JP4604140B2 - 医療用針又は刃物 - Google Patents
医療用針又は刃物 Download PDFInfo
- Publication number
- JP4604140B2 JP4604140B2 JP2004265387A JP2004265387A JP4604140B2 JP 4604140 B2 JP4604140 B2 JP 4604140B2 JP 2004265387 A JP2004265387 A JP 2004265387A JP 2004265387 A JP2004265387 A JP 2004265387A JP 4604140 B2 JP4604140 B2 JP 4604140B2
- Authority
- JP
- Japan
- Prior art keywords
- needle
- hardened layer
- medical needle
- stainless steel
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/04—Surgical instruments, devices or methods for suturing wounds; Holders or packages for needles or suture materials
- A61B17/06—Needles ; Sutures; Needle-suture combinations; Holders or packages for needles or suture materials
- A61B17/06066—Needles, e.g. needle tip configurations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C5/00—Filling or capping teeth
- A61C5/40—Implements for surgical treatment of the roots or nerves of the teeth; Nerve needles; Methods or instruments for medication of the roots
- A61C5/42—Files for root canals; Handgrips or guiding means therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/32—Surgical cutting instruments
- A61B17/3209—Incision instruments
- A61B17/3211—Surgical scalpels, knives; Accessories therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B2017/00526—Methods of manufacturing
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Surgery (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Engineering & Computer Science (AREA)
- Veterinary Medicine (AREA)
- Biomedical Technology (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Dentistry (AREA)
- Epidemiology (AREA)
- Neurosurgery (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Neurology (AREA)
- Heart & Thoracic Surgery (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Surgical Instruments (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Description
がファイバー状の組織を有していても、粒状の組織のままであっても良い。例えば、材料がファイバー状に伸長させた組織を有する線材である場合、この線材をナイフC,Dの長さに対応させて切断した線材を形成し、この線材の一方側の端部をプレス加工してナイフC或いはナイフDの形状に成形した中間材を形成する。
C,D ナイフ
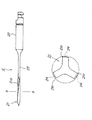
E ピーソーリーマ
F ファイル
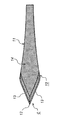
1 胴部
1a 針先部
1b 切刃
2 穴
3 ファイバー状組織
4 硬化層
4a 境界線
10 刃部
11 シャンク
12 尖端
13 切刃
14 暗色層
21 切刃部
21a 切刃
22 シャンク
23 ネック部
24 硬化層
31 作業部
31a 切刃
31b 溝
32 シャンク
33 胴部
34 硬化層
Claims (3)
- モリブデンを1%〜6%含むオーステナイト系ステンレス鋼又はクロムを13%〜25%含むオーステナイト系ステンレス鋼の母材表面に5マイクロメートル〜70マイクロメートル深さの炭素原子を侵入させた硬化層を設けた後、該硬化層の一部を除去したことを特徴とする医療用針又は刃物。
- 前記オーステナイト系ステンレス鋼が冷間線引き加工によって生成したファイバー状の組織を有することを特徴とする請求項1に記載した医療用針又は刃物。
- 前記硬化層の一部を除去した最表面に暗色層を形成することで非反射性表面としたことを特徴とする請求項1又は2に記載した医療用針又は刃物。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004265387A JP4604140B2 (ja) | 2004-09-13 | 2004-09-13 | 医療用針又は刃物 |
| US11/222,557 US7662170B2 (en) | 2004-09-13 | 2005-09-09 | Medical needle and cutting tool |
| ES05019749T ES2360224T3 (es) | 2004-09-13 | 2005-09-12 | Aguja para uso médico y útil de corte. |
| DE602005027292T DE602005027292D1 (de) | 2004-09-13 | 2005-09-12 | Medizinische Nadel und Schneidewerkzeug |
| EP05019749A EP1634535B1 (en) | 2004-09-13 | 2005-09-12 | Medical needle and cutting tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004265387A JP4604140B2 (ja) | 2004-09-13 | 2004-09-13 | 医療用針又は刃物 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006077313A JP2006077313A (ja) | 2006-03-23 |
| JP2006077313A5 JP2006077313A5 (ja) | 2007-10-04 |
| JP4604140B2 true JP4604140B2 (ja) | 2010-12-22 |
Family
ID=35414599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004265387A Expired - Fee Related JP4604140B2 (ja) | 2004-09-13 | 2004-09-13 | 医療用針又は刃物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7662170B2 (ja) |
| EP (1) | EP1634535B1 (ja) |
| JP (1) | JP4604140B2 (ja) |
| DE (1) | DE602005027292D1 (ja) |
| ES (1) | ES2360224T3 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7300281B2 (en) | 2005-08-02 | 2007-11-27 | Giuseppe Cantatore | Endodontic file having bi-directional scraping edges |
| DE602007006251D1 (de) * | 2006-07-07 | 2010-06-17 | Tyco Healthcare | Obturator mit dünner Klinge |
| EP2057947B1 (en) * | 2006-08-29 | 2016-05-25 | MANI Inc. | Method of bending working for medical suture needle and medical suture needle |
| US9358000B2 (en) * | 2006-12-15 | 2016-06-07 | Ethicon, Inc. | Tungsten alloy suture needles |
| US20080147118A1 (en) * | 2006-12-15 | 2008-06-19 | Cichocki Frank R | Tungsten alloy suture needles with surface coloration |
| US7887746B2 (en) * | 2007-12-13 | 2011-02-15 | Ethicon, Inc. | Rapid thermal treatment for coloring surgical needles |
| US7937981B2 (en) * | 2007-12-17 | 2011-05-10 | Ethicon, Inc. | Process for treating metal alloy surgical needles to improve bending stiffness |
| JP5087784B2 (ja) * | 2007-12-28 | 2012-12-05 | マニー株式会社 | 縫合針 |
| CN102014765B (zh) * | 2008-04-30 | 2021-01-01 | 马尼株式会社 | 医疗用缝合针 |
| US20100036415A1 (en) * | 2008-08-07 | 2010-02-11 | Tyco Healthcare Group Lp | Surgical needle with reduced contact area |
| EP2471467A4 (en) * | 2009-08-28 | 2014-12-24 | Mani Inc | NEEDLE OF MEDICAL SUTURE |
| JP5628532B2 (ja) * | 2010-02-25 | 2014-11-19 | マニー株式会社 | 外科用刃物類とその製造方法 |
| WO2012043447A1 (ja) * | 2010-09-28 | 2012-04-05 | マニー株式会社 | エッジを有する医療用刃物 |
| US9265542B2 (en) | 2012-06-27 | 2016-02-23 | DePuy Synthes Products, Inc. | Variable angle bone fixation device |
| US9389155B1 (en) * | 2013-03-12 | 2016-07-12 | United Technologies Corporation | Fatigue test specimen |
| FR3006165A1 (fr) * | 2013-05-30 | 2014-12-05 | Guy Levy | Forets et pivots pour racines de sections ovales ou etroites |
| PT2886668T (pt) * | 2013-12-19 | 2019-02-04 | Groz Beckert Kg | Ferramenta têxtil e método de fabricação do mesmo |
| US10130444B1 (en) * | 2017-07-14 | 2018-11-20 | Dentsply Sirona Inc. | Endodontic instrument |
| CN107802295A (zh) * | 2017-11-28 | 2018-03-16 | 刘建国 | 一种乳房活检与旋切探针的三凹面螺旋式刀头 |
| WO2020004667A1 (ja) | 2018-06-29 | 2020-01-02 | ワークソリューション株式会社 | 医療器具、医療装置、医療器具の製造方法、及び、金属製物品 |
| CN112638296B (zh) * | 2018-08-31 | 2024-10-18 | 奥林巴斯株式会社 | 医疗用加热器、处置器具以及处置器具的制造方法 |
| WO2020170322A1 (ja) * | 2019-02-19 | 2020-08-27 | ジュアールジャパン株式会社 | 針状根管治療具と歯科治療器具 |
| US12329885B2 (en) * | 2020-12-17 | 2025-06-17 | Alcon Inc. | Enhanced stiffening implement for a surgical tool |
| WO2022196783A1 (ja) * | 2021-03-18 | 2022-09-22 | 計芳 鈴木 | 歯科用ハンドピース |
| DE102021107219A1 (de) * | 2021-03-23 | 2022-09-29 | Karl Storz Se & Co. Kg | Chirurgisches oder endoskopisches Instrument und dessen Herstellung |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH621476A5 (en) * | 1978-05-16 | 1981-02-13 | Suisse Horlogerie Rech Lab | Instrument for incision or cutting for surgeons |
| JPS61223123A (ja) | 1985-03-29 | 1986-10-03 | Matsutani Seisakusho:Kk | 医療用極細器具の製造方法 |
| DE3841443C1 (en) | 1988-12-09 | 1990-01-04 | Singer Spezialnadelfabrik Gmbh, 5102 Wuerselen, De | Surgical needle |
| JPH02154746A (ja) * | 1989-10-09 | 1990-06-14 | Matsutani Seisakusho Co Ltd | アイレス縫合針 |
| JPH06340961A (ja) * | 1993-03-24 | 1994-12-13 | Sumitomo Metal Mining Co Ltd | 医療用部材 |
| JPH07239322A (ja) | 1993-04-21 | 1995-09-12 | Mas Fab Gustav Eirich | 型砂の成型特性を確定する方法と装置 |
| JP3375771B2 (ja) | 1995-02-02 | 2003-02-10 | マニー株式会社 | ピーソーリーマ又はゲーツドリル |
| JP3064907B2 (ja) * | 1995-06-27 | 2000-07-12 | エア・ウォーター株式会社 | 浸炭硬化締結用品およびその製法 |
| US5730732A (en) * | 1996-12-04 | 1998-03-24 | Ethicon, Inc. | Non-magnetic stainless steel surgical needle |
| EP1190276A2 (en) * | 1999-06-07 | 2002-03-27 | The Regents of the University of California | Coatings on reflective mask substrates |
| EP1078602A3 (en) | 1999-08-26 | 2001-04-04 | Mani, Inc. | Suturing needle for medical use |
| US6547888B1 (en) * | 2000-01-28 | 2003-04-15 | Swagelok Company | Modified low temperature case hardening processes |
| RU2000124129A (ru) * | 2000-09-20 | 2002-09-10 | Карл Цайсс (De) | Оптический элемент и способ восстановления субстрата |
-
2004
- 2004-09-13 JP JP2004265387A patent/JP4604140B2/ja not_active Expired - Fee Related
-
2005
- 2005-09-09 US US11/222,557 patent/US7662170B2/en not_active Expired - Fee Related
- 2005-09-12 ES ES05019749T patent/ES2360224T3/es not_active Expired - Lifetime
- 2005-09-12 EP EP05019749A patent/EP1634535B1/en not_active Expired - Lifetime
- 2005-09-12 DE DE602005027292T patent/DE602005027292D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2360224T3 (es) | 2011-06-02 |
| US7662170B2 (en) | 2010-02-16 |
| DE602005027292D1 (de) | 2011-05-19 |
| EP1634535B1 (en) | 2011-04-06 |
| JP2006077313A (ja) | 2006-03-23 |
| EP1634535A1 (en) | 2006-03-15 |
| US20060058843A1 (en) | 2006-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4604140B2 (ja) | 医療用針又は刃物 | |
| JP4485363B2 (ja) | 鋭利先端ニードル | |
| US5330441A (en) | Surgical suturing needle and method for making same | |
| EP2174616B1 (en) | Stainless steel bur | |
| JPH08206133A (ja) | ピーソーリーマ又はゲーツドリル | |
| EP3202341B1 (en) | Scissors | |
| JP2009050415A (ja) | 医療用縫合針 | |
| CN105050511A (zh) | 骨切割装置 | |
| JP4214284B2 (ja) | 歯科用根管治療器具 | |
| JPWO2011024817A1 (ja) | 医療用縫合針 | |
| US20060178677A1 (en) | Hair punch | |
| JP5877158B2 (ja) | エッジを有する医療用刃物 | |
| CA2491025C (en) | Surgical suture needle | |
| US20240130832A1 (en) | Method for producing a working area for a root canal instrument and for producing a root canal instrument, and root canal instrument | |
| CN117157017A (zh) | 外科或内窥镜器械及其制造 | |
| JP4214283B2 (ja) | 根管治療器具 | |
| KR102316030B1 (ko) | 레이저로 가공하여 제작한 모발이식용 식모기 바늘 | |
| von Fraunhofer et al. | Surgical needles | |
| JP2018134174A (ja) | 皮膚切除具 | |
| JPH01288252A (ja) | 医科歯科用器具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070817 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091218 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20091218 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100713 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100728 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |