JP4856889B2 - 冷間鍛造方法 - Google Patents
冷間鍛造方法 Download PDFInfo
- Publication number
- JP4856889B2 JP4856889B2 JP2005108944A JP2005108944A JP4856889B2 JP 4856889 B2 JP4856889 B2 JP 4856889B2 JP 2005108944 A JP2005108944 A JP 2005108944A JP 2005108944 A JP2005108944 A JP 2005108944A JP 4856889 B2 JP4856889 B2 JP 4856889B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- rough
- punch
- shape
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Description
上記図13の(e)に示したように、粗形材W5’を成形するに際しては、図14に示すような閉塞鍛造型50を用いている。閉塞鍛造型50は、プレスのラムに取付けられたパンチ51と、ボルスタに取付けられたダイス52と、により構成されている。パンチ51は、粗形材W4の大径部予成形部W4a(図13を参照)の第1ギヤG1が形成される側とは反対側の端面(上端面)を成形するスリーブパンチ510と、軸部Waの上端面を規制するパンチピン511と、により構成されている。また、ダイス52は、ダイス520と、ダイス521と、により構成されている。粗形材W5’を成形するにあたり、ダイス52内に大径部予成形部W4aが形成された粗形材W4を配置してラムの駆動によりパンチ51を相対的に下降させると、スリーブパンチ510とダイス520および521とにより、粗形材W4の大径部予成形部W4aの材料が流動して大径部Wb’が形成される。
合、図16に示すように、被加工部G2を機械加工しようとする軸方向寸法に欠肉Kの量(欠肉代)を加えた軸方向寸法の大径部Wb’を形成する必要がある。さらに、図17に示すように、被加工部G2を機械加工しようとする径方向寸法に欠肉Kの量(欠肉代)を加えた径寸法の大径部Wb’を形成する必要もあり、材料の歩留りや後の機械加工量の増加などの問題があった。そして、欠肉Kの発生を防止しようとすると、図15に示すように、成形荷重が増大するため、粗形材W5’を成形するための閉塞鍛造型50の耐用寿命が低減したり、パンチ51を駆動するためのプレスの能力増強を図る
必要があり、設備投資額が高額となる問題があった。
本発明の冷間鍛造方法は、概略、後に機械加工が施される被加工部G2を構成する被加工部構成部分Wbを有する粗形材W5を成形して、この粗形材W5を成形型20のパンチ21とダイス22によって冷間鍛造して被加工部G2が形成された成形品Wを成形するものである。そして、粗形材W5を成形するときに被加工部構成部分Wbに径方向に突出する余肉部Yを形成し、この粗形材W5から成形品Wを成形するときにしごき成形して余肉部Yを成形型20のコーナ部に流動させて充填する。
また、本発明の冷間鍛造方法は、概略、後に機械加工が施される被加工部G2を構成する被加工部構成部分Wbを有する粗形材W5を冷間鍛造により成形して、この粗形材W5を成形型20のパンチ21とダイス22によって冷間鍛造して被加工部G2が形成された成形品Wを成形するものである。そして、粗形材W5を冷間鍛造により成形するときに成形型10を半密閉状態として被加工部構成部分Wbに径方向に突出して、後の工程で成形型20により成形品Wを成形するときにしごき成形される余肉部Yを成形する。
成形材W4の大径部予成形部W4aを軸絞り成形して被加工部構成部分である大径部Wbが軸部Waに形成された粗形材W5を成形するための成形型10は、図1に示すように、プレスのラムに取付けられたパンチ11と、ボルスタに取付けられたダイス12と、により構成されている。パンチ11は、粗形材W4の大径部予成形部の第1ギヤG1が形成される側とは反対側の端面(上端面)を成形するスリーブパンチ110と、軸部Waの上端面を規制するパンチピン111と、により構成されている。また、ダイス12は、ダイス120と、ダイス121と、により構成されている。成形型10は、プレスの下死点でパンチ11の下面とダイス12の上面とが完全に閉じることなく、わずかに開放した状態で成形する。
このように構成された冷間鍛造型である成形型10では、ラムを上昇させて粗形材W4
をダイス12内に配置し、ラムを下降させてパンチ11とダイス12の間で粗形材W5を成形する。粗形材W5の大径部Wbの被加工部G2となる上方端には、成形型10が開放している、すなわち半密閉状態とされていることにより、かかる開放部に材料が流入して径方向に突出する余肉部Yが全周にわたって形成されることとなる。このように成形された粗形材W5は、焼きなまし潤滑処理が施された後に、図3、図5、および図7に示すような成形型20で大径部Wbの下端側が押し出し成形されることにより、第1ギヤG1が被加工部G2と隣接して成形された成形品Wとなる。
ガイドダイス220は、その内径が粗形材W5の大径部Wbを挿入し得る大きさに形成されたもので、ダイスホルダ230に保持されている。
ギヤ押し出しダイス221は、その内径の軸方向上方がガイドダイス220の内径と同じ径に形成されており、軸方向中間部が粗形材W5に形成する第1ギヤG1の歯形に応じた形状に形成された歯形形成部221aを有しており、軸方向下方が第1ギヤ端面成形ダイス222の外径に応じて形成されたもので、ダイスホルダ231内に保持されている。第1ギヤ端面成形ダイス222は、ギヤ押し出しダイス221の内部軸方向下方に保持されている。
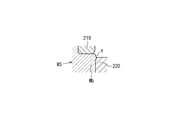
粗形材W5から成形品Wを成形するにあたり、パンチ21を上方に退避させた状態で粗形材W5をダイス22内に挿入する。図4に拡大して示すように、粗形材W5は、その大径部Wbの上方端に形成された余肉部Yがダイス22のガイドダイス220の上方に引っ掛かっている。この状態からラムの駆動によってパンチ21をダイス22に対して相対的に下降させると、図3に示すように、粗形材W5の大径部Wbの上端面がスリーブパンチ210によって押圧されると共に、軸部Waの上端面がパンチピン211に衝合されることにより規制される。そして、大径部Wbの下方はギヤ押しダイス221の歯形形成部221aを流動することによって第1ギヤG1の歯形が押し出し成形され、図7に示すように、粗形材Wの大径部Wbの径方向外周側の下端面が、第1ギヤ端面成形ダイス222によって成形される。このとき、大径部Wbの径方向に突出する余肉部Yは、ガイドダイス220の内周面でしごき成形されて、図6に拡大して示すように、スリーブパンチ210の下端面外周の面取りされたコーナ部に流入し充填されることとなる。そのため、後に機械加工が施される被加工部G2を構成する被加工部構成部分(大径部)Wbに欠肉が確実に発生することなく、成形品Wを成形することができる。
図8に示すように、この実施の形態における成形品Wは、棒状の粗形材W6から各工程を経て最終的に中央に軸方向の透孔Wcを有し外周面に被加工部G2を有する形状に成形されるものである。このような成形品Wを成形するに際し、最初に棒状の素材を所定の長さに切断して粗形材W6とし(a)、この粗形材W6の端面を矯正して粗形材W7を成形し(b)、さらに、粗形材W7を据込みして粗形材W8を成形する(c)。そして、粗形材W8を押し出し成形して軸方向に延びる有底凹部W9aを有する粗形材W9を成形し(d)、芯抜き加工して中央に軸方向の透孔Wcを有する形状の成形品Wを成形する(e)。
このように構成された成形型30では、粗形材W7をダイス32内に配置してパンチ31を相対的に下降させると、粗形材W7がパンチ31とダイス32との間で据え込みされて外周面に被加工部構成部分Wbを有する粗形材W8が成形される。そして、下死点でパンチ31がダイス32の表面に対してわずかに離間した半密閉状態とされており、しかも、ダイス32の内部上端がわずかに拡径していることにより、図10に示すように、成形された粗形材W8の被加工部構成部分Wbの上端には、径方向に突出する余肉部Yが全周にわたって形成されることとなる。
ガイドダイス421は、その内径が粗形材W9の外径と対応して形成されている。ガイドダイス421の内径の上方端はわずかに拡径するよう形成されている。
スリーブダイス422は、その外径がガイドダイス421の内径に応じて形成されており、ガイドダイス421内に保持されている。スリーブダイス422の内径は、センタパンチ411により凹部W9aが成形されるときの粗形材W9(W8)の材料の流動に応じて設定される。
粗形材W8から粗形材W9を成形するにあたり、パンチ41を上方に退避させた状態で粗形材W8をダイス42内に挿入する。図11(a)に示すように、粗形材W8は、その被加工部構成部分Wbの上端に形成された余肉部Yがガイドダイス421の内径の上方端に引っ掛かっている。この状態からラムの駆動によってパンチ41をダイス42に対して相対的に下降させると、図11(b)に示すように、粗形材W8の上端面がスリーブパンチ410によって押圧され、粗形材W8の被加工部構成部分Wbの径方向に突出する余肉部Yは、ガイドダイス421の内周面でしごき成形されて被加工部G2となる。そして、図11(c)に示すように、センタパンチ411によって中央に軸方向の凹部W9aが成形されると、材料がスリーブダイス422内に流動すると共に、図12に拡大して示すように、スリーブパンチ410の下面外周の面取り形成されたコーナ部に粗形材W9の材料
が流動し充填される。そのため、確実に粗形材W9の被加工部G2の上方コーナ部に欠肉を発生することなく、粗形材W9を成形することができる。
このようにして成形された粗形材W9は、後の工程で底部が打ち抜き成形されて中央に軸方向の透孔Wcを有する成形品Wとされる(図8の(e)を参照)。成形品Wは、さらに後の工程で、例えばその外周面の被加工部G2に切削加工により歯形が形成されるなど、機械加工が施される。この成形品Wの被加工部G2に機械加工が施されるとき、コーナ部に欠肉が発生していないため、素材に無駄がなく歩留りが向上すると共に、被加工部G2に対する機械加工が必要最小限となり、効率化が図られる。
Claims (1)
- 後に機械加工が施される被加工部を構成する被加工部構成部分を有する粗形材を成形して、該粗形材を冷間鍛造して前記被加工部が形成された成形品を成形する冷間鍛造方法であって、
前記粗形材を冷間鍛造により成形するときに成形型を半密閉状態として前記被加工部構成部分に径方向に突出する余肉部を成形し、
該粗形材の前記被加工部構成部分の上端面を下端面の外周のコーナ部が面取りされたパンチで押圧することにより、前記余肉部をダイスの内周面でしごき成形して、余肉部を前記パンチの面取りされたコーナ部に流動させて充填することを特徴とする冷間鍛造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005108944A JP4856889B2 (ja) | 2005-04-05 | 2005-04-05 | 冷間鍛造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005108944A JP4856889B2 (ja) | 2005-04-05 | 2005-04-05 | 冷間鍛造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006289374A JP2006289374A (ja) | 2006-10-26 |
| JP4856889B2 true JP4856889B2 (ja) | 2012-01-18 |
Family
ID=37410539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005108944A Expired - Fee Related JP4856889B2 (ja) | 2005-04-05 | 2005-04-05 | 冷間鍛造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4856889B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4609417B2 (ja) * | 2006-11-10 | 2011-01-12 | 日本精工株式会社 | ウォータポンプ用回転軸の製造方法 |
| JP4972136B2 (ja) * | 2009-09-16 | 2012-07-11 | ジヤトコ株式会社 | 円形断面を有する軸状の部材の外周面への段付け加工方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50113454A (ja) * | 1974-02-15 | 1975-09-05 | ||
| JPS5927741A (ja) * | 1982-08-06 | 1984-02-14 | Hitachi Ltd | 冷間成形による金属スラグ製造方法 |
| JPH0215845A (ja) * | 1988-06-30 | 1990-01-19 | Honda Motor Co Ltd | カップ状部品の成形法 |
| JP2879187B2 (ja) * | 1993-10-18 | 1999-04-05 | 大岡技研株式会社 | 多段歯車の鍛造方法及び装置 |
| JP3364124B2 (ja) * | 1997-08-27 | 2003-01-08 | 本田技研工業株式会社 | ボス付きドラムの製造方法 |
-
2005
- 2005-04-05 JP JP2005108944A patent/JP4856889B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006289374A (ja) | 2006-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100851651B1 (ko) | 환형부품 제조방법, 이 제조방법에서 이용되는 다이, 및이에 의해 제조된 환형부품 | |
| US20130247636A1 (en) | Flow formed spline and design suitable for burr free machining | |
| JP4856889B2 (ja) | 冷間鍛造方法 | |
| JP5056631B2 (ja) | シャフトの製造方法 | |
| US7823432B2 (en) | Method of forming spring washer blind-holes into a piston for an automobile transmission | |
| JP5099877B2 (ja) | 鍛造製品の成形方法 | |
| JP2002178095A (ja) | ラック付き管状部材の製造方法 | |
| EP1038609A1 (en) | Method of manufacturing latch plate | |
| JP2819930B2 (ja) | 内歯歯形の成形方法 | |
| JP2009285688A (ja) | 中空歯形部品の製造方法 | |
| JP2002346690A (ja) | 金属部品の鍛造成形方法 | |
| JPH0759341B2 (ja) | トランスミッションのシンクロ機構用一体型シンクロクラッチギアの製造法 | |
| JP4383151B2 (ja) | ヘリカル歯車の製造方法 | |
| JP3637249B2 (ja) | 外径側球面形状リングの製造方法 | |
| JPH0985385A (ja) | かさ歯車の製造方法及びそのサイジング金型 | |
| JP2825793B2 (ja) | 歯車の圧造成形方法及び圧造用ダイセット | |
| JP2851591B2 (ja) | 歯車製造用の圧造工具セット | |
| JP4868594B2 (ja) | カムロブの成形方法 | |
| JP3368674B2 (ja) | 傘歯車の鍛造方法 | |
| JPH06190479A (ja) | 組立式カムシャフトの製造方法 | |
| JP3746828B2 (ja) | 円筒状部品の製造方法 | |
| JP2003343672A (ja) | ベルト式無段変速機用中空シャフトプーリーの成形方法 | |
| JPS59159241A (ja) | スクロ−ル部材の成形方法 | |
| JP2004058120A (ja) | スプライン鍛造品の成形方法 | |
| JP2001300681A (ja) | トランスミッションギヤの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070829 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100728 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100917 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110128 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110207 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20110408 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110915 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111031 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |