JP4642237B2 - リブ付きキャップを有する射出成形用冷却コア - Google Patents
リブ付きキャップを有する射出成形用冷却コア Download PDFInfo
- Publication number
- JP4642237B2 JP4642237B2 JP2000586501A JP2000586501A JP4642237B2 JP 4642237 B2 JP4642237 B2 JP 4642237B2 JP 2000586501 A JP2000586501 A JP 2000586501A JP 2000586501 A JP2000586501 A JP 2000586501A JP 4642237 B2 JP4642237 B2 JP 4642237B2
- Authority
- JP
- Japan
- Prior art keywords
- cooling fluid
- dome
- front cap
- elongated body
- elongated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7312—Construction of heating or cooling fluid flow channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C2045/7362—Heating or cooling of the mould turbulent flow of heating or cooling fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Pens And Brushes (AREA)
- Road Signs Or Road Markings (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
発明の背景
本発明は広くはホットランナ射出成形に関し、より詳しくは、改良された金型コアを有する射出成形装置に関する。
【0002】
成形時間を短縮するために、ホットランナ射出成形システムの金型コアを冷却することは良く知られている。飲料ボトルのプリフォームといったような大量を扱う適用(large volume applications)において、たとえ1秒の何分の1であっても成型時間を短縮することは、非常に重要である。本出願人による1992年3月10日発行のUSP5,094,603号が示すように、成型時間の短縮は、通常、金型コア内の中央冷却チューブもしくはパイプ内に、さらに同チューブもしくはパイプの周囲に、水や他の適切な冷却流体たとえばグリコールを循環させて行ってきた。この設備はいくつかの適用に対しては満足なものではあったが、より高度な冷却効率が達成されていたならばもっと多くの適用に対して好ましいものとなったはずである。
【0003】
Checkによる1996年3月12日に発行されたUSP5,498,150号の示す金型コアでは、その外がわ部にパイプが延び、その前端表面が半球形でまた長手方向に延びる溝を備えている。これによって冷却表面積を増やすことができる。しかし、溶融物は、固化してから金型を開いて取りだすが、この固化を待ってかなりの遅れが生じるという問題は残っている。そのうえ、キャビティの一部を形成する金型コアの前端をできる限り薄くしてもっと高い程度の冷却を達成しようとすると、10,000psiに至る射出成形圧力に耐えるに十分な構造強度を保つことができなくなる。
【0004】
また、「Introducing Master-Stack Closure Molding Components(マスタースタッククロージャー成形用部品紹介)」というタイトルの金型マスターのパンフレットの示す金型コアでは、冷却流体のボアがヘッド内で放射状に外向きに延びている。これはクロージャー(closure)の成形には適しているものの、プリフォームを成形するには不向きである。
【0005】
発明の要約
そこで本発明の目的は、一体式金型コアにおいて、多数の冷却流体ボアもしくは溝と、リブ付きの前方キャップとを有し、このキャップの溝が、冷却流体の流れを前記の冷却流体ボアもしくは溝に方向づけ、それによって、構造強度と冷却効率をより高度に組み合わせて、従来技術の欠点を少なくとも部分的に克服することである。
【0006】
この目的のため、本発明がその態様のひとつにおいて提供する射出成形装置について述べる。この装置は、金型内の細長キャビティと冷却された金型コアとを有する。そしてこの金型コアが、中空の細長本体部と、内がわ面と外がわ面とを有する前方キャップとからできている。さらにこの細長本体部は、開口した前端、外がわ面、および長手方向に延びる中央ダクトを有し、この中央ダクトを冷却流体が通過するようになっている。中空細長本体部の外がわ面と前方キャップの外がわ面とで、金型キャビティの内側を成す。前方キャップはドーム型で、細長本体部は複数の冷却流体ボアを有し、これらのボアは中央ダクトの周囲を長手方向に延びている。細長本体部と前方キャップは一体式に合わせて接合され、それによって、前方キャップは、細長本体部の開口した前端を閉鎖して、中央ダクトと冷却流体ボアとの間に延びる、冷却流体通過用スペースを形成する。前方キャップの内がわ面は、多数の曲線状のリブを有し、これらのリブは冷却流体通過用スペース内まで延び、リブどうしの間に多数の曲線状の溝を形成する。曲線状のそれぞれの溝は、細長本体部のそれぞれの冷却流体ボアとひとつながりになっている。
【0007】
本発明が別の態様において提供する射出成形装置について述べる。この装置は、金型内の細長キャビティと冷却された金型コアとを有する。そしてこの金型コアが、中空の細長内がわ部、中空の細長外がわ部、そして内がわ面と外がわ面とを有する前方キャップからできている。さらにこの細長内がわ部は、前端が開口した前方部分、外がわ面、および長手方向に延びる中央ダクトを有し、この中央ダクトを冷却流体が通過するようになっている。そして細長外がわ部は、前端が開口した前方部分、外がわ面、および内がわ部の前方部分の外がわ面のまわりにぴったりはまる内がわ面を有する。細長外がわ部の前方部分の内がわ面と、細長内がわ部の前方部分の外がわ面のうちの一方または両方が、面内で長手方向に延びる冷却流体通過用の溝を多数有している。さらにまた、外がわ部の外がわ面と前方キャップの外がわ面とで、キャビティの内側を成す。そして細長内がわ部の前方部分、細長外がわ部の前方部分、および前方キャップは、一体式に合わせて接合されている。このことによって、前方キャップは、外がわ部の前方部分の開口した前端を閉鎖して、内がわ部の前方部分内の中央ダクトと冷却流体通過用の溝との間に延びる、冷却流体通過用スペースを形成する。前方キャップの内がわ面は、多数の曲線状のリブを有し、リブどうしの間に多数の曲線状の溝を形成する。曲線状の溝は、金型コアの、外がわ部の前方部分の内がわ面と、内がわ部の前方部分の外がわ面のうちの一方または両方の溝と、ひとつながりになっている。
【0008】
本発明の他の目的や利点は、添付図面と合わせて行われる以下の説明から明らかになろう。
【0009】
本発明の好適な態様の説明
先ず図1から4を参照すると、これらの図は、飲料ボトルのプリフォームを成形するのに用いる多数個取り射出成形システムもしくは装置の一部を示しており、このシステムもしくは装置は、本発明の好適なひとつの態様による冷却された金型コア10を有する。この配置構造では、多数の加熱ノズル12が、金型16内の孔(opening)14内に取付けられており、各加熱ノズル12の後端18が、溶融物分岐スチールマニホールド22の前面20と当接する。そして各ノズル12は、一体化された電気加熱構成要素24によって加熱され、また熱電対構成要素26を有し、この熱電対構成要素26はノズルの前端28内まで延びて操作温度の監視や制御を行っている。各加熱ノズル12はさらに、孔14内の円形の位置決めシート32に座している円筒状の位置決めフランジ30を有する。これによって、加熱ノズル12とこれを取り囲む金型16との間に断熱エアスペース34ができる。なおこの金型16は、冷却導管36を通る冷却水をポンプ輸送することによって冷却されている。
【0010】
溶融物分岐マニホールド22もまた、一体化された電気加熱構成要素38によって加熱される。溶融物分岐マニホールド22は、マニホールドプレート40とクランププレート42との間に取付けられている。そしてこれらのプレート40、42はボルト44によって、合わせて固定されている。溶融物分岐マニホールド22は、中央位置決めリング46と多数の弾性スペーサー48とによって位置づけられている。そしてこの弾性スぺーサー48によって、溶融物分岐マニホールド22とこれを取り囲む冷却された金型16との間にエアスペース50ができる。
【0011】
溶融物通路52は、溶融物分岐マニホールド22の入口部56における中央入口54から延び、溶融物分岐マニホールド22内で分岐し、各加熱ノズル12内の中央溶融物ボア58を通って延びる。さらに溶融物通路52は、二個組ノズルシール60を通って延び、ゲート62とひとつながりとなる。そしてこのゲート62は、キャビティ66まで、冷却されたゲートインサート64を通って延びる。飲料ボトルプリフォーム製造用のキャビティ66は、キャビティインサート68とねじ付きスプリットインサート70とを外側に、本発明による冷却された金型コア10を内側に、これらの間を通って延びている。ゲートインサート64とキャビティインサート68とは、キャビティプレート74内の孔72に座している。そして冷却水管路(図示せず)がキャビティプレート74を通って、冷却されたゲートインサート64まで延びている。
【0012】
図からわかるように、本発明のこの実施態様における冷却された金型コア10は、スチール性のドーム型前方キャップ76を有し、この前方キャップ76は、中空の細長スチール本体部80の開口した前端78の上にぴったりはまるようになっている。そして金型コア10は、キャビティ66からコア締め部材84の孔82を通って、後ろ向きに延びる。そしてこのコア締め部材84は、ねじ88によって、コアバックプレート86に固定されている。このコア締め部材84はさらに、スライド部材92とケーシングライナ(wear plate)94との孔90を通って延びている。そしてこのケーシングライナ94は、ねじ98によってストリッパープレート96に固定されている。後述するように、冷却流体供給管路100と冷却流体戻し管路102とがコアバックプレート86内で延びて、冷却流体供給管路100は本体部80内の長手方向に延びる中央ダクト104に、そして冷却流体戻し管路102は細長本体部80の後方部108内を延びる冷却流体外側ダクト106に、それぞれ接続される。無論、他の適用において、金型16が必要な配置構造に応じて、いろいろな数や形状の部やプレートを有していても良い。
【0013】
冷却された金型コア10の細長本体部80は前方部110を有し、この前方部110は後方部108から延びている。この後方部108は、中空の外がわ部112と中空の内がわ部114とを有し、中央ダクト104は内がわ部114を通って延びている。そして中空の外がわ部112は、中央に、この外がわ部を通る孔116を有し、この孔116内で、内がわ部114を受けて、後方部108の外がわ部112と内がわ部114との間に延びる冷却流体外側ダクト106を形成している。
【0014】
細長本体部80の前方部110は、前方部110を通って長手方向に延びているガンドリリングでできた多数の冷却流体ボア118を有する。さらにこれらの冷却流体ボア118は、中央ダクト104のまわりで円形に並んで延びている。前方部110を通って延びているこれらの冷却流体ボア118が、本体部80の前端78と、後方部108を通って延びる冷却流体外側ダクト106とを接続させている。図をみてわかるように、この実施態様においては、後方部108のシート122で前方部110の後端120を受け、こうして中央ダクト104は、後方部108と前方部110との両方を通って、ひとつながりに延びるようになっている。
【0015】
図4でもっともよくわかるように、本体部80の前端78は円筒状のフランジ124を有し、このフランジ124は冷却流体ボア118のまわりから前向きに延びている。さらにこのフランジ124内で、本発明による前方キャップ76を受けるようになっている。このドーム型前方キャップ76は、細長本体部80の開口した前端78を閉鎖し、冷却流体通過用スペース126を提供し、このスペース126が、冷却流体を、本体部80の中央ダクト104からボア118へ通過させる。ドーム型前方キャップ76はさらに、外がわ面128と内がわ面130とを有し、この内がわ面130は多数の曲線状のリブ132を備え、このリブ132どうしの間に曲線状の溝134を形成している。本体部80の外がわ面136と、ドーム型前方キャップ76の外がわ面128とが、キャビティ66の内側138を成している。前方キャップ76の内がわ面130の曲線状の溝134は、細長本体部80の前方部108内のボア118と、ひとつながりになっている。そしてその結果、細長本体部80の中央ダクト104からボア118に、冷却流体を流すようになっている。このようにすると前方キャップ76の構造強度が高まり、それによって前方キャップを薄くすることができ、冷却効率が向上する。
【0016】
細長本体部80の後方部108、前方部110、そしてドーム型前方キャップ76は、減圧炉(vacuum furnace)内での鑞付けのような適切な処理、あるいは熱間均等圧縮(hot isostatic pressing)によって、合わせて組立てられ一体式に接合される。この実施態様では、後方部108の、噴水(bubbler)チューブと称される内がわ部114は、細長本体部80の前方部110の内側にぴったりはまるスリーブ部140によって、正しい場所に押し込まれてぴったりはまるようになっている。後方部108、前方部110、そしてドーム型前方キャップ76を、合わせて一体式に接合することによって、冷却された金型コア10の強度がより高くなる。つまり、前方キャップ76の曲線状の溝134や前方部110のボア118がキャビティ66がわにもっと近づいても強度上の問題がなく、冷却効率を向上させることができる。そのうえ一体式に接合することによって、冷却流体中央ダクト104を、冷却された金型コア10の中央に正確に位置づけられることが確実にできるようになる。
【0017】
使用に際しては、このシステムを、図1に示されたように組立ててから、加熱構成要素24、38に電力をかけて、ノズル12と溶融物分岐マニホールド22とを所定の操作温度まで加熱する。さらに適切な冷却流体たとえば水を、金型16内の冷却導管36とキャビティインサート68に導かれる管路に、ポンプ(図示せず)で循環させる。そして、通常はこの冷却流体より清浄な冷却流体たとえばグリコールを、供給管路100と戻し管路102を介して、閉じたループの冷却システム内において、金型コア10にポンプ循環させている。次いで、成形機(molding machine)(図示せず)からの圧縮溶融物を、所定の射出サイクルにしたがって、溶融物分岐マニホールド22の溶融物路52の中央入口54に導入する。そしてこの溶融物分岐マニホールド22から、溶融物は、各加熱ノズル12と2個組ノズルシール60内の中央溶融物ボア58と、さらにゲート62とを通って、キャビティ66を満たす。キャビティ66を満たした後、射出圧力を一瞬ピークに保ってから緩める。短い冷却期間のあと、金型16を開けて成形品を取りだす。取りだしのあとは、金型16を閉じて、射出圧力をふたたびかけて、キャビティ66を再度満たす。このサイクルを繰り返し続ける。この成形時間は、金型コア10からの冷却が改良された結果、短縮されている。
【0018】
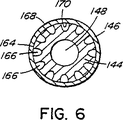
図1に加えて、以下に図5および6を参照して、本発明の別の態様による冷却された金型コア10について述べる。ドーム型前方キャップ76および他のいくつかの構成要素は上記したものと同じなので、双方の実施態様に共通の構成要素については、同じ参照番号を用いて説明し示すこととする。この実施態様において、冷却された金型コア10は、中空の細長内がわ部144を有し、そしてこの内がわ部144は、中空の細長外がわ部146内にぴったりはまっている。冷却流体供給管路100と冷却流体戻し管路102とがコアバックプレート86内で延びて、冷却流体供給管路100は内がわ部144内で長手方向に延びる中央ダクト148に、そして冷却流体戻し管路102は内がわ部144の後方部152と外がわ部146の後方部154との間に延びる冷却流体外側ダクト150に、それぞれ接続される。内がわ部144は開口した前端160を備える前方部156を、外がわ部146は開口した前端162を備える前方部158を有する。内がわ部144の前方部156は、前方部156を通って延びる中央冷却流体ダクト148を備えて、さらに外がわ面164を有する。そしてこの外がわ面164は、長手方向に外がわ面内で延びる溝166を備えている。外がわ部146の前方部158は、外がわ面168と円筒形の内がわ面170を有し、この内がわ面170は、内がわ部144の前方部156の外がわ面164のまわりにぴったりはまっている。これらの溝166は、内がわ部144の前方部156の外がわ面164に、溝どうしが互いに平行に延びているように示されている。しかし他の実施態様として、溝が、外がわ部146の前方部158の内がわ面170のほうにあってもよいし、外がわ面164と内がわ面170の両方にあってもよい。外がわ部146の後方部154は、後方部154を通る中央孔172を有し、この中央孔172内で内がわ部144の後方部152を受けて、内がわ部144の後方部152と外がわ部146の後方部154との間に、冷却流体外側ダクト150を形成する。
【0019】
外がわ部146の前方部162は、前向きに延びる円筒形のフランジ174を有し、このフランジ174内に、ドーム型前方キャップ76を受ける。前記で説明したのと同じドーム型前方キャップ76は、外がわ部112の開口した前端162を閉鎖し、冷却流体通過用スペース176を提供する。そしてこのスペース176が、冷却流体を、内がわ部144の中央ダクト148から、内がわ部144の前方部156の外がわ面164内の溝166へ通過させる。前記したように、このドーム型前方キャップ76は、外がわ面128と内がわ面130とを有し、この内がわ面130は多数の曲線状のリブ132を備えており、このリブ132どうしの間に曲線状の溝134を形成している。外がわ部146の前方部158の外がわ面168と、前方キャップ76の外がわ面128とが、キャビティ66の内側138を成している。この実施態様では、前方キャップ76の内がわ面130内の曲線状の溝134が、内がわ部144の前方部156の外がわ面164内の溝166と、ひとつながりになって、冷却流体は、内がわ部144の中央ダクト148から、内がわ部144の前方部156の外がわ面164内の溝166まで流れるようになっている。
【0020】
内がわ部144の前方部156、外がわ部146の前方部158と後方部154、そしてドーム型前方キャップ76は、減圧炉(vacuum furnace)内での鑞付けのような適切な処理、あるいは熱間均等圧縮(hot isostatic pressing)によって、合わせて組立てられ一体式に接合される。この実施態様では、内がわ部144の、噴水(bubbler)チューブと称される後方部152は、内がわ部144の前方部156の内側にぴったりはまるスリーブ部178によって、正しい場所に押し込まれてぴったりはまるようになっている。第1実施態様のように、内がわ部144の前方部156、外がわ部146の前方部158と後方部154、そしてドーム型前方キャップ76を、合わせて一体式に接合することによって、冷却された金型コア10の強度がより高くなる。つまり、前方キャップ76の曲線状の溝134や内がわ部144の前方部156の外がわ面164内の溝166がキャビティ66がわにもっと近づいても強度上の問題がない。本発明のこの実施態様の使用は、第1実施態様に対して説明した場合と同様である。
【0021】
第7図を参照して、以下、本発明のさらに別の実施態様による冷却された金型コア10について説明する。構成要素は上記のものと同様である。ただしこの実施態様は、内がわ部144の前方部156の外がわ面164と、外がわ部146の前方部158の内がわ面170との双方が、それぞれの外がわ面上を、反対方向に延びる螺旋溝180、182を成している点で異なる。反対方向に延びる螺旋溝180、182によって、冷却流体は、接合された溝180、182を通って、前方へ後方へそして内側へ外側へといずれにも流れるので、激しい乱流となり、キャビティ66内の溶融物に、より効率的な冷却を行うことができる。
【0022】
以上、好適ないくつかの実施態様に関して、冷却された金型コア10で、リブ付きのキャップと冷却流体ボアもしくは溝を有するものについて述べてきたが、当業者によって理解されるように、そして前記請求範囲において示されたように、本発明の範囲を逸脱することなく、種々の他の修正が可能であることは、あきらかであろう。
【図面の簡単な説明】
【図1】 本発明のひとつの好適な実施態様による、冷却された金型コアを有する多数個取り射出成形システムの一部を示した断面図である。
【図2】 図1に示された金型コアの断面図である。
【図3】 図2の線3-3についての断面図である。
【図4】 図2に示された金型コアを形成するべく、組立てるために位置づけられた、本体部の一部と、前方キャップとの等角図である。
【図5】 本発明の別の実施態様による金型コアの断面図である。
【図6】 図5の線6-6についての断面図である。
【図7】 本発明のさらに別の実施態様による金型コアの一部の切り欠き等角図である。
【符号の説明】
10 金型コア
12 加熱ノズル
16 金型
66 キャビティ
76 ドーム型前方キャップ
78 本体部の開口した前端
80 コア本体部
104 中央ダクト
106 冷却流体外側ダクト
108 コア本体部の後方部
110 コア本体部の前方部
112 コア本体部の後方部の外がわ部
114 コア本体部の後方部の内がわ部
118 冷却流体ボア
124 本体部の前端のフランジ
126 前方キャップの冷却流体通過用スペース
128 前方キャップの外がわ面
130 前方キャップの内がわ面
132 前方キャップの内がわ面の曲線状リブ
134 前方キャップの内がわ面の曲線状の溝
136 本体部の外がわ面
138 キャビティの内側
144 コア内がわ部
146 コア外がわ部
148 コア内がわ部の中央ダクト
150 冷却流体外側ダクト
152 コア内がわ部の後方部
154 コア外がわ部の後方部
156 コア内がわ部の前方部
158 コア外がわ部の前方部
164 コア内がわ部の前方部の外がわ面
166 コア外がわ部の前方部の外がわ面の溝
168 コア外がわ部の前方部の外がわ面
170 コア外がわ部の前方部の内がわ面
176 前方キャップの冷却流体通過用スペース
180 コア内がわ部の前方部の外がわ面の螺旋溝
182 コア外がわ部の前方部の内がわ面の螺旋溝
Claims (12)
- 改良された冷却を伴う一体式射出成形コアで
長手方向に延びる中心ダクト(104)と前記コア内に冷却剤を案内する一体式の複数の冷却流路(118、166)とを有する細長本体部(80)、および
前記細長本体部(80)の前端部に設けられるとともに、前記細長本体部(80)の開口した前端(78)を囲繞するドーム形状の前方キャップ(76)
を備え、
前記細長本体部(80)と前記ドーム形状前方キャップ(76)とは互いに一体式に結合されており、これによって、前記細長本体部(80)と前記ドーム形状前方キャップ(76)の間に冷却流体通過用スペース(126)が形成されており、
前記ドーム形状前方キャップ(76)は、前記細長本体部(80)とは別に製造されたものであり、複数の曲線状のリブ(132)を備えた内がわ面(130)を有し、
前記複数の曲線状のリブ(132)は前記冷却流体通過用スペース(126)に延びており前記複数の曲線状のリブ(132)の各々の間に複数の曲線状の溝(134)が形成されており、
前記複数の曲線状の溝(134)の各々は、記細長本体部(80)の前記中心ダクト(104)から前記複数の冷却流路(118、166)へ冷却流体を通すように、前記細長本体部(80)の前記複数の冷却流路(118、166)の各々に接続されている
ことを、特徴とする前記一体式射出成形コア。 - 前記複数の冷却流体流路が螺旋を成している、請求項1に記載の一体式射出成形コア。
- 前記曲線状のリブ(132)が細長本体部(80)の前記開口した前端(78)に載っている、請求項1から2のひとつに記載の一体式射出成形コア。
- それぞれの前記曲線状のリブ(132)が、外がわ部から前記前方キャップ(76)の内がわ面(130)の中央部に延びている、請求項1から3のひとつに記載の一体式射出成形コア。
- 冷却流体を後方へ、前方へと流すようにさせるための手段が提供され、結果的に激しい乱流を生じさせる、請求項1から4のひとつに記載の一体式射出成形コア。
- 前記細長本体部(80)が、細長外がわ部(146)と細長内がわ部(144)を有して、これらの間に前記複数の冷却流路を形成する、請求項1から5のひとつに記載の一体式射出成形コア。
- 内がわ部(144)と外がわ部(146)とが一体式に接合されている、請求項6記載の一体式射出成形コア。
- 前記複数の冷却流体流路が、前記細長内がわ部(144)の前方部(158)における外がわ面(164)内の螺旋溝(180)と、前記細長外がわ部(146)の前方部(158)における内がわ面(170)内の螺旋溝(182)とによって形成されている、請求項6から7のひとつに記載の一体式射出成形コア。
- 前記外がわ面(164)内の前記溝(180)と前記内がわ面(170)の前記溝(182)とは対向する方向に螺旋を描いている、請求項8に記載の一体式射出成形コア。
- 金型コア(10)製造方法において:
長手方向に延びるダクト(104)と前記ダクト(104)のまわりで延びる複数の冷却流路(118、166)とを有する細長本体部(80)を製造する工程と、;
複数の曲線状のリブ(132)を備えた内がわ面(130)を有するドーム形状前方キャップ(76)を前記細長本体部(80)とは別に製造し、前記細長本体部(80)と前記ドーム形状前方キャップ(76)の間に冷却流体通過用スペース(126)を形成するように、前記細長本体部(80)と前記ドーム形状前方キャップ(76)とを一体式に結合し、それによって前記細長本体部(80)と前記ドーム形状前方キャップ(76)との間で前記複数の冷却流体流路(118、166)を前記ダクト(104)に接続して、冷却流体が連続的に金型コア(10)を流れるようにする工程と;
を備え、
前記ドーム形状前方キャップ(76)の内がわ面(130)は複数の曲線状のリブ(132)を備え、前記複数の曲線状のリブ(132)は前記冷却流体通過用スペース(126)に延びており前記複数の曲線状のリブ(132)の各々の間に複数の溝(134)が形成されており、
前記複数の曲線状の溝(134)の各々は、記細長本体部(80)の前記中心ダクト(104)から前記複数の冷却流路(118、166)へ冷却流体を通すように、前記細長本体部(80)の前記複数の冷却流路(118、166)の各々に接続されている
とを特徴とする、前記金型コア製造方法。 - 細長本体(80)とドーム形状前方キャップ(76)とが、減圧炉(vacuum furnace)で鑞付けによって合わせて組立て結合される、請求項10記載の製造方法。
- 細長本体(80)とドーム形状前方キャップ(76)とが、熱間均等圧縮(hot isostatic pressing)によって合わせて組立て結合される、請求項10記載の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2,255,800 | 1998-12-07 | ||
| CA002255800A CA2255800C (en) | 1998-12-07 | 1998-12-07 | Injection molding cooling core having a ribbed cap |
| PCT/EP1999/009601 WO2000034025A1 (en) | 1998-12-07 | 1999-12-07 | Injection molding cooling core having a ribbed cap |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002531296A JP2002531296A (ja) | 2002-09-24 |
| JP2002531296A5 JP2002531296A5 (ja) | 2007-02-01 |
| JP4642237B2 true JP4642237B2 (ja) | 2011-03-02 |
Family
ID=4163088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000586501A Expired - Lifetime JP4642237B2 (ja) | 1998-12-07 | 1999-12-07 | リブ付きキャップを有する射出成形用冷却コア |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6077067A (ja) |
| EP (1) | EP1137525B1 (ja) |
| JP (1) | JP4642237B2 (ja) |
| KR (1) | KR100704046B1 (ja) |
| CN (1) | CN1141209C (ja) |
| AT (1) | ATE255492T1 (ja) |
| AU (1) | AU1657400A (ja) |
| BR (1) | BR9916952B1 (ja) |
| CA (1) | CA2255800C (ja) |
| DE (1) | DE69913378T2 (ja) |
| WO (1) | WO2000034025A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6425752B1 (en) * | 1999-03-22 | 2002-07-30 | John M. Check | Bubbler tube with integral inlet pipe and bimetal core for injection molding tools and method of making the bubbler tube |
| US6276922B1 (en) * | 1999-08-24 | 2001-08-21 | Husky Injection Molding Systems Ltd. | Core fluid velocity inducer |
| EP1862292B2 (en) * | 2002-01-09 | 2020-01-08 | Mold-Masters (2007) Limited | Method and apparatus for adjusting the temperature of molten material in a mold cavity |
| US7399174B2 (en) * | 2004-04-08 | 2008-07-15 | Graham Packaging Pet Technologies Inc. | Method and apparatus for compression molding plastic articles |
| DE202005008170U1 (de) * | 2005-05-20 | 2005-07-28 | gwk Gesellschaft Wärme Kältetechnik mbH | Werkzeug zur Urformung eines hohlen Formlings aus Kunststoff |
| KR100680720B1 (ko) * | 2005-11-17 | 2007-02-08 | 기아자동차주식회사 | 사출팁의 중계관 구조 |
| DE102007002133A1 (de) * | 2006-09-01 | 2008-03-06 | Strecktech Ag | Verfahren zur Herstellung von tubenartigen Körpern sowie Vorformling und Vorrichtung zur Herstellung von Vorformlingen für tubenartige Körper |
| US7874827B2 (en) * | 2006-09-11 | 2011-01-25 | Daikyo Seiko Ltd. | Syringe mold |
| EP2439043A1 (de) * | 2010-10-08 | 2012-04-11 | ifw Manfred Otte GmbH | Verfahren zur Kühlung eines Spritzgusswerkzeugs |
| KR101243280B1 (ko) * | 2011-04-28 | 2013-03-13 | 주식회사 인스텍 | 내부공간이 형성된 금속제품 및 그 제조방법 |
| US8585392B2 (en) * | 2011-05-24 | 2013-11-19 | F&S Tool, Inc. | Compression molding with successive stage cooling channels |
| CN103128885A (zh) * | 2013-03-05 | 2013-06-05 | 张家港倍恩特磁塑科技有限公司 | 模具型芯及其加工工艺 |
| JP6134924B2 (ja) * | 2016-07-22 | 2017-05-31 | パンチ工業株式会社 | プリフォームの成形用金型、およびプリフォームの冷却方法 |
| DE102016015533A1 (de) * | 2016-12-22 | 2018-06-28 | SAV GmbH | Mittelkern eines Einfallkerns zur Herstellung von Werkstücken |
| US11584056B2 (en) * | 2017-12-06 | 2023-02-21 | S.I.P.A. Societa' Industrializzazione Progettazione E Automazione S.P.A. | Injection-compression molding device |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3998577A (en) * | 1975-10-31 | 1976-12-21 | Consupak, Inc. | Temperature controlled core rod |
| GB1502358A (en) * | 1976-08-17 | 1978-03-01 | Pioneer Plastic Containers Ltd | Injection mould part |
| US4238106A (en) * | 1979-12-03 | 1980-12-09 | Owens-Illinois, Inc. | Core pin cooling for high speed injection molding apparatus |
| US4634366A (en) * | 1982-11-08 | 1987-01-06 | Electra Form, Inc. | Injection molding machine |
| US4655280A (en) * | 1984-03-26 | 1987-04-07 | Fuso Keigokin Co., Ltd. | Die cooling pipe |
| JPH03124420A (ja) * | 1989-10-09 | 1991-05-28 | Toshiba Corp | 成形金型の冷却方法および熱交換部品 |
| JPH0465215A (ja) * | 1990-07-06 | 1992-03-02 | Dainippon Printing Co Ltd | 予備成形体の冷却温度調節方法及びその装置 |
| CA2032294A1 (en) * | 1990-12-17 | 1992-06-18 | Jobst Ulrich Gellert | Thermal valve gated injection molding apparatus with melt distribution plate |
| JPH0594603A (ja) * | 1991-09-30 | 1993-04-16 | Victor Co Of Japan Ltd | 垂直磁気ヘツド |
| JP3345196B2 (ja) * | 1994-11-09 | 2002-11-18 | 株式会社吉野工業所 | 射出成形金型のコア冷却用スパイラルパイプとその製造方法 |
| US5582788A (en) * | 1994-12-28 | 1996-12-10 | Continental Pet Technologies, Inc. | Method of cooling multilayer preforms |
| US5498150A (en) * | 1995-01-09 | 1996-03-12 | Check; John M. | High thermal capacity mold assembly |
| JPH09234770A (ja) * | 1996-03-01 | 1997-09-09 | Sekisui Chem Co Ltd | 射出成形用金型の製造方法 |
| SG72784A1 (en) * | 1997-01-24 | 2000-05-23 | Mold Masters Ltd | Injection molding apparatus with cooled core |
| CA2255798C (en) * | 1998-12-07 | 2008-06-17 | Jobst Ulrich Gellert | Injection molding cooling core having spiral grooves |
-
1998
- 1998-12-07 CA CA002255800A patent/CA2255800C/en not_active Expired - Lifetime
- 1998-12-22 US US09/218,640 patent/US6077067A/en not_active Expired - Lifetime
-
1999
- 1999-12-07 DE DE69913378T patent/DE69913378T2/de not_active Expired - Lifetime
- 1999-12-07 KR KR1020017007108A patent/KR100704046B1/ko not_active IP Right Cessation
- 1999-12-07 WO PCT/EP1999/009601 patent/WO2000034025A1/en active IP Right Grant
- 1999-12-07 CN CNB998142212A patent/CN1141209C/zh not_active Expired - Lifetime
- 1999-12-07 AT AT99959385T patent/ATE255492T1/de not_active IP Right Cessation
- 1999-12-07 JP JP2000586501A patent/JP4642237B2/ja not_active Expired - Lifetime
- 1999-12-07 BR BRPI9916952-5A patent/BR9916952B1/pt not_active IP Right Cessation
- 1999-12-07 AU AU16574/00A patent/AU1657400A/en not_active Abandoned
- 1999-12-07 EP EP99959385A patent/EP1137525B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BR9916952B1 (pt) | 2009-05-05 |
| JP2002531296A (ja) | 2002-09-24 |
| WO2000034025A1 (en) | 2000-06-15 |
| CA2255800C (en) | 2008-06-10 |
| KR20010086088A (ko) | 2001-09-07 |
| ATE255492T1 (de) | 2003-12-15 |
| EP1137525B1 (en) | 2003-12-03 |
| EP1137525A1 (en) | 2001-10-04 |
| BR9916952A (pt) | 2001-09-11 |
| US6077067A (en) | 2000-06-20 |
| CN1141209C (zh) | 2004-03-10 |
| DE69913378D1 (de) | 2004-01-15 |
| AU1657400A (en) | 2000-06-26 |
| KR100704046B1 (ko) | 2007-04-05 |
| DE69913378T2 (de) | 2004-05-27 |
| CA2255800A1 (en) | 2000-06-07 |
| CN1342114A (zh) | 2002-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4642237B2 (ja) | リブ付きキャップを有する射出成形用冷却コア | |
| US6079972A (en) | Injection molding cooling core having spiral grooves | |
| CA2262176C (en) | Injection molding cooled cavity insert | |
| US6017209A (en) | Injection molding cooled gate insert | |
| JP2718772B2 (ja) | 多キヤビテイ弁開閉式射出成形装置 | |
| CA2022120C (en) | Injection molding cooled socket holder for a heated nozzle | |
| US5427519A (en) | Injection molding nozzle with helical cooling conduit | |
| US5002480A (en) | Injection molding insulated valve member | |
| JPH0839622A (ja) | 射出成形用ゲート・キャビティインサート | |
| JP4113610B2 (ja) | 冷却コアを有する射出成形装置 | |
| US4938681A (en) | Injection molding system having offset valve pin biasing mechanism | |
| CA1272361A (en) | Ijection molding system having a thermal locating flange | |
| US4931009A (en) | Injection molding system having a thermal locating flange | |
| EP0422622A2 (en) | Injection molding insulated valve member | |
| JP2018008305A (ja) | 分流子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061207 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090930 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100405 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100506 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100927 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20101012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101102 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4642237 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |