JP4787355B2 - ステッチパルス溶接制御装置およびステッチパルス溶接装置 - Google Patents
ステッチパルス溶接制御装置およびステッチパルス溶接装置 Download PDFInfo
- Publication number
- JP4787355B2 JP4787355B2 JP2009286325A JP2009286325A JP4787355B2 JP 4787355 B2 JP4787355 B2 JP 4787355B2 JP 2009286325 A JP2009286325 A JP 2009286325A JP 2009286325 A JP2009286325 A JP 2009286325A JP 4787355 B2 JP4787355 B2 JP 4787355B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- robot
- average
- stitch pulse
- efficiency
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Description
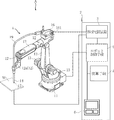
1 溶接ロボット
11 ベース部材
12 アーム
12a 手首部
13 モータ
14 溶接トーチ
15 溶接ワイヤ(消耗電極)
16 ワイヤ送給装置
161 送給モータ
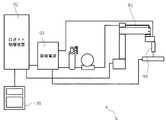
2 ステッチパルス溶接制御装置
3 溶接電源装置
31 電流制御手段
32 送給制御手段
4 ロボット制御手段
41 駆動回路
42 記憶回路
5 演算手段
51 演算回路
6 ティーチペンダント
61 入力部
62 平均溶接効率表示部
W 溶接母材(母材)
G シールドガス
P1 アーク開始点
P2,P3,P4 パルス出力開始点
Sc 溶接痕
Y 溶融池
Y’ 溶接痕
Dr 溶接進行方向
Dc 駆動信号
Ep 演算用パラメータ
Uc 入力信号
Ws 送給速度
Mc 動作制御信号
Fc 送給制御信号
VR ロボット移動速度
Vr 移動速度
Mp 移動ピッチ
Iw,Iw1,Iw2 溶接電流
I1 電流値(第1の値)
I2 電流値(第2の値)
Rv 平均溶接効率
Vw 溶接電圧
T1 溶滴移行期間
T2 アーク継続期間
t1 パルス出力時間
Claims (7)
- 消耗電極と母材との間に、溶接電流を絶対値の平均値が第1の値であるように流す第1の工程と、上記溶接電流を絶対値の平均値が上記第1の値より小さい第2の値であるように流す第2の工程と、を交互に繰り返す制御を行う電流制御手段と、
上記電流制御手段が上記第1の工程の制御を行うときに、上記消耗電極を保持する溶接ロボットを停止させる制御を行い、上記電流制御手段が上記第2の工程の制御を行うときに上記溶接ロボットを移動させる制御を行う、ロボット制御手段と、
上記ロボット制御手段に接続され、使用者の用に供する操作手段と、
を備えたステッチパルス溶接制御装置であって、
上記第1の工程における溶接効率と、上記第2の工程における溶接効率とを用い、上記溶接ロボットが一定距離を移動する間の平均溶接効率を導出する演算手段を備えており、
上記平均溶接効率を表示可能であるとともに、
上記平均溶接効率は、上記溶接ロボットが上記一定距離を移動する間における上記溶接ロボットの平均移動速度であることを特徴とする、ステッチパルス溶接制御装置。 - 上記平均溶接効率が、上記操作手段に表示される、請求項1に記載のステッチパルス溶接制御装置。
- 上記一定距離は、上記母材に対する溶接を始めてから完了するまでの間に上記溶接ロボットが移動する距離である、請求項1または2に記載のステッチパルス溶接制御装置。
- 上記一定距離は、上記消耗電極の上記母材に対する溶接方向における移動状態に反映される1または複数の溶接条件値が一定である間に上記溶接ロボットが移動する距離である、請求項1または2に記載のステッチパルス溶接制御装置。
- 上記一定距離内には、上記消耗電極の上記母材に対する溶接方向における移動状態に反映される1または複数の溶接条件値のいずれかが異なる複数の区間が設けられている、請求項1ないし3のいずれかに記載のステッチパルス溶接制御装置。
- 上記演算手段は、上記第1の工程における溶接効率と、上記第2の工程における溶接効率とを用い、上記溶接ロボットが上記複数の区間のそれぞれを移動する間の複数の区間平均溶接効率を導出し、
上記複数の区間平均溶接効率を表示可能である、請求項5に記載のステッチパルス溶接制御装置。 - 請求項1ないし6のいずれかに記載のステッチパルス溶接制御装置と、
上記ロボット制御手段によって制御される上記溶接ロボットと、
を備えている、ステッチパルス溶接装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009286325A JP4787355B2 (ja) | 2009-12-17 | 2009-12-17 | ステッチパルス溶接制御装置およびステッチパルス溶接装置 |
| CN201010598096.8A CN102101209B (zh) | 2009-12-17 | 2010-12-15 | 针脚脉冲焊接控制装置以及针脚脉冲焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009286325A JP4787355B2 (ja) | 2009-12-17 | 2009-12-17 | ステッチパルス溶接制御装置およびステッチパルス溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011125899A JP2011125899A (ja) | 2011-06-30 |
| JP4787355B2 true JP4787355B2 (ja) | 2011-10-05 |
Family
ID=44154372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009286325A Active JP4787355B2 (ja) | 2009-12-17 | 2009-12-17 | ステッチパルス溶接制御装置およびステッチパルス溶接装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4787355B2 (ja) |
| CN (1) | CN102101209B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4995698B2 (ja) * | 2007-11-12 | 2012-08-08 | 株式会社ダイヘン | ステッチパルス溶接装置 |
| CN103801831B (zh) * | 2013-11-29 | 2015-10-28 | 金鸿灵 | 脉冲激光焊接装置及脉冲激光焊接方法 |
| JP6606960B2 (ja) | 2015-10-05 | 2019-11-20 | トヨタ紡織株式会社 | 異材接合継手及び溶接接合方法 |
| CN106239509A (zh) * | 2016-08-18 | 2016-12-21 | 佛山智能装备技术研究院 | 一种精密机器人 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05233052A (ja) * | 1992-02-20 | 1993-09-10 | Tokico Ltd | ロボットの教示装置 |
| JP2001079683A (ja) * | 1999-09-14 | 2001-03-27 | Eizo Nakade | 溶接で入熱された温度を利用し溶接施工を客観的に評価する手法 |
| JP4700212B2 (ja) * | 2001-03-30 | 2011-06-15 | 株式会社神戸製鋼所 | 溶接ロボット制御装置 |
| JP4995697B2 (ja) * | 2007-11-12 | 2012-08-08 | 株式会社ダイヘン | ステッチパルス溶接装置 |
| JP5001817B2 (ja) * | 2007-12-21 | 2012-08-15 | 株式会社ダイヘン | ステッチパルス溶接方法 |
| JP2009166076A (ja) * | 2008-01-15 | 2009-07-30 | Kobe Steel Ltd | 溶接ロボット |
-
2009
- 2009-12-17 JP JP2009286325A patent/JP4787355B2/ja active Active
-
2010
- 2010-12-15 CN CN201010598096.8A patent/CN102101209B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102101209B (zh) | 2015-04-29 |
| CN102101209A (zh) | 2011-06-22 |
| JP2011125899A (ja) | 2011-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7073067B2 (ja) | パラメータ設定のリアルタイム絵文字表現を備えたユーザインターフェース | |
| JP4787355B2 (ja) | ステッチパルス溶接制御装置およびステッチパルス溶接装置 | |
| JPH0440113B2 (ja) | ||
| JP5502414B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| TWI403380B (zh) | 針腳脈衝焊接裝置 | |
| JP5102063B2 (ja) | ステッチパルス溶接方法 | |
| TWI405636B (zh) | 針腳脈衝焊接裝置 | |
| JP5483555B2 (ja) | アーク溶接方法 | |
| TWI503197B (zh) | Arc welding method | |
| TWI440520B (zh) | 針腳脈衝焊接方法 | |
| JP4045713B2 (ja) | 自動機用溶接機 | |
| JP5990784B2 (ja) | アーク溶接方法およびアーク溶接装置 | |
| JP4704502B1 (ja) | アーク溶接方法 | |
| JP2011212707A (ja) | アーク溶接方法 | |
| JP4848036B2 (ja) | アーク溶接方法 | |
| CN110961767A (zh) | 焊接装置以及焊接方法 | |
| JP5468841B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP7162178B2 (ja) | アーク溶接方法、アーク溶接システム、および溶接電源装置の制御装置 | |
| JP5133185B2 (ja) | アーク溶接ロボット装置 | |
| JP2004148371A (ja) | 溶接システム及び溶接方法 | |
| JP2004148368A (ja) | 溶接装置及び溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110712 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4787355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140722 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |