JP4550109B2 - 空気消費量を低減させる中空本体の製造方法および装置 - Google Patents
空気消費量を低減させる中空本体の製造方法および装置 Download PDFInfo
- Publication number
- JP4550109B2 JP4550109B2 JP2007504285A JP2007504285A JP4550109B2 JP 4550109 B2 JP4550109 B2 JP 4550109B2 JP 2007504285 A JP2007504285 A JP 2007504285A JP 2007504285 A JP2007504285 A JP 2007504285A JP 4550109 B2 JP4550109 B2 JP 4550109B2
- Authority
- JP
- Japan
- Prior art keywords
- medium
- pressure
- hollow body
- reservoir
- storage tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000034 method Methods 0.000 claims abstract description 74
- 238000003860 storage Methods 0.000 claims abstract description 52
- 238000007664 blowing Methods 0.000 claims abstract description 36
- 239000002826 coolant Substances 0.000 claims abstract description 13
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 5
- 238000000071 blow moulding Methods 0.000 claims description 48
- 238000001816 cooling Methods 0.000 claims description 39
- 238000004140 cleaning Methods 0.000 claims description 37
- 238000000465 moulding Methods 0.000 claims description 10
- 238000002347 injection Methods 0.000 claims description 2
- 239000007924 injection Substances 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims 2
- 238000007599 discharging Methods 0.000 claims 1
- 239000004033 plastic Substances 0.000 description 8
- 230000003584 silencer Effects 0.000 description 7
- 235000013361 beverage Nutrition 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010101 extrusion blow moulding Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/18—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using several blowing steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/66—Cooling by refrigerant introduced into the blown article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
- B29C2049/4602—Blowing fluids
- B29C2049/4605—Blowing fluids containing an inert gas, e.g. helium
- B29C2049/4608—Nitrogen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
- B29C2049/4602—Blowing fluids
- B29C2049/4611—Blowing fluids containing a reactive gas
- B29C2049/462—Oxygen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
- B29C2049/4602—Blowing fluids
- B29C2049/465—Blowing fluids being incompressible
- B29C2049/4655—Blowing fluids being incompressible water
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/58—Blowing means
- B29C2049/5841—Plural independent blowing paths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/62—Venting means
- B29C2049/6271—Venting means for venting blowing medium, e.g. using damper or silencer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6604—Thermal conditioning of the blown article
- B29C2049/6606—Cooling the article
- B29C2049/6607—Flushing blown articles
- B29C2049/6615—Flushing blown articles and exhausting through the blowing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6604—Thermal conditioning of the blown article
- B29C2049/6606—Cooling the article
- B29C2049/6607—Flushing blown articles
- B29C2049/6646—Flushing blown articles while keeping the final blowing pressure in the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6604—Thermal conditioning of the blown article
- B29C2049/6606—Cooling the article
- B29C2049/6676—Cooling the article the medium being oriented towards special areas of the blown article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6604—Thermal conditioning of the blown article
- B29C2049/6606—Cooling the article
- B29C2049/6676—Cooling the article the medium being oriented towards special areas of the blown article
- B29C2049/6692—Bottom area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7832—Blowing with two or more pressure levels
- B29C2049/7833—Blowing with three or more pressure levels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4284—Means for recycling or reusing auxiliaries or materials, e.g. blowing fluids or energy
- B29C49/42845—Recycling or reusing of fluid, e.g. pressure
- B29C49/42855—Blowing fluids, e.g. reducing fluid consumption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4284—Means for recycling or reusing auxiliaries or materials, e.g. blowing fluids or energy
- B29C49/4286—Recycling or reusing of heat energy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4289—Valve constructions or configurations, e.g. arranged to reduce blowing fluid consumption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/62—Venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2627/00—Use of polyvinylhalogenides or derivatives thereof for preformed parts, e.g. for inserts
- B29K2627/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/004—Semi-crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0041—Crystalline
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Description
少なくとも1つの媒体は圧縮空気であることが好ましい。好ましい実施形態においては、媒体のタイプはいかなるプロセス・ステップにおいても変更されない。これにより、このときに好ましくない混合が行われることなく、異なる貯槽間において媒体を往復搬送することが可能である。圧力がほぼ一定のレベルに保持されるだけでよい。
請求項9に記載のように、本発明による装置は、ブロー成形過程の間にパリソンないしはボトルがその中に存在する、輪郭を有するブロー成形金型と、それによりパリソンがその縦軸に沿って延伸される延伸棒と、およびその中にブロー成形過程のプロセス媒体が存在する少なくとも3つの媒体貯槽とを含む。この場合、予備吹込媒体の圧力は2−20バール(2×105−20×105パスカル)好ましくは3−10バール(3×105−10×105パスカル)である。仕上吹込媒体の圧力は15−45バール(15×105−45×105パスカル)好ましくは23−26バール(23×105−26×105パスカル)であり、および洗浄媒体の圧力は30−45バール(30×105−45×105パスカル)好ましくは37−40バール(37×105−40×105パスカル)である。
はじめに、ブロー成形されるべき中空本体7が金型2a内に挿入され、次に金型2aが閉鎖される。吹込ノズル60が中空本体7の上部に装着されたのち、中空本体7を縦方向に延伸させるために、中空延伸棒6が中空本体7内に上から挿入可能である。その直後に弁ブロック50内の弁51が開放され(図3、点81参照)、これにより、約5バール(5×105パスカル)の予備吹込空気を、接続配管5fおよび5dを介して吹込ノズル60の供給通路61内に、したがって中空本体7内に導くことが可能である。このとき、中空本体7は、ブロー成形金型壁の方向へ、半径方向にも延伸される。予備ブロー成形が終了したとき、弁51が再び閉鎖され且つ仕上吹込弁52が開放される(図3、点82参照)。これにより、約30バール(30×105パスカル)の圧力の仕上吹込空気が、仕上吹込媒体貯槽31から、接続配管5c、5dおよび吹込ノズル60の空気通路61を介して中空本体7内に流入する。ここでほぼ仕上げられた中空本体7内に圧力が形成されたとき、仕上ブロー成形工程が終了し、且つ仕上吹込弁52が再び閉鎖される。この工程時点において、中空本体は確かにその最終外側形状を既にほぼ達成しているが、その輪郭はなお完全には型付けされていない。このために、型付け工程が行われ、型付け工程は、洗浄/冷却空気弁53の開放(図3、点83参照)により開始される。これにより、約40バール(40×105パスカル)の圧力の低温洗浄空気が、洗浄/冷却空気媒体貯槽33から、接続配管5aおよび中空延伸棒6を介して中空本体7内に流入する。中空本体7内に圧力が形成された(図3、点83a参照)のち、中空本体7を完全に型付けするために、中空本体7はさらに少しの時間このレベルに保持される。洗浄空気のボトル内壁に対する温度差により、洗浄空気は多少加熱され且つボトル内壁はより低温となる。しかしながら、この時点において既に中空本体7をブロー成形金型2aから取り出そうとする場合、中空本体7は、なお含んでいる残留熱のためにきわめて不安定であろう。この理由から、中空本体7はさらに冷却されなければならない。このために、洗浄/冷却空気弁53がなお開放されたまま、仕上吹込弁52が改めて開放される(図3、点83b参照)。これにより、中空本体7内に存在するやや加熱された洗浄空気が、吹込ノズル60内の空気通路61および接続配管5dおよび5cを介して仕上吹込媒体貯槽31内に逆流可能である。この状態もまた、一方で中空本体7を冷却するために中空本体7内に必要な空気循環を発生させるために、他方で仕上吹込媒体貯槽31にプロセス空気を供給するために、少しの時間保持され、これにより、次のブロー成形ステップのために十分な圧縮空気が供給される。このプロセス・ステップにおいて、均圧により、中空本体7内に約30バール(30×105パスカル)の圧力が設定される(図3、点83c参照)。同時に空気リサイクル工程としても働くこの冷却/洗浄工程が終了したとき、仕上吹込弁52および洗浄/冷却空気弁53が閉鎖され、一方同時に圧抜き弁55が開放され(図3、点84参照)、これにより、中空本体7内に存在するプロセス空気が、吹込ノズル60の空気通路62、接続配管5kおよび接続配管5lを介して消音器65内に流入可能である(圧抜き工程)。これにより、圧抜き弁55の開放後においては中空本体7内にほぼ周囲条件が支配している。
工程の開始(機械位置0°)においては、予備吹込弁51、仕上吹込弁52および洗浄/冷却空気弁53は閉鎖され、圧抜き弁55および55′は開放されている。ある時間tののちに、予備吹込弁51の開放により予備ブロー成形過程がスタートされる(機械位置54°)。これにより、約5バール(5×105パスカル)の予備吹込空気が予備吹込媒体貯槽32から中空本体7内に搬送される。ほぼ同時に、圧抜き弁55および55′もまた閉鎖される。予備ブロー成形過程が終了したのち、予備吹込弁51が再び閉鎖され且つ仕上吹込弁52が開放される(機械位置64°)。仕上吹込弁52の閉鎖後に洗浄/冷却空気弁53が開放される(機械位置100°)。
Claims (21)
- 輪郭を有するブロー成形金型(2a)内において熱可塑性プラスチックからなる加熱されたパリソンから成形される中空本体(7)の製造方法において、
次のステップ、即ち、
a)中空本体(7)を延伸し、および第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の媒体をパリソン内に導入するステップ(予備ブロー成形工程)と、
b)第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の第2の媒体を中空本体(7)内に導入するステップ(仕上ブロー成形工程)と、
c)第3の媒体貯槽(33)内に貯蔵され且つp2より高い圧力p3の第3の媒体を供給することにより中空本体(7)を内部から冷却するステップ(冷却工程)、および圧力差による結果として中空本体(7)を完全に型付けするステップ(型付け工程)と、
d)中空本体(7)を介して、第3の媒体貯槽(33)と、より低い圧力の媒体貯槽(31、32、34、35、36)との間の接続を形成し、およびこの結果として中空本体(7)の内部を冷却するステップ(洗浄工程)と、
e)この接続を切り離し、および中空本体(7)内にほぼ周囲圧力がかかるように中空本体(7)から媒体を排出するステップ(圧抜き工程)と、
を少なくとも有する、中空本体の製造方法。 - 媒体が圧縮空気であることを特徴とする請求項1の方法。
- 媒体貯槽(31−36)内の圧力をほぼ一定に保持するために、少なくとも1つの媒体貯槽(31−36)に少なくとも1つの均圧装置(38)が設けられていることを特徴とする請求項1または2の方法。
- 中空本体(7)からの媒体の排出が、中空本体(7)内にほぼ周囲圧力がかかるように、第4の媒体貯槽(37)内に行われることを特徴とする請求項1ないし3のいずれかの方法。
- 第4の媒体貯槽が低圧媒体貯槽(37)により形成されることを特徴とする請求項4の方法。
- 特徴d)に記載のより低い圧力の媒体貯槽(31、32、34、35、36)が、第1または第2の媒体貯槽(32、31)またはそれらの組み合わせにより形成されることを特徴とする請求項1ないし5のいずれかの方法。
- 特徴d)に記載のより低い圧力の媒体貯槽(31、32、34、35、36)が、第4の媒体貯槽(37)または第5の媒体貯槽またはそれらの組み合わせにより形成されることを特徴とする請求項1ないし6のいずれかの方法。
- 特徴c)に記載の冷却媒体の供給が中空延伸棒(6)を介して行われることを特徴とする請求項1ないし7のいずれかの方法。
- 中空本体(7)の製造装置であって、
中空本体(7)が、輪郭を有するブロー成形金型(2a)内において、熱可塑性プラスチックからなる加熱されたパリソンから、第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の予備吹込媒体をパリソン(7)内に導入すること(予備ブロー成形工程)により、およびほぼ同時に延伸棒(6)によって中空本体(7)を延伸し、および第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の仕上吹込媒体を中空本体(7)内に導入すること(仕上ブロー成形工程)により成形され、および、中空本体(7)が、第3の媒体貯槽(33)内に貯蔵されている圧力p2より高い圧力p3の冷却媒体によって冷却される(冷却及び型付け工程)ように構成した、中空本体(7)の製造装置において、
予備吹込媒体の圧力が2−20バール(2×105―20×105パスカル)であり、仕上吹込媒体の圧力が15−45バール(15×105―45×105パスカル)であり、および冷却媒体の圧力が30−45バール(30×105―45×105パスカル)であり、
前記冷却及び型付け工程の後に、前記中空本体(7)を介して、第3の媒体貯槽(33)と、より低い圧力の媒体貯槽(31、32、34、35、36)との間の接続を形成し、およびこの結果として中空本体(7)の内部を冷却すること(洗浄工程)を特徴とする中空本体の製造装置。 - 装置が回転式延伸ブロー成形機(1)であることを特徴とする請求項9の装置。
- 少なくとも1つの媒体が圧縮空気であることを特徴とする請求項9または10の装置。
- 機械への中央空気供給装置が存在することを特徴とする請求項9ないし11のいずれかの装置。
- 中央空気供給装置に40バール(40×105パスカル)の圧力がかかっていることを特徴とする請求項12の装置。
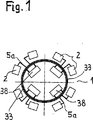
- 媒体貯槽(31−37)がリング・チャネルであることを特徴とする請求項9ないし13のいずれかの装置。
- リング・チャネル(31−37)が、それぞれ閉鎖された2つの半円形チャネルからなることを特徴とする請求項14の装置。
- 媒体貯槽(31−37)内の圧力をほぼ一定に保持するために、少なくとも1つの媒体貯槽(31−37)に少なくとも1つの均圧装置(38)が設けられていることを特徴とする請求項9ないし15のいずれかの装置。
- 冷却空気が中空延伸棒(6)を介して中空本体(7)内に供給されることを特徴とする請求項9ないし16のいずれかの装置。
- 延伸棒(6)が下側のみならず側部にも穴を有し、供給されたプロセス媒体がこれらの穴から流出可能であることを特徴とする請求項17の装置。
- 成形されるべき中空本体(7)上に吹込ノズル(60)が装着され、吹込ノズル(60)は、その上方に存在する弁ブロック(50)に連絡する少なくとも1つの接続通路(61、62)を有することを特徴とする請求項9ないし18のいずれかの装置。
- 弁ブロック(50)が、中空本体(7)からの媒体流れおよび中空本体(7)への媒体流れを制御する少なくとも1つの弁(51−55)を有することを特徴とする請求項19の装置。
- 6つの媒体貯槽(31−36)、即ち予備吹込媒体を貯蔵するための媒体貯槽(32)、仕上吹込媒体を貯蔵するための媒体貯槽(31)、冷却媒体を貯蔵するための媒体貯槽(33)および制御媒体を貯蔵するための媒体貯槽(34)並びに延伸棒の(上方および下方)運動を制御するための媒体を貯蔵するための媒体貯槽(35−36)が設けられていることを特徴とする請求項9ないし20のいずれかの装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004014653.5A DE102004014653B4 (de) | 2004-03-25 | 2004-03-25 | Verfahren und Vorrichtung zum Herstellen eines insbesondere wärmebeständigen Hohlkörpers |
| PCT/EP2005/002399 WO2005092594A1 (de) | 2004-03-25 | 2005-03-08 | Verfahren und vorrichtung zum herstellen eines hohlkörpers unter verringerung des luftverbrauchs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007530314A JP2007530314A (ja) | 2007-11-01 |
| JP4550109B2 true JP4550109B2 (ja) | 2010-09-22 |
Family
ID=34961018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007504285A Active JP4550109B2 (ja) | 2004-03-25 | 2005-03-08 | 空気消費量を低減させる中空本体の製造方法および装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (3) | US7892477B2 (ja) |
| EP (1) | EP1727661B2 (ja) |
| JP (1) | JP4550109B2 (ja) |
| CN (1) | CN100540272C (ja) |
| AT (1) | ATE442239T1 (ja) |
| DE (5) | DE202004021780U1 (ja) |
| ES (1) | ES2331368T5 (ja) |
| WO (1) | WO2005092594A1 (ja) |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112004002144D2 (de) | 2003-09-05 | 2006-07-13 | Sig Technology Ltd | Verfahren und Vorrichtung zur Blasformung von Behältern |
| DE202004021780U1 (de) * | 2004-03-25 | 2010-12-09 | Krones Ag | Vorrichtung zum Herstellen eines insbesondere wärmebeständigen Hohlkörpers |
| FR2889993B1 (fr) * | 2005-08-23 | 2007-12-28 | Technoplan Engineering S A Sa | Procede de soufflage au moyen d'un gaz d'un emballage et installation de mise en oeuvre. |
| GB2431372A (en) * | 2005-10-18 | 2007-04-25 | Ebac Ltd | Apparatus and method for blow moulding articles |
| ITRM20060001A1 (it) * | 2006-01-04 | 2007-07-05 | Sipa Societa Industrializzazione | Processo ed impianto di produzione per soffiaggio di contenitori in plastica |
| ITTV20060169A1 (it) * | 2006-09-26 | 2008-03-27 | Acqua Minerale San Benedetto Spa | Apparato per il soffiaggio di contenitori in materiale plastico con recupero del gas compresso di soffiaggio e relativo metodo di funzionamento |
| DE102006054268A1 (de) * | 2006-11-17 | 2008-05-21 | Veritas Ag | Rohrförmiges Formteil |
| DE102007015105B4 (de) | 2007-03-29 | 2022-03-10 | Krones Aktiengesellschaft | Vorrichtung zum Blasformen |
| ITRM20070370A1 (it) | 2007-07-03 | 2009-01-04 | Sipa Societa Industrializzazio | Macchina di stampaggio per soffiaggio di contenitori |
| FR2920692B1 (fr) * | 2007-09-10 | 2010-02-26 | Sidel Participations | Procede de formation de recipients comprenant une etape de balayage du volume interne du recipient a duree variable sur au moins un temps de compensation donne |
| FR2921293B1 (fr) | 2007-09-24 | 2012-11-02 | Sidel Participations | Procede de fabrication de recipients comprenant une operation de depressurisation intermediaire |
| DE202008005257U1 (de) | 2008-04-17 | 2008-11-20 | Krones Ag | Vorrichtung zum Blasformen |
| EP2143545A1 (fr) * | 2008-07-07 | 2010-01-13 | Nestec S.A. | Procédé et dispositif de conditionnement d'un liquide alimentaire |
| DE102008061492A1 (de) | 2008-12-10 | 2010-06-17 | Krones Ag | Verfahren und Vorrichtung zur ökonomischen Herstellung von Kunststoffbehältern |
| DE102009011583A1 (de) * | 2009-03-06 | 2010-09-09 | Krones Ag | Verfahren und Vorrichtung zum Herstellen und Befüllen von dünnwandigen Getränkebehältern |
| DE102009031154A1 (de) * | 2009-06-30 | 2011-01-05 | Krones Ag | Verfahren zum Umrüsten einer Blasmaschine und Blasmaschine |
| CN101612787B (zh) * | 2009-07-14 | 2011-07-27 | 亚普汽车部件有限公司 | 塑料燃油箱的制造方法 |
| DE102009041013A1 (de) * | 2009-09-10 | 2011-03-24 | Krones Ag | Verfahren und Vorrichtung zum Blasformen von Behältern |
| DE102009044258A1 (de) * | 2009-10-15 | 2011-05-05 | Krones Ag | Anlage und Verfahren zur Herstellung, Abfüllung, Verpackung und/oder Transport von Getränken |
| DE102009060654B4 (de) * | 2009-12-22 | 2019-05-16 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Herstellen von Kunststoffflaschen |
| DE102010007542A1 (de) | 2010-02-08 | 2011-08-11 | KHS Corpoplast GmbH, 22145 | Verfahren und Vorrichtung zur Blasformung von Behältern |
| FR2962931B1 (fr) * | 2010-07-20 | 2014-02-14 | Sidel Participations | Dispositif d'injection d'au moins deux fluides sous pression dans le col d'un recipient pour le formage dudit recipient |
| JP5725643B2 (ja) * | 2010-10-14 | 2015-05-27 | 日精エー・エス・ビー機械株式会社 | ブロー成形装置の作動方法 |
| DE102011101259A1 (de) * | 2011-05-11 | 2012-11-15 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Umformen von Kunststoffvorformlingen |
| US9044887B2 (en) * | 2011-05-27 | 2015-06-02 | Discma Ag | Method of forming a container |
| DE102011106652A1 (de) * | 2011-07-05 | 2013-01-10 | Krones Aktiengesellschaft | Blasmaschine mit Druckzylinder mit Kraftausgleich für Kolbenkompressor |
| FR2978371B1 (fr) * | 2011-07-25 | 2013-08-16 | Sidel Participations | "dispositif d'injection d'un liquide sous pression pour le formage d'un recipient comportant une chambre de travail agencee en aval de moyens de pompage" |
| JP2014527484A (ja) * | 2011-08-08 | 2014-10-16 | ネステク ソシエテ アノニム | プリフォームからプラスチック容器へのブロー成形とこの容器への充填を同時に行うための回転システム |
| EP2607052A1 (en) * | 2011-12-21 | 2013-06-26 | Nestec S.A. | A method and system for blowing and filling lightweight containers |
| DE102012025788B3 (de) | 2012-04-17 | 2023-12-28 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Expandieren von Kunststoffbehältnissen |
| DE102012103349A1 (de) | 2012-04-17 | 2013-10-17 | Krones Ag | Blasformmaschine mit Bodenkühlung in Stabilisierungsphase |
| FR2991227B1 (fr) * | 2012-05-30 | 2014-07-04 | Sidel Participations | Procede de fabrication d'un recipient a partir d'une ebauche, avec retroaction en fonction d'une pression reelle de fin de presoufflage |
| DE102012106916A1 (de) | 2012-07-30 | 2014-05-22 | Krones Ag | Vorrichtung und Verfahren zum Umformen von Kunststoffvorformlingen mit getrennten Strömungswegen für Blasluft und Steuerluft |
| JP6072250B2 (ja) | 2012-08-03 | 2017-02-01 | 株式会社吉野工業所 | 容器を製造する方法および装置 |
| DE102012110023A1 (de) * | 2012-10-19 | 2014-04-24 | Krones Ag | Blasmaschine mit variablem Zwischendruckniveau |
| JP6028521B2 (ja) * | 2012-10-25 | 2016-11-16 | 東洋製罐株式会社 | ブロー成形装置及びブロー成形方法 |
| DE102013104995A1 (de) * | 2013-05-15 | 2014-11-20 | Krones Ag | Blasformmaschine mit separater Druckkissenansteuerung |
| EP3013692B1 (en) * | 2013-06-24 | 2019-07-31 | Discma AG | Method for forming containers by applying a pressure profile controled by a stretch rod |
| EP3013555B1 (en) | 2013-06-28 | 2018-02-07 | Discma AG | Method of molding a container |
| FR3023743B1 (fr) | 2014-07-18 | 2016-07-29 | Sidel Participations | Procede de detection d'anomalies dans une machine de formage de recipients |
| EP2987604B1 (de) * | 2014-08-20 | 2016-11-16 | Krones AG | Vorrichtung und Verfahren zum Vakuumrecycling in einer Behälterbehandlungsanlage |
| EP2987606B1 (de) * | 2014-08-20 | 2020-03-18 | Krones AG | Verfahren zum Ausformen und Füllen von Behältern und Formfüllmaschine |
| JP6448381B2 (ja) * | 2015-01-19 | 2019-01-09 | サントリーホールディングス株式会社 | 圧縮空気供給システム |
| DE102015106615A1 (de) * | 2015-04-29 | 2016-11-03 | Krones Ag | Verfahren und Vorrichtung zum Umformen von Kunststoffvorformlingen mit Behältniskühlung |
| DE102015211131A1 (de) * | 2015-06-17 | 2016-12-22 | Krones Ag | Verfahren und Blasmaschine zum Ausformen und Füllen von Behältern |
| CN107571480B (zh) | 2016-07-04 | 2020-11-06 | 边宇弘 | 具有模内标签及立体形状的压力容器的制造方法 |
| DE102016125552A1 (de) | 2016-12-23 | 2018-06-28 | Krones Ag | Verfahren und Vorrichtung zum Blasformen von Behältnissen mit beweglichem Bodenteil |
| DE102016125586A1 (de) * | 2016-12-23 | 2018-06-28 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Blasformen von Behältnissen mit beweglichem Bodenteil |
| DE102017120863A1 (de) * | 2017-09-10 | 2019-03-14 | Khs Corpoplast Gmbh | Verfahren und Vorrichtung zur Herstellung von Behältern aus thermoplastischem Material |
| FR3080795B1 (fr) | 2018-05-02 | 2020-04-03 | Sidel Participations | Procede de formage de recipient en materiau thermoplastique par etirage bi-axial |
| CN109483854A (zh) * | 2018-12-31 | 2019-03-19 | 宁波新博来万机械有限公司 | 一种新型热罐吹瓶机 |
| CN114650906A (zh) * | 2019-09-20 | 2022-06-21 | 日精Asb机械株式会社 | 树脂制容器的吹塑成型装置以及吹塑成型方法 |
| KR102193067B1 (ko) * | 2020-01-02 | 2020-12-18 | 최주영 | 외측용기의 내부에 교체 가능한 내측용기를 구비하는 이중용기의 제조방법 |
| DE102020115854A1 (de) * | 2020-06-16 | 2021-12-16 | Khs Corpoplast Gmbh | Verfahren zur Herstellung von Behältern aus Vorformlingen mittels einer Vorrichtung zur Herstellung von Behältern |
| DE102020116537A1 (de) * | 2020-06-23 | 2021-12-23 | Khs Corpoplast Gmbh | Verfahren und Vorrichtung zum Herstellen von Behältern aus thermisch konditionierten Vorformlingen aus thermoplastischem Material |
| DE102021127436A1 (de) | 2021-10-21 | 2023-04-27 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Blasformen von Behältnissen mit beweglichem Bodenteil |
| DE102021128205A1 (de) | 2021-10-28 | 2023-05-04 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen mit verstellbarer Drossel |
| CN115042412B (zh) * | 2022-06-16 | 2024-08-13 | 楚天科技股份有限公司 | 一种连续式吹灌封一体机调压装置 |
| DE102022122880A1 (de) | 2022-09-08 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen mit geregeltem Reservoirdruck |
| DE102022122881A1 (de) * | 2022-09-08 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen mit Maschinenregelung |
| FR3144542A1 (fr) * | 2022-12-29 | 2024-07-05 | Sidel Participations | Procédé de refroidissement d’un récipient fabriqué par étirage-soufflage |
| DE102023100739A1 (de) | 2023-01-13 | 2024-07-18 | Khs Gmbh | Verfahren und Blasmaschine zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen |
Family Cites Families (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB763583A (en) * | 1951-12-17 | 1956-12-12 | Francis Trigg Parfrey | A new and improved method of and means for forming hollow articles from thermoplastic material by blowing |
| US3247304A (en) * | 1961-10-17 | 1966-04-19 | Owens Illinois Glass Co | Method of and apparatus for making plastic articles |
| US3339229A (en) * | 1964-12-09 | 1967-09-05 | Dow Chemical Co | Plastic bottle blowing and reaming apparatus |
| DE1993432U (de) * | 1968-06-21 | 1968-09-05 | Fritz Wessolleck | Spielzeug. |
| US3717429A (en) * | 1971-01-04 | 1973-02-20 | Phillips Petroleum Co | Apparatus for cooling the blow pin and plastic molding material during blow molding operation |
| US3806300A (en) * | 1971-05-27 | 1974-04-23 | Ethyl Dev Corp | Apparatus for forming the neck on a plastic container |
| US3819317A (en) * | 1972-10-30 | 1974-06-25 | Haskon Inc | Apparatus for blow molding and injecting cooling gas |
| US4043735A (en) * | 1973-11-28 | 1977-08-23 | Farrell Patent Company | Balloon blow molding tooling |
| CH602308A5 (ja) * | 1975-02-20 | 1978-07-31 | Paul Marcus | |
| US3977822A (en) * | 1975-03-17 | 1976-08-31 | Monsanto Company | Apparatus for continuous stretch-blow molding |
| BE845899A (fr) * | 1976-05-24 | 1976-12-31 | Appareil pour commander la repartition de matiere plastique lors de la fabrication de recipients en matiere plastique a orientation bi-axiale | |
| US4070141A (en) * | 1976-11-26 | 1978-01-24 | Leonard Benoit Ryder | Apparatus for injection blow molding |
| US4065535A (en) * | 1976-12-27 | 1977-12-27 | Hercules Incorporated | Thread forming and neck finishing process |
| US4473515A (en) | 1980-09-02 | 1984-09-25 | Ryder Leonard B | Injection blow molding method |
| US4488863A (en) * | 1981-02-23 | 1984-12-18 | The Continental Group, Inc. | Recycling of blow air |
| US4379688A (en) * | 1981-09-14 | 1983-04-12 | Ethyl Development Corporation | Oriented injection blow molded container production |
| SE448967B (sv) * | 1983-03-10 | 1987-03-30 | Petainer Sa | Sett och anordning for tillverkning av termoplastbehallare |
| US4549865A (en) * | 1984-03-28 | 1985-10-29 | Owens-Illinois, Inc. | Blow molding apparatus |
| US4883631A (en) * | 1986-09-22 | 1989-11-28 | Owens-Illinois Plastic Products Inc. | Heat set method for oval containers |
| JPH039831A (ja) * | 1989-06-06 | 1991-01-17 | Mitsubishi Plastics Ind Ltd | ブロー成形容器の製造法 |
| US5136333A (en) † | 1989-06-30 | 1992-08-04 | Lexmark International, Inc. | Electrophotographic printer and cartridge arrangement |
| JPH0647269B2 (ja) * | 1989-08-31 | 1994-06-22 | 日精エー・エス・ビー機械株式会社 | 耐熱性中空容器の成形方法及びその装置 |
| US5182122A (en) * | 1989-08-31 | 1993-01-26 | Nissei Asb Machine Co., Ltd. | Apparatus for stretch blow molding hollow heat-resistant container |
| JP3153907B2 (ja) | 1990-12-18 | 2001-04-09 | 弘料 吉岡 | ガス圧縮リサイクル装置 |
| US5290506A (en) * | 1991-04-30 | 1994-03-01 | Nissei Asb Machine Co., Ltd. | Process of injection stretch blow molding hollow article having thick-walled bottom |
| JP3054233B2 (ja) * | 1991-05-31 | 2000-06-19 | 三菱樹脂株式会社 | ブロー成形ボトルの製造法 |
| DE4425518C2 (de) | 1993-07-29 | 1996-06-05 | Air Prod Gmbh | Verfahren zur cryogenen Herstellung von Blasformteilen aus Kunststoff |
| US5474735A (en) * | 1993-09-24 | 1995-12-12 | Continental Pet Technologies, Inc. | Pulse blow method for forming container with enhanced thermal stability |
| DE4340290A1 (de) * | 1993-11-26 | 1995-06-01 | Krupp Corpoplast Masch | Mehrfachnutzung von Arbeitsluft |
| DE4340291A1 (de) | 1993-11-26 | 1995-06-01 | Krupp Corpoplast Masch | Mehrfachnutzung von Blasluft |
| JPH07156259A (ja) * | 1993-12-03 | 1995-06-20 | Denki Kagaku Kogyo Kk | 樹脂製中空容器の製造方法 |
| TW289008B (en) * | 1995-07-18 | 1996-10-21 | A K Tech Lab Inc | Air operation method and device for an extention blow forming machine |
| JPH11227035A (ja) | 1997-04-11 | 1999-08-24 | Boc Group Inc:The | 単一金型の絞り吹込成形装置の加熱した金型内の物品を冷却する方法 |
| JP3801766B2 (ja) | 1998-01-27 | 2006-07-26 | 株式会社吉野工業所 | ブローエァーの回収方法 |
| US6428735B1 (en) * | 1999-02-26 | 2002-08-06 | Schmalbach-Lubeca Ag | Method for making a carbonated soft drink bottle with an internal web and hand-grip feature |
| DE19934320A1 (de) * | 1999-07-21 | 2001-01-25 | Krupp Corpoplast Maschb Gmbh | Verfahren und Vorrichtung zur Blasformung von Behältern |
| US6485669B1 (en) | 1999-09-14 | 2002-11-26 | Schmalbach-Lubeca Ag | Blow molding method for producing pasteurizable containers |
| US6514451B1 (en) | 2000-06-30 | 2003-02-04 | Schmalbach-Lubeca Ag | Method for producing plastic containers having high crystallinity bases |
| US6733716B2 (en) * | 2001-05-21 | 2004-05-11 | Sabel Plastechs Inc. | Method of making a stretch/blow molded article (bottle) with an integral projection such as a handle |
| FR2827541B1 (fr) * | 2001-07-20 | 2005-07-01 | Technoplan Engineering S A | Dispositif de soufflage d'emballages |
| GB2380967B (en) * | 2001-09-28 | 2003-12-24 | Roton Compressor Services Ltd | Blow moulding control system |
| US6855289B2 (en) | 2001-11-27 | 2005-02-15 | Graham Packaging Pet Technologies, Inc. | Method and apparatus for cooling during in-mold handle attachment |
| DE10340915A1 (de) * | 2003-09-05 | 2005-03-31 | Sig Technology Ltd. | Verfahren und Vorrichtung zur Blasformung von Werkstücken |
| DE202004021780U1 (de) * | 2004-03-25 | 2010-12-09 | Krones Ag | Vorrichtung zum Herstellen eines insbesondere wärmebeständigen Hohlkörpers |
| CN101027177B (zh) * | 2004-07-27 | 2010-09-29 | 东洋制罐株式会社 | 耐热性和耐冲击性优良的聚酯容器及其制造方法 |
| ATE420923T1 (de) * | 2004-08-18 | 2009-01-15 | Basell Poliolefine Srl | Streckblasgeformte behälter aus ziegler-natta- propylenpolymer-zusammensetzungen |
| FR2920692B1 (fr) * | 2007-09-10 | 2010-02-26 | Sidel Participations | Procede de formation de recipients comprenant une etape de balayage du volume interne du recipient a duree variable sur au moins un temps de compensation donne |
| DE102009035868A1 (de) | 2009-07-31 | 2011-02-03 | Krones Ag | Vorrichtung zum Umformen von Kunststoffvorformlingen mit synchroner Erwärmung und Reckung |
| GB201008520D0 (en) * | 2010-05-21 | 2010-07-07 | Brittpac Ltd | Containers |
-
2004
- 2004-03-25 DE DE202004021780U patent/DE202004021780U1/de not_active Expired - Lifetime
- 2004-03-25 DE DE202004021779U patent/DE202004021779U1/de not_active Expired - Lifetime
- 2004-03-25 DE DE202004021781U patent/DE202004021781U1/de not_active Expired - Lifetime
- 2004-03-25 DE DE102004014653.5A patent/DE102004014653B4/de not_active Expired - Fee Related
-
2005
- 2005-03-08 WO PCT/EP2005/002399 patent/WO2005092594A1/de not_active Application Discontinuation
- 2005-03-08 EP EP05707725.7A patent/EP1727661B2/de active Active
- 2005-03-08 AT AT05707725T patent/ATE442239T1/de not_active IP Right Cessation
- 2005-03-08 DE DE502005008104T patent/DE502005008104D1/de active Active
- 2005-03-08 US US10/592,821 patent/US7892477B2/en not_active Expired - Fee Related
- 2005-03-08 CN CNB2005800096499A patent/CN100540272C/zh active Active
- 2005-03-08 JP JP2007504285A patent/JP4550109B2/ja active Active
- 2005-03-08 ES ES05707725T patent/ES2331368T5/es active Active
-
2010
- 2010-12-23 US US12/978,062 patent/US8550805B2/en active Active
- 2010-12-23 US US12/978,047 patent/US9044892B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1727661B2 (de) | 2013-05-08 |
| DE502005008104D1 (de) | 2009-10-22 |
| CN100540272C (zh) | 2009-09-16 |
| DE202004021779U1 (de) | 2010-12-09 |
| US8550805B2 (en) | 2013-10-08 |
| DE102004014653B4 (de) | 2022-10-20 |
| JP2007530314A (ja) | 2007-11-01 |
| EP1727661B1 (de) | 2009-09-09 |
| US20110089613A1 (en) | 2011-04-21 |
| EP1727661A1 (de) | 2006-12-06 |
| WO2005092594A1 (de) | 2005-10-06 |
| US20110089614A1 (en) | 2011-04-21 |
| DE202004021781U1 (de) | 2010-12-09 |
| DE202004021780U1 (de) | 2010-12-09 |
| US9044892B2 (en) | 2015-06-02 |
| US20080164642A1 (en) | 2008-07-10 |
| CN1938145A (zh) | 2007-03-28 |
| ES2331368T5 (es) | 2013-07-31 |
| US7892477B2 (en) | 2011-02-22 |
| DE102004014653A1 (de) | 2005-10-13 |
| ES2331368T3 (es) | 2009-12-30 |
| ATE442239T1 (de) | 2009-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4550109B2 (ja) | 空気消費量を低減させる中空本体の製造方法および装置 | |
| CA2412364C (en) | Method and apparatus for cooling during in-mold handle attachment | |
| US9498913B2 (en) | Method and device for producing filled containers | |
| US10696434B2 (en) | Method and device for producing containers which are filled with a liquid filling substance | |
| KR20190087658A (ko) | 수지제 용기의 제조방법, 금형 유닛 및 성형기 | |
| CN101934582B (zh) | 一种用于对吹塑机进行转换的方法以及一种吹塑机 | |
| US10350814B2 (en) | System for forming and filling containers with carbonated products at ambient temperature | |
| JP3953521B2 (ja) | 熱可塑性樹脂製パリソンを製造する方法及び製造設備の改良 | |
| US10350816B2 (en) | Form-filing machine | |
| JP6770666B1 (ja) | 樹脂製容器の製造装置および製造方法 | |
| JP2022188209A (ja) | 樹脂製容器の製造方法、温度調整用金型およびブロー成形装置 | |
| CA3062869A1 (en) | Stretch blow molding apparatus and blow molding method | |
| WO2021060497A1 (ja) | 樹脂製容器の製造方法および樹脂製容器の製造装置 | |
| CN108437411B (zh) | 气流式自膨胀成型吹瓶装置 | |
| JP5082900B2 (ja) | 把手片が連結された合成樹脂製容器を製造する方法 | |
| TWI699276B (zh) | 樹脂製容器的製造方法及吹塑成型裝置 | |
| JPWO2019208498A1 (ja) | 射出成形用金型及びそれに含まれるリップ型並びに射出成形方法 | |
| MXPA98007591A (en) | Improvement in the method and plant to manufacture resin preforms termoplast |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100623 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4550109 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |