JP4831325B2 - 液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 - Google Patents
液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 Download PDFInfo
- Publication number
- JP4831325B2 JP4831325B2 JP2006193350A JP2006193350A JP4831325B2 JP 4831325 B2 JP4831325 B2 JP 4831325B2 JP 2006193350 A JP2006193350 A JP 2006193350A JP 2006193350 A JP2006193350 A JP 2006193350A JP 4831325 B2 JP4831325 B2 JP 4831325B2
- Authority
- JP
- Japan
- Prior art keywords
- flow path
- liquid
- forming substrate
- path forming
- nozzle plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
かかる第1の態様では、ヘッド情報を容易に読み取ることができると共に、記録部が記録ヘッドの外周面側にあるため、記録部に記録するヘッド情報が限定されることがなく、所望のヘッド情報をヘッド製造後に記録部として記録することができる。また、凹部の開口面積よりも狭い領域に記録部を設けるようにしたため、記録部を形成する際にノズルプレートの流路形成基板との接合面側が凸状に変形した際に、流路形成基板の破壊を防止することができる。さらに、流路形成基板を厚さ方向に貫通しない凹部を設けたため、記録部を形成する際に、流路形成基板とノズルプレートとの線膨張係数の違いにより変形した際に、凹部により剛性が低下した領域のクラック等の破壊を防止することができる。
かかる第2の態様では、圧電素子を高密度に配設することができると共に、圧力発生室を高精度に形成することができる。
かかる第3の態様では、製造工程を簡略化してコストを低減することができる。
かかる第4の態様では、記録部をスキャナ等で読み取ることで、ヘッド情報を容易に参照することができる。
かかる第5の態様では、記録部をスキャナで読み取るだけで、ヘッド情報が参照できるため、記録部に関連付けたデータベース等が不要となり、コストを低減することができる。
かかる第6の態様では、ヘッド情報を容易に読み取ることができると共に、記録部が記録ヘッドの外周面側にあるため、記録部に記録するヘッド情報が限定されることがなく、所望のヘッド情報をヘッド製造後に記録部として記録することができる。
かかる第7の態様では、液滴噴射特性に優れた液体噴射ヘッドとすることができる。
かかる第8の態様では、液体を噴射時のクロストークを防止して、液体噴射特性を向上することができる。
かかる第9の態様では、圧力発生室の容積を確保することができ、液体噴射特性を向上することができる。
かかる第10の態様では、流路形成基板の凹部による剛性の低下を防止して、流路形成基板等の基板にクラック等の破壊が発生するのを防止することができる。
かかる第11の態様では、ヘッド情報を参照して適した駆動条件で記録ヘッドを駆動することができ、液体噴射特性に優れた液体噴射装置が得られる。
(実施形態1)
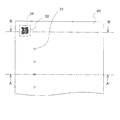
図1は、本発明の実施形態1に係る液体噴射ヘッドの一例であるインクジェット式記録ヘッドの分解斜視図であり、図2は、図1の平面図であり、図3は、図2のA−A′断面図及びB−B′断面図である。図示するように、流路形成基板10は、本実施形態では結晶面方位が(110)面のシリコン単結晶基板からなり、その一方の面には予め熱酸化によって二酸化シリコンからなる厚さ0.5〜2μmの弾性膜50が形成されている。
以上、本発明の実施形態1について説明したが、本発明の基本的構成は、上述したものに限定されるものではない。例えば、上述した実施形態1では、流路形成基板10に1つの凹部16を設け、ノズルプレート20に1つの記録部22を設けるようにしたが、特にこれに限定されず、例えば、1つの凹部16に対して複数の記録部22を設けるようにしてもよい。また、複数の凹部を設け、各凹部に対して1つ以上の記録部を設けるようにしてもよい。さらに、予め複数の凹部を設けておき、インク吐出特性の測定後、故障後、修理後などにノズルプレート20に適宜ヘッド情報が記録された記録部を設けるようにしてもよい。
Claims (11)
- 液体を噴射するノズル開口に連通する圧力発生室を具備する液体流路と、前記圧力発生室内の液体に圧力変化を生じさせる圧力発生手段とを流路形成基板に形成すると共に、前記流路形成基板の前記ノズル開口が設けられたノズルプレートが接合される一方面側に、前記液体流路とは不連続で独立した凹部を形成する工程と、
前記流路形成基板の前記一方面側に前記ノズルプレートを接合する工程と、
前記ノズルプレートに垂直な位置から見た際に、前記ノズルプレートの前記液体が噴射される液体噴射面側の前記凹部に相対向する領域に包含され、且つ当該凹部の開口面積よりも狭い領域にヘッド情報が記録された記録部を形成する工程と、を具備することを特徴とする液体噴射ヘッドの製造方法。 - 前記流路形成基板に前記液体流路と前記圧力発生手段とを形成する工程では、前記流路形成基板の他方面側に前記圧力発生手段として下電極、圧電体層及び上電極からなる圧電素子を形成する工程と、前記流路形成基板の前記一方面側から異方性エッチングすることにより、前記圧力発生室を形成する工程とを具備することを特徴とする請求項1記載の液体噴射ヘッドの製造方法。
- 前記流路形成基板に前記凹部を形成する工程では、前記流路形成基板を前記一方面側から異方性エッチングすることにより、前記圧力発生室を具備する前記液体流路と前記凹部とを同時に形成することを特徴とする請求項2記載の液体噴射ヘッドの製造方法。
- 前記記録部がバーコード又は2次元コードであることを特徴とする請求項1〜3の何れか一項に記載の液体噴射ヘッドの製造方法。
- 前記記録部には、前記ヘッド情報として、ロット番号、液体噴射特性、故障履歴及び修理履歴から選択される少なくとも1つを記録することを特徴とする請求項1〜4の何れか一項に記載の液体噴射ヘッドの製造方法。
- 液体を噴射するノズル開口に連通する圧力発生室を有する液体流路が設けられると共に前記圧力発生室内の液体に圧力変化を生じさせる圧力発生手段が設けられた流路形成基板と、該流路形成基板の一方面側に接合されて前記ノズル開口が設けられたノズルプレートと、を具備し、
前記流路形成基板の前記ノズルプレートが接合される一方面側に、前記液体流路とは不連続で独立した凹部が設けられていると共に、前記ノズルプレートに垂直な位置から見た際に、前記ノズルプレートの前記液体が噴射される液体噴射面側の前記凹部に相対向する領域に包含され、且つ当該凹部の開口面積よりも狭い領域にヘッド情報が記録された記録部が設けられていることを特徴とする液体噴射ヘッド。 - 前記圧力発生手段が、前記流路形成基板の前記ノズルプレートとは反対側の他方面側に設けられた圧電素子からなることを特徴とする請求項6記載の液体噴射ヘッド。
- 前記液体流路が、前記圧力発生室と、該圧力発生室の共通の液体室の一部を構成する連通部と、該連通部と前記圧力発生室とを連通する液体供給路とで構成されていることを特徴とする請求項6又は7記載の液体噴射ヘッド。
- 前記圧力発生室が前記流路形成基板を厚さ方向に貫通して設けられていることを特徴とする請求項6〜8の何れか一項に記載の液体噴射ヘッド。
- 前記凹部の深さが、10〜20μmであることを特徴とする請求項6〜9の何れか一項に記載の液体噴射ヘッド。
- 請求項6〜9の何れか一項に記載の液体噴射ヘッドを具備することを特徴とする液体噴射装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006193350A JP4831325B2 (ja) | 2006-07-13 | 2006-07-13 | 液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006193350A JP4831325B2 (ja) | 2006-07-13 | 2006-07-13 | 液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008018642A JP2008018642A (ja) | 2008-01-31 |
| JP2008018642A5 JP2008018642A5 (ja) | 2009-07-23 |
| JP4831325B2 true JP4831325B2 (ja) | 2011-12-07 |
Family
ID=39074981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006193350A Expired - Fee Related JP4831325B2 (ja) | 2006-07-13 | 2006-07-13 | 液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4831325B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012071552A (ja) * | 2010-09-29 | 2012-04-12 | Seiko Epson Corp | 液体噴射ヘッドの製造方法及び液体噴射装置の製造方法 |
| JP6767666B2 (ja) | 2016-01-29 | 2020-10-14 | セイコーエプソン株式会社 | 液体噴射ヘッド及び液体噴射装置並びに液体噴射装置の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004230787A (ja) * | 2003-01-31 | 2004-08-19 | Canon Inc | 個体情報を有するインクジェット記録ヘッド |
| JP4235820B2 (ja) * | 2004-05-07 | 2009-03-11 | ブラザー工業株式会社 | インクジェット記録ヘッド、ヘッドユニット及びインクジェット記録ヘッドの製造方法 |
| JP4661126B2 (ja) * | 2004-08-10 | 2011-03-30 | 富士ゼロックス株式会社 | インクジェット記録ヘッド及びインクジェット記録ヘッドの製造方法 |
| JP4543850B2 (ja) * | 2004-09-22 | 2010-09-15 | ブラザー工業株式会社 | インクジェットプリンタヘッドの製造方法 |
-
2006
- 2006-07-13 JP JP2006193350A patent/JP4831325B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008018642A (ja) | 2008-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4321552B2 (ja) | アクチュエータ装置及び液体噴射ヘッド | |
| JP4258668B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP4645831B2 (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP2007194373A (ja) | シリコンデバイスの製造方法及び液体噴射ヘッドの製造方法 | |
| JP4553129B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2009214522A (ja) | 液体噴射ヘッド及び液体噴射ヘッドの製造方法並びに液体噴射装置 | |
| JP4182360B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2009018551A (ja) | アクチュエータ、液体噴射ヘッド及び液体噴射装置 | |
| JP4831325B2 (ja) | 液体噴射ヘッドの製造方法及び液体噴射ヘッド並びに液体噴射装置 | |
| JP2009029011A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2010120270A (ja) | 液体噴射ヘッド、液体噴射装置、アクチュエータ装置及び液体噴射ヘッドの製造方法 | |
| JP2009029012A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP4363458B2 (ja) | 液体噴射ヘッドユニット及び液体噴射装置 | |
| JP4623287B2 (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP2009061729A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2010228272A (ja) | 液体噴射ヘッドの製造方法、液体噴射ヘッド及び液体噴射装置 | |
| JP5447786B2 (ja) | 液体噴射ヘッド及び液体噴射装置並びにアクチュエーター装置 | |
| JP2004284176A (ja) | 液体噴射ヘッドの製造方法 | |
| JP2010173197A (ja) | 液体噴射ヘッド、液体噴射装置、アクチュエーター装置及び液体噴射ヘッドの製造方法 | |
| JP2006281603A (ja) | 接合方法及び液体噴射ヘッドの製造方法、並びに接合基板、液体噴射ヘッド及び液体噴射装置 | |
| JP4492059B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP4475042B2 (ja) | 液体噴射ヘッドの製造方法 | |
| JP5690476B2 (ja) | 液体噴射ヘッドの製造方法、液体噴射ヘッド及び液体噴射装置 | |
| JP2005053081A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2009029019A (ja) | 液体噴射ヘッド及び液体噴射装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090609 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110802 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110824 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110906 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |