-08-09 | 日本製鉄株式会社 | 溶鋼の取鍋精錬方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5845357U (ja) * | 1981-09-21 | 1983-03-26 | 播磨耐火煉瓦株式会社 | 溶融金属へのガス吹込装置 |
| JPS58171522A (ja) * | 1982-02-15 | 1983-10-08 | ジルコナ−ル・プロセス・リミテツド | 溶融金属の容器中へのガス流の導入法及びそれに使用する弁集成体 |
| JPS60110810A (ja) * | 1983-11-21 | 1985-06-17 | Kawasaki Heavy Ind Ltd | 底吹用羽口 |
| JPH08143942A (ja) * | 1994-11-18 | 1996-06-04 | Toshiba Ceramics Co Ltd | ガス吹込みプラグ及びその製造方法 |
| JPH08199223A (ja) * | 1995-01-20 | 1996-08-06 | Nippon Steel Corp | ガス吹込み羽口 |
| DE19610578C1 (de) * | 1996-03-18 | 1997-04-24 | Veitsch Radex Ag | Gasspüleinrichtung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH595130A5 (ja) * | 1975-04-24 | 1978-01-31 | Alusuisse | |
| US4470582A (en) * | 1982-02-15 | 1984-09-11 | Zirconal Processes Limited | Introduction of substances into molten metal |
| DE3907887A1 (de) | 1988-03-23 | 1989-10-26 | Radex Heraklith | Spuelstein |
| US5478053A (en) * | 1995-04-10 | 1995-12-26 | North American Refractories Co. Inc. | Refractory gas purging device |
| SE0001593L (sv) * | 2000-05-02 | 2001-10-08 | Sahlin Gjutteknik Ab | Spolsten |
| SE0001592L (sv) * | 2000-05-02 | 2001-10-08 | Sahlin Gjutteknik Ab | Spolsten |
-
1999
- 1999-08-03 SE SE9902830A patent/SE514748C2/sv not_active IP Right Cessation
-
2000
- 2000-07-20 JP JP2001513543A patent/JP4884625B2/ja not_active Expired - Fee Related
- 2000-07-20 WO PCT/SE2000/001508 patent/WO2001008834A1/en active IP Right Grant
- 2000-07-20 EP EP00950175A patent/EP1214162B1/en not_active Expired - Lifetime
- 2000-07-20 RU RU2002105480/02A patent/RU2243847C2/ru not_active IP Right Cessation
- 2000-07-20 US US10/048,247 patent/US6669896B1/en not_active Expired - Fee Related
- 2000-07-20 AT AT00950175T patent/ATE283131T1/de active
- 2000-07-20 KR KR1020027001357A patent/KR100661145B1/ko not_active IP Right Cessation
- 2000-07-20 CN CN00810993A patent/CN1123410C/zh not_active Expired - Fee Related
- 2000-07-20 AU AU63311/00A patent/AU6331100A/en not_active Abandoned
- 2000-07-20 ES ES00950175T patent/ES2233414T3/es not_active Expired - Lifetime
- 2000-07-20 DE DE60016254T patent/DE60016254T2/de not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5845357U (ja) * | 1981-09-21 | 1983-03-26 | 播磨耐火煉瓦株式会社 | 溶融金属へのガス吹込装置 |
| JPS58171522A (ja) * | 1982-02-15 | 1983-10-08 | ジルコナ−ル・プロセス・リミテツド | 溶融金属の容器中へのガス流の導入法及びそれに使用する弁集成体 |
| JPS60110810A (ja) * | 1983-11-21 | 1985-06-17 | Kawasaki Heavy Ind Ltd | 底吹用羽口 |
| JPH08143942A (ja) * | 1994-11-18 | 1996-06-04 | Toshiba Ceramics Co Ltd | ガス吹込みプラグ及びその製造方法 |
| JPH08199223A (ja) * | 1995-01-20 | 1996-08-06 | Nippon Steel Corp | ガス吹込み羽口 |
| DE19610578C1 (de) * | 1996-03-18 | 1997-04-24 | Veitsch Radex Ag | Gasspüleinrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2001008834A1 (en) | 2001-02-08 |
| DE60016254T2 (de) | 2005-12-08 |
| US6669896B1 (en) | 2003-12-30 |
| ATE283131T1 (de) | 2004-12-15 |
| SE514748C2 (sv) | 2001-04-09 |
| AU6331100A (en) | 2001-02-19 |
| CN1123410C (zh) | 2003-10-08 |
| KR100661145B1 (ko) | 2006-12-26 |
| RU2243847C2 (ru) | 2005-01-10 |
| EP1214162A1 (en) | 2002-06-19 |
| KR20020063840A (ko) | 2002-08-05 |
| CN1365307A (zh) | 2002-08-21 |
| ES2233414T3 (es) | 2005-06-16 |
| SE9902830D0 (sv) | 1999-08-03 |
| SE9902830L (sv) | 2001-02-04 |
| EP1214162B1 (en) | 2004-11-24 |
| JP2003505600A (ja) | 2003-02-12 |
| DE60016254D1 (de) | 2004-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7320355B2 (en) | Feeder with a tubular body | |
| JP4884625B2 (ja) | パージ・プラグ | |
| US4154289A (en) | Gating system | |
| CN205914707U (zh) | 进料系统 | |
| AU2004293240A1 (en) | Feeder element for metal casting | |
| JPS6133745A (ja) | ラドル又はタンデイツシユから鋳造鋼の流出を制御する装置のコレクタノズル | |
| JPS6250071A (ja) | 浸漬ノズル及びその製造方法 | |
| EP0370095A4 (en) | Ladle shroud with co-pressed gas permeable ring | |
| CA2103087C (en) | Lost foam process for casting stainless steel | |
| JP4755826B2 (ja) | テルミット反応のるつぼの蓋 | |
| US5667154A (en) | Cast abrasion resistant hollow balls | |
| US4840356A (en) | Externally replaceable stirring plug for molten metal vessels | |
| WO2001083832A1 (en) | Purge plug | |
| US5855843A (en) | Gas sink in the form of an interstitial flushing device | |
| SI20312A (sl) | Mašilni drog | |
| SE515794C2 (sv) | Spolsten | |
| JPH02263565A (ja) | 冶金容器用ガス吹込み装置 | |
| JP2003505600A5 (ja) | ||
| US5676193A (en) | Cast abrasion resistant hollow balls | |
| WO2006122632A2 (en) | Stopper device for controlling a flow of molten metal | |
| PL187631B1 (pl) | Zespół rury wlewowej dla kadzi do odlewania syfonowego | |
| JP3909455B2 (ja) | ポーラスプラグの成形方法、ポーラスプラグの成形装置、ポーラスプラグ | |
| CN211915492U (zh) | 一种长寿命高抗热震性浸入式水口 | |
| JPS5919558Y2 (ja) | ポ−ラスプラグ | |
| JPS6195757A (ja) | 連続鋳造用浸漬ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070629 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070629 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100420 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100715 |
|
| RD12 | Notification of acceptance of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7432 Effective date: 20100715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100715 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100803 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101025 |
|
| RD14 | Notification of resignation of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7434 Effective date: 20101025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101025 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110421 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111115 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141216 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |