JP4801061B2 - 液滴堆積装置 - Google Patents
液滴堆積装置 Download PDFInfo
- Publication number
- JP4801061B2 JP4801061B2 JP2007519890A JP2007519890A JP4801061B2 JP 4801061 B2 JP4801061 B2 JP 4801061B2 JP 2007519890 A JP2007519890 A JP 2007519890A JP 2007519890 A JP2007519890 A JP 2007519890A JP 4801061 B2 JP4801061 B2 JP 4801061B2
- Authority
- JP
- Japan
- Prior art keywords
- wall
- channel
- fluid pump
- coating
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000008021 deposition Effects 0.000 title claims description 11
- 230000005684 electric field Effects 0.000 claims description 26
- 239000012530 fluid Substances 0.000 claims description 26
- 238000006073 displacement reaction Methods 0.000 claims description 24
- 239000000463 material Substances 0.000 claims description 23
- 238000000576 coating method Methods 0.000 claims description 19
- 239000011248 coating agent Substances 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 14
- 230000008859 change Effects 0.000 claims description 6
- 230000007935 neutral effect Effects 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 5
- 238000007772 electroless plating Methods 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 230000010287 polarization Effects 0.000 description 32
- 239000010410 layer Substances 0.000 description 19
- 238000005452 bending Methods 0.000 description 18
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 230000008602 contraction Effects 0.000 description 7
- 239000000919 ceramic Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000002161 passivation Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229920000052 poly(p-xylylene) Polymers 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical compound N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 description 1
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 1
- 235000011130 ammonium sulphate Nutrition 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- -1 nichrome Chemical compound 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- LJCNRYVRMXRIQR-OLXYHTOASA-L potassium sodium L-tartrate Chemical compound [Na+].[K+].[O-]C(=O)[C@H](O)[C@@H](O)C([O-])=O LJCNRYVRMXRIQR-OLXYHTOASA-L 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 235000011006 sodium potassium tartrate Nutrition 0.000 description 1
- 239000011032 tourmaline Substances 0.000 description 1
- 229940070527 tourmaline Drugs 0.000 description 1
- 229910052613 tourmaline Inorganic materials 0.000 description 1
- 238000007704 wet chemistry method Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1609—Production of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
Description
隣接する圧力チャンバを分離する変位可能な壁であって、前記多くの方向に平行な方向に分極した圧電性材料、および自身に対して電界を印加するための電極手段、を備えた壁、を有し、
その状況で、前記変位可能な壁が前記電極手段の間に印加される電界下に存在可能なように配置され、他の隣接するチャンバにおいて変位された体積とは異なる、一の前記隣接するチャンバの体積を変位させる。

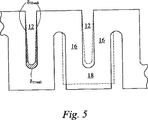
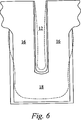
12 チャネル(噴出チャンバ)
14 シート
15 分極方向
16 壁
18 ベース
20 上端シート
22 上端
24 電極(金属化メッキ部分)
38 ノズルプレート
40 ノズル
50 ノズル
1102、1104 メッキ部分
1106 壁
1108、1112 チャネル
1114 上端プレート
1202、1204 壁
1220、1230 チャネル
1240 ベース部
1304、1306 壁
1308、1310 作動部分
1312 ギャップ
1320、1330 チャネル
1508、1510 作動部分
1512 ギャップ
1518 チャネルの上端における部材
1604、1606 壁
1608、1610 壁
1618 カバー(またはノズルプレート)
Claims (16)
- 並んで配列された圧力チャンバの配列であって、前記配列は配列方向に広がっており、
隣接する第1及び第2の圧力チャンバを分離する変位可能な壁であって、前記配列方向に平行な方向に分極した圧電性材料、および自身に対して電界を印加するための電極手段、を備えた壁と、を有し、
その状況で、前記変位可能な壁は、前記電極手段の間に印加される電界下に存在可能なように、その幾何学的な中心からオフセットした中立軸を有しており、他の第2の隣接するチャンバにおいて変位された体積とは異なる、一の第1の前記隣接するチャンバの体積を変位させる
ことを特徴とする液滴堆積のための流体ポンプ。 - 前記圧力チャンバは液体を収容することを特徴とする請求項1に記載の流体ポンプ。
- 前記第2の圧力チャンバにおいて変位される体積はゼロとなるように前記中立軸は前記幾何学的な中心からオフセットされていることを特徴とする請求項1または2に記載の流体ポンプ。
- 前記変位可能な壁は、前記壁の前記中立軸をその幾何学的な中心からオフセットさせるために、その壁の1つの側に、その壁の反対側の剛性よりも大きな剛性を持っていることを特徴とする請求項1から3のいずれか1項に記載の流体ポンプ。
- 前記大きな剛性の壁の側は、大きい方の体積変位を示す圧力チャンバに隣接することを特徴とする請求項4に記載の流体ポンプ。
- 前記壁の一側の剛性は、その側に形成されるコーティングによってもたらされることを特徴とする請求項4または5に記載の流体ポンプ。
- 前記コーティングは電気伝導性であることを特徴とする請求項6に記載の流体ポンプ。
- 前記コーティングは無電解メッキによって形成されることを特徴とする請求項7に記載の流体ポンプ。
- 前記コーティングは前記電極手段を形成することを特徴とする請求項7または8に記載の流体ポンプ。
- 前記コーティングは非導電性コーティングをさらに有することを特徴とする請求項6、7、8、9のいずれか1項に記載の流体ポンプ。
- 前記非導電性コーティングは無機物であることを特徴とする請求項10に記載の流体ポンプ。
- 前記変位可能な壁の両側にコーティングが形成され、それぞれの側の剛性はそれぞれのコーティングの厚さによって決定されることを特徴とする請求項6に記載の流体ポンプ。
- 前記第1の隣接するチャンバがノズルを有することを特徴とする請求項1から12のいずれか1項に記載の流体ポンプ。
- 前記第2の隣接するチャンバがノズルを有することを特徴とする請求項13に記載の流体ポンプ。
- 高密度マルチチャネル配列をなし、チャネルの長手方向に垂直な配列方向に相互に隔てられた多数の平行なチャネルを有する電気的パルス液滴堆積装置であって、
前記チャネルは、該チャネルの前記長手方向に延在すると共に、さらに前記長手方向に垂直でかつ前記配列方向に垂直な方向に延在するそれぞれの側壁を持ち、
それぞれのノズルが液体の液滴の噴出のために前記チャネルと連通し、
前記チャネルを堆積液体の液滴ソースに連結させるための連結手段と、選択された任意のチャネルの作動に際して、前記選択されたチャネルの側壁の少なくとも一部に、前記配列方向に一様に平行な横方向変位をもたらす前記チャネルに関連して位置された電気的作動手段であって、前記選択されたチャネルの側壁の少なくとも一部は少なくとも前記チャネルの長手方向の要部に延在している電気的作動手段と、を備えており、
それによって自身に連通するノズルからの液滴噴出をもたらすように内部の圧力変化を起こさせ、
その状況で、コーティングが前記電気的に作動可能な手段の対向する面に塗布され、前記コーティングがそれぞれの面に異なった正味の剛性を提供することを特徴とする液滴堆積装置。 - 流体ポンプ装置のためのアクチュエータを形成する方法であって、
第1および第2の面を有する圧電性材料の塊を提供する段階と、
前記第1および第2の面上に導電性コーティングを形成する段階であって、前記第1の面上の導電性コーティングが前記第2の面上の導電性コーティングより剛性が高いようにする段階と、
二つの圧力チャンバを形成する段階であって、前記圧電性材料の塊が前記二つの圧力チャンバを分離し、前記第1および第2の面のそれぞれは前記二つの圧力チャンバのそれぞれ1つと隣接している段階と、
を有することを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0415529.7 | 2004-07-10 | ||
| GBGB0415529.7A GB0415529D0 (en) | 2004-07-10 | 2004-07-10 | Droplet deposition apparatus |
| PCT/GB2005/002746 WO2006005952A2 (en) | 2004-07-10 | 2005-07-11 | Droplet deposition apparatus |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008505781A JP2008505781A (ja) | 2008-02-28 |
| JP2008505781A5 JP2008505781A5 (ja) | 2010-02-25 |
| JP4801061B2 true JP4801061B2 (ja) | 2011-10-26 |
Family
ID=32865808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007519890A Expired - Fee Related JP4801061B2 (ja) | 2004-07-10 | 2005-07-11 | 液滴堆積装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7780273B2 (ja) |
| EP (1) | EP1809480B1 (ja) |
| JP (1) | JP4801061B2 (ja) |
| KR (1) | KR20070032811A (ja) |
| CN (1) | CN101107128A (ja) |
| AU (1) | AU2005261498A1 (ja) |
| BR (1) | BRPI0513219A (ja) |
| CA (1) | CA2573041A1 (ja) |
| GB (1) | GB0415529D0 (ja) |
| IL (1) | IL180533A0 (ja) |
| RU (1) | RU2007105101A (ja) |
| WO (1) | WO2006005952A2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012148428A (ja) * | 2011-01-17 | 2012-08-09 | Toshiba Tec Corp | インクジェットヘッドの製造方法 |
| JP2012192629A (ja) * | 2011-03-16 | 2012-10-11 | Toshiba Tec Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| FR2990055B1 (fr) | 2012-04-30 | 2014-12-26 | Total Sa | Matrice de depot d'au moins un fluide conducteur sur un substrat, ainsi que dispositif comprenant cette matrice et procede de depot |
| JP6069967B2 (ja) * | 2012-08-31 | 2017-02-01 | セイコーエプソン株式会社 | 液体吐出装置 |
| GB2546097B (en) | 2016-01-08 | 2020-12-30 | Xaar Technology Ltd | Droplet deposition head |
| CN108698403B (zh) * | 2016-02-24 | 2020-08-21 | 柯尼卡美能达株式会社 | 喷墨记录装置以及喷墨头的驱动方法 |
| GB2564634B (en) | 2017-05-12 | 2021-08-25 | Xaar Technology Ltd | A piezoelectric solid solution ceramic material |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1086369A (ja) * | 1996-08-27 | 1998-04-07 | Topaz Technol Inc | インクジェットプリントヘッド |
| JP2002096476A (ja) * | 2000-09-20 | 2002-04-02 | Sharp Corp | 圧電素子ユニットおよびその製造方法ならびに圧電素子ユニットを用いたインクジェットヘッド |
| JP2004142310A (ja) * | 2002-10-25 | 2004-05-20 | Sharp Corp | インクジェット記録ヘッド |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0268204B1 (de) | 1986-11-14 | 1991-09-18 | Qenico AB | Piezoelektrische Pumpe |
| US4879568A (en) | 1987-01-10 | 1989-11-07 | Am International, Inc. | Droplet deposition apparatus |
| JP2756159B2 (ja) | 1989-11-09 | 1998-05-25 | 松下電器産業株式会社 | インク記録装置 |
| US5227813A (en) | 1991-08-16 | 1993-07-13 | Compaq Computer Corporation | Sidewall actuator for a high density ink jet printhead |
| JP3047661B2 (ja) | 1993-02-16 | 2000-05-29 | ブラザー工業株式会社 | 液滴噴射装置 |
| JP2854508B2 (ja) | 1993-08-27 | 1999-02-03 | 株式会社テック | インクジェットプリンタヘッド及びその駆動方法 |
| US5480095A (en) | 1993-09-14 | 1996-01-02 | Minnesota Mining And Manufacturing Company | Actuator and container for dispensing fluids |
| JP3183010B2 (ja) * | 1993-12-24 | 2001-07-03 | ブラザー工業株式会社 | インク噴射装置 |
| JP3135800B2 (ja) * | 1994-10-20 | 2001-02-19 | 株式会社沖データ | インクジェットヘッド及びその製造方法 |
| JP3257960B2 (ja) * | 1996-12-17 | 2002-02-18 | 富士通株式会社 | インクジェットヘッド |
| US6020905A (en) | 1997-01-24 | 2000-02-01 | Lexmark International, Inc. | Ink jet printhead for drop size modulation |
| CN1182966C (zh) | 1999-08-14 | 2005-01-05 | 萨尔技术有限公司 | 用于液滴沉积装置的元件及其制造方法 |
-
2004
- 2004-07-10 GB GBGB0415529.7A patent/GB0415529D0/en not_active Ceased
-
2005
- 2005-07-11 US US11/631,909 patent/US7780273B2/en not_active Expired - Fee Related
- 2005-07-11 CN CNA2005800232722A patent/CN101107128A/zh active Pending
- 2005-07-11 EP EP05761560.1A patent/EP1809480B1/en not_active Not-in-force
- 2005-07-11 AU AU2005261498A patent/AU2005261498A1/en not_active Abandoned
- 2005-07-11 KR KR1020077003210A patent/KR20070032811A/ko not_active Application Discontinuation
- 2005-07-11 JP JP2007519890A patent/JP4801061B2/ja not_active Expired - Fee Related
- 2005-07-11 WO PCT/GB2005/002746 patent/WO2006005952A2/en active Application Filing
- 2005-07-11 RU RU2007105101/12A patent/RU2007105101A/ru not_active Application Discontinuation
- 2005-07-11 BR BRPI0513219-3A patent/BRPI0513219A/pt not_active IP Right Cessation
- 2005-07-11 CA CA002573041A patent/CA2573041A1/en not_active Abandoned
-
2007
- 2007-01-03 IL IL180533A patent/IL180533A0/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1086369A (ja) * | 1996-08-27 | 1998-04-07 | Topaz Technol Inc | インクジェットプリントヘッド |
| JP2002096476A (ja) * | 2000-09-20 | 2002-04-02 | Sharp Corp | 圧電素子ユニットおよびその製造方法ならびに圧電素子ユニットを用いたインクジェットヘッド |
| JP2004142310A (ja) * | 2002-10-25 | 2004-05-20 | Sharp Corp | インクジェット記録ヘッド |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1809480A2 (en) | 2007-07-25 |
| IL180533A0 (en) | 2007-06-03 |
| CN101107128A (zh) | 2008-01-16 |
| CA2573041A1 (en) | 2006-01-19 |
| EP1809480B1 (en) | 2016-06-29 |
| WO2006005952A2 (en) | 2006-01-19 |
| WO2006005952A3 (en) | 2007-07-12 |
| KR20070032811A (ko) | 2007-03-22 |
| US7780273B2 (en) | 2010-08-24 |
| GB0415529D0 (en) | 2004-08-11 |
| RU2007105101A (ru) | 2008-08-20 |
| AU2005261498A1 (en) | 2006-01-19 |
| JP2008505781A (ja) | 2008-02-28 |
| US20080117260A1 (en) | 2008-05-22 |
| BRPI0513219A (pt) | 2008-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4801061B2 (ja) | 液滴堆積装置 | |
| JP4758600B2 (ja) | 二重作動熱アクチュエータ及びその運転方法 | |
| CN108472958B (zh) | 微滴沉积头部及其致动器部件 | |
| JPH05301342A (ja) | インクジェットプリンタ用ヘッド | |
| KR20080034147A (ko) | 액적 디포지션 장치 | |
| JP2006150948A (ja) | 液体移送装置 | |
| US7111927B2 (en) | Piezoelectric vibrator unit | |
| EP1575777A2 (en) | Droplet deposition apparatus | |
| JP4494880B2 (ja) | 圧電インクジェットヘッドの駆動方法 | |
| EP1329318A2 (en) | Fluid ejecting device with drop volume modulation capabilities | |
| WO2001072520A1 (fr) | Tete a jet d'encre a buses multiples et son procede de fabrication | |
| JP4269608B2 (ja) | インクジェットヘッドおよびそれを備えたインクジェット式記録装置 | |
| WO1999001283A1 (fr) | Tete d'impression a jets d'encre et procede de fabrication de cette tete | |
| JP2009029012A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2007276151A (ja) | インクジェットプリンタヘッド | |
| JP2008126583A (ja) | インクジェットヘッド | |
| JP2004284194A (ja) | 圧電体素子、インクジェットヘッド、及びインクジェット式記録装置、並びにインクジェットヘッドの製造方法 | |
| JP3804415B2 (ja) | インクジェット式記録ヘッド | |
| JP3514407B2 (ja) | インクジェットヘッド及びインクジェット記録装置 | |
| JP2002359410A (ja) | 圧電トランスデューサおよびそれを用いた液滴噴射装置 | |
| JP2002347246A (ja) | インクジェット記録ヘッド | |
| JP2006069206A (ja) | 液体吐出ヘッドの製造方法 | |
| JPH0985949A (ja) | インクジェット記録ヘッド、及び製造方法 | |
| JP2007168110A (ja) | 液体吐出ヘッドの製造方法 | |
| WO2001072521A1 (fr) | Actionneur bimorphe, tete a jet d'encre utilisant un actionneur bimorphe et procede de fabrication de celui-ci |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090302 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090908 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091208 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091215 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20100108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100713 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101007 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110705 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110804 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140812 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4801061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |