JP4805574B2 - 冷間加工鋼及び冷間加工工具 - Google Patents
冷間加工鋼及び冷間加工工具 Download PDFInfo
- Publication number
- JP4805574B2 JP4805574B2 JP2004513533A JP2004513533A JP4805574B2 JP 4805574 B2 JP4805574 B2 JP 4805574B2 JP 2004513533 A JP2004513533 A JP 2004513533A JP 2004513533 A JP2004513533 A JP 2004513533A JP 4805574 B2 JP4805574 B2 JP 4805574B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- cold
- worked
- steel according
- maximum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
Description
*良好な延性/靭性、
*少なくとも300mmまでの厚みを有する製品の真空炉での慣用の焼入れに関して無芯焼入れを可能にする良好な焼入れ性、
*焼入れ及び高温焼戻し後、塑性変形に対して高耐性を示す十分な硬度、少なくとも60HRC、及び少なくともある用途に関する限りは、例えばPVD-又はCVD-法による窒化又は炭化チタン及び/又は窒化チタン又は類似物での表面コーチングなしで十分な耐摩耗性、
*特に工具の良好な耐摩耗性を必要とする用途用に、材料の硬度を低下させることなく例えば前記方法のいづれかによって窒化又は炭化チタン及び/又は窒化チタンなどによる表面コーチングを可能にするための良好な耐焼戻し性。
他の重要な製品特徴は次のものである:
*熱処理中の良好な寸法安定性、
*疲労寿命の長いこと、
*良好な研削性、機械加工性、火花加工性、及び艶出し性。
特に、本発明は、上記用途に使用できるマトリクス鋼、すなわち本質的に1次炭化物の存在しない、使用状態で焼戻しマルテンサイトからなるマトリクスを有する鋼を提供することを目的とする。
温度を過度に上昇させると、MC炭化物の粒子がより粗くなり不安定となって、その代わりに急速に成長する炭化クロムを安定させる。これは望ましくない。これらの理由のため、本発明の合金組成に関する限り、焼戻しを上述の温度と保持時間で実施することが重要である。
以下の実施した実験の説明では添付図面を参照する。
50kgの質量を有する実験室的インゴットの形で4つの鋼合金を製造した。その化学組成を表1に示す。製造技術の限界から硫黄含量を所望の低レベルに維持できなかった。酸素及び表に示したもの以外の他の不純物の含量は分析しなかった。次の工程順序を適用した:
1270℃/空気で10時間均質化処理、 60×60mmに鍛造、 1050℃/2時間/空気で再生処理、及び850℃/2時間でソフト焼きなまし、 10℃/時で600℃に冷却、次いで大気中にフリーにする。

試験合金1〜4のソフト焼きなまし硬度(ブリネル硬度(HB))を表4に示す。
60〜61HRCに熱処理後ソフト焼きなましした状態でミクロ構造を試験した。これらの試験は焼入れ及び焼戻しした状態でのミクロ構造が焼き戻したマルテンサイトからなることを立証した。1次炭化物は鋼4でのみ見られた。これらの炭化物はMCタイプのものであった。どの合金にもチタン炭化物、チタン窒化物、及び/又はチタン炭素窒化物が全然検出されなかった。
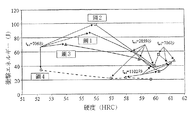
鋼1〜3を1050℃/30分でオーステナイト化し、鋼4を1150℃/10分でオーステナイト化して大気温度に空冷し、異なる焼戻し温度で2回(各回2時間)焼きなましした。硬度に対する焼戻し温度の影響を図1に示す。この図は、鋼2と3が500〜600℃、好ましくは520〜560℃、好適には520〜540℃で高温焼戻し後所望の硬度を達成する可能性があることを示す。最高硬度に対する最良結果は、鋼2及び3に関する限り、約525℃の温度で焼戻しすることによって達せられる。これは、ある一定の工具用途に必要である耐摩耗性の達成のため500℃又はそれ以上のオーダーの温度で窒化又は表面コーチングを必要とするマトリクス鋼にとって特に重要である。これらの温度では、したがってMC−炭化物の析出によって明確な2次焼入れが達成される。図1のチャートから明らかなように、60HRCを超える硬度が約580℃までさえ焼戻しによって保証され、このことは、工具の硬度を過度に低くしないでやや広い温度範囲内で表面コーチングを実施可能にするので有利である。もしより高い硬度を目指すなら、より多くの炭素とより多くの炭化物形成元素を合金に加えねばならない。これは、しかしながら、焼きなましで溶解できない1次炭化物形成のリスクをもたらす可能性がある。これは、多くの欠点を生じさせる、非常に高いオーステナイト化温度を必要とする鋼4によって例証されている;すなわち工具メーカーによって使用される、しきたりにとらわれない焼入れ技術が必要なこと、焼入れ張力、寸法変化、及び亀裂のリスクなど。
CCT-ダイヤグラムからプロットしたデータを用いての試験合金1〜4の焼入れ性の比較を図2に示す。線図で示すように、鋼2がベストの焼入れ性を有するが、鋼3も、鋼1及び間違いなく鋼4と比較して、鋼がオーステナイト化温度からゆっくり冷却されるときはマルテンサイト形成のためのより良好な条件を有している。
真空炉中異なる冷却時間で焼入れして異なる硬度に焼き戻した、20℃での非-切り欠き試験ロッドの吸収した衝撃エネルギーによる延性が図3に示されている。最良の靭性は、硬度が60HRCを超えたとき鋼2で達成され、この効果は硬度が61HRCを超えた時さらに明確となった。前記硬度で靭性状態をさらに分析するため鋼1〜4をバーチャートで比較した(図4)。この場合、鋼1〜4を上述したオーステナイト化温度から706秒間で800℃から500℃に冷却し、さらに室温まで冷却を続けた後、鋼を525〜540℃/2×2時間で焼き戻した。図4は、硬度が同等のとき、最良の靭性が鋼2で達成されたことを示す。
熱間延性は、鋼の生産経済にとって数ある要因中で重要なパラメータである。それぞれ鋳造及び鍛造状態の鋼の1270℃/空気で10時間の均質化処理後熱間延性テストを行った。鍛造状態に対して1050℃/2時間での再生処理及びソフト焼きなましを適用した。テスト温度における保持時間は、鋳造状態の鋼1と3を除き、及び鍛造材料に対して1200℃以上の温度を除いて、4分であった。この理由は、これらの2つの鋼はひどく酸化されていて、面積収縮の正確な測定を不可能にしていたからである。一方、低シリコン含量の鋼2はなんら顕著な酸化を起こさなかった。この鋼はまた鋳造ならびに鍛造状態にある鋼1及び3よりも良好な高温延性を有していた。鋼2に対しては約50℃高いテスト温度が可能かも知れない。結果を図5に示す。
研磨摩耗剤としてSiO2によるピン-対-デイスクテストにより耐摩耗性を試験した。鋼4の耐摩耗性がベストであった。他の鋼合金も同様に良好であった。
上に報告した結果の評価のため試験した鋼の比較研究を行った。表5は、鋼1〜3及び5〜7について平衡が適用できると想定される1050℃、鋼4及び8については1150℃における溶解炭素の含量(重量%)、及びMC炭化物の含量(容量%)を示す。参考として鋼5〜8の目標とした組成値を表に示す。バナジウム含量がTAにおいて0.65容積%MCを含む鋼6の公称組成よりも低いため、鋼2のMC含量が意図した含量よりも著しく低いことは注目に値する。
電弧炉中で65トンの生産用ヒート(heat、熔融物)を製造した。このヒートの目的とした組成は表7にしたがう鋼9に相当している。多数のインゴットが熔融金属でつくられ、インゴットは、寸法がそれぞれφ330mm及びφ254mmのバー(表8の鋼10及び鋼11)を含む、種々の寸法を有するバーの形に鍛造された。同表には、さらに参考考材料(鋼12)の化学組成も示されている。その材料は寸法φ330mmの鍛造バーの形であった。表8において、燐および硫黄が不純物であるのみならず、また示された量のタングステン、コバルト、チタン、ニオブ、銅、アルミニウム、窒素、及び酸素も不純物である。他の不純物は示されていないが許容レベル以下にある。バランスは鉄であった。
Claims (29)
- 重量%で次の化学組成を有し、950〜1050℃のオーステナイト化温度からの焼入れおよび520〜560℃における高温焼戻しの後60〜63HRCの硬度を有する熱間加工された冷間加工鋼:
0.60〜0.85C、
トレース量〜0.5(Si+Al)、
0.1〜2.0Mn、
4.5〜5.5Cr、
1.5〜2.6(Mo+W/2),但し少なくとも1.5Mo、かつ最大1.0W、
0.30〜0.65V、
Nb、Ti、及びZrの各々最大0.1、
最大2.0Co、
最大2.0Ni、
残部:鉄と不可避不純物。 - 鋼中に本質的に1次炭化物が存在しないことを特徴とする、請求項1に記載の冷間加工鋼。
- 鋼が、少なくとも0.63Cを含むことを特徴とする、請求項1または2に記載の冷間加工鋼。
- 鋼が、最大0.8Cを含むことを特徴とする、請求項3に記載の冷間加工鋼。
- 鋼が、少なくとも0.35Vを含むことを特徴とする、請求項1ないし4のいづれか1項に記載の冷間加工鋼。
- 鋼が、最大0.60Vを含むことを特徴とする、請求項5に記載の冷間加工鋼。
- 鋼が、0.72C、及び0.50Vを含むことを特徴とする、請求項1ないし6のいづれか1項に記載の冷間加工鋼。
- 鋼が、少なくとも0.05Siを含むことを特徴とする、請求項1ないし7のいづれか1項に記載の冷間加工鋼。
- 鋼が、少なくとも0、1Siを含むことを特徴とする、請求項8に記載の冷間加工鋼。
- 鋼が、最大0.3Alを含むことを特徴とする、請求項1ないし9のいづれか1項に記載の冷間加工鋼。
- 鋼が、少なくとも1.8Moを含むことを特徴とする、請求項1ないし10のいづれか1項に記載の冷間加工鋼。
- 鋼が、少なくとも2.1Moを含むことを特徴とする、請求項11に記載の冷間加工鋼。
- 鋼が、最大0.3Wを含むことを特徴とする、請求項11又は12に記載の冷間加工鋼。
- 鋼が、不純物レベルを超えるタングステンを含まないことを特徴とする、請求項13に記載の冷間加工鋼。
- 鋼が、最大0.7Coを含むことを特徴とする、請求項1ないし14のいづれか1項に記載の冷間加工鋼。
- 鋼が、不純物レベルを超えるコバルトを含まないことを特徴とする、請求項15に記載の冷間加工鋼。
- 鋼が、最大1.0Niを含むことを特徴とする、請求項1ないし16のいづれか1項に記載の冷間加工鋼。
- 鋼が、最大0.7Niを含むことを特徴とする、請求項17に記載の冷間加工鋼。
- 鋼が、不純物レベルを超えるニッケルを含まないことを特徴とする、請求項18に記載の冷間加工鋼。
- チタン、ジルコニウム、及びニオブの各元素の含量が0.03%を超えないことを特徴とする、請求項1ないし15のいづれか1項に記載の冷間加工鋼。
- チタン、ジルコニウム、及びニオブの各元素の含量が0.01%を超えないことを特徴とする、請求項20に記載の冷間加工鋼。
- 鋼が、最大0.035%を超えるPを含まないことを特徴とする、請求項1ないし21のいづれか1項に記載の冷間加工鋼。
- 鋼が、最大20ppmのOを含むことを特徴とする、請求項1ないし22のいづれか1項に記載の冷間加工鋼。
- 鋼が、最大300ppmのNを含むことを特徴とする、請求項1ないし23のいづれか1項に記載の冷間加工鋼。
- 鋼が、最大0.03%のSを含むことを特徴とする、請求項1ないし24のいづれか1項に記載の冷間加工鋼。
- 鋼が、0.10〜0.30Sを含むことを特徴とする、請求項1ないし22のいづれか1項に記載の冷間加工鋼。
- 鋼が、5〜75ppmCa及び50〜100ppmOを含むことを特徴とする、請求項26に記載の冷間加工鋼。
- 鋼の、オーステナイト化温度におけるMC炭化物の含有量が0.72容積%以下である請求項1ないし27のいずれか1項に記載の冷間加工鋼。
- 請求項1ないし28のいづれか1項に記載の冷間加工鋼で製造された冷間加工工具。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0201799A SE522475C2 (sv) | 2002-06-13 | 2002-06-13 | Kallarbetsstål och kallarbetsverktyg |
| SE0201799-4 | 2002-06-13 | ||
| SE0300200-3 | 2003-01-29 | ||
| SE0300200A SE0300200D0 (sv) | 2002-06-05 | 2003-01-29 | Kallarbetsstål och kallarbetsverktyg |
| PCT/SE2003/000940 WO2003106728A1 (en) | 2002-06-13 | 2003-06-06 | Cold work steel and cold work tool |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005530041A JP2005530041A (ja) | 2005-10-06 |
| JP2005530041A5 JP2005530041A5 (ja) | 2011-02-03 |
| JP4805574B2 true JP4805574B2 (ja) | 2011-11-02 |
Family
ID=29738559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004513533A Expired - Lifetime JP4805574B2 (ja) | 2002-06-13 | 2003-06-06 | 冷間加工鋼及び冷間加工工具 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US8900382B2 (ja) |
| EP (1) | EP1511873B1 (ja) |
| JP (1) | JP4805574B2 (ja) |
| KR (3) | KR20110042131A (ja) |
| CN (1) | CN100343409C (ja) |
| AT (1) | ATE518969T1 (ja) |
| AU (1) | AU2003241253C1 (ja) |
| BR (1) | BR0311757B1 (ja) |
| CA (1) | CA2488793C (ja) |
| PL (1) | PL200146B1 (ja) |
| RU (1) | RU2322531C2 (ja) |
| SI (1) | SI1511873T1 (ja) |
| TW (1) | TWI315348B (ja) |
| WO (1) | WO2003106728A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2322531C2 (ru) * | 2002-06-13 | 2008-04-20 | Уддехольм Тулинг Актиеболаг | Сталь для холодной обработки и инструмент для холодной обработки |
| CN100357477C (zh) * | 2005-07-06 | 2007-12-26 | 燕山大学 | 超细贝氏体耐磨钢及其制造工艺 |
| SE528991C2 (sv) | 2005-08-24 | 2007-04-03 | Uddeholm Tooling Ab | Ställegering och verktyg eller komponenter tillverkat av stållegeringen |
| SE0600841L (sv) * | 2006-04-13 | 2007-10-14 | Uddeholm Tooling Ab | Kallarbetsstål |
| AT504331B8 (de) * | 2006-10-27 | 2008-09-15 | Boehler Edelstahl | Stahllegierung für spanabhebende werkzeuge |
| JP5317552B2 (ja) * | 2008-06-26 | 2013-10-16 | オーエスジー株式会社 | 転造ダイス |
| FR2951197B1 (fr) * | 2009-10-12 | 2011-11-25 | Snecma | Homogeneisation d'aciers martensitiques inoxydables apres refusion sous laitier |
| IT1401998B1 (it) * | 2010-09-30 | 2013-08-28 | Danieli Off Mecc | Cesoia di taglio di prodotti laminati e relativo processo di produzione |
| JP5672466B2 (ja) * | 2011-02-21 | 2015-02-18 | 日立金属株式会社 | 被削性に優れた冷間工具鋼 |
| JP6083014B2 (ja) * | 2012-04-02 | 2017-02-22 | 山陽特殊製鋼株式会社 | 高強度マトリックスハイス |
| WO2015045528A1 (ja) * | 2013-09-27 | 2015-04-02 | 日立金属株式会社 | 高速度工具鋼およびその製造方法 |
| CN103741061B (zh) * | 2013-12-19 | 2016-01-27 | 马鞍山市方圆材料工程有限公司 | 一种轧辊用高断裂韧性合金钢材料及其制备方法 |
| JP6654328B2 (ja) * | 2015-05-14 | 2020-02-26 | 山陽特殊製鋼株式会社 | 高硬度で高靱性な冷間工具鋼 |
| CN104894483B (zh) * | 2015-05-15 | 2018-07-31 | 安泰科技股份有限公司 | 粉末冶金耐磨工具钢 |
| CN104878301B (zh) * | 2015-05-15 | 2017-05-03 | 河冶科技股份有限公司 | 喷射成形高速钢 |
| CN106566983B (zh) * | 2016-10-28 | 2017-11-07 | 吉林省维尔特隧道装备有限公司 | 高性能盘型滚刀刀圈材料及其生产工艺 |
| CN107326296A (zh) * | 2017-07-10 | 2017-11-07 | 合肥雄川机械销售有限公司 | 一种播种机开沟器的制备方法 |
| KR101986187B1 (ko) * | 2017-11-08 | 2019-06-05 | 한국기계연구원 | 주조강 |
| KR102072606B1 (ko) * | 2018-10-02 | 2020-02-03 | 한국생산기술연구원 | 충격인성이 우수한 초고강도 공구강 및 이의 제조 방법 |
| CN109468535A (zh) * | 2018-12-25 | 2019-03-15 | 金湖蒂斯特五金制品有限公司 | 一种冷作模具钢及其制备工艺 |
| JP2020111766A (ja) * | 2019-01-08 | 2020-07-27 | 山陽特殊製鋼株式会社 | 冷間工具鋼 |
| CN110373605B (zh) * | 2019-06-20 | 2021-05-14 | 浙江精瑞工模具有限公司 | 一种高韧性合金钢及其熔炼方法 |
| CN113737106B (zh) * | 2020-05-29 | 2022-11-15 | 宝山钢铁股份有限公司 | 1500MPa热冲压零件冷切边冲孔刀具用模具钢及其制备方法 |
| CN114974916B (zh) * | 2022-07-04 | 2024-01-30 | 桂林电子科技大学 | 一种纤维状MXene负载NiCoS复合材料及其制备方法和应用 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5235117A (en) * | 1975-08-25 | 1977-03-17 | Daido Steel Co Ltd | High tensile tool steel of high hardness |
| JPS5422770B2 (ja) * | 1974-01-30 | 1979-08-09 | ||
| JPS58117863A (ja) * | 1981-12-02 | 1983-07-13 | Hitachi Metals Ltd | 高耐摩高靭性高速度工具鋼 |
| JPS59179762A (ja) * | 1983-03-30 | 1984-10-12 | Daido Steel Co Ltd | 冷間ダイス鋼 |
| JPH02277745A (ja) * | 1989-01-20 | 1990-11-14 | Hitachi Metals Ltd | 高硬度、高靭性冷間工具鋼 |
| JPH07316739A (ja) * | 1994-05-20 | 1995-12-05 | Daido Steel Co Ltd | 冷間工具鋼 |
| JPH10273756A (ja) * | 1997-03-31 | 1998-10-13 | Daido Steel Co Ltd | 鋳物製冷間工具およびその製造方法 |
| JPH11181548A (ja) * | 1997-12-17 | 1999-07-06 | Sanyo Special Steel Co Ltd | 被削性に優れた冷間工具鋼 |
| JPH11193447A (ja) * | 1998-01-06 | 1999-07-21 | Sanyo Special Steel Co Ltd | 冷間工具鋼 |
| JPH11222624A (ja) * | 1998-02-02 | 1999-08-17 | Sanyo Special Steel Co Ltd | 冷間工具鋼の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CS162846B1 (ja) | 1973-03-14 | 1975-07-15 | ||
| JPS5585658A (en) * | 1978-12-25 | 1980-06-27 | Daido Steel Co Ltd | Free cutting steel |
| US4294613A (en) * | 1979-07-03 | 1981-10-13 | Henrik Giflo | Acid resistant, high-strength steel suitable for polishing |
| JPS57161051A (en) | 1981-03-31 | 1982-10-04 | Daido Steel Co Ltd | Steel for plastic mold |
| JPH0765141B2 (ja) * | 1985-09-18 | 1995-07-12 | 日立金属株式会社 | 熱間加工用工具鋼 |
| JPS6411945A (en) | 1987-07-03 | 1989-01-17 | Daido Steel Co Ltd | Cold tool steel |
| SE459421B (sv) | 1987-10-28 | 1989-07-03 | Uddeholm Tooling Ab | Anvaendning av ett verktygsstaal foer karosseriplaatpressningsverktyg |
| US5458703A (en) * | 1991-06-22 | 1995-10-17 | Nippon Koshuha Steel Co., Ltd. | Tool steel production method |
| JP2683861B2 (ja) | 1993-08-24 | 1997-12-03 | 住友金属工業株式会社 | 熱間製管用工具及びその製造方法 |
| SE502969C2 (sv) | 1994-02-17 | 1996-03-04 | Uddeholm Steel Strip | Användning av en stållegering som material till bestrykningsschabrar i form av kallvalsade band |
| JP3027927B2 (ja) | 1995-04-25 | 2000-04-04 | 住友金属工業株式会社 | 耐摩耗性強靱鋼 |
| JP3603427B2 (ja) * | 1995-10-31 | 2004-12-22 | 愛知製鋼株式会社 | 熱処理後の寸法変化が著しく少ない冷間工具鋼の製造方法 |
| ATE206485T1 (de) | 1998-01-06 | 2001-10-15 | Sanyo Special Steel Co Ltd | Die herstellung von einem kaltarbeitswerkzeugstahl |
| JP3846008B2 (ja) * | 1998-01-30 | 2006-11-15 | 大同特殊鋼株式会社 | 靭性,耐摩耗性に優れた冷間工具鋼及びその製造方法 |
| CN1092243C (zh) * | 1999-01-26 | 2002-10-09 | 尹道乐 | 经济高速钢 |
| SE518023C2 (sv) | 2000-12-11 | 2002-08-20 | Uddeholm Tooling Ab | Stål för plastformningsverktyg och detaljer av stålet för plastformningsverktyg |
| JP3558600B2 (ja) * | 2001-02-09 | 2004-08-25 | 日本高周波鋼業株式会社 | 調質後の被削性が優れた低合金工具鋼 |
| RU2322531C2 (ru) * | 2002-06-13 | 2008-04-20 | Уддехольм Тулинг Актиеболаг | Сталь для холодной обработки и инструмент для холодной обработки |
-
2003
- 2003-06-06 RU RU2004134332/02A patent/RU2322531C2/ru active
- 2003-06-06 PL PL372555A patent/PL200146B1/pl unknown
- 2003-06-06 WO PCT/SE2003/000940 patent/WO2003106728A1/en active Application Filing
- 2003-06-06 CN CNB038136481A patent/CN100343409C/zh not_active Expired - Lifetime
- 2003-06-06 KR KR1020117007379A patent/KR20110042131A/ko active Search and Examination
- 2003-06-06 BR BRPI0311757-0A patent/BR0311757B1/pt active IP Right Grant
- 2003-06-06 US US10/514,939 patent/US8900382B2/en not_active Expired - Lifetime
- 2003-06-06 AU AU2003241253A patent/AU2003241253C1/en not_active Ceased
- 2003-06-06 SI SI200332065T patent/SI1511873T1/sl unknown
- 2003-06-06 CA CA2488793A patent/CA2488793C/en not_active Expired - Lifetime
- 2003-06-06 KR KR1020127022783A patent/KR101360922B1/ko active IP Right Grant
- 2003-06-06 JP JP2004513533A patent/JP4805574B2/ja not_active Expired - Lifetime
- 2003-06-06 KR KR10-2004-7019969A patent/KR20050007597A/ko not_active Application Discontinuation
- 2003-06-06 EP EP03730978A patent/EP1511873B1/en not_active Expired - Lifetime
- 2003-06-06 AT AT03730978T patent/ATE518969T1/de active
- 2003-06-09 TW TW092115509A patent/TWI315348B/zh not_active IP Right Cessation
-
2014
- 2014-11-17 US US14/543,345 patent/US20150068647A1/en not_active Abandoned
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5422770B2 (ja) * | 1974-01-30 | 1979-08-09 | ||
| JPS5235117A (en) * | 1975-08-25 | 1977-03-17 | Daido Steel Co Ltd | High tensile tool steel of high hardness |
| JPS58117863A (ja) * | 1981-12-02 | 1983-07-13 | Hitachi Metals Ltd | 高耐摩高靭性高速度工具鋼 |
| JPS59179762A (ja) * | 1983-03-30 | 1984-10-12 | Daido Steel Co Ltd | 冷間ダイス鋼 |
| JPH02277745A (ja) * | 1989-01-20 | 1990-11-14 | Hitachi Metals Ltd | 高硬度、高靭性冷間工具鋼 |
| JPH07316739A (ja) * | 1994-05-20 | 1995-12-05 | Daido Steel Co Ltd | 冷間工具鋼 |
| JPH10273756A (ja) * | 1997-03-31 | 1998-10-13 | Daido Steel Co Ltd | 鋳物製冷間工具およびその製造方法 |
| JPH11181548A (ja) * | 1997-12-17 | 1999-07-06 | Sanyo Special Steel Co Ltd | 被削性に優れた冷間工具鋼 |
| JPH11193447A (ja) * | 1998-01-06 | 1999-07-21 | Sanyo Special Steel Co Ltd | 冷間工具鋼 |
| JPH11222624A (ja) * | 1998-02-02 | 1999-08-17 | Sanyo Special Steel Co Ltd | 冷間工具鋼の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150068647A1 (en) | 2015-03-12 |
| RU2322531C2 (ru) | 2008-04-20 |
| PL200146B1 (pl) | 2008-12-31 |
| CN1659299A (zh) | 2005-08-24 |
| KR20050007597A (ko) | 2005-01-19 |
| CA2488793A1 (en) | 2003-12-24 |
| AU2003241253B2 (en) | 2008-10-09 |
| US20050155674A1 (en) | 2005-07-21 |
| AU2003241253C1 (en) | 2009-05-14 |
| KR101360922B1 (ko) | 2014-02-11 |
| RU2004134332A (ru) | 2005-07-27 |
| EP1511873A1 (en) | 2005-03-09 |
| KR20120104444A (ko) | 2012-09-20 |
| WO2003106728A1 (en) | 2003-12-24 |
| EP1511873B1 (en) | 2011-08-03 |
| AU2003241253A1 (en) | 2003-12-31 |
| US8900382B2 (en) | 2014-12-02 |
| JP2005530041A (ja) | 2005-10-06 |
| BR0311757A (pt) | 2005-03-15 |
| CN100343409C (zh) | 2007-10-17 |
| PL372555A1 (en) | 2005-07-25 |
| SI1511873T1 (sl) | 2011-12-30 |
| TWI315348B (en) | 2009-10-01 |
| TW200413547A (en) | 2004-08-01 |
| CA2488793C (en) | 2016-01-26 |
| KR20110042131A (ko) | 2011-04-22 |
| BR0311757B1 (pt) | 2011-12-27 |
| ATE518969T1 (de) | 2011-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4805574B2 (ja) | 冷間加工鋼及び冷間加工工具 | |
| JP4624783B2 (ja) | 鋼及びこの鋼でつくられたプラスチック物質用の成型工具 | |
| KR20100135206A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| KR20100135205A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| KR100500772B1 (ko) | 합금 강, 합금 강으로 제조된 공구 그리고 합금 강 및 공구를 제조하기 위한 통합 방법 | |
| KR20010072560A (ko) | 열간 가공툴용 강재료 | |
| JP2004503677A (ja) | スチール合金、プラスチック成形工具及びプラスチック成形工具用の強靭焼入れブランク | |
| JP2006504868A5 (ja) | ||
| US20060231172A1 (en) | Steel article | |
| US20100150772A1 (en) | Hot-forming steel alloy | |
| JP3301439B2 (ja) | 析出硬化性工具鋼 | |
| KR100831823B1 (ko) | 플라스틱 몰딩 장비용 홀더 및 홀더 디테일스, 및 이들 용도용 강 | |
| US20040094239A1 (en) | Steel article | |
| JP2021147638A (ja) | 粉末高速度鋼 | |
| EP3966354A1 (en) | Bainitic hot work tool steel | |
| JPH08120333A (ja) | 工具鋼及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060530 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090603 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090902 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100908 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20101208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110713 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4805574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140819 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |