JP4700612B2 - 一体化された膜電極組立体およびその作製方法 - Google Patents
一体化された膜電極組立体およびその作製方法 Download PDFInfo
- Publication number
- JP4700612B2 JP4700612B2 JP2006524935A JP2006524935A JP4700612B2 JP 4700612 B2 JP4700612 B2 JP 4700612B2 JP 2006524935 A JP2006524935 A JP 2006524935A JP 2006524935 A JP2006524935 A JP 2006524935A JP 4700612 B2 JP4700612 B2 JP 4700612B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- polymer
- gas diffusion
- sealing
- diffusion backing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1004—Fuel cells with solid electrolytes characterised by membrane-electrode assemblies [MEA]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B9/00—Cells or assemblies of cells; Constructional parts of cells; Assemblies of constructional parts, e.g. electrode-diaphragm assemblies; Process-related cell features
- C25B9/17—Cells comprising dimensionally-stable non-movable electrodes; Assemblies of constructional parts thereof
- C25B9/19—Cells comprising dimensionally-stable non-movable electrodes; Assemblies of constructional parts thereof with diaphragms
- C25B9/23—Cells comprising dimensionally-stable non-movable electrodes; Assemblies of constructional parts thereof with diaphragms comprising ion-exchange membranes in or on which electrode material is embedded
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/90—Selection of catalytic material
- H01M4/92—Metals of platinum group
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0273—Sealing or supporting means around electrodes, matrices or membranes with sealing or supporting means in the form of a frame
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0284—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1016—Fuel cells with solid electrolytes characterised by the electrolyte material
- H01M8/1018—Polymeric electrolyte materials
- H01M8/102—Polymeric electrolyte materials characterised by the chemical structure of the main chain of the ion-conducting polymer
- H01M8/1023—Polymeric electrolyte materials characterised by the chemical structure of the main chain of the ion-conducting polymer having only carbon, e.g. polyarylenes, polystyrenes or polybutadiene-styrenes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1016—Fuel cells with solid electrolytes characterised by the electrolyte material
- H01M8/1018—Polymeric electrolyte materials
- H01M8/1039—Polymeric electrolyte materials halogenated, e.g. sulfonated polyvinylidene fluorides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/242—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes comprising framed electrodes or intermediary frame-like gaskets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2300/00—Electrolytes
- H01M2300/0017—Non-aqueous electrolytes
- H01M2300/0065—Solid electrolytes
- H01M2300/0082—Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8605—Porous electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0282—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
- H01M8/248—Means for compression of the fuel cell stacks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/4911—Electric battery cell making including sealing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49114—Electric battery cell making including adhesively bonding
Landscapes
- Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Fuel Cell (AREA)
- Hybrid Cells (AREA)
Description
(a)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第1の多孔質ガス拡散バッキング層、
(b)第1および第2のガス拡散バッキング層の外側端部内に外側端部を有する高分子電解質膜、
(c)前記第1の拡散バッキング層と前記高分子電解質膜の間に配置される第1の電極触媒層であって、前記電極触媒層が前記高分子電解質膜表面と実質的に同延である第1の電極触媒層、
(d)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第2の多孔質ガス拡散バッキング層、
(e)前記第2の拡散バッキング層と前記高分子電解質膜の間に配置される第2の電極触媒層であって、前記電極触媒層が前記高分子電解質膜表面と実質的に同延であり、第2のガス拡散バッキングと高分子電解質膜の界面に存在する第2の電極触媒層、
(f)その絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐように、一体化された膜電極組立体内に配置され、高分子電解質膜の外側端部が前記絶縁層の内側端部とが重ね合わされている少なくとも1つのフレーム成形された絶縁層、並びに、
(g)高分子電解質膜の外側端部を包囲する流体不浸透性高分子シール、
を含んでなる。
(a)順番に、シーリング端部と第1および第2の表面を有する第1のガス拡散バッキング層、第1の電極触媒層、外側端部を有する高分子電解質膜、第2の電極触媒層、並びにシーリング端部と第1および第2の表面を有する第2のガス拡散バッキング層を含んでなり、
さらに、内側および外側端部を有する第1および第2のフレーム成形されたシーリング高分子層であって、第1のフレーム成形されたシーリング高分子層を第1のガス拡散バッキング層の両側に配置することができ、第2のフレーム成形されたシーリング高分子層を第2のガス拡散バッキング層の両側に配置することができ、かつ、フレーム成形されたシーリング高分子層が、第1および第2のガス拡散バッキング層のシーリング端部と重ね合わさるシーリング高分子層を含んでなり、
さらに、内側および外側層端部を有するフレーム成形された絶縁層であって、第1と第2のガス拡散バッキング層の間に配置され、かつ、絶縁層の内側端部と高分子膜の外側端部が重ね合わさる絶縁層を含んでなる、
多層サンドイッチを形成するステップ、
(b)プレート間で多層サンドイッチを圧縮成形するステップであって、シーリング高分子が、第1および第2のガス拡散バッキング層のシーリング端部の中に含浸され、シーリング高分子が、第1および第2のガス拡散バッキング層並びに高分子膜の両方の周辺領域を包囲して、流体不浸透性シールを形成し、かつ、内側端部および外側端部を有するフレーム成形された絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐステップ、並びに、
(c)過剰材料を縁取りして、最終的に所望の形状を形成するステップ、
を含んでなる。
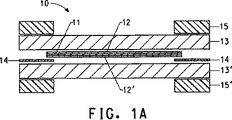
UMEAは、図1A、1B、および1Cに示した多層サンドイッチ(10)を使用して作製され、これは、シーリング端部を有する第1のガス拡散バッキング層(13)、第1のシーリング高分子(15)、第1の電極触媒層(12)、高分子電解質膜(11)、絶縁層(14)、第2のシーリング高分子(15’)、第2の電極触媒層(12’)、およびシーリング端部を有する第2のガス拡散バッキング層(13’)を含んでなる。好適な実施形態では、第1および第2の電極触媒層、並びに高分子電解質膜は、予め組み立てられた触媒被覆膜として提供される。UMEAは、図2に示す高分子流体不浸透性シール(18)を有し、それはUMEAの内側と外側領域の間の漏れ経路を防ぐものである。
シーリング端部(13)および(13’)を有するガス拡散バッキング層は、通常相互に連結した細孔または空隙構造を有する多孔質導電性材料を構成する。一般に、ガス拡散バッキング層は、材料のロールまたはシートから切り出される。導電性材料は、一般に炭素などの耐腐食性材料であり、それを繊維に形成してもよい。かかる繊維状炭素構造は、ペーパー、織布、または不織布のウェブの形とすることができる。あるいは、導電性材料は微粒子の形態でもよい。繊維状炭素構造体と微粒子形態の導電性材料の混合物も使用できる。導電性材料は、その表面エネルギーを増加または低下させるために表面処理することができ、特定の用途に応じて、導電性材料の疎水性を増加または低下させることが可能である。
ナフィオン(Nafion)(登録商標)高分子を使用して製造されるものなどのプロトン伝導膜は、一般に熱可塑性高分子に対する接着性に劣り、燃料電池の長時間の使用、並びに、熱および湿気サイクルの繰返しの後、シール材料から膜層割れする傾向がある。かかる層割れにより、一般に、膜境界に沿ってクロスオーバまたは横方向の端部漏れ経路が生ずる。しかし、電極触媒組成物を用いると良好な接着性を達成することは比較的容易である。したがって、触媒被覆膜(CCM)を使用する実施形態では、被覆組成物(12)および(12’)は、電解質膜と実質的に同延である。
高分子電解質膜(11)は、電極触媒層に使用するために上述したのと同じイオン交換高分子から製造することができる。この膜は、周知の押出成形またはキャスティング技術によって製造することができ、用途に応じて変化させ得る厚さを有し、一般に約350μm以下の厚さを有する。非常に薄く、すなわち約50μm以下の膜を使用する傾向にある。本発明による方法は、被覆の際多量の溶媒に関連する問題が特に顕著になるこうした薄い膜上に電極を形成する際に使用するのに適切である。フレキソまたはパッド印刷プロセスの間は高分子がアルカリ金属またはアンモニウム塩型であってもよいが、膜中の高分子が、後処理の酸交換ステップを回避できる酸性型であることが好ましい。好適な酸性型の過フッ化スルホン酸高分子膜は、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーから商標名ナフィオン(登録商標)で入手できる。あるいは、国際公開第00/15691号パンフレットに記載されているような様々な他のイオン伝導性高分子から製造される膜、例えばスルホン化されたポリ芳香族を使用することができる。
絶縁層は、ガス拡散バッキング層間の望ましくない接触を防ぐ。それは、その内側端部が、CCM半組立体を使用するときMEAの機能領域の中に延びずに、電極触媒層の外側端部と実質的に重ね合わさるように配置される。絶縁層の外側端部は、隣接するガス拡散バッキング層の外側端部と実質的に同延である。通常1つの絶縁層だけが必要になるが、しかし追加の絶縁層も、例えばCCM半組立体の両面に隣接して存在することができる。絶縁層が電極触媒層と重ね合わさるので、中心合わせまたは寸法形状の不正確さに起因する問題は回避される。かかる不正確さにより、環状スクリム層の端部と高分子膜の端部の間に隙間を生ずる可能性がでてくる。かかる隙間は、ガス拡散バッキング層の相互の接触を引き起こし、不必要な電気経路を生ずるおそれがある。さらに、溶融した熱可塑性材料は、ホットプレスの際、横向きに流動する傾向があり、それは、膜境界がずれて、スクリム層から分離することを引き起こすおそれがある。かかる分離は、不必要な電気経路の可能性を増大させる。
本出願人は、シーリング高分子の環状層の最適数およびそれらの厚さは、厚さ、気孔率、または微細孔層の存在、並びに、厚さ、幅、抵抗、および許容範囲内の漏れ速度などのシールの設計仕様上の特性を基準にして選択されることを見出した。図1Aおよび1Bに例示したように、シーリング高分子の2つの環状層を使用すると、しばしば本発明の目的、すなわち、分布をシール面だけに制限しながら、多孔質GDB層内に熱可塑性シール材料の一様分布が達成される。GDB層内にシーリング高分子が無制御に分布されると、多くの望ましくない作用を引き起こす可能性がある。例えば、MEAの活性領域の中へのシーリング高分子の侵入、不十分に浸透して不十分なシーリングを生ずること、あまりに厚いまたは薄いシール面、および、劣悪な表面仕上げがある。このことは、GDB層が、電極層に隣接する1面または両面にミクロ多孔質層で被覆されるとき特にそうである。しかし、本製造プロセスは、より寛大であり、図1Cに例示する好適な実施形態では制御するのがより容易であり、この場合、シーリング高分子の制御された一様な分布を促進するため、シーリング高分子(15および15’)の4つの層が提供される。
シーリング高分子が熱可塑性材料である場合、UMEAを製造する方法は、一般に、図1に例示したようなサンドイッチ内に層を一緒に組立てるステップ、シーリング高分子を溶融するために加熱しながらそれらを一緒に押圧するステップ、および、続いて圧力を保持しながらシーリング高分子を凝固させるために冷却するステップ、を含んでなる。この目的のために使用される圧縮成形機は、通常シーリング高分子の内側端部を越えて内部を覆いかつ延びているシムを有する。通常、最終の縁取り操作によって過剰材料が取り除かれ、最終的な形状が得られる。2つ以上のシーリング高分子層を使用することができ、それらは、通常その中心が取り除かれ「額縁」が作り出されているシートの形(例えば押出フィルム)をして存在する。レイアップの際、この層は、額縁の開口部がMEAの活性領域と位置合わせされるように配置される。ほとんどの場合、2つ以上のシーリング高分子層を使用することが有利である。各層の数、厚さ、および位置を調節することによって、シーリング高分子のMEA活性領域への侵入を引き起こさずに、構造体の全体にわたってシーリング高分子のほぼ一様な最適分布を得ることができる。シーリング高分子の不十分な分布から、多くの望ましくない作用、不十分なシーリングを生ずる不十分な浸透、あまりに厚いまたは薄いシール面、および不十分な表面仕上げになる可能性がある。
一体化されたMEA(30)を使用して燃料電池を組立てることができる。流れ場プレート(図示せず)が、シーリング端部を有する第1および第2の(カソードおよびアノード)ガス拡散バッキング層(13)および(13’)の外側表面上に配置される。シール(18)に隆起部、ドーム、リブ、またはその他の構造上の機構(図示せず)が設けられている場合、流れ場プレートには、これらのシール(18)上の機構と嵌合する凹部を設けることができる。
以下の手続きに従い一体化されたMEAを作製した。
1.ガス拡散バッキング(炭素繊維ベースのペーパー、厚さ190ミクロン、85.5グラム/m2の坪量、東レ(Toray)TGP−H 060として市販、東レコンポジット(Toray Composites)(アメリカ)社(ワシントン州タコマ(Tacoma))から入手可能)から295mm×189mm片2つを切り出した。
2.外寸295mm×189mmおよび内寸240mm×138mmを有する2つの額縁化シーリング高分子フィルム(厚さ130ミクロン、バイネル(登録商標)4105として市販の線状低密度ポリエチレン樹脂から押出し成形、イー・アイ・デュポン・ドゥ・ヌムール(デラウェア州ウィルミントン)から入手可能)を切り出した。
3.外寸295mm×189mm、内寸240mm×138mm、および厚さ60ミクロンを有する2枚の額縁化シーリング高分子フィルムを切り出した。
4.(外寸295mm×189mm、内寸240mm×138mm、および厚さ0.03mmを有する)1つの額縁化絶縁層(パラ−アラミド繊維ベースのペーパー、24グラム/m2の坪量)を切り出した。
5.以下の層を互いの上に配置してサンドイッチを形成した。
1枚の剥離フィルム(FEPフルオロポリマー(ポリ(テトラフルオロ−エチレン−CO−ヘキサフルオロプロピレン))フィルム、厚さ250ミクロン、テフロン(登録商標)FEP 1000Aフィルムとして市販、イー・アイ・デュポン・ドゥ・ヌムール(デラウェア州ウィルミントン)から入手可能)
1枚の額縁化60ミクロン厚さのシーリング高分子フィルム、
1つのガス拡散バッキング、
1枚の額縁化130ミクロン厚さのシーリング高分子フィルム、
1つの額縁化絶縁層、
1つの高分子膜上に2つの電極触媒層を含んでなる1つの触媒被覆膜(活性面積240mm×134mmおよび膜面積251mm×145mm)、
1枚の額縁化130ミクロン厚さのシーリング高分子フィルム、
1つのガス拡散バッキング、
1枚の額縁化60ミクロン厚さのシーリング高分子フィルム、
1枚の上記剥離フィルム、この剥離層は、圧縮成形後、プレートから一体化されたMEAをより容易に剥がすために存在する。
6.このサンドイッチを、1対の303mm×197mm×厚さ12.7mmのグラファイト・プレート(SGL(ペンシルバニア州セイントマリーズ(St.Marys))から入手可能)間に配置し、サンドイッチ/プレートの組合せを、135℃まで予熱した油圧プレス内に配置した。このプレスは、100トン油圧プレスであった(カリフォルニア州パサデナ(Pasadena)のPHIから入手可能)。
7.7100Nの力をプレートに3分間かけた。
8.28900Nの力をプレートに2分間かけた。
9.かけた力を保持しながらプレートを室温まで冷却した。
10.一体化されたMEAを最終的な寸法に縁取りした。
以下の手続きに従い一体化されたMEAを作製した。
1.ガス拡散バッキング(炭素繊維ベースのペーパー、厚さ415ミクロン、125グラム/m2の坪量、シグラセット(Sigracet)(登録商標)GDL 10−BBとして市販、SGLテクノロジー(SGL Technologies)(ペンシルバニア州セイントマリーズ)から入手可能)から420mm×237mm片2つを切り出した。
2.外寸416mm×233mmおよび内寸307mm×175mmを有する2つの額縁化シーリング高分子フィルム(厚さ100ミクロン、バイネル(登録商標)4105として市販の線状低密度ポリエチレン樹脂から押出し成形、イー・アイ・デュポン・ドゥ・ヌムール(デラウェア州ウィルミントン)から入手可能)を切り出した。
3.外寸416mm×233mm、内寸300mm×175mm、および厚さ75ミクロンを有する2枚の額縁化シーリング高分子フィルムを切り出した。
4.(外寸416mm×233mm、内寸300mm×175mm、および厚さ0.03mmを有する)2つの額縁化絶縁層(パラ−アラミド繊維ベースのペーパー、24グラム/m2の坪量)を切り出した。
5.外寸416mm×233mmおよび内寸294mm×169mmを有する2つの額縁化シムを、厚さ0.1mmのカプトン(登録商標)フィルム(イー・アイ・デュポン・ドゥ・ヌムール(デラウェア州ウィルミントン)から市販)から切り出した。
6.以下の層を互いの上に配置して多層サンドイッチを形成した。
1つの額縁化シム、
1枚の剥離フィルム(FEPフルオロポリマー(ポリ(テトラフルオロ−エチレン−CO−ヘキサフルオロプロピレン))フィルム、厚さ250ミクロン、テフロン(登録商標)FEP 1000Aフィルムとして市販、イー・アイ・デュポン・ドゥ・ヌムール(デラウェア州ウィルミントン)から入手可能)、
1枚の額縁化100ミクロン厚さのシーリング高分子フィルム、
1つのガス拡散バッキング、
1枚の額縁化75ミクロン厚さのシーリング高分子フィルム、
1つの額縁化絶縁層、
1つの高分子膜上に2つの電極触媒層を含んでなる1つの触媒被覆膜、寸法306mm×181mm、
1つの額縁化絶縁層、
1枚の額縁化75ミクロン厚さのシーリング高分子フィルム、
1つのガス拡散バッキング、
1枚の額縁化100ミクロン厚さのシーリング高分子フィルム、
1枚の上記剥離フィルム、この剥離層は、圧縮成形後、プレートから一体化されたMEAをより容易に剥がすために存在する。
1つの額縁化シム。
7.この多層サンドイッチを、1対の424mm×242mm×厚さ12.7mmグラファイト・プレート(SGL(ペンシルバニア州セイントマリーズ)から入手可能)間に配置し、この多層サンドイッチ/プレートの組合せを、135℃まで予熱した油圧プレス内に配置した。このプレスは、100トン油圧プレスであった(PHI(カリフォルニア州パサデナ)から入手可能)。
8.7.1kNの力をプレートに3分間かけた。
9.222kNの力をプレートに1分間かけた。
10.かけた力を保持しながらプレートを室温まで冷却した。
11.プレートをプレスから取り出し、分離し、一体化されたMEAを取り出した。
12.燃料電池の設計要件に従って、シールされた境界領域にマニホールド穴などの機構を加えるプロセスにおいて、一体化されたMEAを、最終的な寸法および形状に縁取りした。
本発明の好適な実施の態様は次のとおりである。
1. (a)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第1の多孔質ガス拡散バッキング層、
(b)第1および第2のガス拡散バッキング層の外側端部内に外側端部を有する高分子電解質膜、
(c)前記第1の拡散バッキング層と前記高分子電解質膜の間に配置される第1の電極触媒層であって、前記電極触媒層が前記高分子電解質膜表面と実質的に同延である第1の電極触媒層、
(d)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第2の多孔質ガス拡散バッキング層、
(e)前記第2の拡散バッキング層と前記高分子電解質膜の間に配置される第2の電極触媒層であって、前記電極触媒層が前記高分子電解質膜表面と実質的に同延であり、第2のガス拡散バッキングと高分子電解質膜の界面に存在する第2の電極触媒層、
(f)その絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐように、一体化された膜電極組立体内に配置され、高分子電解質膜の外側端部が前記絶縁層の内側端部とが重ね合わされている少なくとも1つのフレーム成形された絶縁層、並びに、
(g)高分子電解質膜の外側端部を包囲する流体不浸透性高分子シール、
を含んでなる一体化された膜電極組立体。
2. フレーム化された絶縁層の内側端部が、高分子電解質膜の外側端部と2〜4mmだけ重ね合わされている上記1に記載の一体化された膜電極組立体。
3. 前記第1および第2の電極触媒層が、高分子電解質膜表面に存在する上記1または2に記載の一体化された膜電極組立体。
4. フレーム化された絶縁層が、第1と第2のガス拡散バッキング層の間に存在する上記3に記載の一体化された膜電極組立体。
5. シーリング高分子が、熱可塑性高分子である上記1に記載の一体化された膜電極組立体。
6. シーリング高分子が、溶融加工可能なフルオロポリマー、部分フッ化高分子、熱可塑性高分子、熱可塑性フルオロエラストマ;芳香族縮合重合体;改質ポリエチレン;改質ポリプロピレン;ポリエチレン;熱可塑性エラストマ;液晶高分子;および芳香族ポリアミドよりなる群から選択される上記5に記載の一体化された膜電極組立体。
7. シーリング高分子が、繊維、布、または無機充填剤で補強される上記5に記載の一体化された膜電極組立体。
8. 絶縁層が、10E4Ω−cmを超える抵抗率を有する上記1に記載の一体化された膜電極組立体。
9. 絶縁層が、10E6Ω−cmを超える抵抗率を有する上記8に記載の一体化された膜電極組立体。
10. 絶縁層が、ガラス繊維布、パラ−アラミド繊維ベースのペーパー、ポリイミドフィルム、ポリアミドフィルム、ポリエステルフィルム、改質された線状低密度ポリオレフィン、および樹脂マトリックス中の微粒子または繊維よりなる群から選択される上記1に記載の一体化された膜電極組立体。
11. シーリング高分子と絶縁層が、同じ高分子である上記1に記載の一体化された膜電極組立体。
12. (a)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第1の多孔質ガス拡散バッキング層、
(b)前記第1のガス拡散バッキング層の内側表面上に存在する第1の電極触媒層、
(c)第1および第2のガス拡散バッキング層の外側端部内に外側端部を有する高分子電解質膜、
(d)流体不浸透性の高分子が実質的に均一に含浸されたシーリング端部を有する第2の多孔質ガス拡散バッキング層、
(e)第2のガス拡散バッキング層の内側表面上に存在する第2の電極触媒層、
(f)前記高分子電解質膜と第2の電極触媒層の間に配置される少なくとも1つのフレーム成形された絶縁層であって、絶縁層の内側端部が前記高分子電解質膜の外側端部と重ね合わさり、かつ、前記絶縁層の外側端部がガス拡散バッキング層の端部と一致している絶縁層、並びに、
(g)高分子電解質膜の外側端部を包囲する流体不浸透性高分子シール、
を含んでなる一体化された膜電極組立体。
13. 圧縮成形を使用して一体化された膜電極組立体を作製する方法であって、
(a)順番に、シーリング端部と第1および第2の表面を有する第1のガス拡散バッキング層、第1の電極触媒層、外側端部を有する高分子電解質膜、第2の電極触媒層、並びにシーリング端部と第1および第2の表面を有する第2のガス拡散バッキング層を含んでなり、
さらに、内側および外側端部を有する第1および第2のフレーム成形されたシーリング高分子層であって、第1のフレーム成形されたシーリング高分子層を第1のガス拡散バッキング層の両側に配置することができ、第2のフレーム成形されたシーリング高分子層を第2のガス拡散バッキング層の両側に配置することができ、かつ、フレーム成形されたシーリング高分子層が、第1および第2のガス拡散バッキング層のシーリング端部と重ね合わされるシーリング高分子層を含んでなり、
さらに、内側および外側層端部を有するフレーム成形された絶縁層であって、第1と第2のガス拡散バッキング層の間に配置され、かつ、絶縁層の内側端部と高分子膜の外側端部が重ね合わさる絶縁層を含んでなる、
多層サンドイッチを形成するステップ、並びに、
(b)多層サンドイッチを圧縮成形するステップであって、シーリング高分子が、第1および第2のガス拡散バッキング層のシーリング端部の中に含浸され、シーリング高分子が高分子電解質膜を包囲して、高分子の流体不浸透性シールを形成し、かつ、フレーム成形された絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐステップ、
を含んでなる方法。
14. 圧縮成形が、500〜600kPaの圧力で行われる上記13に記載の方法。
15. フレーム化された絶縁層の内側端部が、高分子電解質膜の外側端部と2〜4mmだけ重ね合わされている上記13に記載の方法。
16. 第1および第2の電極触媒層が、高分子電解質膜上に存在して触媒被覆膜を形成する上記13に記載の方法。
17. 第1および第2の電極触媒層が、高分子電解質膜の外側端部まで延びている上記16に記載の方法。
18. 第1および第2の電極触媒層が、第1および第2のガス拡散バッキング層上の高分子電解質膜に対向する面上に存在して、ガス拡散電極を形成する上記13に記載の方法。
19. 少なくとも1つの追加のフレーム化された絶縁層が、第1および第2のガス拡散バッキング層の間に存在する上記13に記載の方法。
20. 追加のフレーム化されたシーリング高分子層をさらに含んでなり、
追加のフレーム化されたシーリング高分子層が、第1、第2、またはこの両方のガス拡散バッキング層の両面上に配置される上記13に記載の方法。
21. 4つのフレーム化されたシーリング高分子層が使用される上記20に記載の方法。
22. シーリング高分子が、熱硬化性高分子または熱可塑性高分子から選択される上記13に記載の方法。
23. シーリング高分子が、溶融加工可能なフルオロポリマー、部分フッ化高分子、熱可塑性高分子、熱可塑性フルオロエラストマ、芳香族縮合重合体;改質ポリエチレン;改質ポリプロピレン;ポリエチレン;熱可塑性エラストマ;液晶高分子;および芳香族ポリアミドよりなる群から選択される上記22に記載の方法。
24. シーリング高分子が、繊維、布、または無機充填剤で補強される上記22に記載の方法。
25. 絶縁層が、約10E4Ω−cmを超える抵抗率を有する上記13に記載の方法。
26. 絶縁層が、約10E6Ω−cmを超える抵抗率を有する上記25に記載の方法。
27. 絶縁層が、ガラス繊維布、パラ−アラミド繊維ベースのペーパー、ポリイミドフィルム、ポリアミドフィルム、ポリエステルフィルム、改質された線状低密度ポリオレフィン、および樹脂マトリックス中の微粒子または繊維よりなる群から選択される上記25に記載の方法。
28. 電極触媒層組成物が、触媒およびバインダを含んでなる上記13に記載の方法。
29. 触媒が、白金、ルテニウム、ロジウム、イリジウム、およびこれらの導電性酸化物よりなる群から選択される上記28に記載の方法。
30. バインダが、過フッ化スルホン酸高分子である上記28に記載の方法。
31. 高分子電解質膜が、過フッ化スルホン酸高分子を含んでなる上記13に記載の方法。
32. 多層サンドイッチのまわりに配置される少なくとも1つの剥離層をさらに含んでなる上記13に記載の方法。
33. 2つの剥離層が存在する上記32に記載の方法。
34. 少なくとも1つのシムが、剥離層上の多層サンドイッチから離れた表面上に存在する上記32に記載の方法。
35. シムが、フレーム成形された形状を有する上記34に記載の方法。
36. シムが、シーリング高分子層の内側端部を越えて内部に延びている上記35に記載の方法。
37. 剥離層が、シムとして機能する上記33に記載の方法。
38. ステップ(b)の後、圧縮成型された多層サンドイッチが、縁取りされる上記13に記載の方法。
39. ステップ(b)の後、圧縮成型された多層サンドイッチが、縁取りされる上記35に記載の方法。
40. 上記1に記載の一体化された膜電極組立体を含んでなる電気化学電池。
Claims (4)
- (a)流体不浸透性の高分子が均一に含浸されたシーリング端部を有する第1の多孔質ガス拡散バッキング層、
(b)第1および第2のガス拡散バッキング層の外側端部内に外側端部を有する高分子電解質膜、
(c)前記第1の拡散バッキング層と前記高分子電解質膜の間に配置される第1の電極触媒層であって、前記第1の電極触媒層が前記高分子電解質膜表面と同延である第1の電極触媒層、
(d)流体不浸透性の高分子が均一に含浸されたシーリング端部を有する第2の多孔質ガス拡散バッキング層、
(e)前記第2の拡散バッキング層と前記高分子電解質膜の間に配置される第2の電極触媒層であって、前記第2の電極触媒層が前記高分子電解質膜表面と同延である第2の電極触媒層、
(f)その絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐように、一体化された膜電極組立体内に配置され、高分子電解質膜の外側端部が前記絶縁層の内側端部とが重ね合わされている少なくとも1つのフレーム成形された絶縁層、並びに、
(g)高分子電解質膜の外側端部を包囲する流体不浸透性高分子シール、
を含んでなる一体化された膜電極組立体。 - (a)流体不浸透性の高分子が均一に含浸されたシーリング端部を有する第1の多孔質ガス拡散バッキング層、
(b)前記第1のガス拡散バッキング層の内側表面上に存在する第1の電極触媒層、
(c)第1および第2のガス拡散バッキング層の外側端部内に外側端部を有する高分子電解質膜、
(d)流体不浸透性の高分子が均一に含浸されたシーリング端部を有する第2の多孔質ガス拡散バッキング層、
(e)第2のガス拡散バッキング層の内側表面上に存在する第2の電極触媒層、
(f)前記高分子電解質膜と第2の電極触媒層の間に配置される少なくとも1つのフレーム成形された絶縁層であって、絶縁層の内側端部が前記高分子電解質膜の外側端部と重ね合わさり、かつ、前記絶縁層の外側端部がガス拡散バッキング層の端部と一致している絶縁層、並びに、
(g)高分子電解質膜の外側端部を包囲する流体不浸透性高分子シール、
を含んでなる一体化された膜電極組立体。 - 圧縮成形を使用して一体化された膜電極組立体を作製する方法であって、
(a)順番に、シーリング端部と第1および第2の表面を有する第1のガス拡散バッキング層、第1の電極触媒層、外側端部を有する高分子電解質膜、第2の電極触媒層、並びにシーリング端部と第1および第2の表面を有する第2のガス拡散バッキング層を含んでなり、
前記第1および第2の電極触媒層は前記高分子電解質膜表面と同延であり、前記高分子電解質膜は、前記第1および第2のガス拡散バッキング層の外側端部内に外側端部を有し、
さらに、内側および外側端部を有する第1および第2のフレーム成形されたシーリング高分子層であって、第1のフレーム成形されたシーリング高分子層を第1のガス拡散バッキング層の両側に配置することができ、第2のフレーム成形されたシーリング高分子層を第2のガス拡散バッキング層の両側に配置することができ、かつ、フレーム成形されたシーリング高分子層が、第1および第2のガス拡散バッキング層のシーリング端部と重ね合わされるシーリング高分子層を含んでなり、
さらに、内側および外側層端部を有するフレーム成形された絶縁層であって、第1と第2のガス拡散バッキング層の間に、前記第1および第2のガス拡散バッキング層の接触を防止するように配置され、かつ、絶縁層の内側端部と高分子膜の外側端部が重ね合わさる絶縁層を含んでなる、
多層サンドイッチを形成するステップ、並びに、
(b)多層サンドイッチを圧縮成形するステップであって、シーリング高分子が、第1および第2のガス拡散バッキング層のシーリング端部の中に含浸され、シーリング高分子が高分子電解質膜を包囲して、高分子の流体不浸透性シールを形成し、かつ、フレーム成形された絶縁層が、第1と第2のガス拡散バッキング層の間の接触を防ぐステップ、
を含んでなる方法。 - 請求項1に記載の一体化された膜電極組立体を含んでなる電気化学電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US49881803P | 2003-08-29 | 2003-08-29 | |
| US60/498,818 | 2003-08-29 | ||
| PCT/US2004/028133 WO2005035247A2 (en) | 2003-08-29 | 2004-08-27 | Unitized membrane electrode assembly and process for its preparation |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007504614A JP2007504614A (ja) | 2007-03-01 |
| JP2007504614A5 JP2007504614A5 (ja) | 2007-08-09 |
| JP4700612B2 true JP4700612B2 (ja) | 2011-06-15 |
Family
ID=34434826
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006524935A Expired - Fee Related JP4700612B2 (ja) | 2003-08-29 | 2004-08-27 | 一体化された膜電極組立体およびその作製方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7267902B2 (ja) |
| EP (1) | EP1658652B1 (ja) |
| JP (1) | JP4700612B2 (ja) |
| KR (1) | KR101122473B1 (ja) |
| DE (1) | DE602004031236D1 (ja) |
| TW (1) | TWI347699B (ja) |
| WO (1) | WO2005035247A2 (ja) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7098163B2 (en) * | 1998-08-27 | 2006-08-29 | Cabot Corporation | Method of producing membrane electrode assemblies for use in proton exchange membrane and direct methanol fuel cells |
| US7432009B2 (en) | 2002-04-03 | 2008-10-07 | 3M Innovative Properties Company | Lamination apparatus and methods |
| US7977005B2 (en) * | 2002-10-08 | 2011-07-12 | GM Global Technology Operations LLC | Edge-protected catalyst-coated membrane electrode assemblies |
| US20050014056A1 (en) * | 2003-07-14 | 2005-01-20 | Umicore Ag & Co. Kg | Membrane electrode unit for electrochemical equipment |
| KR101146519B1 (ko) * | 2003-07-14 | 2012-07-05 | 우미코레 아게 운트 코 카게 | 물의 전기 분해를 위한 멤브레인-전극 유니트 |
| US20060127738A1 (en) * | 2004-12-13 | 2006-06-15 | Bhaskar Sompalli | Design, method and process for unitized mea |
| JP2006294293A (ja) * | 2005-04-06 | 2006-10-26 | Toyota Motor Corp | 燃料電池 |
| CA2610424C (en) * | 2005-05-31 | 2013-03-19 | Nissan Motor Co., Ltd. | Electrolyte membrane-electrode assembly and method for production thereof |
| JP5166690B2 (ja) * | 2005-06-02 | 2013-03-21 | 三菱重工業株式会社 | 固体高分子電解質形燃料電池 |
| JP4882314B2 (ja) * | 2005-08-31 | 2012-02-22 | 日産自動車株式会社 | 電解質膜−電極接合体およびその製造方法 |
| US7651581B2 (en) * | 2005-12-20 | 2010-01-26 | Gm Global Technology Operations, Inc. | Catalyst coated diffusion media |
| US20080292931A1 (en) * | 2005-12-21 | 2008-11-27 | Schwartz Jo-Ann T | Membrane Electrode Assembly for Organic/Air Fuel Cells |
| EP1979966A4 (en) * | 2005-12-29 | 2010-01-20 | Utc Power Corp | WELDED WITH ULTRASOUND FUEL CELL UNITARIZATION ELECTRODE ASSEMBLY |
| US7368200B2 (en) * | 2005-12-30 | 2008-05-06 | Tekion, Inc. | Composite polymer electrolyte membranes and electrode assemblies for reducing fuel crossover in direct liquid feed fuel cells |
| GB0606422D0 (en) * | 2006-03-31 | 2006-05-10 | Membrane electrode assembly | |
| FR2904477B1 (fr) * | 2006-07-28 | 2008-10-17 | Altatech Semiconductor | Procede de fabrication d'une membrane solide en polymere fluore par impression par jet d'encre. |
| US20080118802A1 (en) * | 2006-11-16 | 2008-05-22 | Peter Szrama | Fully Catalyzed Membrane Assembly With Attached Border |
| JP2008146915A (ja) * | 2006-12-07 | 2008-06-26 | Matsushita Electric Ind Co Ltd | 膜−電極接合体、及びこれを備えた高分子電解質形燃料電池 |
| JP5125102B2 (ja) * | 2007-01-05 | 2013-01-23 | トヨタ自動車株式会社 | 燃料電池、燃料電池を構成するシール一体部材、および、その製造方法 |
| US7892692B2 (en) * | 2008-01-10 | 2011-02-22 | GM Global Technology Operations LLC | Features for barrier film support |
| JP5312820B2 (ja) * | 2008-02-22 | 2013-10-09 | パナソニック株式会社 | 燃料電池、それを備える燃料電池スタック及び燃料電池の製造方法 |
| JP4526093B2 (ja) * | 2008-04-04 | 2010-08-18 | 東海ゴム工業株式会社 | 燃料電池モジュール |
| JP5366469B2 (ja) * | 2008-08-04 | 2013-12-11 | 本田技研工業株式会社 | 電解質膜・電極構造体 |
| JP5097158B2 (ja) * | 2009-04-01 | 2012-12-12 | 東海ゴム工業株式会社 | 燃料電池用セルアセンブリの製造方法、および燃料電池の製造方法 |
| JP5097159B2 (ja) * | 2009-04-01 | 2012-12-12 | 東海ゴム工業株式会社 | 燃料電池モジュールの製造方法、および燃料電池の製造方法 |
| KR101004707B1 (ko) * | 2009-08-07 | 2011-01-04 | (주) 시온텍 | 이온제거용 축전식 전극 및 그를 이용한 전해셀 |
| CN102687323B (zh) | 2009-12-22 | 2015-09-30 | 3M创新有限公司 | 采用子垫片式节约膜的燃料电池子组件 |
| BR112013016564A2 (pt) | 2010-12-10 | 2016-09-20 | Univ Wollongong | dispositivo de separação de água de múltiplas camadas |
| JP5883301B2 (ja) * | 2011-02-07 | 2016-03-15 | 日本バイリーン株式会社 | 水分管理シート、ガス拡散シート、膜−電極接合体及び固体高分子形燃料電池 |
| JP5838570B2 (ja) * | 2011-03-11 | 2016-01-06 | 凸版印刷株式会社 | 固体高分子形燃料電池における膜電極接合体 |
| US9123963B2 (en) * | 2011-03-25 | 2015-09-01 | GM Global Technology Operations LLC | Direct coated membrane electrode assembly on external reinforcement for fuel cells |
| JP5178968B2 (ja) * | 2011-05-12 | 2013-04-10 | パナソニック株式会社 | 高分子電解質形燃料電池およびその製造方法 |
| US8592970B2 (en) * | 2011-06-27 | 2013-11-26 | International Business Machines Corporation | Multichip electronic packages and methods of manufacture |
| JP5666396B2 (ja) * | 2011-07-14 | 2015-02-12 | 本田技研工業株式会社 | 燃料電池用金属セパレータの製造方法 |
| JP5836060B2 (ja) * | 2011-10-27 | 2015-12-24 | 東芝燃料電池システム株式会社 | 燃料電池の製造方法 |
| CA2876236A1 (en) | 2012-06-12 | 2013-12-19 | Monash University | Breathable electrode and method for use in water splitting |
| WO2014011153A1 (en) * | 2012-07-10 | 2014-01-16 | United Technologies Corporation | Fuel cell electrode assembly |
| EP2959528B1 (en) * | 2013-02-19 | 2017-12-13 | Doosan Fuel Cell America, Inc. | Fuel cell component having a flap extending from a polymer impregnated region |
| WO2014130011A1 (en) * | 2013-02-19 | 2014-08-28 | Clearedge Power, Llc. | Phosphoric acid fuel cell component having a polymer impregnated region |
| CN103367760A (zh) * | 2013-07-23 | 2013-10-23 | 中国科学院长春应用化学研究所 | 被动式直接甲醇燃料电池膜电极及其制备方法 |
| EP3028324A4 (en) | 2013-07-31 | 2017-01-11 | Aquahydrex Pty Ltd | Method and electrochemical cell for managing electrochemical reactions |
| FR3014247B1 (fr) * | 2013-11-29 | 2016-01-01 | Commissariat Energie Atomique | Procede de fabrication d'un assemblage membrane/electrodes comportant des renforts |
| WO2016016254A1 (de) | 2014-08-01 | 2016-02-04 | Siemens Aktiengesellschaft | Brennstoffzellenanordnung und verfahren zum betreiben einer brennstoffzellenanordnung |
| WO2016016288A1 (de) | 2014-08-01 | 2016-02-04 | Siemens Aktiengesellschaft | Brennstoffzellenanordnung und verfahren zum betreiben einer brennstoffzellenanordnung |
| JP6091012B2 (ja) * | 2014-08-26 | 2017-03-08 | 本田技研工業株式会社 | 差圧式高圧水電解装置 |
| CN106163806B (zh) | 2014-08-29 | 2018-01-16 | 住友化学株式会社 | 层叠体、间隔件和非水二次电池 |
| DE102014217509B4 (de) * | 2014-09-02 | 2023-10-12 | Audi Ag | Herstellvorrichtung für sowie Verfahren zum Herstellen einer Membran-Elektroden-Anordnung |
| JP5880669B2 (ja) * | 2014-11-20 | 2016-03-09 | 大日本印刷株式会社 | 補強シート付き電解質膜−触媒層接合体 |
| JP5993987B2 (ja) * | 2015-06-19 | 2016-09-21 | 東芝燃料電池システム株式会社 | 燃料電池の製造方法 |
| US20230128278A1 (en) * | 2015-11-23 | 2023-04-27 | Ffi Ionix Ip, Inc. | Electrolysis cell assembly utilizing an anion exchange membrane |
| WO2019136272A1 (en) | 2018-01-04 | 2019-07-11 | University Of Washington | Nanoporous selective sol-gel ceramic membranes, selective -membrane structures, and related methods |
| AU2020216203A1 (en) | 2019-02-01 | 2021-08-05 | Aquahydrex, Inc. | Electrochemical system with confined electrolyte |
| EP4194588B1 (en) * | 2021-12-08 | 2024-06-26 | thyssenkrupp nucera AG & Co. KGaA | Method for sealing an electrolysis cell and sealed electrolysis cell |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07501417A (ja) * | 1991-06-04 | 1995-02-09 | バラード パワー システムズ インコーポレイティド | 電気化学的燃料電池のガスケット使用膜電極アセンブリー |
| JPH10199551A (ja) * | 1997-01-06 | 1998-07-31 | Honda Motor Co Ltd | 燃料電池構造体およびその製造方法 |
| JP2000133291A (ja) * | 1998-04-17 | 2000-05-12 | Matsushita Electric Ind Co Ltd | 固体高分子電解質型燃料電池およびその製造法 |
| JP2001510932A (ja) * | 1997-07-16 | 2001-08-07 | バラード パワー システムズ インコーポレイティド | 電気化学的燃料電池における膜電極組立体(mea)のための弾性シールおよび該シールの製造方法 |
| WO2002025753A1 (en) * | 2000-09-20 | 2002-03-28 | International Fuel Cells, Llc | Fuel cell stack assembly with edge seal |
| JP2002528862A (ja) * | 1998-10-21 | 2002-09-03 | インターナショナル フュエル セルズ,エルエルシー | 個別の膜組立体とプレート組立体との間にシールを備える燃料電池 |
| JP2002529890A (ja) * | 1998-10-30 | 2002-09-10 | インターナショナル フュエル セルズ,エルエルシー | Pem型燃料電池のための改良された膜電極組立体 |
| JP2002533904A (ja) * | 1998-12-23 | 2002-10-08 | インターナショナル フュエル セルズ,エルエルシー | シールを形成しpem型電池構成要素を結合するための熱可塑性フィルムの使用 |
| WO2003058731A1 (en) * | 2001-12-28 | 2003-07-17 | Utc Fuel Cells, Llc | Unitized fuel cell electrode gasket assembly |
| JP2007503688A (ja) * | 2003-08-22 | 2007-02-22 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | メンブラン電極組立構造の密封 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6423439B1 (en) | 1997-07-16 | 2002-07-23 | Ballard Power Systems Inc. | Membrane electrode assembly for an electrochemical fuel cell |
| GB0112021D0 (en) * | 2001-05-17 | 2001-07-11 | Johnson Matthey Plc | Substrate |
| US6979383B2 (en) | 2002-12-17 | 2005-12-27 | 3M Innovative Properties Company | One-step method of bonding and sealing a fuel cell membrane electrode assembly |
-
2004
- 2004-08-27 US US10/928,891 patent/US7267902B2/en not_active Expired - Fee Related
- 2004-08-27 KR KR1020067003958A patent/KR101122473B1/ko not_active IP Right Cessation
- 2004-08-27 EP EP04809640A patent/EP1658652B1/en not_active Expired - Lifetime
- 2004-08-27 DE DE602004031236T patent/DE602004031236D1/de not_active Expired - Lifetime
- 2004-08-27 WO PCT/US2004/028133 patent/WO2005035247A2/en active Application Filing
- 2004-08-27 JP JP2006524935A patent/JP4700612B2/ja not_active Expired - Fee Related
- 2004-08-30 TW TW093126088A patent/TWI347699B/zh not_active IP Right Cessation
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07501417A (ja) * | 1991-06-04 | 1995-02-09 | バラード パワー システムズ インコーポレイティド | 電気化学的燃料電池のガスケット使用膜電極アセンブリー |
| JPH10199551A (ja) * | 1997-01-06 | 1998-07-31 | Honda Motor Co Ltd | 燃料電池構造体およびその製造方法 |
| JP2001510932A (ja) * | 1997-07-16 | 2001-08-07 | バラード パワー システムズ インコーポレイティド | 電気化学的燃料電池における膜電極組立体(mea)のための弾性シールおよび該シールの製造方法 |
| JP2000133291A (ja) * | 1998-04-17 | 2000-05-12 | Matsushita Electric Ind Co Ltd | 固体高分子電解質型燃料電池およびその製造法 |
| JP2002528862A (ja) * | 1998-10-21 | 2002-09-03 | インターナショナル フュエル セルズ,エルエルシー | 個別の膜組立体とプレート組立体との間にシールを備える燃料電池 |
| JP2002529890A (ja) * | 1998-10-30 | 2002-09-10 | インターナショナル フュエル セルズ,エルエルシー | Pem型燃料電池のための改良された膜電極組立体 |
| JP2002533904A (ja) * | 1998-12-23 | 2002-10-08 | インターナショナル フュエル セルズ,エルエルシー | シールを形成しpem型電池構成要素を結合するための熱可塑性フィルムの使用 |
| WO2002025753A1 (en) * | 2000-09-20 | 2002-03-28 | International Fuel Cells, Llc | Fuel cell stack assembly with edge seal |
| JP2004523060A (ja) * | 2000-09-20 | 2004-07-29 | ユーティーシー フューエル セルズ,エルエルシー | 端部シールを有する燃料電池スタック組立体 |
| WO2003058731A1 (en) * | 2001-12-28 | 2003-07-17 | Utc Fuel Cells, Llc | Unitized fuel cell electrode gasket assembly |
| JP2007503688A (ja) * | 2003-08-22 | 2007-02-22 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | メンブラン電極組立構造の密封 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005035247A2 (en) | 2005-04-21 |
| KR101122473B1 (ko) | 2012-02-29 |
| DE602004031236D1 (de) | 2011-03-10 |
| TWI347699B (en) | 2011-08-21 |
| WO2005035247A3 (en) | 2005-07-14 |
| JP2007504614A (ja) | 2007-03-01 |
| US20050100776A1 (en) | 2005-05-12 |
| TW200515635A (en) | 2005-05-01 |
| EP1658652A2 (en) | 2006-05-24 |
| KR20060120624A (ko) | 2006-11-27 |
| EP1658652B1 (en) | 2011-01-26 |
| US7267902B2 (en) | 2007-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4700612B2 (ja) | 一体化された膜電極組立体およびその作製方法 | |
| US7431875B2 (en) | Process of preparing a unitized membrane electrode assembly using compression molding | |
| KR20040081140A (ko) | 단위화 막 전극 어셈블리 및 그의 제조 방법 | |
| US10074860B2 (en) | Process of manufacturing a catalyst-coated membrane-seal assembly | |
| JP4940575B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| WO2010075492A1 (en) | Process to produce catalyst coated membranes for fuel cell applications | |
| JP6751891B2 (ja) | 燃料電池、及び燃料電池の製造方法 | |
| US7416804B2 (en) | Process for making planar framed membrane electrode assembly arrays, and fuel cells containing the same | |
| KR101542194B1 (ko) | 연료전지용 막전극 접합체, 그 제조방법 및 이를 포함하는연료전지 | |
| US10218022B2 (en) | Process for the manufacturing of a reinforced membrane-seal assembly | |
| JP6675320B2 (ja) | 膜シールアセンブリ | |
| JP2007250468A (ja) | 電解質膜 | |
| Scott | Membrane electrode assemblies for polymer electrolyte membrane fuel cells | |
| JP5273207B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| JP2010205652A (ja) | 膜電極接合体及びその製造方法並びに固体高分子形燃料電池 | |
| JP2006059661A (ja) | 固体高分子型燃料電池 | |
| JP2003323898A (ja) | 処理されたガス拡散支持体及び燃料電池におけるその使用 | |
| JP2021190176A (ja) | 燃料電池セル用の膜電極ガス拡散層接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070619 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070619 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080303 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20081127 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20081127 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110304 |
|
| LAPS | Cancellation because of no payment of annual fees |