JP4647637B2 - 結束装置への結束テープ供給装置 - Google Patents
結束装置への結束テープ供給装置 Download PDFInfo
- Publication number
- JP4647637B2 JP4647637B2 JP2007140584A JP2007140584A JP4647637B2 JP 4647637 B2 JP4647637 B2 JP 4647637B2 JP 2007140584 A JP2007140584 A JP 2007140584A JP 2007140584 A JP2007140584 A JP 2007140584A JP 4647637 B2 JP4647637 B2 JP 4647637B2
- Authority
- JP
- Japan
- Prior art keywords
- tape
- binding
- bundling
- reel shaft
- reel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Basic Packing Technique (AREA)
Description
被結束物Wの周りに巻き回す結束テープ1を、結束装置へ供給する方式には、内取りと呼ばれる供給方式と、外取りと呼ばれる供給方式とがあり、どちらの場合も結束テープ1を帯状の状態で円筒状に巻いたテープロールが用いられる。一般的に結束テープ1は幅が3〜4cmのプラスチック製(たとえばポリエチレン)の薄いテープである
図7には、芯材2bを中にして結束テープ1を帯状の状態で円筒状に巻き付けたテープロール2の外側端部1aから順に供給する外取り供給方式を示し、図8には、同様に結束テープ1を巻き付けたテープロール2の内側端部1bから順に供給する内取り供給方式を示した。内取り供給方式の場合、芯材2bを取り外したテープロール2がリール保持具23で保持され、一方、外取り供給方式の場合、芯材2bを付けたままでテープロール2がリール軸に装着される。
(a) 結束テープの拘束具側の端部と、結束テープの誘導具側の端部を把持する、
(b) 結束テープを環状に保持して輪を形成する、
(c) 結束テープを輪に通す、
(d) 輪を絞る、
(e) 結束テープを切断する、
という一連の動作を行なうことによって結び目を形成するものである。
本出願人は、結束テープの長さ方向に切れ目が生じるのを防止した結束方法を提案した(特許文献4)。この結束方法の場合、結束装置へ外取り供給方式により結束テープを供給するのに、図6に示したピンチロール20の駆動力によって結束テープ1を供給する結束テープ供給装置を用いている。図6中、2は結束テープ1を円筒状に巻き付けたテープロール、3はテープロール2を装着するリール軸、4は軸受けを示す。
本発明は上記従来技術に鑑み、外取り供給方式により結束テープを結束装置へ供給するための結束テープ供給装置において、結束テープに過大な引張力が加わって被結束物に損傷が生じること、及びリールが慣性で回転して結束テープがテープ供給通路に余分に溜まることの両方を防止可能な調整作業の少ない結束テープ供給装置を提供することを目的とする。
1.リール軸にテープロールを装着してなるリールから外取り供給方式により結束テープを結束装置へ供給するための結束テープ供給装置であって、前記リール軸を回転可能に支持する軸受けと、前記リール軸に連結したテープ供給用駆動モータと、前記リールから供給される結束テープを被結束物の周りに巻き回す誘導具まで導くための誘導ローラと、を具備し、
前記結束テープが通るテープ供給通路の複数個所に、前記誘導ローラがその回転中心の方向と前記リール軸の回転中心の方向とが平行となるようにテープ供給通路の複数個所に配置されてなり、
前記テープ供給通路に隣接配置された誘導ローラ間に昇降自在な可動ローラを設け、そこに溜める結束テープの長さを変えること、
及び前記結束装置のワーク位置検知センサによりテーブル上を移動する被結束物の進行方向先端部が、上下に差し渡しされた結束テープの直前に来たことを検知するようにし、このワーク位置検知センサからのテープ供給開始信号に基づいて前記リール軸に連結したテープ供給用駆動モータの回転を開始するように電気回路を構成してなること、
及び前記結束装置に配置された結束完了信号を発生するセンサからの信号に基づいて、前記リール軸に連結したテープ供給用駆動モータの回転を停止するように電気回路を構成してなることを特徴とする結束装置への結束テープ供給装置。
この構成によれば、以下の作用・効果を発揮できる。
(1)被結束物Wの移動によって結束テープ1が引っ張られる前に、結束装置に配置したワーク位置検知センサからのテープ供給開始信号に基づいて、リール軸に連結したテープ供給用駆動モータの回転を開始する。また、(2)その後、当該被結束物Wの結束が完了したことを示す結束完了信号を発生するセンサからの信号に基づき、リール軸に連結したテープ供給用駆動モータの回転を停止する。
また、本発明によれば、テープ供給通路に、駆動力によって結束テープを供給するピンチロールを配置せず、上記作用・効果を発揮できるため、上下ローラ間の挟み付ける力を調整する調整作業や、リール軸とピンチロールの制動器間の制動バランスを調整する調整作業が発生せず、調整作業の少ない結束テープ供給装置を実現できる。
本発明例の結束テープ供給装置は、図1に示したように、リール軸3に結束テープ1を円筒状に巻いたテープロール2を装着してなるリールと、リール軸3を回転可能に支持する軸受け4と、リール軸3に連結したテープ供給用駆動モータ5と、前記リールから供給される結束テープ1を被結束物Wの周りに巻き回す誘導具8まで導くための誘導ローラと、を具備してなる。
また、昇降自在な可動ローラ(図示せず)を、結束テープ1が通るテープ供給通路に隣接配置された誘導ローラ6間に設け、そこに溜める結束テープ1の長さを変える装置も好ましい。このような可動ローラによれば、被結束物Wを結束するに要する結束テープ1の長さと、後述するようにしてテープ供給用駆動モータの回転を制御することで結束装置に供給する結束テープ1の長さとが、異なった場合でも、誘導ローラ6間に設けた可動ローラが昇降し、簡単な構成により、結束テープ1に過大な引張力が加わって被結束物Wに損傷が生じること、及び結束テープがテープ供給通路に余分に溜まることの両方を防止できる。
ところで、図2に示した状態から、被結束物Wの移動によって結束テープが引っ張られ、被結束物Wの周りに結束テープ1を巻き回す結束装置の場合、(1)被結束物Wの移動によって結束テープ1が引っ張られる前に、結束装置に配置したワーク位置検知センサからのテープ供給開始信号に基づいて、リール軸に連結したテープ供給用駆動モータの回転を開始する。また、(2)その後、当該被結束物Wの結束が完了したことを示す結束完了信号を発生するセンサからの信号に基づき、リール軸に連結したテープ供給用駆動モータの回転を停止する。
次いで、本発明例の結束テープ供給装置の動作について図2〜5を参照しつつ説明する。
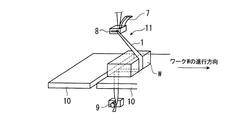
まず、被結束物Wを結束装置のテーブル上に置く。次いで、被結束物Wが、上下に差し渡された結束テープ1の手前に来たことを、結束装置に配置したワーク位置検知センサで検知したとき、被結束物Wの移動によって結束テープ1が引っ張られる前に、ワーク位置検知センサからのテープ供給開始信号に基づいてリール軸に連結したテープ供給用駆動モータの回転を開始する。
この必要な結束テープ1の長さは、被結束物Wの形状(たとえば矩形の段ボールを重ねた直方体形状の場合、必要な結束テープ1の長さ=(被結束物Wの高さ+被結束物Wの進行方向長さ)×2+結束部分の長さ)に応じて決まる。テープ供給用駆動モータの回転数は、リール外径を計れば、上記した必要な結束テープ1の長さから決定できる。
このように本発明によれば、外取り供給方式により結束テープを結束装置へ供給するための結束テープ供給装置において、結束テープに過大な引張力が加わって被結束物に損傷が生じること、及びリールが慣性で回転して結束テープがテープ供給通路に余分に溜まることの両方を防止可能である。また、本発明によれば、駆動力によって結束テープを供給するピンチロールをテープ供給通路に配置せず、上記作用・効果を発揮できるため、調整作業の少ない結束テープ供給装置を実現できる。
1 結束テープ
1a 外側端部
1b 内側端部
2 テープロール
2b 芯材
3 リール軸
4 軸受け
5 テープ供給用駆動モータ
6 誘導ローラ
7 結束アーム
8 誘導具
9 拘束具
10 テーブル
11 縮狭部
12 結び目
20 ピンチロール
21 固定ロール
22 可動ロール
Claims (1)
- リール軸にテープロールを装着してなるリールから外取り供給方式により結束テープを結束装置へ供給するための結束テープ供給装置であって、前記リール軸を回転可能に支持する軸受けと、前記リール軸に連結したテープ供給用駆動モータと、前記リールから供給される結束テープを被結束物の周りに巻き回す誘導具まで導くための誘導ローラと、を具備し、
前記結束テープが通るテープ供給通路の複数個所に、前記誘導ローラがその回転中心の方向と前記リール軸の回転中心の方向とが平行となるように配置されてなり、
前記テープ供給通路に隣接配置された誘導ローラ間に昇降自在な可動ローラを設け、そこに溜める結束テープの長さを変えること、
及び前記結束装置のワーク位置検知センサによりテーブル上を移動する被結束物の進行方向先端部が、上下に差し渡しされた結束テープの直前に来たことを検知するようにし、このワーク位置検知センサからのテープ供給開始信号に基づいて前記リール軸に連結したテープ供給用駆動モータの回転を開始するように電気回路を構成してなること、
及び前記結束装置に配置された結束完了信号を発生するセンサからの信号に基づいて、前記リール軸に連結したテープ供給用駆動モータの回転を停止するように電気回路を構成してなることを特徴とする結束装置への結束テープ供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007140584A JP4647637B2 (ja) | 2007-05-28 | 2007-05-28 | 結束装置への結束テープ供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007140584A JP4647637B2 (ja) | 2007-05-28 | 2007-05-28 | 結束装置への結束テープ供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008290766A JP2008290766A (ja) | 2008-12-04 |
| JP4647637B2 true JP4647637B2 (ja) | 2011-03-09 |
Family
ID=40165917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007140584A Active JP4647637B2 (ja) | 2007-05-28 | 2007-05-28 | 結束装置への結束テープ供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4647637B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56151620A (en) * | 1980-04-21 | 1981-11-24 | Daifuku Machinery Works | Method of supplying hoop to bundling machine |
| JPH05278708A (ja) * | 1992-04-07 | 1993-10-26 | Kohan Kogyo Kk | 結束機用バンドリール |
| JP2000238711A (ja) * | 1999-02-15 | 2000-09-05 | Kohan Kogyo Kk | ルーパー付きディスペンサー |
-
2007
- 2007-05-28 JP JP2007140584A patent/JP4647637B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56151620A (en) * | 1980-04-21 | 1981-11-24 | Daifuku Machinery Works | Method of supplying hoop to bundling machine |
| JPH05278708A (ja) * | 1992-04-07 | 1993-10-26 | Kohan Kogyo Kk | 結束機用バンドリール |
| JP2000238711A (ja) * | 1999-02-15 | 2000-09-05 | Kohan Kogyo Kk | ルーパー付きディスペンサー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008290766A (ja) | 2008-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5007826B2 (ja) | 糸巻取装置及びこの糸巻取装置を備える自動ワインダ | |
| KR101696319B1 (ko) | 광케이블 자동배출 권선시스템 | |
| JP2013520379A5 (ja) | ||
| JP2015506320A5 (ja) | ||
| EP2072440B1 (en) | Unwinding assisting device and method for operating an unwinding assisting device | |
| RU2758011C2 (ru) | Способ и устройство для подачи и сращивания листа материала, смотанного в рулон | |
| JP2009286608A (ja) | 自動ワインダ | |
| JP5876158B2 (ja) | 材料のストランドを巻き戻すための、回転アームを備える装置 | |
| JP4647637B2 (ja) | 結束装置への結束テープ供給装置 | |
| JP2637169B2 (ja) | 予備系を形成するための方法及び装置 | |
| CN219116731U (zh) | 一种自动换卷装置 | |
| WO2015029292A1 (ja) | 糸巻取装置 | |
| JP2005503303A (ja) | 結び目による糸加撚交絡により糸条を継ぎ合わせるための装置および方法 | |
| EP0885830B1 (en) | Method for holding the yarn end in a package | |
| JP4563298B2 (ja) | 帯状の荷造ひもを用いた結束方法 | |
| CA2314291C (en) | Unwinding apparatus | |
| JP2002308214A (ja) | 巻回体を結束する装置および方法ならびに長手状部材を巻取り・結束する装置および方法 | |
| US8322645B2 (en) | Machine and winding process for the storage of flat elements | |
| JPWO2018230494A1 (ja) | テープ類繰出装置及びテープ類繰出方法 | |
| JP2017088344A (ja) | 張力付与装置及び糸巻取装置 | |
| JP3180509B2 (ja) | シールド付電線の供給方法及び供給装置 | |
| JP6082171B1 (ja) | 包装装置、包装材の張力制御方法、包装材の端末処理システムおよび包装材の端末処理方法 | |
| JPH0523743A (ja) | 巻取装置 | |
| KR100920537B1 (ko) | 지관 제조용 원지 롤의 띠지 가이드 및 개폐장치 | |
| JP7536549B2 (ja) | 線材搬送装置及び線材搬送方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100727 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101208 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4647637 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |