JP4833103B2 - 部品実装機 - Google Patents
部品実装機 Download PDFInfo
- Publication number
- JP4833103B2 JP4833103B2 JP2007025661A JP2007025661A JP4833103B2 JP 4833103 B2 JP4833103 B2 JP 4833103B2 JP 2007025661 A JP2007025661 A JP 2007025661A JP 2007025661 A JP2007025661 A JP 2007025661A JP 4833103 B2 JP4833103 B2 JP 4833103B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- board
- transport
- mounting
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 claims description 241
- 230000032258 transport Effects 0.000 claims description 102
- 238000001514 detection method Methods 0.000 claims description 39
- 238000011144 upstream manufacturing Methods 0.000 claims description 30
- 238000003825 pressing Methods 0.000 claims description 26
- 238000000034 method Methods 0.000 description 13
- 230000007246 mechanism Effects 0.000 description 12
- 230000008569 process Effects 0.000 description 12
- 230000009471 action Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- FGRBYDKOBBBPOI-UHFFFAOYSA-N 10,10-dioxo-2-[4-(N-phenylanilino)phenyl]thioxanthen-9-one Chemical compound O=C1c2ccccc2S(=O)(=O)c2ccc(cc12)-c1ccc(cc1)N(c1ccccc1)c1ccccc1 FGRBYDKOBBBPOI-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
Images









Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
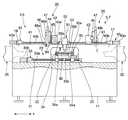
3 プリント基板
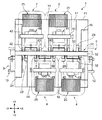
4〜7 実装ステージ
8 搬入ステージ
9 搬出ステージ
23 移送手段
26 電子部品移載装置
50 基板搬送路
51 基板搬送装置
52 搬送軸
53a,53b 押動部材
56a,56b 基板検知センサ
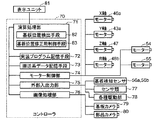
70 コントローラ(制御装置)
82 基板位置検出手段
83 基板位置修正用制御手段
Claims (6)
- 基板搬送方向に並んでそれぞれ被実装用の基板に対する電子部品の実装作業を行う複数の実装ステージと、
上記各実装ステージを通る基板搬送路上に設けられ、上記基板を基板搬送路の上流側の基板搬入部から上記各実装ステージを経て基板搬送路の下流側の基板搬出部へ順次搬送し、基板搬送路上の複数の基板を同時に搬送可能な基板搬送装置と、
上記基板搬送装置に設けられて、基板搬送路上の基板を検知する基板検知センサと、
上記基板搬送装置の駆動を制御する制御装置とを備え、
上記制御装置は、
基板搬送に関連する原因による故障発生後の運転再開時に、上記基板検知センサからの信号に基づいて基板搬送路上の基板の位置を検出する基板位置検出手段と、
上記基板位置検出手段により検出された基板位置が正規の位置からずれている場合に上記基板搬送装置を駆動して基板を正規の位置に移動させるように制御する基板位置修正用制御手段とを有することを特徴とする部品実装機。 - 請求項1記載の部品実装機において、
上記基板搬送装置は、
上記各実装ステージにわたって基板搬送路の方向に延び、この方向に移動可能な搬送軸と、
該搬送軸を駆動する搬送軸駆動手段と、
該搬送軸に各実装ステージごとに設けられて、各実装ステージの基板搬送路上の上記基板を押動する複数の押動部材と、
該各押動部材を、上記搬送軸の移動に伴い基板を押動可能な基板押動位置と基板から離間する退避位置との間で位置変更させる押動部材駆動手段とを有し、
上記搬送軸に基板検知センサが設けられていることを特徴とする部品実装機。 - 請求項2記載の部品実装機において、
上記搬送軸は実装ステージの1ステージ分に相当する可動範囲で基板搬送路の方向に往復移動可能となっており、
上記基板検知センサは、実装ステージ間長さに対応するピッチで各実装ステージごとに設けられていることを特徴とする部品実装機。 - 請求項3記載の部品実装機において、
上記基板検知センサは、各実装ステージごとに一対ずつ設けられ、その一対の基板検知センサの間隔は上記基板の長さと略同一に調整されていることを特徴とする部品実装機。 - 請求項2〜4のいずれか1項に記載の部品実装機において、
上記押動部材は、各実装ステージごとに一対ずつ設けられ、その一対の押動部材で基板搬送路上の基板を上流側、下流側の両側から挟んだ状態で搬送し得るように一対の押動部材の間隔が調整されていることを特徴とする部品実装機。 - 請求項5記載の部品実装機において、
基板位置修正用制御手段は、基板を正規の位置に移動させるための制御として、各実装ステージごとに一対ずつ設けられている押動部材の全てを基板押動位置とした状態で基板搬送路上の基板を一括に移動させる第1の位置修正用制御モードと、押動部材の全ての対についてそれぞれ上流側の押動部材のみを基板押動位置とした状態で基板搬送路上の基板を一括に移動させる第2の位置修正用制御モードと、一部の実装ステージに対応する押動部材のみを基板押動位置とした状態で基板搬送路上の基板を個別に移動させる第3の位置修正用制御モードとを、基板搬送路上の基板の位置ずれの状況に応じて選択的に実行することを特徴とする部品実装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007025661A JP4833103B2 (ja) | 2007-02-05 | 2007-02-05 | 部品実装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007025661A JP4833103B2 (ja) | 2007-02-05 | 2007-02-05 | 部品実装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008192824A JP2008192824A (ja) | 2008-08-21 |
| JP4833103B2 true JP4833103B2 (ja) | 2011-12-07 |
Family
ID=39752647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007025661A Active JP4833103B2 (ja) | 2007-02-05 | 2007-02-05 | 部品実装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4833103B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6084241B2 (ja) * | 2013-02-08 | 2017-02-22 | ヤマハ発動機株式会社 | 電子部品実装機器の基板搬送システム |
| EP3122165B1 (en) * | 2014-03-20 | 2021-05-12 | FUJI Corporation | Board carrier apparatus |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH062534B2 (ja) * | 1985-12-04 | 1994-01-12 | 株式会社日立製作所 | 自動給紙機構 |
| JPH02115320A (ja) * | 1988-10-21 | 1990-04-27 | Sumitomo Metal Ind Ltd | 薄鋼帯の連続焼鈍炉 |
| JP3227881B2 (ja) * | 1993-03-31 | 2001-11-12 | ソニー株式会社 | プリント配線基板搬送装置及び搬送方法 |
-
2007
- 2007-02-05 JP JP2007025661A patent/JP4833103B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008192824A (ja) | 2008-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5003350B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP4957453B2 (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP6126694B2 (ja) | 基板搬送装置 | |
| US20120031952A1 (en) | Board printing system | |
| JP5212347B2 (ja) | 部品実装方法及び部品実装機 | |
| JP4465401B2 (ja) | 基板停止位置制御方法および装置 | |
| JP4832244B2 (ja) | プリント基板上への所定作業方法及び所定作業装置 | |
| JP4922863B2 (ja) | 表面実装装置 | |
| JP4833103B2 (ja) | 部品実装機 | |
| WO2021152840A1 (ja) | 対基板作業機 | |
| JP2006004981A (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP4788362B2 (ja) | 基板の位置合わせ方法 | |
| JP2011091288A (ja) | 部品実装装置および部品実装方法 | |
| JP5122532B2 (ja) | 支持ピンの移載方法 | |
| JP5254875B2 (ja) | 実装機 | |
| JP2001196799A (ja) | 基板支持状態検査方法 | |
| JP4795263B2 (ja) | 部品実装機 | |
| JP3900166B2 (ja) | 部品実装基板の製造装置および製造方法 | |
| JP5005436B2 (ja) | 部品実装装置 | |
| JP5040808B2 (ja) | 電子部品実装用装置および電子部品実装用作業実行方法 | |
| JP4381568B2 (ja) | 部品実装システムにおける基板認識方法及び同装置 | |
| JP4357931B2 (ja) | 部品実装機 | |
| JP4559264B2 (ja) | 基板組立方法及び基板組立装置 | |
| JP6589137B2 (ja) | 部品実装用装置及び基板搬送方法 | |
| JP2012094573A (ja) | 部品実装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110920 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110921 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4833103 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |