JP4533374B2 - 熱交換器、特に自動車用給気冷却器 - Google Patents
熱交換器、特に自動車用給気冷却器 Download PDFInfo
- Publication number
- JP4533374B2 JP4533374B2 JP2006504780A JP2006504780A JP4533374B2 JP 4533374 B2 JP4533374 B2 JP 4533374B2 JP 2006504780 A JP2006504780 A JP 2006504780A JP 2006504780 A JP2006504780 A JP 2006504780A JP 4533374 B2 JP4533374 B2 JP 4533374B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- heat exchanger
- plate
- exchanger according
- short side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0224—Header boxes formed by sealing end plates into covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/008—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for vehicles
- F28D2021/0082—Charged air coolers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/08—Reinforcing means for header boxes
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Description
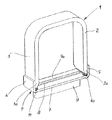
2 長辺面
2a 結合領域
3 長辺面
3a 結合領域
4 管底
5 縁板
6 縁板
7 底板
8 バーリング加工部
8a 長辺面
8b 短辺面
8c 円錐形領域
8d 円筒形領域
9 扁平管
9a 管端
10 挿入板
11 挿入板
12 移行領域
13 移行領域
14 隙間
15 隙間
16 蝋材
17 集合箱
17a 結合領域
17b 結合領域
18 一体な異形板
19 一体な異形板
Claims (8)
- 熱交換器、特に自動車用給気冷却器であって、管端(9a)を有する扁平管(9)と、管底(4)と結合され特に蝋付けされた集合箱(1)とを有し、管底(4)が、管端(9a)を受容するための長辺面(8a)および短辺面(8b)を備えた穴(8)と、さらに縁板(5、6)と、短辺面(8b)と縁板(5、6)との間に樋状に形成される移行領域(12、13)とを有し、管端(9a)が穴(8)内で蝋付けされており、移行領域(12、13)が補強部を有し、
補強部が異形板として形成されており、異形板(10、11)が凹部(10a、11a)を有し、凹部(10a、11a)が穴(8)の短辺面(8b)の形状に適合されていることを特徴とする熱交換器。 - 補強部が材料肉厚部として形成されていることを特徴とする、請求項1記載の熱交換器。
- 補強部が補剛部として、特に突部として形成されていることを特徴とする、請求項1記載の熱交換器。
- 移行領域(12、13)を少なくとも部分的に満たし、かつ管底(4)と蝋付けされていることを特徴とする、請求項1記載の熱交換器。
- 異形板(18、19)が集合箱(17)と一体に形成されていることを特徴とする、請求項4記載の熱交換器。
- 異形板が挿入板(10、11)として構成されていることを特徴とする、請求項4記載の熱交換器。
- 穴が内向きバーリング加工部(8)として形成されていることを特徴とする、請求項1から6のいずれか1項記載の熱交換器。
- 穴が外向きバーリング加工部として形成されていることを特徴とする、請求項1から6のいずれか1項記載の熱交換器。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10316756A DE10316756A1 (de) | 2003-04-10 | 2003-04-10 | Wärmeübertrager, insbesondere Ladeluftkühler für Kraftfahrzeuge |
| PCT/EP2004/002967 WO2004090454A1 (de) | 2003-04-10 | 2004-03-22 | Wärmeübertrager, insbesondere ladeluftkühler für kraftfahrzeuge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006523295A JP2006523295A (ja) | 2006-10-12 |
| JP4533374B2 true JP4533374B2 (ja) | 2010-09-01 |
Family
ID=33039046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006504780A Expired - Fee Related JP4533374B2 (ja) | 2003-04-10 | 2004-03-22 | 熱交換器、特に自動車用給気冷却器 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20060118285A1 (ja) |
| EP (1) | EP1616143B1 (ja) |
| JP (1) | JP4533374B2 (ja) |
| CN (1) | CN1771424A (ja) |
| AT (1) | ATE509250T1 (ja) |
| BR (1) | BRPI0409219A (ja) |
| DE (1) | DE10316756A1 (ja) |
| WO (1) | WO2004090454A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112020006995T5 (de) | 2020-03-31 | 2023-01-26 | Mitsubishi Electric Corporation | Wärmetauscher-Sammler, Wärmetauscher, Verfahren zur Herstellung eines Wärmetauscher-Sammlers und Verfahren zur Herstellung eines Wärmetauschers |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005002417A1 (de) * | 2005-01-18 | 2006-07-27 | Behr Gmbh & Co. Kg | Wärmeübertrager, insbesondere Ladeluftkühler oder Kühlmittelkühler für Kraftfahrzeuge |
| WO2006133748A1 (de) * | 2005-06-11 | 2006-12-21 | Modine Manufacturing Company | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung |
| EP1929233B1 (de) * | 2005-09-12 | 2019-05-29 | MAHLE Behr GmbH & Co. KG | Ladeluftkühler oder abgaskühler für eine brennkraftmaschine eines kraftfahrzeuges |
| DE102006006946A1 (de) * | 2006-02-14 | 2007-08-23 | Behr Gmbh & Co. Kg | Wärmeübertrager |
| EP2029953A1 (de) * | 2006-06-01 | 2009-03-04 | Behr GmbH & Co. KG | Wärmeübertrager, insbesondere ladeluftkühler, mit verstärktem rohrboden |
| JP5030677B2 (ja) * | 2006-08-22 | 2012-09-19 | カルソニックカンセイ株式会社 | 熱交換器のタンク構造 |
| DE102007005392A1 (de) | 2007-02-03 | 2008-08-07 | Behr Gmbh & Co. Kg | Sammelkasten und Wärmeübertrager mit einem solchen Sammelkasten |
| US20080216989A1 (en) * | 2007-03-07 | 2008-09-11 | Behr America Inc. | Weld bead reinforcement of charge air cooler headers and method of making same |
| DE102007024630A1 (de) * | 2007-05-24 | 2008-11-27 | Behr Gmbh & Co. Kg | Wärmetauscher, insbesondere Ladeluftkühler oder Abgaskühler für eine Brennkraftmaschine eines Kraftfahrzeuges und dessen Herstellungsverfahren |
| SE532900C2 (sv) * | 2008-03-31 | 2010-05-04 | Titanx Engine Cooling Holding | Värmeväxlare innefattande ändplåt. |
| US9309839B2 (en) | 2010-03-18 | 2016-04-12 | Modine Manufacturing Company | Heat exchanger and method of manufacturing the same |
| AU2011201083B2 (en) | 2010-03-18 | 2013-12-05 | Modine Manufacturing Company | Heat exchanger and method of manufacturing the same |
| DE102011005236A1 (de) * | 2011-03-08 | 2012-09-13 | Behr Gmbh & Co. Kg | Sammelrohr, Wärmetauscher und Verfahren zum Herstellen eines Sammelrohres |
| FR2975766B1 (fr) * | 2011-05-26 | 2018-11-30 | Valeo Systemes Thermiques | Echangeur thermique |
| JP6002421B2 (ja) * | 2012-04-03 | 2016-10-05 | 株式会社ケーヒン・サーマル・テクノロジー | 熱交換器 |
| CN103591818B (zh) * | 2012-08-17 | 2017-03-01 | 卡特彼勒S.A.R.L公司 | 冷却组件和包括该冷却组件的机器 |
| CN103542762A (zh) * | 2013-11-12 | 2014-01-29 | 泰安鼎鑫冷却器有限公司 | 一种新型水室结构的汽车散热器 |
| CN104454134B (zh) * | 2014-11-26 | 2017-04-05 | 福建恒力汽车空调配件有限公司 | 一种气室与芯体同时进炉钎焊的全铝汽车中冷器 |
| US10145294B2 (en) * | 2015-11-23 | 2018-12-04 | Ford Global Technologies, Llc | Charge air cooler shroud mounting system with one fixed and three floating attachment points |
| CN107842610A (zh) * | 2016-09-21 | 2018-03-27 | 曼胡默尔滤清器(上海)有限公司 | 一种中冷器用密封圈结构 |
| DE102016220657A1 (de) * | 2016-10-21 | 2018-04-26 | Bayerische Motoren Werke Aktiengesellschaft | Ladeluftkühler für ein Kraftfahrzeug |
| FR3100877B1 (fr) * | 2019-09-16 | 2021-08-06 | Valeo Systemes Thermiques | Echangeur de chaleur. |
| CN111854507A (zh) * | 2020-08-28 | 2020-10-30 | 华电重工股份有限公司 | 一种间接空冷系统的连接结构及连接方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2073778A (en) * | 1936-09-16 | 1937-03-16 | Modine Mfg Co | Radiator |
| US2627241A (en) * | 1948-12-30 | 1953-02-03 | Fedders Quigan Corp | Apparatus for making tubular radiator cores |
| US2656155A (en) * | 1949-06-03 | 1953-10-20 | Coventry Motor Fittings Compan | Radiator |
| FR1039911A (fr) * | 1951-07-17 | 1953-10-12 | Chausson Usines Sa | Procédé de fabrication des radiateurs de refroidissement fabriqués au moins partiellement en matières plastiques ou en métaux corrodables et applications analogues |
| IT969325B (it) * | 1971-08-06 | 1974-03-30 | Chausson Usines Sa | Procedimento per la brasatura di radiatori in alluminio e radiato ri ottenuti |
| JPS55131491U (ja) * | 1979-03-13 | 1980-09-17 | ||
| JPS5618591U (ja) * | 1979-07-19 | 1981-02-18 | ||
| JPS62182596A (ja) * | 1986-02-06 | 1987-08-10 | Toyo Radiator Kk | アルミニウム製熱交換器のタンクの組立方法 |
| DE3623458A1 (de) * | 1986-07-11 | 1988-01-14 | Laengerer & Reich Kuehler | Kuehler fuer brennkraftmaschinen |
| JPH06142973A (ja) * | 1992-10-29 | 1994-05-24 | Showa Alum Corp | 熱交換器の製造法 |
| FR2720490B1 (fr) * | 1994-05-26 | 1996-07-12 | Valeo Thermique Moteur Sa | Plaque collectrice renforcée pour échangeur de chaleur. |
| JPH08327281A (ja) * | 1995-05-30 | 1996-12-13 | Sanden Corp | 熱交換器のヘッダ |
| JPH09126681A (ja) * | 1995-10-27 | 1997-05-16 | Toyo Radiator Co Ltd | 熱交換器のタンク構造 |
| FR2742533B1 (fr) * | 1995-12-13 | 1998-01-30 | Valeo Thermique Moteur Sa | Echangeur de chaleur de resistance a la pression renforcee |
| FR2742532B1 (fr) * | 1995-12-13 | 1998-01-30 | Valeo Thermique Moteur Sa | Plaque collectrice d'encombrement reduit pour echangeur de chaleur |
| FR2745079B1 (fr) * | 1996-02-20 | 1998-04-10 | Valeo Thermique Moteur Sa | Echangeur de chaleur a boite a fluide brasee, en particulier pour vehicule automobile |
| FR2746493B1 (fr) * | 1996-03-22 | 1998-05-15 | Valeo Thermique Moteur Sa | Collecteur pour echangeur de chaleur, notamment de vehicule automobile |
| SE513642C2 (sv) * | 1996-03-29 | 2000-10-16 | Valeo Engine Cooling Ab | Värmeväxlare samt sätt vid framställning av en dylik |
| JP3728534B2 (ja) * | 2001-04-09 | 2005-12-21 | 漢拏空調株式会社 | アルミニウムラジエータ |
| DE10132617A1 (de) * | 2001-07-05 | 2003-01-16 | Modine Mfg Co | Wärmeaustauscher |
-
2003
- 2003-04-10 DE DE10316756A patent/DE10316756A1/de not_active Withdrawn
-
2004
- 2004-03-22 JP JP2006504780A patent/JP4533374B2/ja not_active Expired - Fee Related
- 2004-03-22 US US10/552,720 patent/US20060118285A1/en not_active Abandoned
- 2004-03-22 WO PCT/EP2004/002967 patent/WO2004090454A1/de active Application Filing
- 2004-03-22 EP EP04722246A patent/EP1616143B1/de not_active Expired - Lifetime
- 2004-03-22 BR BRPI0409219-8A patent/BRPI0409219A/pt not_active IP Right Cessation
- 2004-03-22 AT AT04722246T patent/ATE509250T1/de active
- 2004-03-22 CN CN200480009475.1A patent/CN1771424A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112020006995T5 (de) | 2020-03-31 | 2023-01-26 | Mitsubishi Electric Corporation | Wärmetauscher-Sammler, Wärmetauscher, Verfahren zur Herstellung eines Wärmetauscher-Sammlers und Verfahren zur Herstellung eines Wärmetauschers |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004090454A1 (de) | 2004-10-21 |
| EP1616143B1 (de) | 2011-05-11 |
| CN1771424A (zh) | 2006-05-10 |
| US20060118285A1 (en) | 2006-06-08 |
| JP2006523295A (ja) | 2006-10-12 |
| ATE509250T1 (de) | 2011-05-15 |
| EP1616143A1 (de) | 2006-01-18 |
| DE10316756A1 (de) | 2004-10-28 |
| BRPI0409219A (pt) | 2006-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4533374B2 (ja) | 熱交換器、特に自動車用給気冷却器 | |
| US7237605B2 (en) | Heat exchanger | |
| JP4811258B2 (ja) | 熱交換器 | |
| US7143824B2 (en) | Heat exchanger, in particular charge-air cooler | |
| US7255158B2 (en) | Heat exchanger | |
| JP4300628B2 (ja) | 熱交換器 | |
| US7219720B2 (en) | Flat hollow body for passing fluid therethrough, heat exchanger comprising the hollow body and process for fabricating the heat exchanger | |
| US7721791B2 (en) | Heat exchanger with side plate having pipe near bridge portion | |
| JP2008527305A (ja) | 熱交換器、特に自動車用の給気冷却器または冷媒冷却器 | |
| JP3329893B2 (ja) | 熱交換器のヘッダタンク | |
| JP2017531149A (ja) | 熱交換器用のヘッダプレート、ヘッダボックスおよび熱交換器 | |
| US20100108303A1 (en) | Heat exchanger construction | |
| JP2017516054A (ja) | 車両用熱交換器チューブおよびそのようなチューブを備える車両用ラジエータ | |
| JPH09126685A (ja) | 熱交換器 | |
| US11835297B2 (en) | Heat exchanger | |
| EP3115724B1 (en) | Tube header for heat exchanger | |
| JP3683001B2 (ja) | 複式積層型熱交換器 | |
| JP5084735B2 (ja) | 熱交換器ヘッダタンクのための強化されたマニホルド、およびこのようなマニホルドを備えるヘッダタンク | |
| WO2015159529A1 (ja) | 熱交換器 | |
| JP3049817B2 (ja) | 積層型熱交換器 | |
| JP2009150587A (ja) | 熱交換器 | |
| JP2003097890A (ja) | オイルクーラ | |
| US10697716B2 (en) | Heat exchanger and header plate for heat exchanger | |
| JP2007292382A (ja) | 車両用熱交換器のタンク構造 | |
| JP2020003089A (ja) | 熱交換チューブ及び熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091014 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091021 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091221 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100608 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100611 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |