JP4643096B2 - 管状ワークピースの側壁に対向する孔を形成するための方法及び装置 - Google Patents
管状ワークピースの側壁に対向する孔を形成するための方法及び装置 Download PDFInfo
- Publication number
- JP4643096B2 JP4643096B2 JP2001513539A JP2001513539A JP4643096B2 JP 4643096 B2 JP4643096 B2 JP 4643096B2 JP 2001513539 A JP2001513539 A JP 2001513539A JP 2001513539 A JP2001513539 A JP 2001513539A JP 4643096 B2 JP4643096 B2 JP 4643096B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- wall portion
- passage
- working end
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/035—Deforming tubular bodies including an additional treatment performed by fluid pressure, e.g. perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/28—Perforating, i.e. punching holes in tubes or other hollow bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1854—Means for removing cut-out material or waste by non mechanical means by air under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1818—Means for removing cut-out material or waste by pushing out
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/0015—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor specially adapted for perforating tubes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49805—Shaping by direct application of fluent pressure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0591—Cutting by direct application of fluent pressure to work
Description
【発明の属する技術分野】
本発明は、管状ワークピースの側壁に対向する2つの孔を形成し、又そこから切除されるスラグを取り除くための方法及び装置に関する。この方法は、通常,管状ワークピースの内部が、例えば圧力水によって加圧された状態において適用され、金型のキャビティ内にハイドロフォーミングが施される。昨今,このハイドロフォーミング法は、道路走行車両におけるフレーム構成部材を製造するなどスケールの大きいものに使用される。対向又は直線状に並ぶ孔は、管状フレーム部材又はその他同様のもの、例えば,それを介して機械的に留め具を接続するためのもの等に屡々必要とされる。
【0002】
【従来の技術】
従来,知られる孔形成方法については、米国特許第4989482号(Mason)に、加圧されたワークピースの側壁を突き刺し、そしてスラグを切除するための尖った作用端部を有する往復動部材或いはポンチ(punch)が開示されている。それによれば、ポンチは、孔が設けられており、例えば,ポンチの作用端部にスラグが付着するのを促すために、作用端部と低圧ゾーン間を連結するボアが設けられている。これは切除スラグがポンチから剥れて、ワークピースに落ち込み、ホール形成操作の終了後,ワークピース内の不明個所に残りという問題を避けている。しかしながら,上記特許は一つホールを形成する手順についての開示はあるが、2つの整列するホールの形成手順についての開示はない。
【0003】
他の公知の方法において、例えば米国特許第3,495,486号(Fuchs)には、加圧されたワークピースに隣接する通路内に往復動する部材が開示されている。最初,上記部材の作用端部はワークピースの側壁に隣接支持されている。作用端部はワークピースから引き下がり、内圧が液体の形でポンチに作用し、通路周辺に対応するライン沿いの非支持領域において側壁からスラグを切除する。上記特許は対抗して整列するホールの切除についての開示はなく、又,ホール形成後,スラグの処分についても触れていない。
【0004】
米国特許第5,666,840号(Shah他)にはハイドロフォームのチューブに2つの整列するホールを突き刺す方法が開示されている。上記ポンチは孔が設けられ、ポンチのカッティング端部にスラグが付着することを推奨している。この方法はポンチの端部からスラグを取り除く圧力をチューブ内に供給する液体加圧に依存する。その結果、加圧は第2ホールの形成中及び形成後も維持することが要求され、又、第2のホールはポンチと同じの大きさでなけばならないという設計上の制約を受け、それによってポンチはそれが通るようにシールされる。さらに,ダイ或いは第2ホールに隣接するダイボタンにおける通路はポンチと同一サイズであるため、ポンチの速やかな疲労又は破損のリスクを招く。又、一寸した不整列がダイボタンの側部をポンチが叩くことになる。さらに上記装置の不利点は、何らかの理由で、チューブ内の加圧が損なわれた場合、スラグがチューブ内の引き戻され、ポンチが後退した時,チューブ内に沈積する。上記スラグがチューブの側壁内側における水膜に付着するため、スラグの存在は、水膜が乾き切る後まで現れず、又,このチューブ製品が発送或いは車両フレームその他の製品に組み込まれた後は厄介なものとなり、購買者を救済することは困難かつ不可能なことである。
【0005】
【発明が解決しようとする課題】
本発明は上記従来法の不利点を解消するための方法及び装置を提供するものである。
【0006】
【課題を解決するための手段】
本発明によれば,管状ワークピースの側壁に対向するホールを切除し、そこからスラグを取り除く方法であり、以下の工程を具備する。
【0007】
(a)ワークピースを加圧する
(b)夫々作用端部を有し、軸方向に整列する第1及び第2の往復動部材を設け、上記作用端部は、ワークピースの対向する第1及び第2の壁に適用して配置され、上記第1部材より大きな横断面を有する第2部材と、上記ワークピースを横切る方向に延びる通路内を往復動する
(c)第1及び第2壁部分を第1部材が貫通する
(d)ワークピースの第1および第2壁部分から第1及び第2スラグ切除する
(e)第1部材の作用端部を第2部材の作用端部方向に前進させ、第1及び第2部材の作用端部間に切除スラグを捕捉する
(f)上部材を動かし、それによって上記部材の作用端部とそれらの間に捕捉されたスラグとを、ワークピースから離れる方向に上記通路に沿って進行させる
(g)上記部材の作用端部を、ワークピースから離間する通路の領域で,分離する
(h)上記作用端部から上記スラグを取り除く方法。
【0008】
本発明による方法によって、第2部材が往復動する通路は第1部材よりも大きな横断面を有し、従って第2部材に隣接する管状ワークピースの側壁に形成されるホールは、第1部材に隣接するワークピースの側壁に形成されるホールよりも広く、又,第1部材と通路の側部間にクリアランスがあり、従って通路の側部に第1部材が衝突する危険はかなり低減或いは回避される。対向する第1及び第2部材間に捕捉されるスラグは共にチューブの外側にユニットとして動かされ、そこで各部材の作用端部の分離によって確実に解放され、その時点で,スラグ除去テクニック、即ち,第1及び第2部材からスラグを分離するための圧縮空気及び圧力水の噴射が適用される。又,管状ワークピースの内側にスラグが引き戻されないことが保証される。なお,上述の方法は、第1及び第2部材の端部からスラグを取り外すべくチューブの加圧に使用される液体以外の圧力源からの圧力供給を行うことができる。
【0009】
又,本発明は、加圧された管状ワークピースの側壁に、対向するホールを切除し、そこからスラグを取り除くための装置を提供する。
【0010】
(a)上記加圧されたワークピースを制限するための対向する第1及び第2ダイと
(b)上記第1ダイの第1通路内を往復動し、ワークピースの第1の壁部分に適用される作用端部を有する第1部材と
(c)上記第2ダイの第2通路内を往復動し、第1の壁部分に対向するワークピースの第2の壁部分に適用される作用端部を有すると共に、第1部材より大きな横断面を有する第2部材と
(d)ワークピースから離間する領域で,第2通路の一側に連通する第2ダイにおけるスラグ処理するクロス通路とを具備し、
(e)第1及び第2部材を往復動させ、第1の壁部分に隣接する作用端部を有する部分と上記クロス通路に隣接する部分との間で第1部材を往復動させるように操作可能であり、第2の壁部分に隣接する作用端部を有する部分と上記クロス通路に隣接する部分との間で第2部材を往復動させるように操作可能であり、
(f)上記クロス通路に沿ってスラグを移動させるためのクロス通路に接続可能な第1の圧力供給源を具備する装置。
【0011】
【発明の実施の形態】
以下、図面を参照して本発明の一実施形態を説明する。
【0012】
添付の図面に関し、同一の符号は同一の部分を示すものであり、先ず,図1〜4は方法を示し、図1は、ハイドロフォーミング操作に適用される上部及び下部ダイ11及び12を有するプレス装置であり、チューブ13の形態をなすワークピースは、閉位置におけるダイ11及び12間に形成されるキャビティ14内に制限される。
【0013】
好ましい形態において、チューブ13の端部は、チューブ13内に充填される流体16,例えば水によってシールされる。上記液体は、好ましくは,ダイ11,12が閉じる前に、予め加圧される。ダイが閉じた後、上記流体」16は、さらに加圧され、それによってチューブの壁17はキャビティ14の外形に合致する。ハイドロフォーミングされたチューブ製品は、屡々,円形でなく断面長方形をなす。予備加圧,ハイドロフォーミング,充填及びシール工程は、全開示内容をここに参照導入するところの同一譲受人所有の米国特許第33,990号(再発行)(Cudini),第5,235,836号(Klages他),第5,445,002号(Cudini他)及び第5,644,829号(Mason他)に詳細に示されている。
【0014】
第1部材ないしポンチ18は、上部ダイ11によって区画形成されるダイ キャビティの横方向に延びる通路又はボア19内を往復動する。ポンチ18の構造及び機能は、米国特許第4,989,482号(Mason)に記述されている。
【0015】
上記ポンチ18は、作用端部又は先端部20を有し、切断エッジを形成するように削られており、その好ましい形態としては,上記作用端部20から内方に延びる軸方向ボア21を有し、該ボアはポンチ18の外側方に曲がるクロスボア22に連通する。又、ポンチ18は、ポンチを往復動させるための装置24に接続するホルダー23を保持し、例えば,ポンチのホルダー23は、水圧ピストンのピストンに接続され、シリンダ装置のシリンダ(図示せず)はダイ11に接続されている。
【0016】
供給クロス ボア26は、ダイ11を貫通し、その一端がlateralボア19に接続し、さらにボア26は、例えば圧搾空気のような加圧流体源S1 に弁27を介して接続されている。
【0017】
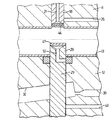
ダイ12は、通路19の一列に整列する通路ないしボア28を有し、該ボアはダイ12によって形成されるキャビティ14の側方に延びている。第2部材29は、通路28内を往復動する。第2部材29及び通路28は、第1部材及び通路28は第1部材18及び通路19よりもやや巾広であり、好ましい形態においては、図3に示されるように,ポンチ18は、その前進位置において,ポンチ18の全周にクリアランスをもって通路28に挿通される。例えば,ポンチ29及び通路28は、ポンチ18の巾を基準として,ポンチ18よりも約0.5ないし300%広くすることができ、より好ましくは約5ないし100%、さらにより好ましくはポンチ18よりも10ないし20%広くする。上記部材29は、好ましくは作用端部又は先端部20を有し、切断エッジを形成するように削ってもよい。
【0018】
又,部材29は、その作用端部20から部材29の外側方にへ抜けるクロスボア33に延びる軸方向ボア32を有する。上記部材29は、該部材を往復動させるための装置36に接続するホルダー34を保持し、例えば,上記ホルダー34は、水圧ピストンのピストンに接続され、シリンダ装置のシリンダ(図示せず)はダイ12に接続されている。
【0019】
スラグを処分するシュート又はクロス通路37は、通路28を横切り、その一側は、ダイ12の一側にある出口端部(図示せず)に向けて下方に傾斜している。通路28の逆側におけるシュート37の内方端部は、ダイ12を貫通し、かつ例えば圧力水のような加圧流体源S2 に弁41を介して接続する供給ボア39に接続されている。上記ボア39は、噴出口のような狭窄部42により制限された部分を介して通路38に接続することができる。
【0020】
他の供給ボア43は、その一端が通路28の外側に交差して接続され、その他端は例えば圧搾空気のような加圧流体源S3 に弁44を介して接続されている。
【0021】
操作について、第1及び第2部材18および29は、当初,図1に示すように,その作用端部20及び31が、ダイ11及び12におけるキャビティ14の隣接面と同一高さに位置し、流体によって加圧されたチューブ13の第1及び第2壁部分の外方に接触する。
【0022】
本発明の方法における一形態において、図1〜4に示されるように,装置24は、ポンチ18の作用端部20がチューブの壁17の接触部を通って前進するように作動し、スラグ46を切断する。図2に示すように,ポンチ18の作用端部20は、スラグ46を前方に運ぶ。そこで,好ましい形態として,ポンチ18は通気ボア21を有しており、作用端部20へのラグ46の付着、及びチューブ壁17からのスラグ46のきれいな切断除去は、チューブ13内部とボア21内部との間に存在する圧力差によって促される。即ち,ボア21内の圧力は、流体16に比し、好ましくは,実質的に外気圧まで圧力を減じる。
【0023】
スラグ46が、通路29に対向する領域における側壁17の第2側壁部分の表面に接触する時点において、装置36は、図3に示されるように、部材29を後退させるように作動する。例えば,装置36が、水圧ピストンのピストン及びシリンダに接続されている場合、シリンダに接続される弁は、ピストンの延長においてシリンダから圧力を解除するように作動する。装置36は、部材29が管状のワークピース13から積極的に遠ざかり後退するように随意,作動させることができ、その時、スラグ46は第2の側壁部分に接触し、そして短時間後,ピストンの延長側から上述のように圧力の解除がなされる。側壁部分17の内側におけるスラグ46のインパクト、チューブ13内での圧力流体16による圧力及び部材29の引き下げの組合わせによって、第2のスラグ47は、通路28に隣接する領域の側壁17から打ち抜かれる。装置24およびポンチ18は、図3に示される延出位置方向に前進し、部材29はホルダ34及び装置36と共に後方に押され、それによってスラ46及び47は、ポンチ18と部材29の作用端部20と30間に圧縮して捕捉され、そして、この捕捉された状態で図3に示される横方向位置に確実に運ばれる。この時点まで,作用端部20と31は、それらの間にスラグ46,47が圧縮して捕捉されるように対向し、スラグ46,47は、チューブ13内の流体と軸方向の通気ボア21及び32内側部との間の差圧によって,作用端部20及び31に確実に位置し保持される。その結果,スラグ47は、例えば,チューブ13の側壁〜きれいに切除され、該壁に付着して残ることがない。
【0024】
通路29は、ポンチ18よりも大きな面積を有するので、第2のスラグ47はスラグ46よりも大きな面積を有する。さらに,図3から明らかなように,ポンチ18が前進するために、ポンチ18と通路28との側部にはその全長にわたってクリアランスが設けられている。
【0025】
第2のスラグ47を切除するために生じるストレスによって,下部ダイ12の部材の過剰な疲労を避けるため、下部ダイ12には、通路28の口部を形成するための開口部28Aを有するインサート又はダイボタン48を通路28の開口部領域に設けることができる。上記インサート48又はダイボタンは、例えば硬いスチールで形成する。
【0026】
ポンチ18は、図3に示されるように,装置24がその延長方向における動きの限界に達する位置をとるまで前進する。この限界は、例えば,内部でピストンが作動するシリンダ(図示せず)の壁によって決められる動きの限界に達するシリンダ24に接続されるピストンによって決められる。
【0027】
図3に示されるように,この延長又は前進の限界位置において、ポンチ18のクロスボア22はダイ11の供給ボア26と一線に並ぶ。
【0028】
ポンチ18が停止する一方、部材29は、図4に示される後退の限界まで,チューブ13から遠ざかる方向に後退を続けるように装置36によって作動する。する。これは、例えば,ピストンのピストン後退側及び装置36に接続するシリンダ機構に、圧力を供給することによってなされる。再度、後退の限界は、ピストンが働くシリンダ内の動きの限界に達するところの装置36に接続されるピストンによって決められる。
【0029】
図4に示される位置において,部材29におけるクロスボア33はダイ12の供給43ボアと一線に並ぶ。
【0030】
図4に示される位置において,部材18及び29の作用端部20及び31は、夫々,互いに離間し、それによってスラグ46と47は解放され、もはや作用端部20と32との間に圧縮された状態で捕捉されることはない。
【0031】
弁27,41及び44は開かれ、圧縮空気が供給源SI 及びS3から供給ボア26及び43に沿って供給され、圧縮ガスが軸方向ボア21及び32に供給され、部材18及びび29の作用端部20及び31から離れる軸方向にスラグ46及び47を推進させる。同時に,例えば液圧又はガス圧下にある圧力水が、供給ボア39に沿って押し込まれ、圧力水は、図4に破線で示される強制スプレー状態で,シュート37内に出され、図4の矢印で示すようにスラグ処理シュート37に沿って下方にスラグ46,47を洗い流す。チューブ13からポンチ18と通路28間の環状通路に沿って逃げる水は、シュート37に流れ、そしてスラグ46,47を出口への洗い出すのを助ける。取り除かれたスラグは、下方ダイ12側に隣接するシュート37の出口端部に隣接配置されたビン又は同様のものに収集することができる。
【0032】
装置24及び36はポンチ18及び部材29を図1で示めす位置に復帰させるように作動し、その位置において上記部材の作用端部はダイ11及び12のキャビティ14の隣接面と同一高さに配置される。
【0033】
上記チューブ13の端部はシールされず、残された液体がチューブ13から排出されるようにし、ダイ11及び12は、ハイドロフォームされ孔あけされたワークピ−スを取り出すために開かれる。
【0034】
そして得られた管状ワークピースは開いたダイ11,12の間に置かれ、上記ワークピースはシール、充填し、好ましくは予備加圧され、そしてダイ11,12は閉止位置に移動し、ワークピースはハイドロフォームされ、図1〜4を参照して述べた操作のサイクルが繰り返される。
【0035】
好ましい形態として、作動装置24と36並びに弁装置27,41及び44の操作は自動制御される。この受動制御は、従来公知であり、かつ業界においてよく知られおり、ここにおいて詳しく記述する必要はない。例えば,上記自動制御は、タイマーによって達成され、或いは上記装置24,36により作動する近接proximityスイッチによって操作される論理回路により達成される。
【0036】
図5及び図6を参照して以下に述べる本発明の第2実施例において,部材29は、ポンチとして機能し、好ましくは,尖った作用端部或いは先端部31を有する。
【0037】
最初,部材18及び29は図1に示される位置にある。装置36は加圧されたチューブ13の側壁17を通してポンチ29を駆動するように作動し、スラグ47を切除し、側壁17に対応する開口部を形成する。スラグ47は図5に示すように,チューブ13内の略中心位置に移動するようにポンチ29の先端部31に運ばれる。上記先端部31へのスラグ47の付着は、チューブ13内の流体16と通路29内におけるボア32の内側との間に存在する圧力差によって好ましい形態で促進される。
【0038】
ポンチ29は通路28内に密に適合されているが、通常、ポンチ29と通路28間の適合はガス蜜ではなく、従って,通路32内側は少なくともある程度の広さを有し外気と連通する。
【0039】
望ましくは,チューブ13内からの圧力水のリークを減じ、又、スラグ46,47がチューブの側壁から切除された後、チューブ13内の加圧状態を所望程度に維持するために、通路19及び28にはOリングを装備することができる。リングは通路19又は28の側壁における環状の溝中に保持され、ポンチ18と29の側部に係合し、又、通路19と28の側壁と従来によるポンチ18及び29との間をシールする。
【0040】
そして、装置24は隣接する側壁17を通してポンチ18を駆動するように作動し、スラグ47より小さな面積のスラグ46を切除する。ポンチ18は図6に示される位置に前進を続け、其処においてすら46及び47部材18及び29の先端部間に圧縮状態で捕捉される。ポンチ18は前進し、一方,ポンチ29は、例えば図3に示すように,装置36に接続するピストンの延長側における圧力を解除することによって後退する。ポンチ18は、その捕捉されたスラグ46及び47と共にポンチ29を押し、スラグ46及び47はポンチ18及び29の作用端部間に捉えられた状態を維持する。上記のように捕捉されたスラグ46及び47は、図3に示される位置に一体となって移動し、その位置においてポンチ18は延長限界に達する。そして作動サイクルの残りは、図3及び4を参照して記載されている通りであり、上記位置において部材29は、さらに後退し、スラグ46および47は、供給ボア26及び43に沿って供給される圧縮空気によって移動し、ボア39から供給される噴射水によって自由状態になったスラグ46および47は、スラグシュート下方に流し出される。
【0041】
その後,ポンチ18及び29は図1に示す位置に復帰し、開口されたワークピース、さらにシールが外されて排水処理され、ダイ11,12の開放後,プレス装置から取り出される。そして新しいワークピースは、図5〜6を参照して述べている作動のサイクルが繰り返される。
【0042】
本発明方法の第3の形態は、図7に示されており、ポンチ18及び29は、最初,図1に示される位置にあり、ポンチ18は、図7に示すように、後退し、ポンチ18の作用端部20に付着する46をチューブ13内の圧力で押し出す。
【0043】
スラグ46を運ぶポンチ18は、図2に示す位置に前進し、図2,3及び4を参照して述べた前記操作に従う。
【0044】
上記方法の第4の形態において、最初は,図7に基く前述の手順に従い、その後,ポンチ29は、図8に示されるように、チューブ13ないの内方位置にスラグ47を運ぶ。ポンチ18は図6に示される位置に前進し、図3及び4に基いて述べた前記手順に従う。
【0045】
上記方法の第5の形態において、図9に示すように、最初,ポンチ18はスラグ46を切除するために前進し、ポンチ29は後退する。それによってチューブ13内の流体圧がスラグ47を切除する。その後,ポンチ18は前進し、一方,ポンチ29は後退して、図3及び4に基いて述べた前記手順に従う。
【0046】
上記方法の第6の形態において、最初,ポンチ18及び29は共に図10に示すように、後退し、チューブ13内の圧力でスラグ46及び47を切除する。ポンチ18は前進する一方,ポンチ29は後退し、後は図3及び4に基いて述べた前記手順に従う。
【0047】
部材18及び29の断面形状、従って,それらの作用端部によるスラグ切除部分及び側壁17に形成される開口部の所望の外形については、例えば,円形、楕円形、三角形、長方形、多角形、或るいは簡単又は複雑な曲線形状をなす。一方,部材29及びダイボタン48を通す通路28Aを含む通路28は、部材18及び19よりも大きい巾及び横断面積を有するが、部材29の全横断面積が部材18よりも大きいことを要するものではない。それは部材18がその全長にわたってリアランスをもって通路28を通過することを望むものである。
【0048】
例えば,ポンチ18の横断面が部材29の横断面上に投影された時、その全外縁が部材29の横断面周辺の内側に余裕乃至はクリアランスを有するものであれば良く、それによって通路28又はダイボタン48の側部にポンチ18が衝突する危険を避けることができる。
【0049】
上述の方法はさらに他の利点を提供するものであり、スラグ46,47はチューブ13の広い壁から鮮やかに切除され、そして確実に捕捉され、ワークピースから離間するシュート37の内部に移動し、そこで開放され、シュート37伝いに処理される。それによってスラグ46,47が、逆送あるいは管状ワークピース13内に残されるという危険をなくすことができる。
【0050】
スラグ46を切除することにより形成されるホールに隣接するチューブ13の側壁17は、ポンチ18によってなされるスラグ46の内方への動きによりチューブ13の中央内方にインデントされる傾向があり、一方,反対側において,より大きなスラグ47の外方への動きは、キャビティ14面に対し外方に押し出される傾向があるので、スラグ47の除去によって形成されるホールの周辺は、管状の側壁17と同一高さに形成される傾向がある。このホール周辺の形状は、特に,整列するホールを貫通して機械的止め具を取り付けるために便利かつ実用的ある。
【図面の簡単な説明】
【図1】 本発明の一実施例である打ち抜き操作の開始前におけるハイドロフォーミング ダイの一部を切欠して示す概略図。
【図2】 打ち抜き及びスラグの除去操作の工程を示す説明図。
【図3】 打ち抜き及びスラグの除去操作の工程を示す説明図。
【図4】 打ち抜き及びスラグの除去操作の工程を示す説明図。
【図5】 本発明の他の実施例である打ち抜き方法の変形例を示す図。
【図6】 図5に示す打ち抜き方法における工程を示す説明図。
【図7】 本発明の他の実施例である打ち抜き方法の変形例を示す図。
【図8】 本発明の他の実施例である打ち抜き方法の変形例を示す図。
【図9】 本発明の他の実施例である打ち抜き方法の変形例を示す図。
【図10】 本発明の他の実施例である打ち抜き方法の変形例を示す図。
Claims (22)
- 管状ワークピースの側壁に対向するホールを切除し、そこからスラグを取り除く方法であり、前記方法は、以下の工程を具備する。
(a)ワークピースを加圧する、
(b)夫々作用端部を有し、軸方向に整列し往復動する第1部材及び第2部材を設け、前記作用端部は、前記ワークピースの対向する第1の壁部分及び第2の壁部分に適用して配置され、前記第2部材は前記第1部材より大きな横断面を有し、前記ワークピースを横切る方向に延びる通路内を往復動する、
(c)前記第1の壁部分及び前記第2の壁部分を前記第1部材が貫通する、
(d)前記ワークピースの前記第1の壁部分および前記第2の壁部分から第1スラグ及び第2スラグを切除する、
(e)前記第1部材の前記作用端部を前記第2部材の前記作用端部方向に前進させ、前記第1部材の作用端部及び前記第2部材の作用端部間に切除スラグを捕捉する、
(f)前記両部材を動かし、それによって前記両部材の作用端部とそれらの間に捕捉されたスラグとを、前記ワークピースから離れる方向に前記通路に沿って進行させる、
(g)前記両部材の作用端部を、前記ワークピースから離間する通路の領域で、分離する、
(h)前記両作用端部から前記スラグを取り除く。 - 前記第1部材が切除作用端部を有し、前記ステップ(c)及び(d)は、前記第1部材を前記第1の壁部分を通して、前記第2の壁部分の方向に前進させ、前記第1部材が前記第2の壁部分に近接した後、前記第2部材を前記ワークピースから離れるように後退させる請求項1に記載の方法。
- 前記第1部材及び前記第2部材が、夫々切除作用端部を有し、前記ステップ(c)及び(d)は、前記第1の壁部分を貫通して前記第1部材を前記ワークピースの内部方向に前進させ、及び前記第2の壁部分を貫通して前記第2部材を前記ワークピースの内部方向に前進させ、そして前記第1部材を前記第2の壁部分を貫通して前進させ、一方、前記第2部材を前記ワークピースから外方に後退させる工程を含む請求項1に記載の方法。
- 前記ステップ(c)は、前記第1部材を前記ワークピースから離れる側面方向に後退させ、前記第1部材を前記第2の壁部分を貫通して側面方向に前進させる工程を含む請求項1に記載の方法。
- 前記ステップ(c)及び(d)は、前記第1部材を前記ワークピースから離れる側面方向に後退させ、前記第1部材を前記第2の壁部分を貫通して側面方向に前進させ、前記第2部材を前記ワークピースから離れる側面方向に後退させる工程を含む請求項1に記載の方法。
- 前記第2部材は、前記第1部材が前記第2の壁部分に近接する前に、後退させる請求項5に記載の方法。
- 前記第1部材が前記第2の壁部分に近接した後に後退させる請求項5に記載の方法。
- 前記ステップ(c)及び(d)は、前記第1の壁部分及び前記第2の壁部分を貫通して、前記第1部材を前進させ、前記第1部部材が前記第2の壁部分に近接する前に、前記第2部材を前記ワークピースから離れるように後退させる工程を含む請求項1に記載の方法。
- 前記ステップ(c)及び(d)は、前記第1部材及び前記第2部材を前記ワークピースから離れるように後退させ、前記第1部材を前記第1の壁部分及び前記第2の壁部分を貫通して前進させる工程を含む請求項1に記載の方法。
- 前記第1部材及び前記第2部材が、夫々作用端部と該部材の後方部分との間に連通する軸方向ボアを有し、前記ステップ(h)は、前記ワークピースの外側領域から各軸方向ボアに沿って圧力を適用する工程を含む請求項1ないし請求項9のいずれか1項に記載の方法。
- 前記第1部材及び前記第2部材は、前記軸方向ボアに連通するクロスボアを有し、圧力源に接続する圧力導管と一列に並ぶ請求項10に記載の方法。
- 前記第1部材及び前記第2部材が、第1ダイ及び第2ダイ内を往復動し、前記各圧力導管が前記第1ダイ及び前記第2ダイ内に夫々延びるボアを有する請求項11に記載の方法。
- 前記通路は、前記ワークピースから離れた領域においてクロス通路に連通し、前記ステップ(h)は、前記クロス通路の一部から前記通路の一側に圧力を適用し、前記一側に対向する前記通路側の前記クロス通路方向にスラグを移動させる請求項1に記載の方法。
- 加圧された管状ワークピースの側壁に対向するホールを切除し、そこからスラグを取り除くための装置であって、前記装置は、下記(a)〜(f)を具備する。
(a)前記加圧されたワークピースを閉じ込めるための対向する第1ダイ及び第2ダイ、
(b)前記第1ダイの第1通路内を往復動し、前記ワークピースの第1の壁部分に適用される作用端部を有する第1部材、
(c)前記第1部材と軸方向に整列し、前記第2ダイの第2通路内を往復動し、前記第1の壁部分に対向する前記ワークピースの第2の壁部分に適用される作用端部を有すると共に、第1部材より大きな横断面を有する第2部材、
(d)前記ワークピースから離間する領域で、前記第2通路の一側に連通する前記第2ダイ中のスラグ処理するクロス通路、
(e)前記第1部材及び前記第2部材を往復動させ、前記第1の壁部分に隣接する作用端部を有する部分と前記クロス通路に隣接する部分との間で前記第1部材を往復動させるように操作可能であり、前記第2の壁部分に隣接する作用端部を有する部分と前記クロス通路に隣接する部分との間で前記第2部材を往復動させるように操作すること、
(f)前記クロス通路に沿ってスラグを移動させるための前記クロス通路に接続可能な第1の圧力供給源。 - 前記第1部材は、カットされた作用端部を有する請求項14に記載の装置。
- 前記第2部材はカットされた作用端部を有する請求項14又は15に記載の装置。
- 前記第1部材の往復駆動機構は、前記第1部材を前記ワークピースから離れて後退するように操作可能である請求項14ないし16のいずれか1項に記載の装置。
- 前記第2部材の往復駆動機構は、前記第2部材を前記第2の壁部分を貫通してワークピースの内部方向に延出させるように操作可能である請求項14ないし17のいずれか1項に記載の装置。
- 前記第1部材及び前記第2部材が、夫々作用端部と前記部材の後方部との間を連通する軸方向ボアを有し、各軸方向ボアに沿って接続可能な他の圧力源を具備する請求項14ないし18のいずれか1項に記載の装置。
- 前記第1部材及び前記第2部材は,各々、前記軸方向ボアに連通するクロスボアを有し、前記部材の作用端部が前記クロス通路に接する位置に往復動する時、各圧力導管と一列に並ぶ請求項19に記載の装置。
- 各圧力導管は、前記第1ダイ及び前記第2ダイ内に延びるボアを有する請求項20に記載の装置。
- 前記第1の圧力源は、前記一側に対向する前記第2通路の一側における前記クロス通路の一部に接続する請求項14ないし21のいずれか1項に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/361,998 US6067830A (en) | 1999-07-28 | 1999-07-28 | Method and apparatus for forming opposing holes in a side wall of a tubular workpiece |
| US09/361,998 | 1999-07-28 | ||
| PCT/CA2000/000871 WO2001008829A1 (en) | 1999-07-28 | 2000-07-26 | Method and apparatus for forming opposing holes in a side wall of a tubular workpiece |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003505252A JP2003505252A (ja) | 2003-02-12 |
| JP4643096B2 true JP4643096B2 (ja) | 2011-03-02 |
Family
ID=23424279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001513539A Expired - Lifetime JP4643096B2 (ja) | 1999-07-28 | 2000-07-26 | 管状ワークピースの側壁に対向する孔を形成するための方法及び装置 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6067830A (ja) |
| EP (1) | EP1200211B1 (ja) |
| JP (1) | JP4643096B2 (ja) |
| AT (1) | ATE240171T1 (ja) |
| AU (1) | AU6256800A (ja) |
| BR (1) | BR0012521A (ja) |
| CA (1) | CA2373998C (ja) |
| DE (1) | DE60002726T2 (ja) |
| ES (1) | ES2198331T3 (ja) |
| WO (1) | WO2001008829A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1283383C (zh) * | 2000-02-22 | 2006-11-08 | 科西马国际公司 | 液力成型冲洗系统 |
| US6662611B2 (en) | 2000-02-22 | 2003-12-16 | Magna International, Inc. | Hydroforming flush system |
| DE10016208C1 (de) * | 2000-03-31 | 2001-10-04 | Schuler Hydroforming Gmbh & Co | Vorrichtung zum Ausschneiden eines Ausschnitts aus der Wandung eines als Hohlkörper ausgebildeten Bauteils während der Herstellung des Bauteils nach dem Innenhochdruck-Umformverfahren |
| JP4438203B2 (ja) * | 2000-09-12 | 2010-03-24 | 株式会社デンソー | パイプの穴開け方法及び装置 |
| WO2002049787A1 (en) * | 2000-12-20 | 2002-06-27 | Dayton Systems Group, Inc. | Lugged cap forming system |
| US6401507B1 (en) * | 2001-11-30 | 2002-06-11 | General Motors Corporation | Hydroforming, in-die hydropiercing and slug-ejecting method and apparatus |
| EP1329269B1 (de) * | 2002-01-17 | 2005-02-09 | Alcan Technology & Management AG | Innenhochdruck-Umformvorrichtung und Verwendung derselben |
| US6923100B2 (en) * | 2002-04-01 | 2005-08-02 | Hni Technologies Inc. | Method and apparatus for punching particle board |
| DE10328454B3 (de) * | 2003-06-25 | 2004-07-15 | Daimlerchrysler Ag | Vorrichtung zum Lochen von Werkstücken in einem Innenhochdruckumformwerkzeug |
| WO2005080019A1 (ja) * | 2004-02-20 | 2005-09-01 | Sumitomo Metal Industries, Ltd. | ハイドロフォーム成形品、並びにハイドロフォーム加工方法およびそれに用いられる金型 |
| DE102005033493B3 (de) * | 2005-07-19 | 2006-09-28 | Daimlerchrysler Ag | Verfahren und Vorrichtung zum Entfernen eines aus einem Hohlprofil herausgetrennten Lochbutzens |
| US7484397B2 (en) * | 2006-01-12 | 2009-02-03 | Vari-Form, Inc. | Punch, apparatus and method for forming opposing holes in a hollow part, and a part formed therefrom |
| US7204113B1 (en) * | 2006-09-29 | 2007-04-17 | Gm Global Technology Operations, Inc. | Punch for hydroforming die |
| US7503197B2 (en) * | 2007-02-14 | 2009-03-17 | Gm Global Technology Operations, Inc. | Apparatus for hole punching |
| US7503198B1 (en) * | 2008-02-07 | 2009-03-17 | Gm Global Technology Operations, Inc. | Slug expanding and capturing apparatus and method for hydroforming application |
| DE102008010127A1 (de) * | 2008-02-20 | 2009-08-27 | Maschinenfabrik Spaichingen Gmbh | Verfahren und Vorrichtung zur Entfernung von Stanzabfällen |
| US8424360B2 (en) | 2008-07-30 | 2013-04-23 | Magna International Inc. | Hydraulic cylinder with three positive position stops |
| BR112012002455B1 (pt) * | 2009-08-05 | 2019-11-05 | Gi Di Mecc S P A | método para obter uma abertura em um membro de corpo oco e equipamento para implementação do método |
| DE102013003118B4 (de) * | 2013-02-25 | 2015-03-26 | Jenoptik Automatisierungstechnik Gmbh | Verfahren zum Entsorgen von einem bei einem Lochungsvorgang eines Hohlprofils enstehenden Butzens |
| JP6168524B2 (ja) * | 2014-03-10 | 2017-07-26 | 有限会社 シバ金型 | 加工器具 |
| US10723035B1 (en) | 2014-07-15 | 2020-07-28 | Southwire Company, Llc | Punch |
| CN104368667B (zh) * | 2014-12-08 | 2016-03-09 | 浙江炜驰汽车零部件股份有限公司 | 一种管子端面半圆一次成型装置 |
| CN105149457B (zh) * | 2015-10-08 | 2017-03-15 | 无锡安士达五金有限公司 | 冷镦钉体废料隔离冲模 |
| EP3919950A4 (en) * | 2019-01-29 | 2022-10-19 | Suk Man Bae | FIBERGLASS PROCESSING DEVICE |
| IT202000004189A1 (it) | 2020-02-28 | 2021-08-28 | Ricos Srl | Dispositivo per la foratura di tubi cavi di piccole dimensioni e relativo metodo di foratura |
| US11517956B2 (en) * | 2020-03-10 | 2022-12-06 | Fords Packaging Systems Limited | Bottle, cap and machine |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3487668A (en) * | 1966-07-12 | 1970-01-06 | Western Electric Co | Shaping and forming articles |
| US3495486A (en) * | 1967-06-09 | 1970-02-17 | Western Electric Co | Methods of simultaneously cutting portions of a member having differing resistances to cutting action |
| JPS5584233A (en) * | 1978-12-18 | 1980-06-25 | Nippon Kokan Raito Steel Kk | Pipe burring device |
| US4989482A (en) * | 1989-11-17 | 1991-02-05 | Ti Corporate Services Limited | Method and apparatus for punching a hole in sheet material |
| DE4322063C2 (de) * | 1993-07-02 | 1999-07-15 | Schaefer Hydroforming Gmbh | Verfahren und Vorrichtung zum Ausschneiden eines Ausschnittes aus einer Wandung eines nach dem Innenhochdruck-Umformverfahren hergestellten Hohlkörpers |
| US5398533A (en) * | 1994-05-26 | 1995-03-21 | General Motors Corporation | Apparatus for piercing hydroformed part |
| JP3590663B2 (ja) * | 1995-01-10 | 2004-11-17 | 幸義 村上 | Oa機器用中空シャフト管の穿孔装置 |
| DE19530055B4 (de) * | 1995-08-16 | 2004-08-26 | Schuler Hydroforming Gmbh & Co. Kg | Verfahren zum Herstellen von doppelwandigen Durchbrechungen in Bauteilen nach dem Innenhochdruck-Umformverfahren |
| US5666840A (en) * | 1996-06-13 | 1997-09-16 | General Motors Corporation | Method for piercing two aligned holes in a hydroformed tube |
| DE19647963C2 (de) * | 1996-11-20 | 1998-11-26 | Daimler Benz Ag | Verfahren und Vorrichtung zur Herstellung von Löchern am Umfang von Hohlprofilen |
| US5816089A (en) * | 1996-11-26 | 1998-10-06 | Dana Corporation | Hydroforming apparatus having in-die hole piercing capabilities and a slug ejection system using hydroforming fluid |
| US6070445A (en) * | 1997-10-29 | 2000-06-06 | Trw Inc. | Method of manufacturing the control arm |
-
1999
- 1999-07-28 US US09/361,998 patent/US6067830A/en not_active Expired - Lifetime
-
2000
- 2000-07-26 BR BR0012521-0A patent/BR0012521A/pt not_active IP Right Cessation
- 2000-07-26 AU AU62568/00A patent/AU6256800A/en not_active Abandoned
- 2000-07-26 DE DE60002726T patent/DE60002726T2/de not_active Expired - Lifetime
- 2000-07-26 WO PCT/CA2000/000871 patent/WO2001008829A1/en active IP Right Grant
- 2000-07-26 CA CA002373998A patent/CA2373998C/en not_active Expired - Lifetime
- 2000-07-26 ES ES00949032T patent/ES2198331T3/es not_active Expired - Lifetime
- 2000-07-26 AT AT00949032T patent/ATE240171T1/de not_active IP Right Cessation
- 2000-07-26 EP EP00949032A patent/EP1200211B1/en not_active Expired - Lifetime
- 2000-07-26 JP JP2001513539A patent/JP4643096B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6067830A (en) | 2000-05-30 |
| WO2001008829A1 (en) | 2001-02-08 |
| CA2373998A1 (en) | 2001-02-08 |
| CA2373998C (en) | 2009-01-27 |
| ATE240171T1 (de) | 2003-05-15 |
| DE60002726T2 (de) | 2003-10-09 |
| ES2198331T3 (es) | 2004-02-01 |
| EP1200211A1 (en) | 2002-05-02 |
| DE60002726D1 (de) | 2003-06-18 |
| EP1200211B1 (en) | 2003-05-14 |
| JP2003505252A (ja) | 2003-02-12 |
| AU6256800A (en) | 2001-02-19 |
| BR0012521A (pt) | 2002-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4643096B2 (ja) | 管状ワークピースの側壁に対向する孔を形成するための方法及び装置 | |
| US5816089A (en) | Hydroforming apparatus having in-die hole piercing capabilities and a slug ejection system using hydroforming fluid | |
| US5398533A (en) | Apparatus for piercing hydroformed part | |
| JP5016174B2 (ja) | ハイドロフォーミングフラッシングシステム | |
| US5996455A (en) | Method and device for making holes at the circumference of a hollow shape | |
| US6662611B2 (en) | Hydroforming flush system | |
| US7249480B2 (en) | In-die hydropiercing device for piercing holes in hydroformed parts | |
| CN105921585A (zh) | 一种内高压成型管件冲孔方法 | |
| JP2004511352A (ja) | 内部に物品が挿入されているようにしてチューブを形成するための方法および装置 | |
| ATE204520T1 (de) | Verfahren und vorrichtung zum entfernen eines lochbutzens aus einem innenhochdruck- umformwerkzeug | |
| US7503198B1 (en) | Slug expanding and capturing apparatus and method for hydroforming application | |
| JP3705238B2 (ja) | 打抜きプレス加工用装置 | |
| CA2548204A1 (en) | Device for internal high-pressure deformation of a blank | |
| JP2570711Y2 (ja) | 直接押出プレスにおけるシャー装置 | |
| JP2943955B2 (ja) | 押出プレスにおけるシャー装置 | |
| JP3558030B2 (ja) | プレス抜きカス除去装置およびその運転方法 | |
| EP0182911B1 (en) | Indirect extrusion method and apparatus | |
| JPH0747138Y2 (ja) | パンチプレス用金型装置 | |
| JPH03180220A (ja) | 複数部品成形金型 | |
| JPH03187710A (ja) | 袋筒管の製造方法及びその装置 | |
| JPH05138236A (ja) | 押出プレスにおけるシヤー装置 | |
| SU1659160A2 (ru) | Вибрационный выталкиватель | |
| JP2757602B2 (ja) | 間接押出プレスのマンドレルクリーニング装置 | |
| JPH0442073Y2 (ja) | ||
| JPH08257633A (ja) | 押出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101102 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4643096 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |