JP4777210B2 - 光学素子の製造方法および光学素子 - Google Patents
光学素子の製造方法および光学素子 Download PDFInfo
- Publication number
- JP4777210B2 JP4777210B2 JP2006278229A JP2006278229A JP4777210B2 JP 4777210 B2 JP4777210 B2 JP 4777210B2 JP 2006278229 A JP2006278229 A JP 2006278229A JP 2006278229 A JP2006278229 A JP 2006278229A JP 4777210 B2 JP4777210 B2 JP 4777210B2
- Authority
- JP
- Japan
- Prior art keywords
- optical element
- mold
- optical
- surface roughness
- effective portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Surface Treatment Of Glass (AREA)
- Optical Elements Other Than Lenses (AREA)
Description
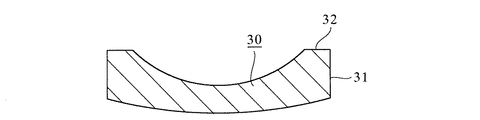
前記光学素子の非光学有効部分を成形する前記金型の転写面は、前記転写面の円周方向における表面粗さと、光軸方向または径方向における表面粗さとの間に以下の2式で表わされる関係が成立していることを特徴とする。
0.01≦Ra(1)/Ra(2)≦0.8
0.01μm≦Ra(1)≦0.5μm
ここで、Ra(1):円周方向に測定した表面粗さRa
Ra(2):光軸方向または径方向に測定した表面粗さRa
実施例1と同様のプレス成形型において、胴型の内側表面の表面粗さが光軸方向にRa(2)=0.7μm、円周方向にRa(1)=0.009μm、0.01μm、0.5μm、0.6μmにそれぞれ加工された胴型サンプルS1〜S4を用意した。

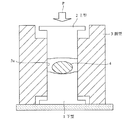
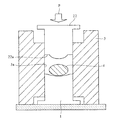
2 上型
3 胴型
3a 内側表面
10 光学素子
22 上駒
22a フラット部
Claims (4)
- 上型、下型及び胴型からなる金型を用いたモールド成形によって光学素子を形成する光学素子の製造方法において、
前記光学素子の非光学有効部分を成形する前記金型の転写面は、前記転写面の円周方向における表面粗さと、光軸方向または径方向における表面粗さとの間に以下の2式で表わされる関係が成立していることを特徴とする光学素子の製造方法。
0.01≦Ra(1)/Ra(2)≦0.8
0.01μm≦Ra(1)≦0.5μm
ここで、Ra(1):円周方向に測定した表面粗さRa
Ra(2):光軸方向または径方向に測定した表面粗さRa - 請求項1に記載の方法で製造した光学素子の非光学有効部分に、黒色塗料を塗布することを特徴とする光学素子の製造方法。
- 成形素材をモールド成形することにより形成され、光学有効部分の外側に非光学有効部分を備えた光学素子において、前記非光学有効部分の円周方向における表面粗さと、光軸方向または径方向における表面粗さとの間に以下の2式で表わされる関係が成立することを特徴とする光学素子。
0.01≦Ra(1)/Ra(2)≦0.8
0.01μm≦Ra(1)≦0.5μm
ここで、Ra(1):円周方向に測定した表面粗さRa
Ra(2):光軸方向または径方向に測定した表面粗さRa - 光学有効部分の外側に非光学有効部分を備えた光学素子において、前記非光学有効部分の円周方向における表面粗さと、光軸方向または径方向における表面粗さとの間に以下の2式で表わされる関係が成立し、前記非光学有効部分には黒色塗料が塗布されていることを特徴とする光学素子。
0.01≦Ra(1)/Ra(2)≦0.8
0.01μm≦Ra(1)≦0.5μm
ここで、Ra(1):円周方向に測定した表面粗さRa
Ra(2):光軸方向または径方向に測定した表面粗さRa
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006278229A JP4777210B2 (ja) | 2006-10-12 | 2006-10-12 | 光学素子の製造方法および光学素子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006278229A JP4777210B2 (ja) | 2006-10-12 | 2006-10-12 | 光学素子の製造方法および光学素子 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008094658A JP2008094658A (ja) | 2008-04-24 |
| JP2008094658A5 JP2008094658A5 (ja) | 2009-11-26 |
| JP4777210B2 true JP4777210B2 (ja) | 2011-09-21 |
Family
ID=39377892
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006278229A Active JP4777210B2 (ja) | 2006-10-12 | 2006-10-12 | 光学素子の製造方法および光学素子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4777210B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8390930B2 (en) | 2008-11-20 | 2013-03-05 | Omnivision Technologies, Inc. | Optical element and manufacture method thereof |
| WO2014050602A1 (ja) * | 2012-09-29 | 2014-04-03 | コニカミノルタ株式会社 | レンズ及び成形金型 |
| JP6609422B2 (ja) * | 2015-05-25 | 2019-11-20 | オリンパス株式会社 | 光学素子成形用型セット、及び、光学素子の製造方法 |
| US11785323B1 (en) | 2022-05-27 | 2023-10-10 | Samsung Electronics Co., Ltd. | Camera module including refractive member and electronic device including refractive member |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6461328A (en) * | 1987-09-02 | 1989-03-08 | Olympus Optical Co | Glass lens and device for forming thereof |
| JP2001052333A (ja) * | 1999-08-09 | 2001-02-23 | Fuji Electric Co Ltd | 磁気記録媒体のプラスチック製ディスク基板およびその成形金型 |
| JP2007296839A (ja) * | 2006-04-06 | 2007-11-15 | Fuji Xerox Co Ltd | 円筒状芯体および円筒状芯体を用いた無端ベルトの製造方法 |
-
2006
- 2006-10-12 JP JP2006278229A patent/JP4777210B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008094658A (ja) | 2008-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5963099B2 (ja) | プラスチックレンズ | |
| US6551530B2 (en) | Method of forming a hybrid lens | |
| JP2008175992A (ja) | 光学素子および光学ユニット | |
| JP4777210B2 (ja) | 光学素子の製造方法および光学素子 | |
| JP2019120725A (ja) | レンズユニット及び金型の製造方法 | |
| US7415842B2 (en) | Optical glass element and manufacturing method thereof | |
| JP2009040642A (ja) | 光学素子及びその製造方法 | |
| US7764446B2 (en) | Bonded optical element | |
| US6829109B2 (en) | Holder-mounted optical element | |
| JP4949860B2 (ja) | 光学レンズの製造方法 | |
| JP4207819B2 (ja) | 非球面光学素子の製作方法 | |
| WO2016051619A1 (ja) | 光学レンズ | |
| US20200132885A1 (en) | Optical element with antireflection structure, mold for manufacturing, method of manufacturing optical element with antireflection structure, and imaging apparatus | |
| WO2019189919A1 (ja) | 光学素子、光学系、および撮像装置 | |
| JP4744352B2 (ja) | 複合光学素子の製造方法 | |
| JP2007039262A (ja) | モールド型光学素子及びそれを有する光学系 | |
| TWI402608B (zh) | 光圈及其製作方法 | |
| JP4168705B2 (ja) | 光学素子及びこれを成形するための金型 | |
| JP2019012112A (ja) | プラスチックレンズの製造方法 | |
| JP2007297229A (ja) | 光学素子の製造方法 | |
| US8418516B2 (en) | Manufacturing method for optical element | |
| JP2011201739A (ja) | ガラスモールド用プリフォーム材 | |
| JP3230164B2 (ja) | ガラス成形レンズ及びガラスレンズ成形用型 | |
| JP2006126336A (ja) | レンズ及びその製造方法 | |
| JP2002097025A (ja) | 光学素子成形用素材およびこれを用いた光学素子成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091013 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110405 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110628 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4777210 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140708 Year of fee payment: 3 |