JP4785744B2 - 自動粉体コーティングスプレーアプリケーター - Google Patents
自動粉体コーティングスプレーアプリケーター Download PDFInfo
- Publication number
- JP4785744B2 JP4785744B2 JP2006524030A JP2006524030A JP4785744B2 JP 4785744 B2 JP4785744 B2 JP 4785744B2 JP 2006524030 A JP2006524030 A JP 2006524030A JP 2006524030 A JP2006524030 A JP 2006524030A JP 4785744 B2 JP4785744 B2 JP 4785744B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- air
- spray
- gun
- spray applicator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/053—Arrangements for supplying power, e.g. charging power
- B05B5/0533—Electrodes specially adapted therefor; Arrangements of electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
- B05B5/032—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying for spraying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/08—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point
- B05B7/0807—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets
- B05B7/0815—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets with at least one gas jet intersecting a jet constituted by a liquid or a mixture containing a liquid for controlling the shape of the latter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/12—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means capable of producing different kinds of discharge, e.g. either jet or spray
Description
本発明は、包括的には、材料塗布システム、例えば限定はされないが粉体コーティング材料塗布システムに関する。より詳細には、本発明は、洗浄時間及び色交換時間を短縮し、使いやすさを改善するアプリケーターに関する。
本願は、「POWDER APPLICATOR WITH PATTERN ADJUSTMENT」として2003年8月18日に出願された係属中の米国仮特許出願第60/481,250号、「POWDER SPRAY APPLICATOR」として2003年11月18日に出願された係属中の米国仮特許出願第60/523,012号、及び「POWDER COATING MATERIAL SPRAY GUN」として2004年3月19日に出願された係属中の米国仮特許出願第60/554,655号の優先権を主張する。この引用により、上記全ての出願の全ての開示内容を、本明細書に完全に援用される。
材料塗布システムは、1つ又は複数の材料を1つ又は複数の層で物体に塗布するために用いられる。一般的な例は、粉体コーティングシステム、食品加工産業、医薬品、電子産業、及び製品組み立てに用いることができるような他の粒子材料塗布システム、絶縁保護コーティングをプリント回路基板に、又は接着剤を表面に塗布するような液体スプレーシステム、及び液体塗料スプレーシステムである。これらは、材料を物体に塗布するのに用いられる様々な多くのシステムのほんの数例にすぎない。
本発明は、粒子材料用のスプレーアプリケーターに関するいくつかの新たな態様を意図している。スプレーアプリケーターは、粒子材料の濃厚相流を用いる材料塗布システムと組み合わせると特に有用である。「濃厚相」とは、粒子流中に存在する空気が給送ホッパ等の供給源における材料を流動化するのに用いられる空気の量とほぼ同じであることを意味する。本明細書で用いる場合、「濃厚相」及び「高密度」は、空気搬送システム内の材料流の低空気体積モードという同じ概念を伝えるために用いられ、この場合、材料粒子の全てが懸濁状態で搬送されるわけではない。このような濃厚相システムでは、材料は、極めて少ない空気体積で流路に沿って押し進められ、材料は、どちらかというと流路に沿って互いに押し固まる栓の性質を帯びて、或る意味では流路内でピストンとして栓を押すようにして流れる。流路の断面が小さいほど、より低い圧力でこの移動を行わせることができる。
Claims (4)
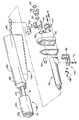
- 自動粉体コーティングスプレーアプリケーターであって、
入口端及び出口端を有する3部分ハウジングと、
前記3部分ハウジングは、後方部分、中間部分、及び前方部分を有し、
前記前方部分は、前端部を閉じるスプレーノズルと、開口後端部とを有し、
前記中間部分は、前記後方部分よりも長く、二つの開口端部を有し、
前記後方部分は、電圧倍率器を含み、開口前端部と前記電圧倍率器のためのヒートシンク板により閉じられた後端部とを有し、前記ヒートシンク板は、粉体コーティング材料コネクタ及び電気コネクタを含み、
前記中間部分の第一開口端部は、前記後方部分の前記開口前端部に保持されており、
前記中間部分の第二開口端部は、前記前方部分の前記開口後端部に保持されており、
前記入口端から前記出口端へ前記3部分ハウジングを通して延在する粉体流路と、
前記スプレーノズルに配置された帯電電極と、
前記電圧倍率器の出口から前記中間部分を通して電流制限抵抗装置へ延在する電気ケーブルとを備え、
前記電流制限抵抗装置は、前記電気ケーブルと前記帯電電極とに電気的に接続されている自動粉体コーティングスプレーアプリケーター。 - 前記スプレーアプリケーターは、前記後方部分により支持装置に取り付けられている請求項1に記載のスプレーアプリケーター。
- 前記支持装置は、ガン移動装置である請求項2に記載のスプレーアプリケーター。
- 前記3部分ハウジングは、前記入口端から前記出口端まで延在している粉体給送管によって一緒に保持されている請求項1乃至3のいずれか一項に記載のスプレーアプリケーター。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US48125003P | 2003-08-18 | 2003-08-18 | |
| US60/481,250 | 2003-08-18 | ||
| US52301203P | 2003-11-18 | 2003-11-18 | |
| US60/523,012 | 2003-11-18 | ||
| US55465504P | 2004-03-19 | 2004-03-19 | |
| US60/554,655 | 2004-03-19 | ||
| PCT/US2004/026887 WO2005018823A2 (en) | 2003-08-18 | 2004-08-18 | Spray applicator for particulate material |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007502705A JP2007502705A (ja) | 2007-02-15 |
| JP2007502705A5 JP2007502705A5 (ja) | 2007-10-04 |
| JP4785744B2 true JP4785744B2 (ja) | 2011-10-05 |
Family
ID=34222332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006524030A Expired - Fee Related JP4785744B2 (ja) | 2003-08-18 | 2004-08-18 | 自動粉体コーティングスプレーアプリケーター |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20060144963A1 (ja) |
| EP (4) | EP2179795B1 (ja) |
| JP (1) | JP4785744B2 (ja) |
| CA (1) | CA2534254A1 (ja) |
| DE (1) | DE602004025415D1 (ja) |
| WO (1) | WO2005018823A2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7150585B2 (en) | 2002-10-14 | 2006-12-19 | Nordson Corporation | Process and equipment for the conveyance of powdered material |
| US7793869B2 (en) | 2003-08-18 | 2010-09-14 | Nordson Corporation | Particulate material applicator and pump |
| EP2055391B2 (en) * | 2007-10-31 | 2022-02-09 | Nordson Corporation | Improved spray gun trigger apparatus and methods |
| US8584973B2 (en) * | 2007-10-31 | 2013-11-19 | Nordson Corporation | Powder coating gun with manually operated controls on gun |
| KR20110129444A (ko) * | 2009-03-02 | 2011-12-01 | 더 리전츠 오브 더 유니버시티 오브 캘리포니아 | 비극성 또는 반극성 (갈륨, 알루미늄, 인듐, 붕소)질소 기판들 상에 성장한 소자들 |
| DE102009013979A1 (de) | 2009-03-19 | 2010-09-23 | Dürr Systems GmbH | Elektrodenanordnung für einen elektrostatischen Zerstäuber |
| US20110259974A1 (en) * | 2009-12-04 | 2011-10-27 | Mt Industries, Inc. | Base unit for hand held skin treatment spray system |
| US20120038346A1 (en) | 2010-08-16 | 2012-02-16 | Nordson Corporation | Powder flow monitoring using grounded hoses |
| US9027506B2 (en) | 2011-05-02 | 2015-05-12 | Nordson Corporation | Dense phase powder coating system for containers |
| DE202013011934U1 (de) | 2012-04-13 | 2014-11-27 | Nordson Corporation | Pulverpistole, die zum Zuführen von einer Venturi- oder Dichtstrompumpe konfigurierbar ist |
| WO2014014502A1 (en) | 2012-07-16 | 2014-01-23 | Nordson Corporation | Powder gun configurable for supply from venturi or dense phase pump |
| UA116356C2 (uk) * | 2012-10-01 | 2018-03-12 | Грейко Міннесота Інк. | Вузол розпилювального наконечника для електростатичного розпилювача |
| EP3129153B1 (en) | 2014-04-07 | 2018-06-06 | Nordson Corporation | Feed center for dense phase system |
| EP3495292B1 (en) | 2014-05-15 | 2020-10-07 | Nordson Corporation | Dense phase pump diagnostics |
| US10661288B2 (en) * | 2014-10-27 | 2020-05-26 | Council Of Scientific & Industrial Research | Manually controlled variable coverage high range electrostatic sprayer |
| US9865373B2 (en) * | 2015-02-25 | 2018-01-09 | Te Connectivity Corporation | Electrical wire with conductive particles |
| CN106238239B (zh) * | 2016-09-27 | 2019-01-04 | 佛山职业技术学院 | 一种能够调节涂料喷出量大小的新型喷枪 |
| CN107262320B (zh) * | 2017-06-26 | 2023-08-29 | 中信戴卡股份有限公司 | 一种混线式轮毂螺栓孔自动清粉系统及组合式清粉枪 |
| WO2019109022A1 (en) * | 2017-11-30 | 2019-06-06 | Moore John R | Coating compositions for application utilizing a high transfer efficiency applicator and methods and systems thereof |
| CN114832959A (zh) * | 2022-05-19 | 2022-08-02 | 佛山展弘智能科技有限公司 | 一种高速静电粉末喷涂旋杯 |
| CN114832966B (zh) * | 2022-06-30 | 2022-09-09 | 海门市精博五金制品有限公司 | 一种可清除喷嘴挂胶的雾化喷头 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02241562A (ja) * | 1989-02-14 | 1990-09-26 | Ransburg Gema Ag | スプレー塗装装置 |
| JPH04104851A (ja) * | 1990-08-21 | 1992-04-07 | Matsuo Sangyo Kk | 静電粉体塗装ロボット用スプレーガン |
| JPH11128781A (ja) * | 1997-08-29 | 1999-05-18 | Nordson Corp | スプレガン装置 |
| JP2002523214A (ja) * | 1998-08-22 | 2002-07-30 | イーテーヴェー ゲマ アクチェンゲゼルシャフト | 物体をコーティングするスプレイガン |
| JP2003117438A (ja) * | 2001-10-13 | 2003-04-22 | Itw Gema Ag | コーティング粉末用粉末スプレイガン |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2151514A (en) * | 1934-03-17 | 1939-03-21 | Kali Forschungsanstalt Gmbh | Method of and apparatus for conveying material containing at least one expansible constituent |
| US2536300A (en) * | 1945-04-23 | 1951-01-02 | Jessie F Smith | Vacuumizer for filling machines |
| US2667280A (en) * | 1949-04-01 | 1954-01-26 | Standard Oil Dev Co | Handling finely divided solid materials |
| FR1516004A (fr) * | 1966-11-18 | 1968-03-08 | Siderurgie Fse Inst Rech | Dispositif de transport pneumatique d'un produit pulvérulent |
| US3517262A (en) * | 1966-12-27 | 1970-06-23 | Ransburg Electro Coating Corp | Component connecting means for electrostatic spray apparatus |
| US3531903A (en) | 1968-03-27 | 1970-10-06 | Nat Steel Corp | Composite structure including hollow rivet shear connector and method of forming the same |
| GB1248614A (en) * | 1968-10-02 | 1971-10-06 | Nat Res Dev | Apparatus for the conveyance of cohesive particulate material |
| SE386841B (sv) * | 1973-04-19 | 1976-08-23 | Atlas Copco Ab | Elektrostatisk fergspruta |
| US3932065A (en) * | 1973-07-26 | 1976-01-13 | Coulter Electronics, Inc. | Pneumatically controlled liquid transfer system |
| GB1452561A (en) * | 1973-11-16 | 1976-10-13 | Fogt Indmasch | Apparatus for pumping wet concrete |
| DE2412131C3 (de) * | 1974-03-13 | 1982-07-15 | Ernst Mueller Gmbh & Co, 7057 Winnenden | Vorrichtung zum elektrostatischen Überziehen von Gegenständen mit flüssigem oder pulverförmigem Überzugsmaterial |
| DE2446022C3 (de) * | 1974-09-26 | 1985-10-24 | ESB Elektrostatische Spritz- und Beflockungsgesellschaft G.F. Vöhringer GmbH, 7758 Meersburg | Vorrichtung zum elektrostatischen Beschichten von Gegenständen mit flüssigem oder pulverförmigem Beschichtungsmaterial |
| US4258655A (en) * | 1976-04-21 | 1981-03-31 | Caterpillar Tractor Co. | Electrostatic spray apparatus |
| ES517085A0 (es) | 1982-11-03 | 1983-10-16 | Fusco Lupo Jose De | Perfeccionamientos introducidos en pistolas electrostaticas. |
| US4576827A (en) * | 1984-04-23 | 1986-03-18 | Nordson Corporation | Electrostatic spray coating system |
| US4598871A (en) † | 1984-05-10 | 1986-07-08 | Nordson Corporation | Multiple process electrostatic spray gun having integral power supply |
| US4739935A (en) * | 1986-03-12 | 1988-04-26 | Nordson Corporation | Flexible voltage cable for electrostatic spray gun |
| US4824026A (en) † | 1986-08-06 | 1989-04-25 | Toyota Jidosha Kabushiki Kaisha And Ransburg-Gema K.K. | Air atomizing electrostatic coating gun |
| US4893966A (en) * | 1987-07-07 | 1990-01-16 | Franz Roehl | Lock apparatus for introducing dry granular materials into a pneumatic conveying conduit and spray gun for such materials |
| US5209405A (en) * | 1991-04-19 | 1993-05-11 | Ransburg Corporation | Baffle for hvlp paint spray gun |
| US5252037A (en) * | 1992-07-30 | 1993-10-12 | Aseptic Technology Engineering Co. | Piston valved vertical pump for particulate materials |
| US5351903A (en) | 1993-04-06 | 1994-10-04 | Russell Mazakas | Electrostatic powder paint gun with trigger control variable voltage |
| DE4312262A1 (de) † | 1993-04-15 | 1994-10-20 | Gema Volstatic Ag | Elektrostatische Sprühvorrichtung |
| US5743958A (en) * | 1993-05-25 | 1998-04-28 | Nordson Corporation | Vehicle powder coating system |
| JPH07172575A (ja) * | 1993-12-17 | 1995-07-11 | Nordson Kk | 粉粒体の供給搬送方法 |
| EP0680790A3 (en) * | 1994-04-05 | 1996-06-12 | Ransburg Corp | Powder nozzle. |
| DE4418288A1 (de) † | 1994-05-26 | 1995-11-30 | Gema Volstatic Ag | Elektrostatische Sprühvorrichtung |
| US5620138A (en) * | 1994-11-09 | 1997-04-15 | Nordson Corporation | Powder coating gun mounted diffuser and air cooled heat sink in combination with low flow powder pump improvements |
| DE19514147A1 (de) † | 1995-04-15 | 1996-10-17 | Gema Volstatic Ag | Pulver-Sprühpistole für Beschichtungspulver |
| US5700323A (en) * | 1995-11-06 | 1997-12-23 | Nordson Corporation | Anti-contamination valve for powder delivery system |
| DE19546970B4 (de) † | 1995-12-15 | 2006-08-17 | Itw Gema Ag | Pulversprühvorrichtung zur elektrostatischen Sprühbeschichtung |
| DE19621072A1 (de) † | 1996-05-24 | 1997-11-27 | Gema Volstatic Ag | Elektrostatische Sprühvorrichtung |
| CA2269626C (en) * | 1996-10-22 | 2007-01-30 | Frederic Dietrich | Pneumatically conveying powdery substances |
| US5788728A (en) * | 1996-12-03 | 1998-08-04 | Nordson Corporation | Powder coating booth with improved cyclone separator |
| US5908162A (en) † | 1998-02-25 | 1999-06-01 | Nordson Corporation | Spray gun having an anti-back-ionization probe with a control system therefor |
| US20030080220A1 (en) * | 1999-09-16 | 2003-05-01 | Mather Brian D. | Powder spray gun with inline angle spray nozzle |
| US6478242B1 (en) * | 1999-09-16 | 2002-11-12 | Nordson Corporation | Powder spray gun |
| DE19959473A1 (de) * | 1999-12-10 | 2001-06-13 | Frederic Dietrich | Vorrichtung und Verfahren zum pneumatischen Fördern pulverförmiger Stoffe sowie Verwendung der Vorrichtung |
| US6669112B2 (en) * | 2001-04-11 | 2003-12-30 | Illinois Tool Works, Inc. | Air assisted spray system with an improved air cap |
| US20030006321A1 (en) † | 2001-07-06 | 2003-01-09 | Mather Brian D. | Tubular voltage multiplier powder gun |
| DE10138917A1 (de) * | 2001-08-08 | 2003-03-06 | Itw Gema Ag | Pulversprühbeschichtungsvorrichtung |
| DE10147858A1 (de) † | 2001-09-27 | 2003-04-30 | Itw Gema Ag | Spritzbeschichtungsvorrichtung |
| US7150585B2 (en) * | 2002-10-14 | 2006-12-19 | Nordson Corporation | Process and equipment for the conveyance of powdered material |
| DE102004007967A1 (de) * | 2004-02-18 | 2005-09-08 | Dürr Systems GmbH | Pulverförderpumpe und zugehöriges Betriebsverfahren |
-
2004
- 2004-08-18 EP EP10000682A patent/EP2179795B1/en not_active Expired - Fee Related
- 2004-08-18 WO PCT/US2004/026887 patent/WO2005018823A2/en active Application Filing
- 2004-08-18 DE DE602004025415T patent/DE602004025415D1/de active Active
- 2004-08-18 EP EP04781547.7A patent/EP1658142B2/en not_active Expired - Fee Related
- 2004-08-18 CA CA002534254A patent/CA2534254A1/en not_active Abandoned
- 2004-08-18 EP EP10179872A patent/EP2314379A1/en not_active Withdrawn
- 2004-08-18 EP EP10179879.1A patent/EP2319626B1/en not_active Revoked
- 2004-08-18 JP JP2006524030A patent/JP4785744B2/ja not_active Expired - Fee Related
- 2004-08-18 US US10/515,400 patent/US20060144963A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02241562A (ja) * | 1989-02-14 | 1990-09-26 | Ransburg Gema Ag | スプレー塗装装置 |
| JPH04104851A (ja) * | 1990-08-21 | 1992-04-07 | Matsuo Sangyo Kk | 静電粉体塗装ロボット用スプレーガン |
| JPH11128781A (ja) * | 1997-08-29 | 1999-05-18 | Nordson Corp | スプレガン装置 |
| JP2002523214A (ja) * | 1998-08-22 | 2002-07-30 | イーテーヴェー ゲマ アクチェンゲゼルシャフト | 物体をコーティングするスプレイガン |
| JP2003117438A (ja) * | 2001-10-13 | 2003-04-22 | Itw Gema Ag | コーティング粉末用粉末スプレイガン |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2179795A1 (en) | 2010-04-28 |
| WO2005018823A3 (en) | 2005-09-22 |
| EP2319626B1 (en) | 2013-10-30 |
| DE602004025415D1 (de) | 2010-03-25 |
| WO2005018823A2 (en) | 2005-03-03 |
| EP1658142B1 (en) | 2010-02-03 |
| CA2534254A1 (en) | 2005-03-03 |
| EP2179795B1 (en) | 2012-06-06 |
| EP1658142B2 (en) | 2014-10-22 |
| JP2007502705A (ja) | 2007-02-15 |
| EP2314379A1 (en) | 2011-04-27 |
| EP2319626A1 (en) | 2011-05-11 |
| EP1658142A2 (en) | 2006-05-24 |
| US20060144963A1 (en) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4785744B2 (ja) | 自動粉体コーティングスプレーアプリケーター | |
| JP2006334589A (ja) | 粒子材料アプリケータ及びポンプ | |
| JP6018180B2 (ja) | 容器の濃厚相粉体コーティングシステム | |
| US4294411A (en) | Electrostatic spray gun | |
| US5725154A (en) | Dense fluid spray cleaning method and apparatus | |
| JPH07185408A (ja) | 手持ちスプレーガン | |
| WO2006033813A2 (en) | Improved particulate material application system | |
| US11958067B2 (en) | Powder gun configurable for supply from venturi or dense phase pump | |
| JPH05111648A (ja) | 新規な噴霧システム | |
| US4634058A (en) | Powder spray gun | |
| EP0611603B1 (en) | Electrostatic powder spray gun | |
| US3617000A (en) | Spray gun for applying solid particles | |
| TW201436879A (zh) | 用於整合式手持紋理噴塗器之壓力輔助料斗 | |
| WO2014116957A2 (en) | Air control trigger for integrated handheld texture sprayer | |
| US9700906B2 (en) | Spray coating device for coating material | |
| JPH08332419A (ja) | スプレーガン拡散装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070817 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110620 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110712 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4785744 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140722 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |