JP4706175B2 - ペースト付与装置および電子部品の製造方法 - Google Patents
ペースト付与装置および電子部品の製造方法 Download PDFInfo
- Publication number
- JP4706175B2 JP4706175B2 JP2004051284A JP2004051284A JP4706175B2 JP 4706175 B2 JP4706175 B2 JP 4706175B2 JP 2004051284 A JP2004051284 A JP 2004051284A JP 2004051284 A JP2004051284 A JP 2004051284A JP 4706175 B2 JP4706175 B2 JP 4706175B2
- Authority
- JP
- Japan
- Prior art keywords
- paste
- slit
- width
- electronic component
- penetrating region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 230000000149 penetrating effect Effects 0.000 claims description 65
- 239000003990 capacitor Substances 0.000 description 46
- 102100025490 Slit homolog 1 protein Human genes 0.000 description 21
- 101710123186 Slit homolog 1 protein Proteins 0.000 description 21
- 238000000034 method Methods 0.000 description 14
- 238000000605 extraction Methods 0.000 description 12
- 238000007747 plating Methods 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 102100027340 Slit homolog 2 protein Human genes 0.000 description 1
- 101710133576 Slit homolog 2 protein Proteins 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images












Description
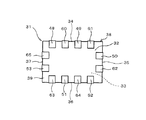
なお、外部端子電極48〜53および60〜65は、それぞれ、側面34〜37上だけでなく、両主面32、33の各一部にまで延びるように形成されている。
側面および主面を有する電子部品の表面にペーストを付与するために用いられるペースト付与装置において、
所定の位置にペーストが通過するスリットが配設され、スリットの幅方向略中央に、スリットの長手方向に沿って前記スリットの一端から他端に至るように、かつ、ペーストが付与される面との間に所定の間隔が確保されるように、ペーストの通過量を抑制するための帯状の不貫通領域が、一つのスリットに対して一つ配設され、一つのスリットが前記不貫通領域と、前記不貫通領域の幅方向両側に位置する一対の貫通領域を備えるとともに、前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、W≦{(Ws−W)/2}の要件を満たすように構成されたスリット板と、
シリンダおよびピストンを備えており、前記シリンダ内のペーストを前記ピストンにより加圧することによって前記スリット板の前記スリットを介してペーストを供給し、前記主面の一部に回り込むようにして電子部品の所定の領域にペーストを付与するペースト供給手段と、
を具備することを特徴としている。
前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、
{(Ws−W)/4}≦W≦{(Ws−W)/2}
の要件を満たすことを特徴としている。
前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、
{(Ws−W)/4}≦W≦{(Ws−W)/2}
の要件を満たすスリットを備えたスリット板を用いることを特徴としている。
その結果、電子部品にペーストを付与した場合に、ペーストパターンの幅方向中央部の厚みが大きくなりすぎることを防止することが可能になるとともに、幅方向両端部の厚みを大きくすることが可能になり、全体的な厚みのばらつきの少ないペーストパターンを確実に形成することが可能になる。
したがって、本願発明のペースト付与装置を、内部電極の引き出し部が露出した端面への外部電極の形成に用いた場合に、外部電極の付与位置にいくらかの位置ずれがあるような場合にも、内部電極の引き出し部が露出することを防止して、製造工程におけるめっき液の浸入や、使用時における水分の浸入などを抑制、防止することが可能になり、信頼性の高い電子部品を効率よく製造することが可能になる。
の要件を満たすようにした場合、より確実に、必要なペースト供給量を確保しつつ、ペーストパターンの幅方向中央部の厚みが大きくなりすぎることを防止するとともに、幅方向両端部の厚みを確保することが可能になり、本願発明をさらに実効あらしめることが可能になる。
したがって、本願発明を適用することにより、少なくとも一つの側面に複数の外部電極を備えた構造を有する電子部品を効率よく製造することが可能になる。
その結果、電子部品にペーストを付与した場合に、ペーストパターンの幅方向中央部の厚みが大きくなりすぎることを防止することが可能になるとともに、幅方向両端部の厚みを大きくすることが可能になり、全体的な厚みのばらつきの少ないペーストパターンを確実に形成することが可能になる。
したがって、本願発明のペースト付与装置を、内部電極の引き出し部が露出した端面への外部電極の形成に用いた場合に、外部電極の付与位置にいくらかの位置ずれがあるような場合にも、内部電極の引き出し部が露出することを防止して、製造工程におけるめっき液の浸入や、使用時における水分の浸入などを抑制、防止することが可能になり、信頼性の高い電子部品を効率よく製造することが可能になる。
したがって、本願発明を適用することにより、少なくとも一つの側面に複数の外部電極を備えた構造を有する電子部品を効率よく製造することが可能になる。
なお、この実施例においてペーストの付与対象物となる積層コンデンサ31(コンデンサ本体38)の基本構成は、図7〜図10に示した積層コンデンサと同様であることから、当該図面に基づく説明を援用して説明を省略し、ここではこの積層コンデンサを製造するにあたって用いたペースト付与装置および電子部品の製造方法について詳しく説明する。
なお、図2は概略構成であるため、コンデンサ本体38に対応するスリット1を1つとしているが、実際には図11に示すように、スリット1は複数存在している。
なお、不貫通領域3と、ペーストが塗布される面(電子部品の表面)との間に所定の間隔G(この実施例では0.05mm)が確保されるように構成されている。不貫通領域3とペーストが塗布される面(電子部品の表面)Fとの間に間隔Gが確保されるようにするためには、例えば、図3(b)に示すように、不貫通領域3を備えた板状部材2aと、不貫通孔領域を備えていない板状部材2bを積層する方法、あるいは、特に図示しないが、スリットを形成した一枚の板状部材をエッチングして、不貫通領域3と、ペーストが塗布される面との間に間隔Gを形成する方法などが例示される。ただし、本願発明において、間隔Gを形成する方法に特別の制約はない。
なお、表1に示すように、スリット1の幅Wsは、0.3〜0.5mmの範囲で変化させ、不貫通領域3の幅Wは、0.1〜0.2mmの範囲で変化させた。

なお、表1において、最大厚は、塗布された導電ペーストの、幅方向(図4の矢印Bの方向)における最大の厚みを有する部分の厚みを示す。
また、端部厚は、塗布された導電ペーストの、幅方向両端部から、0.005mm中央寄りの位置の厚みの平均値を示す。
また、試料番号4の場合でも、不貫通領域のない試料番号6に比べて最大厚が抑えられていることがわかる。
図4に示すように、本願発明の要件を備えたスリット板を用いることにより、電子部品本体38に付与される電極パターン11の幅方向中央部11aの厚みが大きくなりすぎることを抑えつつ、幅方向端部11bの厚みを確保することが可能になる。
したがって、電極パターン11の付与位置に、いくらか位置ずれが生じた場合や、電子部品(コンデンサ本体)38の内部電極引き出し部14の端部14aが、電極パターン11に覆われた領域の外縁に近い場合にも、外部電極(焼き付け後の電極パターン11)にニッケルめっきやSnめっきを行う工程で、電子部品(コンデンサ本体)38の内部にめっき液が浸入したり、使用中に電子部品(コンデンサ本体)38の内部に水分が浸入することを防止して、信頼性の高い製品(この実施例では積層コンデンサ)を得ることが可能になる。
なお、本願発明の要件である、W≦{(Ws−W)/2}の要件は、スリット1の不貫通領域3の幅Wが、スリット1の幅Wsから不貫通領域3の幅Wを差し引いた値(Ws−W)(=貫通領域の幅)の1/2を超えない範囲で不貫通領域3を設けることを要件とするものであるが、不貫通領域3の幅Wがスリット1の幅Wsに対して小さくなりすぎると、ペーストの通過を抑制する効果が小さくなるので、不貫通領域3の幅Wと、スリット1の幅Wsとの関係は、スリット1の不貫通領域3の幅Wが、スリット1の幅Wsから不貫通領域3の幅Wを差し引いた値(Ws−W)(=貫通領域の幅)の1/4未満にならないこと、すなわち、{(Ws−W)/4}≦W≦{(Ws−W)/2}の要件を満たすことが望ましい。
本願発明はさらに他の電子部品にも適用することが可能である。
2 スリット板
2a 不貫通領域を備えた板状部材
2b 不貫通領域を備えない板状部材
3 不貫通領域(通過量抑制部)
11 電極パターン
11a 電極パターンの幅方向中央部
11b 電極パターンの幅方向端部
14 内部電極引き出し部
14a 内部電極引き出し部の端部
20 ペースト
21 ペースト槽
22 シリンダ
23 ピストン
24 ペースト供給手段
25 一つの誘電体層
26 内部電極
27 素体
28 外部電極
29a,29b,29c,29d 複数の積層コンデンサ
30 ペースト付与装置
31 積層コンデンサ
38 コンデンサ本体(電子部品)
48,49,50,51,52,53 外部端子電極
60,61,62,63,64,65 外部端子電極
A スリットの長さ方向を示す矢印
B スリットの幅方向を示す矢印
F ペーストが塗布される面(電子部品の表面)
G 不貫通領域と電子部品の導電ペースト塗布面との間隔
W 不貫通領域の幅
Ws スリットの幅
Claims (6)
- 側面および主面を有する電子部品の表面にペーストを付与するために用いられるペースト付与装置において、
所定の位置にペーストが通過するスリットが配設され、スリットの幅方向略中央に、スリットの長手方向に沿って前記スリットの一端から他端に至るように、かつ、ペーストが付与される面との間に所定の間隔が確保されるように、ペーストの通過量を抑制するための帯状の不貫通領域が、一つのスリットに対して一つ配設され、一つのスリットが前記不貫通領域と、前記不貫通領域の幅方向両側に位置する一対の貫通領域を備えるとともに、前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、W≦{(Ws−W)/2}の要件を満たすように構成されたスリット板と、
シリンダおよびピストンを備えており、前記シリンダ内のペーストを前記ピストンにより加圧することによって前記スリット板の前記スリットを介してペーストを供給し、前記主面の一部に回り込むようにして電子部品の所定の領域にペーストを付与するペースト供給手段と、
を具備することを特徴とするペースト付与装置。 - 前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、
{(Ws−W)/4}≦W≦{(Ws−W)/2}
の要件を満たすことを特徴とする請求項1記載のペースト付与装置。 - 前記電子部品が、少なくとも一つの側面に複数の外部電極を備えた構造を有するものであり、前記ペーストが、前記外部電極形成用の導電ペーストであることを特徴とする請求項1または2記載のペースト付与装置。
- 所定の位置にペーストが通過するスリットが配設され、スリットの幅方向略中央に、スリットの長手方向に沿って前記スリットの一端から他端に至るように、かつ、ペーストが付与される面との間に所定の間隔が確保されるように、ペーストの通過量を抑制するための不貫通領域が、一つのスリットに対して一つ配設され、一つのスリットが前記不貫通領域と、前記不貫通領域の幅方向両側に位置する一対の貫通領域を備えるとともに、前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、W≦{(Ws−W)/2}の要件を満たすように構成されたスリット板と、シリンダおよびピストンを備えたペースト供給手段とを用い、前記シリンダ内のペーストを前記ピストンにより加圧して前記スリットからペーストを供給することにより、電子部品の表面の所定の領域にペーストを付与する工程を具備することを特徴とする電子部品の製造方法。
- 前記不貫通領域の幅Wが、前記スリットの幅Wsとの関係において、
{(Ws−W)/4}≦W≦{(Ws−W)/2}
の要件を満たすスリットを備えたスリット板を用いることを特徴とする請求項4記載のペースト付与装置。 - 前記電子部品が、少なくとも一つの側面に複数の外部電極を備えた構造を有するものであり、前記ペーストが、前記外部電極形成用の導電ペーストであることを特徴とする請求項4または5記載の電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004051284A JP4706175B2 (ja) | 2004-02-26 | 2004-02-26 | ペースト付与装置および電子部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004051284A JP4706175B2 (ja) | 2004-02-26 | 2004-02-26 | ペースト付与装置および電子部品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005238285A JP2005238285A (ja) | 2005-09-08 |
| JP2005238285A5 JP2005238285A5 (ja) | 2007-04-05 |
| JP4706175B2 true JP4706175B2 (ja) | 2011-06-22 |
Family
ID=35020567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004051284A Expired - Lifetime JP4706175B2 (ja) | 2004-02-26 | 2004-02-26 | ペースト付与装置および電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4706175B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130052875A (ko) * | 2011-11-14 | 2013-05-23 | 삼성전기주식회사 | 적층 세라믹 전자부품 및 그 제조방법 |
| KR20130085646A (ko) * | 2012-01-20 | 2013-07-30 | 삼성전기주식회사 | 용융솔더 사출헤드 |
| JP5689143B2 (ja) * | 2013-03-19 | 2015-03-25 | 太陽誘電株式会社 | 低背型積層セラミックコンデンサ |
| JP7238607B2 (ja) * | 2019-05-31 | 2023-03-14 | 株式会社村田製作所 | 電子部品の製造方法および導電性ペースト塗布装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0362917A (ja) * | 1989-07-31 | 1991-03-19 | Murata Mfg Co Ltd | 電子部品の電極形成方法 |
| JPH09162084A (ja) * | 1995-12-12 | 1997-06-20 | Murata Mfg Co Ltd | 電子部品の製造方法 |
| JP2000340451A (ja) * | 1999-05-27 | 2000-12-08 | Murata Mfg Co Ltd | 電子部品の製造方法および製造装置 |
| JP2002151367A (ja) * | 2000-11-13 | 2002-05-24 | Murata Mfg Co Ltd | 電子部品の製造装置および電子部品の製造方法 |
| JP2002343691A (ja) * | 2001-05-17 | 2002-11-29 | Murata Mfg Co Ltd | 電子部品へのペースト付与装置およびペースト付与方法 |
-
2004
- 2004-02-26 JP JP2004051284A patent/JP4706175B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0362917A (ja) * | 1989-07-31 | 1991-03-19 | Murata Mfg Co Ltd | 電子部品の電極形成方法 |
| JPH09162084A (ja) * | 1995-12-12 | 1997-06-20 | Murata Mfg Co Ltd | 電子部品の製造方法 |
| JP2000340451A (ja) * | 1999-05-27 | 2000-12-08 | Murata Mfg Co Ltd | 電子部品の製造方法および製造装置 |
| JP2002151367A (ja) * | 2000-11-13 | 2002-05-24 | Murata Mfg Co Ltd | 電子部品の製造装置および電子部品の製造方法 |
| JP2002343691A (ja) * | 2001-05-17 | 2002-11-29 | Murata Mfg Co Ltd | 電子部品へのペースト付与装置およびペースト付与方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005238285A (ja) | 2005-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI255475B (en) | Multilayer capacitor | |
| JP6048759B2 (ja) | 積層型インダクタ及びその製造方法 | |
| US7495884B2 (en) | Multilayer capacitor | |
| JP4332634B2 (ja) | 積層型電子部品 | |
| JP4996036B2 (ja) | めっき端子 | |
| JP4400583B2 (ja) | 積層コンデンサ及びその製造方法 | |
| JP4354475B2 (ja) | 積層コンデンサ | |
| JP4433204B2 (ja) | 積層セラミックコンデンサ | |
| US6590486B2 (en) | Multilayer inductor | |
| JP4407836B2 (ja) | 積層セラミックコンデンサ | |
| US9934905B2 (en) | Method of manufacturing multilayer board, multilayer board, and electromagnet | |
| JP5223821B2 (ja) | 積層型電子部品 | |
| JP4375006B2 (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| JP4146858B2 (ja) | 積層コンデンサ | |
| JP4649847B2 (ja) | チップ型電子部品 | |
| JP4924698B2 (ja) | 電子部品実装構造 | |
| JP4706175B2 (ja) | ペースト付与装置および電子部品の製造方法 | |
| JP2005238285A5 (ja) | ||
| JP4539440B2 (ja) | 積層コンデンサの実装構造 | |
| JP5141715B2 (ja) | 積層コンデンサ | |
| JP6675933B2 (ja) | 積層コイル部品 | |
| JP2005223280A (ja) | チップ型電子部品及びその製造方法 | |
| JP4697313B2 (ja) | 積層コンデンサ及びその製造方法 | |
| JPH0660114U (ja) | 積層チップインダクタ | |
| JP2001358034A (ja) | チップ型多連電子部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100506 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101214 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20101221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4706175 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |