JP4852534B2 - 製鋼用熱交換器システム - Google Patents
製鋼用熱交換器システム Download PDFInfo
- Publication number
- JP4852534B2 JP4852534B2 JP2007509466A JP2007509466A JP4852534B2 JP 4852534 B2 JP4852534 B2 JP 4852534B2 JP 2007509466 A JP2007509466 A JP 2007509466A JP 2007509466 A JP2007509466 A JP 2007509466A JP 4852534 B2 JP4852534 B2 JP 4852534B2
- Authority
- JP
- Japan
- Prior art keywords
- heat exchanger
- exchanger system
- panel
- furnace
- exhaust
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 17
- 239000010959 steel Substances 0.000 title claims description 17
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 54
- 229910000906 Bronze Inorganic materials 0.000 claims abstract description 51
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 50
- 239000007921 spray Substances 0.000 claims abstract description 6
- 238000001816 cooling Methods 0.000 claims description 42
- 239000002826 coolant Substances 0.000 claims description 41
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 35
- 239000000779 smoke Substances 0.000 claims description 35
- 238000009628 steelmaking Methods 0.000 claims description 27
- 239000000110 cooling liquid Substances 0.000 claims description 25
- 239000012530 fluid Substances 0.000 claims description 22
- 238000004891 communication Methods 0.000 claims description 21
- 229910052742 iron Inorganic materials 0.000 claims description 20
- 239000002893 slag Substances 0.000 claims description 14
- 239000003245 coal Substances 0.000 claims description 10
- 229910045601 alloy Inorganic materials 0.000 claims description 9
- 239000000956 alloy Substances 0.000 claims description 9
- 238000002347 injection Methods 0.000 claims description 9
- 239000007924 injection Substances 0.000 claims description 9
- 239000010949 copper Substances 0.000 claims description 8
- 239000000498 cooling water Substances 0.000 claims description 6
- 238000012545 processing Methods 0.000 claims description 6
- 229910052718 tin Inorganic materials 0.000 claims description 5
- 238000001125 extrusion Methods 0.000 claims description 3
- 239000007788 liquid Substances 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims 7
- 238000007599 discharging Methods 0.000 claims 4
- 238000010248 power generation Methods 0.000 claims 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims 3
- 238000010438 heat treatment Methods 0.000 claims 3
- 238000009825 accumulation Methods 0.000 claims 1
- 239000012809 cooling fluid Substances 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 81
- 238000009845 electric arc furnace steelmaking Methods 0.000 description 20
- 239000003517 fume Substances 0.000 description 18
- 239000010974 bronze Substances 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 229910000975 Carbon steel Inorganic materials 0.000 description 12
- 239000010962 carbon steel Substances 0.000 description 12
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 12
- 230000003628 erosive effect Effects 0.000 description 12
- 230000007797 corrosion Effects 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 229910001220 stainless steel Inorganic materials 0.000 description 10
- 239000010935 stainless steel Substances 0.000 description 10
- 239000002253 acid Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 7
- 230000006378 damage Effects 0.000 description 6
- 239000000428 dust Substances 0.000 description 6
- 230000035882 stress Effects 0.000 description 6
- 238000005530 etching Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000001914 filtration Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000009833 condensation Methods 0.000 description 3
- 230000005494 condensation Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 239000011819 refractory material Substances 0.000 description 3
- 230000008646 thermal stress Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 206010011224 Cough Diseases 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- -1 bronze compound Chemical class 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229910052729 chemical element Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000011364 vaporized material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/06—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces with movable working chambers or hearths, e.g. tiltable, oscillating or describing a composed movement
- F27B3/065—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces with movable working chambers or hearths, e.g. tiltable, oscillating or describing a composed movement tiltable
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/38—Removal of waste gases or dust
- C21C5/40—Offtakes or separating apparatus for converter waste gases or dust
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4646—Cooling arrangements
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
- C21C5/5294—General arrangement or layout of the electric melt shop
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/08—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces heated electrically, with or without any other source of heat
- F27B3/085—Arc furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/12—Casings; Linings; Walls; Roofs incorporating cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/001—Extraction of waste gases, collection of fumes and hoods used therefor
- F27D17/003—Extraction of waste gases, collection of fumes and hoods used therefor of waste gases emanating from an electric arc furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/004—Systems for reclaiming waste heat
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/06—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with the heat-exchange conduits forming part of, or being attached to, the tank containing the body of fluid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/0041—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for only one medium being tubes having parts touching each other or tubes assembled in panel form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/08—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being otherwise bent, e.g. in a serpentine or zig-zag
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/08—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being otherwise bent, e.g. in a serpentine or zig-zag
- F28D7/082—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being otherwise bent, e.g. in a serpentine or zig-zag with serpentine or zig-zag configuration
- F28D7/085—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being otherwise bent, e.g. in a serpentine or zig-zag with serpentine or zig-zag configuration in the form of parallel conduits coupled by bent portions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/12—Elements constructed in the shape of a hollow panel, e.g. with channels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
- F27D2009/0002—Cooling of furnaces
- F27D2009/001—Cooling of furnaces the cooling medium being a fluid other than a gas
- F27D2009/0013—Cooling of furnaces the cooling medium being a fluid other than a gas the fluid being water
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
- F27D2009/0002—Cooling of furnaces
- F27D2009/001—Cooling of furnaces the cooling medium being a fluid other than a gas
- F27D2009/0013—Cooling of furnaces the cooling medium being a fluid other than a gas the fluid being water
- F27D2009/0016—Water-spray
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
- F27D2009/0002—Cooling of furnaces
- F27D2009/0018—Cooling of furnaces the cooling medium passing through a pattern of tubes
- F27D2009/0021—Cooling of furnaces the cooling medium passing through a pattern of tubes with the parallel tube parts close to each other, e.g. a serpentine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
本出願は、2001年9月19日付で出願した米国仮特許出願第60/323,265号の利益を主張する2002年9月11日付出願の米国特許出願第10/238,971号の一部継続出願である2004年4月20日付出願の米国特許出願第10/828,044号を優先権主張する。これら全ての出願を本明細書に援用する。

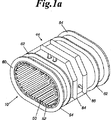
10 熱交換器システム
12 シェル
14 電極棒
16 排気システム
18 作業台
20 ロッカ傾斜機構
22 傾斜シリンダ
24 皿型炉床
26 円柱形側壁
28 流れ口
30 流れ口扉
32 円柱形円形天盤
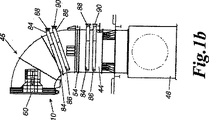
34 空気
36 熱ヒュームガス
38 タップ部
40 水冷パネル
41,43 パネル
44 ヒューム排気ガスダクト
45 エルボダクト
46 通気孔
48 風箱(排ガス室)
49 炉内壁
50 波状巻き配管
52 リンケージ
53 U状エルボ
54 パネル(フランジ)
56 吸込口
58 吹出口
60 ブラケット
62 サポート部材
64 ブラケット
66 スモークリング
80 冶金炉
82 リンケージ
84 吸気マニホルド
86 排気マニホルド
90 リサイクル吹出し口
92 ベース
93−95 壁(プレート)
96 細長いリッジ
120 前板
122 チャネル
124 バッフル
125 噴射ノズル
126 エッジ
Claims (68)
- 熱交換器システムであって、
その内部を加熱する手段を有し、華氏4000度〜華氏5000度(2204℃〜2760℃)の温度範囲の排気ガスを排出する炉と、
吸込口と吹出口を有する少なくとも1つの波形屈曲配管の熱交換パネルと、
少なくとも1つのパネルの吸込口と流体連通する吸入マニホルドと、
少なくとも1つのパネルの吹出口と流体連通する排出マニホルドと
を備え、
前記配管はその中を冷却液が流れるように構成され、
前記配管はその上を前記炉からの熱排気ガス流が流れるように配置され、
前記波形屈曲配管が切断された複数の連結チューブを並列に取り付けて含み、
少なくとも1つのパネルを形成している前記連結チューブが連結部材で互いに固定されており、前記連結部材は隣接したチューブの長さの少なくとも一部で前記隣接チューブ間に隙間ができるように前記隣接チューブを離間させていることを特徴とする熱交換器システム。 - 前記少なくとも1つのパネルが、壁の内側に設置され、前記壁の外側にある前記排出及び前記吸入マニホルドと流体連通していることを特徴とする請求項1に記載の熱交換器システム。
- 前記壁が湾曲しており、製鋼炉、炉蓋、排気口、排気ダクトの直線部及び排気ダクトの湾曲部とからなることを特徴とする請求項2に記載の熱交換器システム。
- 少なくとも1つのパネルが前記壁の湾曲に相当するように、前記連結チューブが角度のあるリンケージで互いに固定されていることを特徴とする請求項3に記載の熱交換器システム。
- 複数の前記少なくとも1つパネルが前記炉の排気ダクトの内側周囲に設置され、前記複数の少なくとも1つのパネルが前記排気ダクトの外側を取り囲む前記吸入マニホルドから冷却液を個別に供給され、各パネルが、前記冷却液を前記排気ダクトの外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項4に記載の熱交換器システム。
- 複数の少なくとも1つのパネルが前記炉蓋の内側周囲に設置されており、各パネルが前記炉蓋の外側にある前記吸入マニホルドから個別に冷却液を供給され、各パネルが冷却液を前記炉蓋の外側にある前記排出マニホルドに戻すことを特徴とする請求項4に記載の熱交換器システム。
- 複数の少なくとも1つのパネルが前記炉壁の内側周囲に設置され、各パネルが前記炉壁の外側を取り囲む前記吸入マニホルドから前記冷却液を個別に供給され、各パネルが個別に前記冷却液を前記炉壁の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項4に記載の熱交換器システム。
- 複数の少なくとも1つのパネルが前記スモークリング排気口の内側周囲に設置され、各パネルが、前記スモークリング排気口の外側を取り囲む前記吸入マニホルドから個別に冷却液を供給され、各パネルが冷却液を前記スモークリング排気口の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項4に記載の熱交換器システム。
- 前記排気ダクトは一定の長さを有し、前記連結チューブが、前記排気ダクト内で長手方向に装着されていることを特徴とする請求項5に記載の熱交換器システム。
- 複数の排気ダクトは一連となっており、前記排気ダクト内のパネルや前記排気口が、炉から排出される熱ガス流の温度を華氏4,000度〜5,000度(2204℃〜2760℃)から華氏200度〜350度(93℃〜177℃)へ下げることを特徴とする請求項3に記載の熱交換器システム。
- 前記連結チューブがスプラインを具備していることを特徴とする請求項1に記載の熱交換器システム。
- 前記スプラインチューブが表面積の増加、スラグの収集及び応力集中を減少させるために細長いリッジを具備することを特徴とする請求項1に記載の熱交換器システム。
- 前記吸入マニホルドに連結した冷却用給水をさらに含むことを特徴とする請求項1に記載の熱交換器システム。
- 前記少なくとも1つの波形屈曲配管のパネルが、アルミニウム青銅合金から成ることを特徴とする請求項1に記載の熱交換器システム。
- 前記合金が、最低89質量%以上95質量%未満の銅を含むことを特徴とする請求項14に記載の熱交換器システム。
- 前記アルミニウム青銅合金がCu、Al、Sn及びFeを含むことを特徴とする請求項14に記載の熱交換器システム。
- 前記排気ダクトの形及び大きさは所望の表面積が得られるような寸法に作られており、前記排気ダクトが既知の冷却容量を有することを特徴とする請求項10に記載の熱交換器システム。
- 前記波形屈曲配管がアルミニウム青銅合金から成ることを特徴とする請求項10に記載の熱交換器システム。
- 華氏4000度〜華氏5000度(2204℃〜2760℃)の温度範囲の排気ガスを排出可能な炉との使用に適合した熱交換器システムであって、
吸込口と吹出口を有する、底板に取付けられている少なくとも1つの波形屈曲配管のパネルと、
少なくとも1つのパネルの吸込口と流体連通する吸入マニホルドと
少なくとも1つのパネルの吹出口と流体連通する排出マニホルドとを備え、
前記配管はその中を冷却液が流れるように構成され、
前記配管はその上を前記炉からの熱排気ガス流が流れるように配置され、
前記波形屈曲配管が実質上切断された複数の連結チューブを並列に取り付けた組立であり、
少なくとも1つのパネルを形成している前記連結チューブが、連結部材で互いに、そして前記底板に固定されており、前記連結部材は隣接したチューブの長さの少なくとも一部で前記隣接チューブ間に隙間ができるように前記隣接チューブを離間させていることを特徴とする熱交換器システム。 - 前記少なくとも1つのパネルが、壁の内側に設置されており、前記壁の外側にある前記排出及び前記吸入マニホルドと流体連通していることを特徴とする請求項19に記載の熱交換器システム。
- 前記壁が湾曲しており、製鋼炉、炉蓋、排気口、排気ダクトの直線部及び排気ダクトの湾曲部とからなることを特徴とする請求項20に記載の熱交換器システム。
- 前記底板が湾曲しており、前記少なくとも1つのパネルが前記壁の湾曲に相当するよう前記連結チューブが角度のあるリンケージで互いに固定されていることを特徴とする請求項21に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記排気ダクトの内側周囲に設置され、各パネルが前記排気ダクトの外側を取り囲む前記吸入マニホルドから冷却液を個別に供給され、各パネルが、前記冷却液を前記排気ダクトの外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項22に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記炉蓋の内側周囲に設置されており、各パネルが前記炉蓋の外側にある前記吸入マニホルドから個別に冷却液を供給され、各パネルが冷却液を前記炉蓋の外側にある前記排出マニホルドに戻すことを特徴とする請求項22に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが炉壁の内側周囲に設置され、各パネルが前記炉壁の外側を取り囲む前記吸入マニホルドから前記冷却液を個別に供給され、各パネルが個別に前記冷却液を前記炉壁の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項22に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルがスモークリング排気口の内側周囲に設置され、前記少なくとも1つのパネルのそれぞれが、前記スモークリング排気口の外側を取り囲む前記吸入マニホルドから個別に冷却液を供給され、各パネルが、冷却液を前記スモークリング排気口の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項22に記載の熱交換器システム。
- 前記排気ダクトは一定の長さを有し、前記連結チューブが前記排気ダクト内で長手方向に装着されていることを特徴とする請求項23に記載の熱交換器システム。
- 炉から排出される熱ガス流の温度を華氏4,000度〜5,000度(2204℃〜2760℃)から華氏200度〜350度(93℃〜177℃)へ下げるために、一連となった複数の排気ダクトをさらに備えることを特徴とする請求項21に記載の熱交換器システム。
- 前記連結チューブがスプラインを具備していることを特徴とする請求項19に記載の熱交換器システム。
- 前記スプラインチューブが、表面積の増加、スラグの収集及び応力集中を減少させるために細長いリッジを具備することを特徴とする請求項19に記載の熱交換器システム。
- 前記吸入マニホルドに連結した冷却用給水をさらに含むことを特徴とする請求項19に記載の熱交換器システム。
- 前記少なくとも1つの波形屈曲配管のパネルが、アルミニウム青銅合金から成ることを特徴とする請求項19に記載の熱交換器システム。
- 前記合金が最低89質量%以上95質量%未満の銅を含むことを特徴とする請求項32に記載の熱交換器システム。
- 前記アルミニウム青銅合金がCu、Al、Sn及びFeを含むことを特徴とする請求項32に記載の熱交換器システム。
- 前記排気ダクトの形及び大きさが所望の表面積が得られるような寸法に作られており、前記排気ダクトが既知の冷却容量を有することを特徴とする請求項27に記載の熱交換器システム。
- 前記波形屈曲配管がアルミニウム青銅合金から成ることを特徴とする請求項27に記載の熱交換器システム。
- 前記アルミニウム青銅合金管は押し出し成形されていることを特徴とする請求項32に記載の熱交換器システム。
- 熱交換器システムであって、
その内部を加熱する手段を有し、華氏4000度から華氏5000度(2204℃〜2760℃)の温度範囲の排気ガスを排出する炉と、
吸込口と吹出口を有し、前板と底板を通る波形屈曲チャネルの少なくとも1つの熱交換パネルと、
前記少なくとも1つのパネルの前記吸込口と流体連通する吸入マニホルドと
前記少なくとも1つのパネルの前記吹出口と流体連通する排出マニホルドとを備え、
前記配管は冷却液がチャネルを流れるように構成され、
前記配管はその上を前記炉からの熱排気ガス流が流れるように配置され、
前記波形屈曲チャネルが実質上、冷却液を送る前板と底板の間に設置されたバッフルの組合せであることを特徴とする熱交換器システム。 - バッフルの長手方向のエッジが、隣接するバッフルと等距離になるよう前板の裏側に垂直方向に設置され、前記底板で覆われるように前記バッフルの組合せが設置され、派生チャネルが設置されたチューブを真似ていることを特徴とする請求項38に記載の熱交換器システム。
- 前記少なくとも1つのパネルが壁の内側に設置され、前記壁の外側にある前記排出及び前記吸入マニホルドと流体連通していることを特徴とする請求項39に記載の熱交換器システム。
- 前記壁が、例として製鋼炉の壁、炉蓋、スモークリング排気口、排気ダクトの直線部及び排気ダクトの湾曲部と同様に湾曲している、もしくは前記壁が従来風箱として採用されるのと同じように直線であることを特徴とする請求項40に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが、排気ダクトの内側周囲に設置され、各パネルが前記排気ダクトの外側を取り囲む前記吸入マニホルドから冷却液を個別に供給され、各パネルが、前記冷却液を前記排気ダクトの外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項40に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが炉蓋の内側周囲に設置されており、各パネルが前記炉蓋の外側にある前記吸入マニホルドから個別に冷却液を供給され、各パネルが冷却液を前記炉蓋の外側にある前記排出マニホルドに戻すことを特徴とする請求項40に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが炉壁の内側周囲に設置され、各パネルが前記炉壁の外側を取り囲む前記吸入マニホルドから前記冷却液を個別に供給され、各パネルが個別に前記冷却液を前記炉壁の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項40に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記スモークリング排気口の内側周囲に設置され、各パネルが、前記スモークリング排気口の外側を取り囲む前記吸入マニホルドから個別に冷却液を供給され、各パネルが、冷却液を前記スモークリング排気口の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項41に記載の熱交換器システム。
- 炉から排出される熱ガス流の温度を華氏4,000度〜5,000度(2204℃〜2760℃)から華氏200度〜350度(93℃〜177℃)へ下げるために、一連となった複数の排気ダクトをさらに備えることを特徴とする請求項38に記載の熱交換器システム。
- 前記前板がアルミニウム青銅合金から成ることを特徴とする請求項38に記載の熱交換器システム。
- 前記バッフルの組合せがアルミニウム青銅合金から成ることを特徴とする請求項47に記載の熱交換器システム。
- 前記合金が最低89質量%以上95質量%未満の銅を含むことを特徴とする請求項48に記載の熱交換器システム。
- 前記アルミニウム青銅合金がCu、Al、Sn及びFeを含むことを特徴とする請求項48に記載の熱交換器システム。
- 前記炉が、製鉄や製鋼炉、変換器、製紙炉、石炭及びガス火力発電炉、そして排気ガスを生む他の炉の一つであることを特徴とする請求項38に記載の熱交換器システム。
- 前記熱交換器システムが、製鉄や製鋼炉用の炉壁への結合するようになっていることを特徴とする請求項38に記載の熱交換器システム。
- 前記炉が、製鉄や製鋼炉、変換器、製紙炉、石炭及びガス火力発電炉、そして排気ガスを生む他の炉の一つであることを特徴とする請求項1に記載の熱交換器システム。
- 前記熱交換器システムが、製鉄や製鋼炉用の炉壁へ結合するようになっていることを特徴とする請求項1に記載の熱交換器システム。
- 前記炉が、製鉄や製鋼炉、変換器、製紙炉、石炭及びガス火力発電炉、そして排気ガスを生む他の炉の一つであることを特徴とする請求項19に記載の熱交換器システム。
- 前記熱交換器システムが、製鉄や製鋼炉用の炉壁へ結合するようになっていることを特徴とする請求項19に記載の熱交換器システム。
- 熱交換器システムであって、
その内部を加熱する手段を有し、華氏4000度〜華氏5000度(2204℃〜2760℃)の温度範囲の排気ガスを排出する炉と、
複数の噴射ノズルを有し、前板から分かれて底板に設置された配管の少なくとも1つの熱交換パネルを備え、前記少なくとも1つのパネルが吸込口と吹出口を有しており、
前記少なくとも1つのパネルの前記吸込口と流体連通する吸入マニホルドと
前記少なくとも1つのパネルの前記吹出口と流体連通する排出マニホルド
とを備え、
前記配管は、その中を冷却液が流れて、ノズルを通って噴射されるように構成され、
前記配管は、前記前板上を前記炉からの熱排気ガス流が流れるように配置され、
前記噴射ノズルが前板の裏側に直接冷却液を散布し、そこで前板から冷却液に熱交換を行い、
前記前板がアルミニウム青銅合金から成ることを特徴とする熱交換器システム。 - 前記少なくとも1つのパネルが壁の内側に設置され、前記壁の外側にある前記排出及び前記吸入マニホルドと流体連通していることを特徴とする請求項57に記載の熱交換器システム。
- 前記壁が、例として製鋼炉の壁、炉蓋、スモークリング排気口、排気ダクトの直線部及び排気ダクトの湾曲部と同様に湾曲し、もしくは前記壁が従来風箱として採用されるのと同じように直線であることを特徴とする請求項57に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが、前記炉の排気ダクトの内側周囲に設置され、各パネが前記排気ダクトの外側を取り囲む前記吸入マニホルドから冷却液を個別に供給され、各パネルが、前記冷却液を前記排気ダクトの外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項57に記載の熱交換器システム。
- 冷却液の蓄積が複数のノズルを塞がないように、排水が常に下部へ向かうよう前記吹出口が、前記少なくとも1つのパネルの下端付近にあることを特徴とする請求項57に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記炉蓋の内側周囲に設置されており、各パネルが前記炉蓋の外側にある前記吸入マニホルドから個別に冷却液を供給され、各パネルが冷却液を前記炉蓋の外側に配置されている前記排出マニホルドに戻すことを特徴とする請求項57に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記炉壁の内側周囲に設置され、各パネルが前記炉壁の外側を取り囲む前記吸入マニホルドから前記冷却液を個別に供給され、各パネルが個別に前記冷却液を前記炉壁の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項57に記載の熱交換器システム。
- 複数の前記少なくとも1つのパネルが前記スモークリング排気口の内側周囲に設置され、各パネルが、前記スモークリング排気口の外側を取り囲む前記吸入マニホルドから個別に冷却液を供給され、各パネルが、冷却液を前記スモークリング排気口の外側を取り囲む前記排出マニホルドへ戻すことを特徴とする請求項59に記載の熱交換器システム。
- 複数の排気ダクトは一連となっており、前記排気ダクト内のパネルや前記スモークリング排気口が、炉から排出される熱ガス流の温度を華氏4,000度〜5,000度(2204℃〜2760℃)から華氏200度〜350度(93℃〜177℃)へ下げることを特徴とする請求項57に記載の熱交換器システム。
- 前記アルミニウム青銅合金がCu、Al、Sn及びFeを含むことを特徴とする請求項57に記載の熱交換器システム。
- 前記炉が、製鉄や製鋼炉、加工工場、製紙炉、石炭及びガス火力発電炉、そして排気ガスを生む他の炉の一つであることを特徴とする請求項38に記載の熱交換器システム。
- 前記アルミニウム青銅合金が押し出し成形であることを特徴とする請求項57に記載の熱交換器システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/828,044 | 2004-04-20 | ||
| US10/828,044 US7582253B2 (en) | 2001-09-19 | 2004-04-20 | Heat exchanger system used in steel making |
| PCT/US2005/007536 WO2005106048A2 (en) | 2004-04-20 | 2005-03-08 | Heat exchanger system used in steel making |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007533859A JP2007533859A (ja) | 2007-11-22 |
| JP4852534B2 true JP4852534B2 (ja) | 2012-01-11 |
Family
ID=35242275
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007509466A Active JP4852534B2 (ja) | 2004-04-20 | 2005-03-08 | 製鋼用熱交換器システム |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US7582253B2 (ja) |
| EP (1) | EP1756320B1 (ja) |
| JP (1) | JP4852534B2 (ja) |
| CN (1) | CN1965093B (ja) |
| AT (1) | ATE546552T1 (ja) |
| BR (1) | BRPI0509990B1 (ja) |
| CA (1) | CA2563035C (ja) |
| DK (1) | DK1756320T3 (ja) |
| ES (1) | ES2385490T3 (ja) |
| IN (1) | IN2014KN01343A (ja) |
| MX (1) | MXPA06012056A (ja) |
| PT (1) | PT1756320E (ja) |
| WO (1) | WO2005106048A2 (ja) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU91142B1 (fr) * | 2005-02-28 | 2006-08-29 | Wurth Paul Sa | Electric arc furnace |
| EP1772692A1 (de) * | 2005-10-05 | 2007-04-11 | Oschatz Gmbh | Vorrichtung zur Abkühlung von Abgasen |
| WO2008112568A2 (en) * | 2007-03-09 | 2008-09-18 | Johnson Controls Technology Company | Compressor with multiple inlets |
| CA2688835C (en) * | 2007-05-31 | 2019-04-30 | Amerifab, Inc. | Layered heat exchanger pipe |
| DE102007035622B4 (de) * | 2007-07-30 | 2013-08-08 | Siemens Aktiengesellschaft | Deckel für einen Ofen zur Aufnahme von Schmelzgut, insbesondere Metall, und Ofen zur Aufnahme von Schmelzgut |
| US7832367B2 (en) * | 2007-12-05 | 2010-11-16 | Berry Metal Company | Furnace panel leak detection system |
| LU91408B1 (en) * | 2008-01-11 | 2009-07-13 | Wurth Paul Sa | Cooling of a metallurgical smelting reduction vessel |
| US8132424B2 (en) * | 2008-09-17 | 2012-03-13 | Integrated Marine Systems, Inc. | Ice machines with extruded heat exchanger |
| US9010407B2 (en) * | 2010-04-01 | 2015-04-21 | Mac-Dan Innovations Llc | Waste water heat recovery system |
| ITMI20101804A1 (it) * | 2010-10-01 | 2012-04-02 | Unical Ag Spa | Procedimento di realizzazione di uno scambiatore di calore ad elementi pressofusi. |
| US20120125595A1 (en) * | 2010-11-19 | 2012-05-24 | Siemens S.A. de C.V. | Exhaust duct having modular, multi zone, spirally arrayed cooling coils and method for cooling |
| US20130183140A1 (en) * | 2012-01-12 | 2013-07-18 | Joshua J. Kappelman | Fan shroud with cooling passage |
| US9165453B2 (en) * | 2012-01-12 | 2015-10-20 | Earl Senchuk | Rip current sensor and warning system with anchor |
| DE102012013494A1 (de) * | 2012-07-09 | 2014-01-09 | Kme Germany Gmbh & Co. Kg | Kühlelement für einen Schmelzofen |
| CN103512037B (zh) * | 2013-09-25 | 2016-09-14 | 欧萨斯能源环境设备(南京)有限公司 | 一种艾萨炉水冷屏 |
| CN103615903B (zh) * | 2013-12-19 | 2015-05-27 | 潍坊联兴新材料科技股份有限公司 | 石油焦罐式煅烧炉水冷式炉底板 |
| CN104033916B (zh) * | 2014-06-10 | 2016-08-24 | 江苏俊云机械科技有限公司 | 测试用水冷式烟罩 |
| CN104251629B (zh) * | 2014-09-18 | 2016-06-22 | 广东万和新电气股份有限公司 | 热交换器及具有其的燃气热水器 |
| JP6183340B2 (ja) * | 2014-12-03 | 2017-08-23 | Jfeスチール株式会社 | 研削工具及び排ガス回収ダクトの製造方法 |
| CN104713234B (zh) * | 2015-02-05 | 2018-09-28 | 芜湖美的厨卫电器制造有限公司 | 热水器换热器及其制造方法 |
| CN105241283B (zh) * | 2015-09-30 | 2017-09-01 | 河南科技大学 | 一种烟气换热装置及烟气处理系统 |
| US10301208B2 (en) * | 2016-08-25 | 2019-05-28 | Johns Manville | Continuous flow submerged combustion melter cooling wall panels, submerged combustion melters, and methods of using same |
| JP7224281B2 (ja) * | 2016-11-10 | 2023-02-17 | アメリファブ,インコーポレイテッド | 製鋼炉に使用するための延長されたレッグ折り返しエルボおよびその方法 |
| CN106767036A (zh) * | 2016-11-30 | 2017-05-31 | 深圳市瑞升华科技股份有限公司 | 一种换热器 |
| CN108611488A (zh) * | 2016-12-13 | 2018-10-02 | 鞍钢股份有限公司 | 一种天然块状铁矿石的预处理方法 |
| CA3052033A1 (en) | 2017-01-30 | 2018-08-02 | Amerifab, Inc. | Top loading roof for electric arc, metallurgical or refining furnaces and system thereof |
| CN110914621A (zh) * | 2017-06-13 | 2020-03-24 | 艾美瑞法布有限公司 | 盒式设计退出箱、燃烧室、管道和电弧炉上部壳体系统 |
| US20190024980A1 (en) * | 2017-07-18 | 2019-01-24 | Amerifab, Inc. | Duct system with integrated working platforms |
| CN107894171B (zh) * | 2017-11-13 | 2019-07-05 | 福建奋安铝业有限公司 | 铝型材生产线余热综合利用系统 |
| CN112177716B (zh) * | 2020-10-13 | 2021-07-16 | 绍兴市魏达机械有限公司 | 一种汽车尾气预处理接收管 |
| CN112414170B (zh) * | 2020-10-29 | 2022-04-15 | 郴州融源环保科技股份有限公司 | 一种工业生产用废气处理装置 |
| CN112595146B (zh) * | 2020-12-29 | 2023-09-12 | 乔治洛德方法研究和开发液化空气有限公司 | 管道壳体由换热设备构成的高温流体运输管道、适用的换热设备以及换热方法 |
| CN112577338B (zh) | 2020-12-30 | 2023-07-25 | 乔治洛德方法研究和开发液化空气有限公司 | 内部安置有换热设备的高温流体运输管道,适用的换热设备及换热方法 |
| CN114562906A (zh) * | 2022-03-11 | 2022-05-31 | 江苏瑞升华能源科技有限公司 | 一种安装省力型换热器 |
| WO2023209427A1 (en) * | 2022-04-28 | 2023-11-02 | Frederik Petrus Greyling | Metallurgical furnace with fluid-cooling system |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5464007A (en) * | 1977-10-11 | 1979-05-23 | Demag Ag | Container for metal melting furnace |
| JPS5549694A (en) * | 1978-07-24 | 1980-04-10 | Sidepal Sa | Device for cooling hot gas in hot gas conduit |
| JPS5997403A (ja) * | 1982-11-29 | 1984-06-05 | 三菱重工業株式会社 | 熱回収ボイラ |
| JPS62179600A (ja) * | 1986-02-01 | 1987-08-06 | 日華化学株式会社 | プラスチツクレンズ成形のガラスモ−ルド洗浄剤 |
| JPH01196491A (ja) * | 1988-01-26 | 1989-08-08 | Oregon Metallurg Corp | プラズマ炉からの排出ガス循環装置及びその方法 |
| US20030053514A1 (en) * | 2001-09-19 | 2003-03-20 | Manasek Richard J. | System and method for steel making |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2093380A (en) * | 1936-06-12 | 1937-09-14 | Bridgeport Brass Co | Aluminum bronze alloys |
| US2829972A (en) | 1956-10-05 | 1958-04-08 | Ampco Metal Inc | Aluminum bronze article for use in conducting steam or hot water |
| FR1415766A (fr) | 1964-09-17 | 1965-10-29 | Tube à ailettes pour échangeurs de chaleur et sa fabrication | |
| FR1415799A (fr) | 1964-09-18 | 1965-10-29 | Perfectionnements aux tubes à ailettes, notamment pour parois tubulaires | |
| US3725056A (en) | 1971-02-25 | 1973-04-03 | Ampco Pitsburgh Corp | Aluminum bronze alloy having improved mechanical properties at elevated temperatures |
| GB1365514A (en) | 1971-09-02 | 1974-09-04 | Kawasaki Heavy Ind Ltd | Construction of heat exchange wall of waste heat boiler for meta llurgical furnace |
| CA1040109A (en) | 1973-10-15 | 1978-10-10 | Wallis Separators Limited | Filter screen with acoustic pressure wave transducer |
| FR2323113A1 (fr) | 1975-09-03 | 1977-04-01 | Sofresid | Plaque de refroidissement pour parois de fours a cuve, notamment pour hauts fourneaux |
| FR2336648A1 (fr) | 1975-12-24 | 1977-07-22 | Sofresid | Plaque de refroidissement pour fours a cuves, notamment pour hauts-fourneaux |
| FR2388884A1 (fr) | 1977-04-27 | 1978-11-24 | Touze Francois | Perfectionnements aux boites de refroidissement pour hauts fourneaux |
| DE2913092A1 (de) * | 1979-04-02 | 1980-10-16 | Benteler Werke Ag | Aus rohren gefertigtes, wassergekuehltes wandelement fuer lichtbogenschmelzofen |
| US4637034A (en) * | 1984-04-19 | 1987-01-13 | Hylsa, S.A. | Cooling panel for electric arc furnace |
| CA1257473A (en) * | 1984-10-12 | 1989-07-18 | Willard Mcclintock | Furnace cooling system and method |
| JPS62142735A (ja) * | 1985-11-28 | 1987-06-26 | Mitsubishi Metal Corp | 耐食性Cu合金 |
| DK163745C (da) * | 1988-03-08 | 1992-09-07 | Smidth & Co As F L | Varmeveksler |
| US5110035A (en) * | 1990-02-01 | 1992-05-05 | Westinghouse Electric Corp. | Method for improving the solderability of corrosion resistant heat exchange tubing |
| US5241559A (en) | 1992-03-30 | 1993-08-31 | Emc International, Inc. | Electric arc furnace roof |
| US5289495A (en) * | 1992-08-17 | 1994-02-22 | J. T. Cullen Co., Inc. | Coolant coils for a smelting furnace roof |
| US6059028A (en) * | 1997-03-07 | 2000-05-09 | Amerifab, Inc. | Continuously operating liquid-cooled panel |
| EP0905466B1 (en) | 1997-09-30 | 2003-11-19 | P. Howard Industrial Pipework Services Limited | "Water cooled panel" |
| JP3447563B2 (ja) | 1998-06-05 | 2003-09-16 | 滲透工業株式会社 | アーク式電気炉用水冷ジャケット |
| DE29904559U1 (de) | 1999-03-12 | 1999-06-10 | Hammer Friedrich Wilhelm | Wand- und Deckelkühlelement für Industrieöfen |
| US6330269B1 (en) * | 2000-02-22 | 2001-12-11 | Amerifab, Inc. | Heat exchange pipe with extruded fins |
| GB2377008A (en) | 2001-06-27 | 2002-12-31 | Fairmont Electronics Company L | Blast furnace cooling panel. |
-
2004
- 2004-04-20 US US10/828,044 patent/US7582253B2/en active Active
-
2005
- 2005-03-08 MX MXPA06012056A patent/MXPA06012056A/es active IP Right Grant
- 2005-03-08 EP EP05724958A patent/EP1756320B1/en active Active
- 2005-03-08 CN CN2005800125400A patent/CN1965093B/zh active Active
- 2005-03-08 WO PCT/US2005/007536 patent/WO2005106048A2/en active Application Filing
- 2005-03-08 CA CA2563035A patent/CA2563035C/en active Active
- 2005-03-08 PT PT05724958T patent/PT1756320E/pt unknown
- 2005-03-08 BR BRPI0509990A patent/BRPI0509990B1/pt active IP Right Grant
- 2005-03-08 AT AT05724958T patent/ATE546552T1/de active
- 2005-03-08 JP JP2007509466A patent/JP4852534B2/ja active Active
- 2005-03-08 IN IN1343KON2014 patent/IN2014KN01343A/en unknown
- 2005-03-08 DK DK05724958.3T patent/DK1756320T3/da active
- 2005-03-08 ES ES05724958T patent/ES2385490T3/es active Active
-
2007
- 2007-10-23 US US11/877,185 patent/US8202476B2/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5464007A (en) * | 1977-10-11 | 1979-05-23 | Demag Ag | Container for metal melting furnace |
| JPS5549694A (en) * | 1978-07-24 | 1980-04-10 | Sidepal Sa | Device for cooling hot gas in hot gas conduit |
| JPS5997403A (ja) * | 1982-11-29 | 1984-06-05 | 三菱重工業株式会社 | 熱回収ボイラ |
| JPS62179600A (ja) * | 1986-02-01 | 1987-08-06 | 日華化学株式会社 | プラスチツクレンズ成形のガラスモ−ルド洗浄剤 |
| JPH01196491A (ja) * | 1988-01-26 | 1989-08-08 | Oregon Metallurg Corp | プラズマ炉からの排出ガス循環装置及びその方法 |
| US20030053514A1 (en) * | 2001-09-19 | 2003-03-20 | Manasek Richard J. | System and method for steel making |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005106048A2 (en) | 2005-11-10 |
| EP1756320B1 (en) | 2012-02-22 |
| EP1756320A2 (en) | 2007-02-28 |
| ATE546552T1 (de) | 2012-03-15 |
| CA2563035C (en) | 2011-05-17 |
| CN1965093B (zh) | 2011-05-18 |
| CN1965093A (zh) | 2007-05-16 |
| IN2014KN01343A (ja) | 2015-09-04 |
| US20040194940A1 (en) | 2004-10-07 |
| PT1756320E (pt) | 2012-05-25 |
| US7582253B2 (en) | 2009-09-01 |
| EP1756320A4 (en) | 2008-07-23 |
| MXPA06012056A (es) | 2007-04-24 |
| US20080035320A1 (en) | 2008-02-14 |
| CA2563035A1 (en) | 2005-11-10 |
| US8202476B2 (en) | 2012-06-19 |
| WO2005106048A3 (en) | 2006-09-28 |
| JP2007533859A (ja) | 2007-11-22 |
| BRPI0509990A (pt) | 2007-10-16 |
| ES2385490T3 (es) | 2012-07-25 |
| DK1756320T3 (da) | 2012-06-18 |
| BRPI0509990B1 (pt) | 2015-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4852534B2 (ja) | 製鋼用熱交換器システム | |
| US10760854B2 (en) | Adjustable heat exchange apparatus and method of use | |
| JP2010529399A5 (ja) | ||
| US6890479B2 (en) | System and method for steel making | |
| US6086817A (en) | Off-gas hood for a basic oxygen furnace and method of repair | |
| CN2910948Y (zh) | 剑鞘式水循环炼钢转炉用汽化冷却烟道的炉口固定段烟道 | |
| CN211823875U (zh) | 一种降温及除尘效果好的电炉排烟系统 | |
| CN211373268U (zh) | 一种新型除尘系统集烟罩 | |
| CN215725052U (zh) | 一种煤焦油处理用减压炉 | |
| JP5476723B2 (ja) | ボイラー入口煙道及び非鉄製錬設備 | |
| JP7042850B2 (ja) | カセット型のドロップアウトボックス、燃焼室、ダクトおよび電気アーク炉の上部シェルシステム | |
| JP3161267B2 (ja) | 高炉シャフト部炉内壁補修方法および補修用支持ブロック | |
| JPH08327255A (ja) | 電気炉用燃焼塔 | |
| JP2009047378A (ja) | 非鉄金属製錬炉廃熱回収ボイラー | |
| JPH073315A (ja) | 上部開口型シャフト炉 | |
| JPH08110037A (ja) | 煙突を利用したごみ焼却炉用空気の予熱方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100312 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100319 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100414 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100421 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100507 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110927 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4852534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141028 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |