JP4584609B2 - 包装体の製造方法及び包装袋 - Google Patents
包装体の製造方法及び包装袋 Download PDFInfo
- Publication number
- JP4584609B2 JP4584609B2 JP2004084068A JP2004084068A JP4584609B2 JP 4584609 B2 JP4584609 B2 JP 4584609B2 JP 2004084068 A JP2004084068 A JP 2004084068A JP 2004084068 A JP2004084068 A JP 2004084068A JP 4584609 B2 JP4584609 B2 JP 4584609B2
- Authority
- JP
- Japan
- Prior art keywords
- breathable sheet
- bag body
- bag
- packaged
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Food Preservation Except Freezing, Refrigeration, And Drying (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Description
周壁の一部が通気性シートから成り残部が非通気性シートから成る袋体に被包装物を密封状に収納して成る被包装物収納体を準備する工程と、
該被包装物収納体に収納された状態の該被包装物を高周波加熱する工程と、
該袋体を二分する境界域を定めて、該境界域を間にする一の側に該被包装物が収納され、他の側に通気性シートが位置するようになし、該被包装物を収納したまま、該境界域を封止する工程と、
を含む包装体の製造方法であることにある。
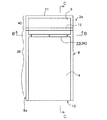
4、4a:非通気性シート
6:通気性シート
12:重畳部
13:下縁部
16:開口
22:被包装物
24:境界域
33:間歇的封止部
36:帯域
46:気体通路
48:気体透過室
Claims (5)
- 被包装物である食品を包装するための袋体であって、該袋体の内部が、周壁の一部が通気性シートから成る域と周壁が非通気性シートから成る域とに、該袋体を二分する帯域を介して区画され、前記袋体が該帯域に沿って間歇的に封止されて、該袋体の該帯域を間にする一の側の内部から他の側の内部に気体が移動可能となされ、前記周壁が非通気性シートから成る域に被包装物を該域に挿入するための開口が設けられた包装袋。
- 前記袋体が封筒状であり、該袋体の1の辺の近傍が前記通気性シートから成る請求項1に記載の包装袋。
- 前記通気性シートの透気抵抗度が10〜5000秒/100ccである請求項1または2に記載の包装袋。
- 前記通気性シートの耐水圧が500〜10000mmH20である請求項1乃至3のいずれか1項に記載の包装袋。
- 請求項1から4のいずれか1項に記載の包装袋を準備する工程と、
前記包装袋の周壁が非通気性シートから成る域に被包装物を挿入する工程と、
前記開口を封止する工程と、
前記周壁が非通気性シートから成る域に収納された状態の該被包装物を高周波加熱する工程と、
該袋体を二分する境界域を定めて、該境界域を間にする一の側に該被包装物が収納され、他の側に前記通気性シートが位置するようになし、該被包装物を収納したまま、該境界域を封止する工程と、
を含む包装体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004084068A JP4584609B2 (ja) | 2004-03-23 | 2004-03-23 | 包装体の製造方法及び包装袋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004084068A JP4584609B2 (ja) | 2004-03-23 | 2004-03-23 | 包装体の製造方法及び包装袋 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005269914A JP2005269914A (ja) | 2005-10-06 |
| JP2005269914A5 JP2005269914A5 (ja) | 2007-06-07 |
| JP4584609B2 true JP4584609B2 (ja) | 2010-11-24 |
Family
ID=35170216
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004084068A Expired - Fee Related JP4584609B2 (ja) | 2004-03-23 | 2004-03-23 | 包装体の製造方法及び包装袋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4584609B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6490113B2 (ja) * | 2017-01-17 | 2019-03-27 | 小川産業株式会社 | 滅菌袋 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04126059A (ja) * | 1990-06-27 | 1992-04-27 | Kumagaya:Kk | 食品の加熱方法およびその包装体 |
| JP2875198B2 (ja) * | 1995-12-18 | 1999-03-24 | 山本ビニター株式会社 | 高周波加熱殺菌装置および方法 |
-
2004
- 2004-03-23 JP JP2004084068A patent/JP4584609B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005269914A (ja) | 2005-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102883970B (zh) | 透气性薄膜、其制造方法及利用该透气性薄膜的包装袋 | |
| KR101191808B1 (ko) | 증기배기 기능을 갖는 포장 봉투와 그것을 사용한 포장체 | |
| CN102548847B (zh) | 可充气式邮包及其制造设备和方法 | |
| TWI628120B (zh) | 積層薄膜及包裝容器 | |
| US20090045189A1 (en) | Microwaveable package | |
| US6403174B1 (en) | Element for the formation of bags for packing food products and not under vacuum | |
| EP1245504A1 (en) | Bag with two compartments for steaming food products | |
| JPH11115950A (ja) | 電子レンジ加熱用袋 | |
| JPH10218250A (ja) | 包装用材料およびそれを使用した包装用容器 | |
| JP4584609B2 (ja) | 包装体の製造方法及び包装袋 | |
| JP6755476B2 (ja) | 繊維通気性材料を有する包装体の封着部 | |
| WO2011034415A1 (en) | A packaging for use in vacuum packaging | |
| JP3915847B2 (ja) | 食品パック | |
| JPS62260677A (ja) | 易シ−ル判別包装材 | |
| JP4144062B2 (ja) | 食品包装容器 | |
| US20060003146A1 (en) | Valve-equipped laminated film which can be used for microwave cooking, in the form of a tray or a closed bag | |
| JP7176250B2 (ja) | パウチ | |
| JP7176251B2 (ja) | パウチ | |
| JP3591290B2 (ja) | 電子レンジ用食品包装袋 | |
| JP3032480U (ja) | 電子レンジ加熱用チャック袋 | |
| JP6710144B2 (ja) | 加熱処理パック | |
| JPH0899013A (ja) | シート状脱酸素剤及びその製造方法 | |
| JP4240608B2 (ja) | 食品包装材及びこれを用いた食品包装容器 | |
| JP2020029299A (ja) | 加熱処理包装袋及び加熱処理包装袋の製造方法 | |
| JP5845681B2 (ja) | 電子レンジ加熱用袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100803 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4584609 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130910 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |