JP4635593B2 - 耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 - Google Patents
耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 Download PDFInfo
- Publication number
- JP4635593B2 JP4635593B2 JP2004362590A JP2004362590A JP4635593B2 JP 4635593 B2 JP4635593 B2 JP 4635593B2 JP 2004362590 A JP2004362590 A JP 2004362590A JP 2004362590 A JP2004362590 A JP 2004362590A JP 4635593 B2 JP4635593 B2 JP 4635593B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- cans
- laminated steel
- slipperiness
- scratch resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Description
[1]鋼板の少なくとも缶外面となる面に、ポリエステル樹脂からなる延伸フィルムをラミネ−トしたラミネート鋼板であって、前記ポリエステル樹脂は、ジカルボン酸成分とジオール成分からなり、前記ジカルボン酸成分はテレフタル酸、またはイソフタル酸であり、
前記ジオール成分はエチレングリコールからなり、さらに、エチレンテレフタレートからなる繰り返し単位がモル%比率で85%以上であり、かつ、ラミネート鋼板のポリエステル樹脂層における鋼板と接していない樹脂層の最表層側の面配向係数が0.05以上0.09以下であることを特徴とする耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板。
[2]上記[1]において、前記ポリエステル樹脂層の厚さが7μm以上30μm以下であることを特徴とする耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板。
[3]上記[1]または[2]に記載のラミネート鋼板を使用したことを特徴とする大型缶体。
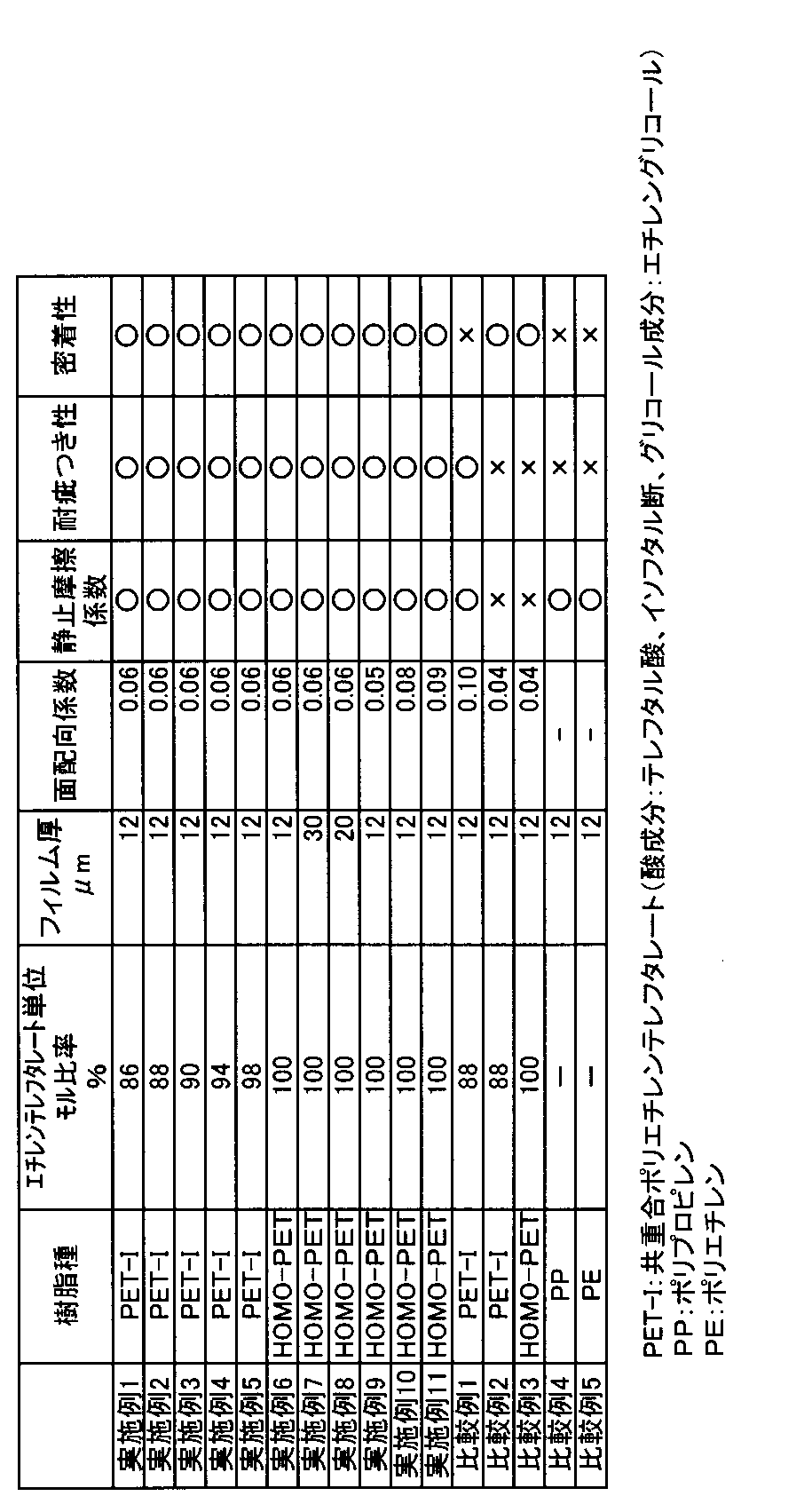
下地金属板(鋼板)として厚さ0.32mmのT4CA、TFSを用い、表1に示す樹脂を熱圧着によるフィルムラミネート法を用いてラミネ−トしラミネート鋼板を作製した。樹脂層の厚みは5μm以上33μm以下とした。次いで、得られたラミネート鋼板に対し、面配向係数を測定し、静止摩擦係数、耐疵つき性および密着性を評価した。結果を表1に併せて示す。なお、面配向係数、静止摩擦係数、耐疵つき性および密着性の測定方法及び評価方法を以下に示す通りである。
「面配向係数の測定」
アッベ屈折計を用い、光源はナトリウム/D線、中間液はヨウ化メチレン、温度は25℃の条件で屈折率を測定して、フィルム面の縦方向の屈折率Nx、フィルム面の横方向の屈折率Ny、フィルムの厚み方向の屈折率Nzを求め、下式から面配向係数Nsを算出した。
「静止摩擦係数」
静止摩擦係数の測定は、新東科学株式会社製、静摩擦係数測定機 Heidon TYPE10を用いて測定した。供試材を水平な試験台に固定し、その表面に鏡面仕上げを施した滑子を静置した。試験台を徐々に傾斜させ、滑子がサンプル表面を滑り出すときの傾斜角を測定し、そのtanθを静摩擦係数として求めた。1供試材に付き、30回の測定を行い、その平均値が0.160以下であるものを○、越えるものを×とした。静止摩擦係数は、実ライン搬送時の滑り性と良好な相関があることがわかっている。
「耐疵つき性評価」
「JIS K5600-5-4」、「ISO/DIS 15184」に定められる手法に従って疵つき性の評価を行った。鉛筆硬度が2H以上のものを○、H未満のものを×とした。
「密着性評価」
各種ラミネート鋼板を打ち抜き金型を用いて、120mm×15mmの長方形に打ち抜いた。次に、長辺の端から30mmの位置までを1:1塩酸に浸漬しこの部分の鋼板のみを溶解した。この様に調整されたサンプルを用いて、引張り試験機にてフィルムの剥離強度を測定し、その最大値が10N/15mm以上であれば○、未満であれば×とした。
Claims (3)
- 鋼板の少なくとも缶外面となる面に、ポリエステル樹脂からなる延伸フィルムをラミネ−トしたラミネート鋼板であって、前記ポリエステル樹脂は、
ジカルボン酸成分とジオール成分からなり、
前記ジカルボン酸成分はテレフタル酸、またはイソフタル酸であり、
前記ジオール成分はエチレングリコールからなり、
さらに、エチレンテレフタレートからなる繰り返し単位がモル%比率で85%以上であり、
かつ、ラミネート鋼板のポリエステル樹脂層における鋼板と接していない樹脂層の最表層側の面配向係数が0.05以上0.09以下であることを特徴とする耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板。 - 前記ポリエステル樹脂層の厚さが7μm以上30μm以下であることを特徴とする請求項1に記載の耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板。
- 請求項1または2に記載のラミネート鋼板を使用したことを特徴とする大型缶体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004362590A JP4635593B2 (ja) | 2004-12-15 | 2004-12-15 | 耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004362590A JP4635593B2 (ja) | 2004-12-15 | 2004-12-15 | 耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006168122A JP2006168122A (ja) | 2006-06-29 |
| JP4635593B2 true JP4635593B2 (ja) | 2011-02-23 |
Family
ID=36669372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004362590A Expired - Lifetime JP4635593B2 (ja) | 2004-12-15 | 2004-12-15 | 耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635593B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6642762B2 (ja) * | 2017-12-15 | 2020-02-12 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2515581B2 (ja) * | 1988-09-07 | 1996-07-10 | 東洋鋼鈑株式会社 | 絞りしごき缶用ポリエステル樹脂被覆金属板 |
| JP2943183B2 (ja) * | 1989-11-07 | 1999-08-30 | 三菱化学ポリエステルフィルム株式会社 | 積層成形体 |
| JP2532002B2 (ja) * | 1990-12-26 | 1996-09-11 | 東洋鋼鈑株式会社 | 薄肉化深絞り缶用樹脂被覆金属板 |
| TW362067B (en) * | 1996-04-10 | 1999-06-21 | Toyo Kohan Co Ltd | Metal sheet with highly workable polyterephthalic acid ethyl hydroxide ester resin coating |
| JP4345189B2 (ja) * | 1999-05-31 | 2009-10-14 | Jfeスチール株式会社 | 一般缶用ラミネート鋼板 |
| JP2002166513A (ja) * | 2000-11-29 | 2002-06-11 | Mitsubishi Polyester Film Copp | 金属板熱ラミネート用積層ポリエステルフィルム |
-
2004
- 2004-12-15 JP JP2004362590A patent/JP4635593B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006168122A (ja) | 2006-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2712515A1 (en) | Laminated metal sheet for two-piece can body and two-piece can body made of laminated metal sheet | |
| JPWO2003074611A1 (ja) | ポリエステルフィルムおよびガスバリア性ポリエステルフィルム | |
| JP2960613B2 (ja) | 金属板貼合せ成形加工用ポリエステルフィルム | |
| JP4597127B2 (ja) | 積層ポリエステルフィルムおよびその製造法 | |
| JP6838667B2 (ja) | 2軸配向ポリアミドフィルム及びポリアミドフィルムミルロール | |
| CN104245307A (zh) | 层压金属板及食品用罐装容器 | |
| CN102802937B (zh) | 深冲压罐用复合Al材 | |
| JP4635593B2 (ja) | 耐疵付き性、滑り性に優れた大型缶用ラミネート鋼板およびそれを用いた大型缶体 | |
| JP3262031B2 (ja) | 積層体及びそれを用いた容器 | |
| JP5458618B2 (ja) | 絞りしごき缶被覆用フイルム | |
| JP3876178B2 (ja) | 光学用易接着性ポリエステルフィルム | |
| JP3876177B2 (ja) | 光学用易接着性ポリエステルフィルム | |
| JPWO1999012998A1 (ja) | ポリエステルフィルム | |
| JP4631583B2 (ja) | ラミネート用積層ポリエステルフィルムおよびポリエステル樹脂ラミネート金属板 | |
| JP2006205575A (ja) | 容器用ポリエステル樹脂ラミネート金属板 | |
| JPH0542643A (ja) | 金属ラミネート用フイルム | |
| JP3780111B2 (ja) | 加工密着性および耐食性に優れた2ピース缶用フィルムラミネート鋼板 | |
| JPH06320669A (ja) | 薄肉化深絞り缶用樹脂被覆金属板 | |
| JP4670484B2 (ja) | 金属板貼合せ用ポリエステルフィルム、ラミネート金属板及び金属容器 | |
| JP3041164B2 (ja) | 複合樹脂被覆金属板およびその製造法 | |
| JP4090794B2 (ja) | フレーバー性に優れた樹脂ラミネート金属板 | |
| JP2004285342A (ja) | 金属板貼合せ用ポリエステル系フィルム | |
| JP4894988B2 (ja) | 金属板被覆用フィルム | |
| JPH11216805A (ja) | 積層体及びそれを用いた容器 | |
| JP2007253453A (ja) | 容器用樹脂被覆金属板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060921 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |