JP4519972B2 - 化学機械研磨の制御可能圧力及びローディング領域を有するキャリヤヘッド - Google Patents
化学機械研磨の制御可能圧力及びローディング領域を有するキャリヤヘッド Download PDFInfo
- Publication number
- JP4519972B2 JP4519972B2 JP2000000117A JP2000000117A JP4519972B2 JP 4519972 B2 JP4519972 B2 JP 4519972B2 JP 2000000117 A JP2000000117 A JP 2000000117A JP 2000000117 A JP2000000117 A JP 2000000117A JP 4519972 B2 JP4519972 B2 JP 4519972B2
- Authority
- JP
- Japan
- Prior art keywords
- carrier head
- chamber
- membrane
- substrate
- flexible
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
- B24B37/32—Retaining rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
【発明の属する技術分野】
この発明は、基板の化学機械研磨に通常関するものであり、特に化学機械研磨のキャリヤヘッドに関する。
【0002】
【従来の技術】
集積回路は、一般的に、導電性か、半導電性か或いは絶縁性の層のシーケンシャル堆積によって基板(特にシリコンウェハ)上に形成される。各層の堆積後、層はエッチングされ、サーキットリー特徴を生み出す。一連の層がシーケンシャルに堆積して、エッチングされると、基板(すなわち露光された基板表面)の外側又は最上面はますます平らにはならない。この平らでない外部表面は、集積回路製造プロセスのフォトリトグラフィー・ステップに対して課題を提示する。したがって、基板表面を周期的に平坦化する必要がある。
【0003】
化学機械研磨(CMP)は、プラナリゼーションの一般に容認されている1つの方法である。このプラナリゼーション方法は、基板がキャリヤ又は研磨ヘッド上にマウントされることを一般的に必要とする。基板の露光された表面は、回転研磨パッドに押し付けられる。研磨パッドは、「標準」或いは固定研摩剤パッドでありえる。標準研磨パッドは耐久性のある粗くなる表面(roughened surface)を有し、一方、固定研摩剤パッドは包含媒体(containment media)で保持される研摩剤粒子を有する。キャリヤヘッドは、基板を研磨パッドに対して押しつけるのに基板上に制御可能な荷重(すなわち圧力)を供する。いくつかのキャリヤヘッドは、基板へのマウント面と、マウント面の下で基板を保持するリテーニングリングを供するフレキシブル・メンブレンを含む。フレキシブル・メンブレンの後のチャンバの加圧或いは排気は、基板上で荷重を制御する。標準パッドが用いられる場合、少なくとも1つの化学反応剤(chemically reactive agent)及び研磨剤粒子を含む研磨スラリーは、研磨パッドの表面に供給される。
【0004】
CMPプロセスの効果は、その研磨速度によって、また、基板表面の、結果として生じる仕上がり(小規模の粗さの無さ)及び平坦度(大規模な地形(topography)の無さ)によって測定可能である。研磨速度、仕上がり及び平坦度は、パッドとスラリーの組合せ、基板とパッド間の相対速度及び基板をパッドに押しつける力によって求められる。
【0005】
【発明が解決しようとする課題】
CMPで再び生じる課題とは、基板のエッジが基板の中心とは異なる速度で研磨される傾向であり、これがいわゆる「エッジ効果」である。一般的に、エッジ効果は、基板外周(例えば200ミリメートル(mm)のウェハの最外部の3から15ミリメートル)での、不均一なポリシングになる。関連した課題には、基板の中心では研磨が不十分である傾向があり、これがいわゆる「センタースロー効果」である。
【0006】
【課題を解決するための手段】
1つの態様で、発明は化学機械研磨装置のキャリヤヘッドを目的とする。キャリヤヘッドは、第1のフレキシブル・メンブレンによって少なくとも部分的に境界をつけられる第1の加圧可能チャンバと、第1のチャンバに下方への力を加えるように位置決めされる第2の加圧可能チャンバとを有する。第1のフレキシブル・メンブレンの下部表面は、制御可能なサイズを有するローディング領域で、圧力を基板に加えるのに第1の表面を供し、また第1のチャンバ内の第1の圧力がローディング領域で基板に加えられる圧力を制御し、第2のチャンバ内の第2の圧力がローディング領域のサイズを制御するように、第1及び第2のチャンバが構成される。
【0007】
発明の実施にあたって、以下の特徴の内の一つ以上を含むことができる。垂直に移動可能な基部は、第2の加圧可能チャンバの上部境界の少なくとも一部を形成可能である。ハウジングは駆動軸に接続可能であり、第3のチャンバはハウジングと基部の間に配置可能である。リテーニングリングは、キャリヤヘッドの下で基板を維持するように基部に接続可能である。第1と第2のチャンバ間の境界は、硬質部材か又は柔軟部材で形成可能であり、第2のチャンバは、概ね環状のボリュームか或いは概ね固体のボリュームで形成可能である。第1のフレキシブル・メンブレンの下部表面は基板にマウント面を供することができるか、又は第2のフレキシブル・メンブレンは基板にマウント面を供するように第1のフレキシブル・メンブレンの下で伸長可能である。第1のフレキシブル・メンブレンと第2のフレキシブル・メンブレン間のボリュームは、第3の加圧可能チャンバの範囲を定めることができる。第1のフレキシブル・メンブレンは、基板に圧力を加えるのに、ローディング領域で第2のフレキシブル・メンブレンの上部表面に接触して移動可能である。第1のフレキシブル・メンブレンの下部表面は、第1と第2のフレキシブル・メンブレンが接触しているとき、その第1と第2のフレキシブル・メンブレン間に流体の流れを供するのに組織化され得る。
【0008】
第1の支持構造物は第1のチャンバの内部に位置決め可能であり、第1のフレキシブル・メンブレンは第1の支持構造物の外部表面のまわりで伸長可能である。第1のスぺーサーリングは第1のチャンバの外側に位置決め可能であり、第1のフレキシブル・メンブレンは、第1の支持構造物と、第1のスぺーサーリング、第1のスぺーサーリングの内側表面のまわり、及び第1のスぺーサーリングの上部表面の外方へのまわりとの間のS字形パスで伸長可能である。第2の支持構造物は、第1と第2のフレキシブル・メンブレン間の第3のチャンバに位置することができ、第1の支持構造物を囲むように位置決め可能である。第2のスぺーサーリングは第2の支持リングの上の第3のチャンバの外側に位置することができ、第2のフレキシブル・メンブレンは、第2の支持構造物と、第2のスぺーサーリング、第2のスぺーサーリングの内側表面のまわり、及び第2のスぺーサーリングの上部表面の外方へのまわりとの間のS字形パスで伸長可能である。
【0009】
別の態様で、発明は、基部と、第1のフレキシブル・メンブレン部と、第2のフレキシブル・メンブレン部とを有する化学機械研磨用キャリヤヘッドを目的とする。第1のフレキシブル・メンブレン部は、基部の下で伸び、第1の加圧可能チャンバの範囲を定め、第1のフレキシブル・メンブレン部の下部表面が、制御可能なサイズを有するローディング領域で基板に圧力を加えるのにマウント面を供する。第2のフレキシブル・メンブレン部は、第1のフレキシブル・メンブレン部を基部に結合し、また第1の加圧可能チャンバ内の第1の圧力がローディング領域で基板に加えられる圧力を制御し、第2のチャンバ内の第2の圧力がローディング領域のサイズを制御するように第2の加圧可能チャンバの範囲を定める。
【0010】
別の態様で、発明は、基部と、第1のフレキシブル・メンブレン部と、第2のフレキシブル・メンブレン部と、第3のフレキシブル・メンブレン部とを有する化学機械研磨用キャリヤヘッドを目的とする。第1のフレキシブル・メンブレン部は、第1の加圧可能チャンバの範囲を定めるように基部の下で伸び、第1のフレキシブル・メンブレン部の下部表面が、基板にマウント面を供する。第2のフレキシブル・メンブレン部は基部の下で伸び、第2の加圧可能チャンバの範囲を定め、第2のフレキシブル・メンブレンの下部表面は、制御可能なサイズを有するローディング領域で第1のフレキシブル・メンブレンの頂上面に接触する。第3のフレキシブル・メンブレン部は第2のフレキシブル・メンブレン部を基部に結合し、また第2の加圧可能チャンバ内の第1の圧力がローディング領域で基板に加えられる圧力を制御し、第3のチャンバ内の第2の圧力がローディング領域のサイズを制御するように、第3の加圧可能チャンバの範囲を定める。
【0011】
別の態様で、発明は、第1のバイアス部材と、第2のバイアス部材とを有する化学機械研磨用キャリヤヘッドを目的とする。第1のバイアス部材は第1の圧力チャンバを含み、第1の圧力チャンバの下部表面は、制御可能なサイズを有するローディング領域で、基板に荷重を加えるのに第1の表面を供するフレキシブル・メンブレンによって境界をつけられる。第2のバイアス部材は第1のバイアス部材に接続され、また第2のバイアス部材がローディング領域のサイズを制御し、第1のバイアス部材がローディング領域で基板に加えられる圧力を制御するように、第2のバイアス部材は第1のバイアス部材の垂直位置(vertical position)を制御する。
【0012】
別の態様で、発明は、基板にマウント面を供するフレキシブル・メンブレンと、荷重が基板に加えられるローディング領域のサイズを制御する手段と、ローディング領域で基板に加えられる圧力を制御する手段とを有する、化学機械研磨用キャリヤヘッドを目的とする。
【0013】
別の態様で、発明は、基板の機械化学研磨方法を目的とする。この方法において、基板はキャリヤヘッドを有する研磨パッドに対して保持され、荷重はキャリヤヘッド内の第1のチャンバでローディング領域の基板に加えられ、ローディング領域のサイズはキャリヤヘッド内の第2のチャンバで制御され、相対運動は基板と研磨パッド間で生み出される。
【0014】
別の態様で、発明は、化学機械研磨装置のキャリヤヘッドで基板を検出する方法を目的とする。この方法で、キャリヤヘッド内のチャンバは、圧力ソースに接続される。チャンバ内の圧力は時間の関数として測定され、チャンバ内の圧力の導関数(derivative)が計算される。基板がキャリヤヘッド内の基板受け取り面に隣接するかどうかは、導関数から判断される。
【0015】
発明の実施は、以下の特徴を含んでもよい。導関数が臨界値を超えた場合、基板は存在するとして示され、また、導関数が臨界値を超えなかった場合、基板は存在していないとして示される。
【0016】
発明の利点は、以下を含むことがありえる。基板に対するフレキシブル・メンブレンの圧力とローディング領域は、不均一なポリシングを補正するのに変更可能である。基板の不均一なポリシングは低減され、基板の結果として生じる平坦度と仕上がりは改善される。
【0017】
発明の他の利点と特徴は、図面と特許請求の範囲を含む以下の説明から明らかになるであろう。
【0018】
同様の参照番号が、同様の構成要素を指し示すのに様々な図面において示される。文字サフィックスを有する参照番号は、構成要素が修正された機能、オペレーション或いは構造を有することを示す。
【0019】
【発明の実施の形態】
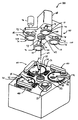
図1を参照すると、一つ以上の基板10が、化学機械研磨(CMP)装置20によって研磨される。類似したCMP装置の説明は、米国特許No. 5,738,574で見つけられ、その全開示がここに参照で含まれる。
【0020】
CMP装置20は、基板をロード且つアンロードする研磨ステーション25と搬送ステーション27のシリーズを含む。各研磨ステーション25は、研磨パッド32が上に置かれる回転プラテン30を含む。基板10が直径6インチ(150ミリメートル)又は8インチ(200ミリメートル)のディスクである場合、プラテン30及び研磨パッド32は直径約20インチでありえる。基板10が直径12インチ(300ミリメートル)のディスクである場合、プラテン30及び研磨パッド32は直径約30インチでありえる。大部分のポリシングプロセスに対して、より低いか或いは高い回転速度が使用可能であるが、プラテン駆動モータ(表示なし)は、30から200回転/分でプラテン30を回転させる。各研磨ステーション25は、研磨パッドの研磨剤コンディションを維持するのに対応付けられたパッド・コンディショナー装置40を更に含んでもよい。
【0021】
リアクタンス性エージェント(例えばオキサイドポリシング用の純水)と化学的リアクタンス性触媒(例えばオキサイドポリシング用の水酸化カリウム)を含むスラリー50は、組み合わせられたスラリー/リンス・アーム52によって、研磨パッド32の表面に供給可能である。研磨パッド32が標準パッドである場合、スラリー50はまた、研磨剤粒子(例えばオキサイドポリシング用の二酸化珪素)を含んでもよい。一般的に、十分なスラリーは、研磨パッド32の全体をカバーして、濡らすために供される。スラリー/リンス・アーム52は、各ポリシング及びコンディショニングサイクルの終わりに、研磨パッド32の高圧リンスを供するいくつかのスプレーノズル(表示なし)を含む。
【0022】
回転マルチヘッド・カルーゼル60は、センターポスト62で支えられ、その上でカルーゼル・モーター・アセンブリ(表示なし)によって、カルーゼル軸64のまわりを回転させられる。マルチヘッド・カルーゼル60は、カルーゼル軸64を中心にして等しい角間隔でカルーゼル支持板66上にマウントされる4つのキャリヤヘッド・システム70を含む。3つのキャリヤヘッド装置は研磨ステーション上に基板を位置決めし、キャリヤヘッド装置の内の1つが基板を研磨ステーションから受け取り、その基板を搬送ステーションに送る。カルーゼル・モーターは、キャリヤヘッド装置とそれに取り付けられた基板を、研磨ステーションと搬送ステーション間のカルーゼル軸のまわりの軌道に乗らせることができる。
【0023】
各キャリヤヘッド装置70は、ポリシング或いはキャリヤ・ヘッド100を含む。各キャリヤヘッド100は、それ自身の軸を中心にして独立して回転し、カルーゼル支持板66に形成される放射状スロット72で、独立して横に振動する。キャリヤ駆動軸74は、スロット72を通して伸び、キャリヤヘッド回転モーター76(カルーゼル・カバー68の4分の1を除去することで示される)をキャリヤヘッド100に接続する。各ヘッドごとに1つのキャリヤ駆動軸及び1つのモーターがある。各モーター及び駆動軸は、キャリヤヘッドを横振動させるように放射状の駆動モータによってスロットに沿って直線的に駆動可能なスライダー(表示なし)で支えられることが可能である。
【0024】
実際のポリシング中、3つのキャリヤヘッドは、3つの研磨ステーションで及び上方で、位置決めされる。各キャリヤヘッド100は、研磨パッド32と接触する基板を下げる。キャリヤヘッドは、研磨パッドと反対の位置に基板を保持し、基板の後表面にわたって、力を分布させる。キャリヤヘッドはまた、駆動軸から基板にトルクを搬送する。
【0025】
図2を参照して、キャリヤヘッド100は、ハウジング102と、基部アセンブリ104と、ジンバル機構106(基部アセンブリの一部とみなされてもよい)と、ローディングチャンバ108と、リテーニングリング110と、フローティング上部チャンバ236、フローティング下部チャンバ234及びアウターチャンバ238といった3つの加圧可能チャンバを含む基板バッキング・アセンブリ112とを含む。類似したキャリヤヘッドの説明は、1997年5月21日に出願され、A CARRIER HEAD WITH A FLEXIBLE MEMBRANE FOR A CHEMICAL MECHANICAL POLISHING SYSTEMという名称を有し、本発明の譲受人に譲渡された、Zuniga他による米国出願Serial No.08/861,260で見つけられ、その全開示がここに参照で含まれる。
【0026】
ハウジング102は、ポリシング中研磨パッドの表面に実質的に垂直な回転軸107を中心にして、ポリシング中に、駆動軸と共に回転するように、駆動軸74に接続可能である。ハウジング102は、通常、研磨される基板のサ―キュラ構成に対応するように円形状でありえる。縦内腔130は、ハウジングを通して形成可能であり、3つの更なる通路(2つの通路132、134のみが図2で示される)は、キャリヤヘッドの空気制御用のハウジングを通って伸長可能である。Oリング138は、ハウジングを通る通路と駆動軸を通る通路間に防流体シール(fluid-tight seals)を形成するのに使用可能である。
【0027】
基部アセンブリ104は、ハウジング102の下に位置する垂直に移動可能なアセンブリである。基部アセンブリ104は、概ね硬質の環状ボディ140と、外部クランプリング164と、ジンバル機構106と、下部クランプリング144とを含む。通路146は、ジンバル機構ボディ、環状ボディ及びクランプリングを通って伸長可能であり、2つのフィクスチャー148は、基板バッキング・アセンブリ112(例えばチャンバ238)で、通路134をチャンバのうちの1つに流動的に結合させるように、ハウジング102と基部アセンブリ104間でフレキシブルチューブを接続するのに付着点を供することができる。第2の通路(表示なし)は、環状ボディ140を通して伸長可能であり、と2つのフィクスチャー(表示なし)は、基板バッキング・アセンブリ112(例えばチャンバ236)で、第2のチャンバに、ハウジングに図示されていない通路を流動的に結合させるように、ハウジング102と基部アセンブリ104間でフレキシブルチューブを接続するのに付着点を供することができる。
【0028】
リテーニングリングが研磨パッドの表面に実質的に平行なままであるように、ジンバル機構106は、基部アセンブリをハウジング102に対して旋回可能にする(pivot)。ジンバル機構106は、縦内腔130に適合するジンバルロッド150と、環状ボディ140に固定される屈曲リング(a flexure ring)152とを含む。ジンバルロッド150は、基部アセンブリ104の上下運動を供するように内腔130に沿って垂直にスライド可能であるが、これ(ジンバルロッド)は、ハウジング102に対する基部アセンブリ104のいかなる横運動をも防ぎ、リテーニングリングに反する基板の横の力によって生成される動きを縮小する。ジンバルロッド150は、基板バッキング・アセンブリ112(例えばチャンバ234)で、内腔130を第3のチャンバに流動的に結合させるように、ジンバルロッドの長さを伸ばす通路154を含んでもよい。
【0029】
ローディングチャンバ108は、基部アセンブリ104に荷重(すなわち下方への圧力或いはウエイト)を加えるのに、ハウジング102と基部アセンブリ104の間に位置する。研磨パッド32に関連する基部アセンブリ104の垂直位置もまた、ローディングチャンバ108によって制御される。概ねリング形のローリングダイヤフラム160の内部エッジは、内部クランプリング162によってハウジング102に締めつけ可能である。ローリングダイヤフラム160の外部エッジは、外部クランプリング164によって基部アセンブリ104に締めつけ可能である。したがって、ローリングダイヤフラム160は、ローディングチャンバ108の範囲を定めるように、ハウジング102と基部アセンブリ104間で空間を封じる。第1のポンプ(表示なし)は、通路132によってローディングチャンバ108に流動的に接続され、ローディングチャンバ内の圧力及び基部アセンブリ104の垂直位置を制御可能である。
【0030】
リテーニングリング110は、例えば、ボルト128で基部アセンブリ104の外部エッジに固定される概ね環状のリングでありえる。流体がローディングチャンバ108にポンプで送りこまれ、基部アセンブリ104が下方へ押されると、リテーニングリング110もまた、下方へ押され、荷重を研磨パッド32に加える。リテーニングリング110の底面124は、実質的に平らであってよく、或いは、リテーニングリングの外側から基板へのスラリーのトランスポートを容易にするのに複数のチャネルを有してもよい リテーニングリング110の内部表面126は、基板がキャリヤヘッドの下から免れるのを防ぐように基板を係合する(engage)。
【0031】
図2及び3を参照すると、基板バッキング・アセンブリ112は、フレキシブルな内部メンブレン116と、フレキシブルな外部メンブレン118と、内部支持構造物120と、外部支持構造物230と、内部スぺーサーリング122と、外部スぺーサーリング232とを含む。支持構造物120及び230とスぺーサーリング122及び232は、「浮動性の(free-floating)」(すなわちキャリヤヘッド以外のもの(rest)に固定されない)ことが可能であり、内部及び外部のフレキシブル・メンブレンによって、しかるべき所に保持可能である。
【0032】
フレキシブルな内部メンブレン116は、制御可能な領域で圧力を基板に加える中央部200と、「L字形の」断面を有する比較的厚い環状部202と、L字形部分202のコーナーから伸びる環状の内部フラップ204と、L字形部分202の外縁から伸びる環状の外部フラップ206と、L字形部分202と中心部200を接続する内部支持構造物120のまわりに伸びる外周部208とを含む。内部フラップ204の縁は、屈曲リング152と環状ボディ140間で締めつけられ、一方、外部フラップ206の縁は、外部クランプリング164と下部クランプリング144間で締めつけられる。基部アセンブリ104と内部フラップ204によって封じられる内部メンブレン116間のボリュームは、加圧可能フローティング下部チャンバ234を供する。基部アセンブリ104と内部フラップ204及び外部フラップ206によって封じられる内部メンブレン116間の環状ボリュームは、加圧可能フローティング上部チャンバ236の範囲を定める。第2のポンプ(表示なし)は、フローティング上部チャンバ236内か或いは外に流体(例えば空気といったガス)を向けるように、図示されていない通路に接続可能である。第3のポンプ(表示なし)は、フローティング下部チャンバ234内か或いは外に流体(例えば空気といったガス)を向けるように、内腔130に接続可能である。第2のポンプは、上部チャンバ内の圧力及び下部チャンバの垂直位置を制御し、第3のポンプは下部チャンバ内の圧力を制御する。更に詳しく以下で説明されるように、フローティング上部チャンバ236内の圧力は、外部メンブレン118の上面に対する内部メンブレン116の接触面を制御する。したがって、第2のポンプは、圧力が逆らって加えられる基板領域(すなわちローディング領域)を制御し、一方、第3のポンプはローディング領域の基板上への下向きの力を制御する。
【0033】
外部メンブレン118は、外部支持構造物230の下で伸び、基板を係合するようにマウント面を供する中心部210と、基部アセンブリに固定されるように、外部支持構造物230と外部スぺーサーリング232間のS字形パスで伸びる外周部212とを含む。例えば、外部メンブレンのエッジは、下部クランプリング144とリテーニングリング110間で締めつけ可能である。内部メンブレン116と外部メンブレン118間で封入されているボリュームは、加圧可能外部チャンバ238の範囲を定める。したがって、外部チャンバ238は、下部チャンバ234の下で実際に伸長可能である。第4のポンプ(表示なし)は、流体(例え空気といったばガス)を外部チャンバ238内か或いは外に向けるように、通路134に接続可能である。第4のポンプは、外部チャンバ238内の圧力を制御する。
【0034】
内部支持構造物120は、内部メンブレン116の望ましい形状を維持するように、フローティング下部チャンバ234内にある概ね硬質の環状ワッシャー形のボディであってもよい。代わりに、内部支持構造物は、それを通じて複数のアパーチャーを有するディスク形のボディであってもよい。ディスク形の支持構造物は、基板がそりに起因する損傷を受けるのを防ぐために、バッキング面を供する。
【0035】
内部スぺーサーリング122は、「C形の」断面を有するであろう概ね硬質の環状ボディである。内部スぺーサーリングは、円筒部190と、環状の上部フランジ192と、環状の下部フランジ194とを含んでもよい。内部スぺーサーリング122は、内部支持構造物120の上方の外部チャンバ238に位置するであろう。環状の下部フランジ194は、内部支持構造物で支えられることが可能で、一方、環状の上部フランジ192は、外部支持構造物230と外部スぺーサーリング232の上に伸長可能である。
【0036】
内部メンブレン116は、エラストマー、エラストマー・コートファブリック又は熱プラスチック・エラストマー(TPE)(例えばデラウェア州のニューアークのデュポン社から入手可能なHYTRELTM)、或いはこれらの材料の組合せといった、フレキシブルて弾力性がある材料で形成される。望ましくは、内部メンブレン116は、外部メンブレン118よりいくぶんフレキシブルでないほうがいい。以上で示したように、内部メンブレン116の中心部200の制御可能な領域は、外部メンブレン118の上部表面に接触可能であり、また下方への荷重を加えることが可能である。荷重は、ローディング領域の基板に外部メンブレンを通して搬送される。内部及び外部メンブレンが接触している場合、流体が内部と外部メンブレンの間で流れることを確実にするように、内部メンブレン116の中心部200の底面は、例えば小さい溝で組織化される(be textured)ことが可能である。内部メンブレンの外周部208は、L字形の部分202の下部エッジに接続するように、内部支持構造物120の外部表面180のまわりを上方に、また内部スぺーサーリング122の下部フランジ194と内部支持構造物の上部表面182の間を内方に伸びる。内部メンブレンのL字形の部分202は、円筒部190の内部に、また内部スぺーサーリング122の環状の上部フランジ192の上に伸びる。
【0037】
外部支持構造物230は、外部メンブレン118の望ましい形状を維持し、真空チャック中に、基板と反対方向に外部メンブレンを封じるように、内部メンブレン116と外部メンブレン118の間の外部チャンバ238内に位置する。特に、外部支持構造物230は、リング形の部分の縁から下方へ伸びる環状の突起物(an annular projection)172を有する概ね硬質のリング形部分170を具備可能である。これに対して、突起物172は、圧力が基板の選択区域に優先して加えられるように、外部メンブレンの上面と接触するように位置決め可能である。これは、1997年8月8日に出願され、A CARRIER HEAD WITH LOCAL PRESSURE CONTROL FOR A CHEMICAL MECHANICAL POLISHING APPAIRATUSという名称を有し、本発明の譲り受け人に譲渡された、Steven M. Zuniga他による、米国出願Serial No.08/907,810で論じられ、その全開示が参照でここに含まれる。突起物172は、リング形の部分170の下部表面に、圧縮可能な材料層を貼りつけることによって形成可能である。
【0038】
外部スぺーサーリング232は、リテーニングリング110と外部メンブレン118間で位置決めされる概ね環状の部材である。具体的には、外部スぺーサーリング232は、外部支持構造物230の上方に位置することが可能である。外部スぺーサーリング232は、円筒部184と、リテーニングリング110の内部表面126に向かって外方へ伸び、外部スぺーサーリングの横位置を維持するフランジ部186とを含む。
【0039】
外部メンブレン118は、フレキシブルて弾力性がある材料(例えばクロロプレン又はエチレン・プロピレン・ゴム或いはシリコーン)で形成される概ね円形のシートである。示されるように、外部メンブレンの中心部210は基板へのマウント面の範囲を定め、一方、外周部212は、外部支持構造物230と外部スぺーサーリング232との間でS字形形態で伸び、基部アセンブリ104とリテーニングリング110の間で締めつけられる。具体的には、外周部212は、外部支持構造物230の外部表面174のまわりを上方へ、外部スぺーサーリング232のフランジ部と外部支持構造物230の上部表面176との間を内方に、外部スぺーサーリング232の円筒部184のまわりを上方へ、次いで防流体シールを形成するように下部クランプリング144とリテーニングリング110の間で締めつけられる縁部214に向かって外方へ伸びる。外部メンブレンの「フリースパン」部216は、縁部214と外部スぺーサーリング232の上部表面の外径との間で伸びる。外部メンブレン118は、また、内部スぺーサーリング122と外部スぺーサーリング232の間で上方へ伸びる厚い部分218を含んでもよい。外部メンブレンは、S字形状に予め形作られていてもよい。
【0040】
稼働中に、流体はフローティング下部チャンバ234内か或いは外にポンプで揚げられ、外部メンブレン118と反対方向、したがって基板と反対方向、の内部メンブレン116の下方への圧力を制御し、また流体はフローティング上部チャンバ236内か或いは外にポンプで揚げられ、外部メンブレン118と反対方向の内部メンブレン116の接触領域を制御する。ローディング領域と基板に加えられる圧力の双方を制御するキャリヤ・ヘッド100の機能が、図4A及び4Bの概略図に関連して説明される。図4Aを参照すると、仮定的で且つ非常に概略されたポリッシャー300が、加圧可能チャンバ306の範囲を定める「浮動性の」フレキシブル・メンブレン302を含む。外部圧力がフレキシブル・メンブレン302に加えられないと仮定すると、フレキシブル・メンブレンは概ね球形であり、内部圧力P1を有する。しかしながら、メンブレンが、例えば硬質プレート304と基板10の間で圧縮される場合、概ね円形の接触領域308で基板と接触する偏円形に、フレキシブル・メンブレンは変形する。硬質プレート304が下方への力Fをフレキシブル・メンブレン302に加えると仮定すると、力が平衡するためには、F=ΔP*ACであることが必要である。ここで、ΔPは、チャンバ306内の内部圧力P1とフレキシブル・メンブレンを囲んでいる外部圧力P2との差であり、ACは接触領域308の表面積である。したがって、接触領域308の直径DCは、以下によって与えられる。
【0041】

【0042】
図5A及び5Bを参照すると、外部メンブレン118と反対方向の内部メンブレン116の接触領域、したがって圧力が基板10に加えられるローディング領域は、フローティング上部チャンバ236内の圧力を変えることによって制御可能である。フローティング上部チャンバ236の外に流体をポンプで揚げることによって、内部メンブレン116のL字形部分202は上方へ引っ張られ、それによって中心部200の外部エッジを外部メンブレン118から引き離して、ローディング領域の直径を縮小する。反対に、フローティング上部チャンバ236の中に流体をポンプで揚げることによって、内部メンブレン116のL字形部分202は下方へ押し下げられ、それによって内部メンブレンの中心部200を外部メンブレン118に接触して押し、ローディング領域の直径を増大させる。加えて、流体が外部チャンバ238に圧入される場合、内部メンブレン116のL字形部分202は上方へ押し上げられ、それによってローディング領域の直径を縮小する。したがって、キャリヤヘッド100で、ローディング領域の直径は、上部チャンバと外部チャンバ双方での圧力に依存する。
【0043】
上部チャンバ235と下部チャンバ234と外部チャンバ238内の圧力の関数としての接触領域の直径の典型的なグラフ400が、図6で示される。
前述のグラフは、実験によって求められることが可能であるか、或いは有限要素解析によって計算可能である。図6のグラフで、x軸は上部チャンバ234内の圧力を表し、y軸は接触領域を表す。以下のチャートによって要約されるように、グラフのライン402-418のセットは、上部チャンバ圧力と、下部チャンバ236及び外部チャンバ238内の様々な圧力に対する接触領域との関係を表す。
【0044】
【表1】
フローティング・チャンバ234及び236が排気もしくは減圧されて基板から持ち上げられ、また、外部チャンバ238が加圧されて均一な圧力を基板の全裏側(the entire backside)に加える「標準」オペレーティングモードで、キャリヤヘッド100はまた、稼働可能である。
【0046】
以前に述べたように、CMPで再び生じている1つの課題は、基板の中心の不均一なポリシングである。しかしながら、基板の中心が、ローディング領域の異なる直径を有する一連のポリシングステップを適用することによって、不十分に研磨されるポリシングプロファイルを補正するのに、制御可能なローディング領域は使用可能である。例えば、キャリヤヘッドは、第1の所要時間(duration)T1で半径r1を有する基板の領域を研磨し、第2の所要時間T2で半径r2を有する、より大きな領域を研磨し、次いで第3の所要時間T3で半径r3を有する、更に大きな領域を研磨するのに使用可能である。これは、基板の異なる領域が、研磨の不均一性を低減するのに必要とされる全時間及び圧力で研磨されることを保証する。
【0047】
以前に述べたように、CMPで再び生じている別の課題は、基板のエッジの近くの不均一なポリシングである。しかしながら、外部スぺーサーリング232は、基板エッジ近くの外部メンブレン118によって加えられる圧力分布を制御するのに使用可能である。具体的には、外部スぺーサーリングの上部表面の表面積は、外部メンブレンのコーナーで加えられる相対圧力を基板外周に適合させるのに選択可能である。これは、1998年10月9日に出願され、A CARRIER HEAD WITH A FLEXIBLE MEMBRANE FOR CHEMICAL MECHANICAL POLISHINGという名称を有し、本発明の譲り受け人に譲渡された、Steven Zuniga他による、米国出願Serial No.09/169,500で論じられ、その全開示が参照でここに含まれる。
【0048】
研磨パッドから基板を取り外すために、フローティング上部チャンバ236は、加圧され、外部メンブレン118の上部表面に対して、外部支持構造物230の突起物172を下方に押し下げる。これは、外部メンブレンを基板に接触させ、シールを形成する。フローティング下部チャンバ234は、例えば外気に接続され、排気され、また外部チャンバ238は減圧される。これによって、外部メンブレン118が内方に引っ張られ、キャリヤヘッドに基板を真空チャックする。次いで、フローティング上部チャンバ236は減圧され、内部及び外部メンブレンを上方へ引っ張り、基板を研磨パッドから持ち上げる。最後に、ローディング・チャンバ108が排気され、基部アセンブリ104と基板バッキング・アセンブリを研磨パッドから持ち上げる。
【0049】
基板を、搬送ステーション27でキャリヤヘッドにロードし、研磨ステーション25で研磨パッドからディチャックし、搬送ステーション27でキャリヤヘッドからアンロードする、キャリヤヘッド100のオペレーションが、以下のテーブルで要約される。
【0050】
【表2】
時間遅れが、インフレーションステップ、プッシングステップ、及びグリッピングステップの後に、それぞれとられ得る。
【0052】
【表3】
時間遅れが、シーリングステップ、グリッピングステップ、及びリフティングステップの後に、それぞれとられ得る。
【0054】
【表4】
時間遅れが、ロアリングステップ及びエジェクションステップの後に、それぞれとられ得る。
【0056】
ローディング又はディチャッキング・オペレーション後に、基板が成功裏にキャリヤヘッドに取り付けられたかどうかを判断するために、CMP装置は基板検出プロシージャを実行可能である。このプロシージャは、外部チャンバ238と、上部フローティングチャンバ236と、真空下のローディングチャンバ108と、排気された下部フローティングチャンバ234から始める。下部フローティングチャンバ234は、固定圧力で圧力ソースに接続される。図7Aを参照すると、下部フローティングチャンバ内の圧力が時間の関数として測定される。図7Bを参照すると、チャンバが加圧されると、下部フローティングチャンバ内の圧力の1次導関数(dP/dt)が計算される。基板がない場合、下部チャンバは外方へ湾曲し、広がる空間を有する。対照的に、基板があって、キャリヤヘッドにチャックされる場合、下部チャンバ内のボリュームは限定され、その結果、下部チャンバ内の圧力はより急速に上がる。したがって、導関数dP/dtが臨界値C1を越えるかどうかを判断することで、基板は検出可能である。この臨界値C1は、実験に基づいて特定可能である。導関数dP/dtが臨界値C1を越える場合、基板は存在する。他方、導関数dP/dtが臨界値C1を越えない場合、基板は存在しない。基板検出プロシージャが終了した後、下部フローティングチャンバ234は真空に戻されるであろう。
【0057】
図8を参照すると、別の実施例で、キャリヤヘッド100aは、フローティング上部チャンバ236aとフローティング下部チャンバ234aとの間でバリヤーを供する、概ねディスク形の内部支持板120aを含む。内部メンブレン116aは、中心部200aと、基部アセンブリ104aに固定されたエッジ部240と、内部支持板120aの外部エッジ244に固定された環状内部領域又はフラップ242とを有する、概ね円形のシートである。内部メンブレンの中心部200aは、内部支持板120aの下で伸びてフローティング下部チャンバ234aの範囲を定め、一方、バッキングプレートと、内部メンブレン116aのエッジ部240によって封じられる基部アセンブリの間のボリュームは、フローティング上部チャンバ236aの範囲を定める。
ディスク形の内部支持板120aは、フローティング上部チャンバ236aとフローティング下部チャンバ234a間で接触領域を増やす。
【0058】
外部支持構造物230aは、リング形の部分170aと、リング形の部分170aの内部エッジから上方へ突き出る環状フランジ部178aと、リング形の部分170aの外部エッジから下方へ伸びて外部メンブレン118aの上部表面に接触する突起物172aとを含むことが可能である。外部支持構造物230aのフランジ部178aは、内部支持板120aにか又は内部メンブレン116aに固定可能である。これに対して、外部支持構造物230aは、外部チャンバ238で浮動性でありえる。
【0059】
キャリヤヘッド100aは、キャリヤヘッド100に類似した形態で機能する。具体的には、フローティング上部チャンバ236a内の圧力は、外部メンブレンの上部表面に対して内部メンブレンの接触領域を制御し、フローティング下部チャンバ234a内の圧力は、ローディング領域で基板に加えられる圧力を制御する。研磨パッドから基板を取り外すために、フローティング上部チャンバ236aは加圧され、外部メンブレン118aの上部表面と反対方向の外部支持構造物230a上に突起物172aを押し付ける。これによって、外部メンブレンは基板と反対方向に押しつけられ、その間で防流体シールが形成される。次いで、フローティング下部チャンバが排気され、また外部チャンバ238aは減圧されて、内部メンブレンに外部メンブレンを引き寄せる。最後に、フローティング上部チャンバが減圧されて、基板を研磨パッドから取りはずす。
【0060】
別の実施例で、図9を参照すると、キャリヤヘッド100bは環状リップ250を有する外部メンブレン118bを含むことが可能である。外部チャンバ238cが排気されると、リップ250は基板10に引き寄せられて、シールを形成し、基板の真空チャッキングを改善する。これは、1998年8月31日に出願され、A CARRIER HEAD FOR CHEMICAL MECHANICAL POLISHINGという名称を有し、本発明の譲り受け人に譲渡された、Zuniga他による、米国特許出願 Serial No.09/149,806で述べられ、その全開示が参照でここに含まれる。
【0061】
別の実施例で、図10を参照すると、キャリヤヘッド100cは、単一フレキシブル・メンブレン118cとディスク形のバッキング構造体122cとを含む。フレキシブル・メンブレン118cの中心部260は、バッキング構造体122cの下で伸び、基板を係合するようにマウント面を供する。フレキシブル・メンブレンの外周部262は、バッキング構造体の円筒形の縁264のまわりを、上方且つ内方へ伸びる。外周部262は、クランプリング268とバッキング構造体122cの上部表面270の間で締めつけられる内部フラップ266と、リテーニングリング110cと環状ボディ140cの間で締めつけられるスぺーサーリング120cのまわりに巻きつく外部フラップ272とを含む。したがって、バッキング構造体122cとフレキシブル・メンブレン118の間のボリュームは、加圧可能フローティング下部チャンバ234cの範囲を定め、基部アセンブリ104と、内部及び外部フラップ266及び272によって封じられるバッキング構造体122cの間のボリュームは、加圧可能フローティング上部チャンバ236cの範囲を定める。
【0062】
1台のポンプは、ジンバル・ロッド150内の通路154によってフローティング上部チャンバ236cに接続可能であり、別のポンプは、ハウジング102内の通路134、基部アセンブリ104c内の通路280及びバッキング構造体122cを通る通路282によってフローティング下部チャンバ234cに接続可能である。フィクスチャー284及び286は、フレキシブルチューブに付着点を供し、基部アセンブリとバッキング構造体を通して通路を流動的に結合させ、フローティング下部チャンバ234cに通路134を接続する。
【0063】
バッキング構造体の底面274は、構造体の外部エッジから下方へ伸びる突起物276を有してもよい。複数の溝278もまた、流体がバッキング構造体とフレキシブル・メンブレンの間から排気可能なことを確実にするために、バッキング構造体122cの底面274で形成可能である。
【0064】
上部及びフローティング下部チャンバ内の圧力を制御することによって、基板に対するフレキシブル・メンブレン118cの接触圧力とローディング領域双方が、制御可能である。研磨パッドから基板を取り外すために、フローティング上部チャンバ236cは加圧されて、突起物276を下方へ押し下げ、基板とフレキシブル・メンブレンの間でシールを生み出し、次いでフローティング下部チャンバ234cは排気されてキャリヤヘッドに基板を真空チャックする。
【0065】
別の実施例で、図11を参照すると、キャリヤヘッド100cに構造で類似しているキャリヤヘッド100dは、流動的に上部チャンバ236dを下部チャンバ234dに結合させるように、バッキング構造体122dでバルブ300を含むことが可能である。バルブ300は、ディスク形のバルブボディ302と環状バルブ・フランジ304を含む。バルブボディ302はバッキング構造体122dのアパーチャー306に適合可能であり、バルブ・フランジ304はバッキング構造体122dの上面312に、くっつけて固定することができる。環状シール308は、アパーチャー306を囲んでいる上面312で、浅いくぼみ(shallow depression)310に適合する。複数の縦チャネル314は、流動的に下部チャンバ234dと上部チャンバ236dを結合させるように、シール308の上方にディスク形のバルブボディ302を通して形成可能である。縦チャネル314がバルブを閉じるために環状シール308に接するように、バルブ・フランジ304は、下方へバルブボディ302にバイアスをかける屈曲ばねの働きをする。しかしながら、バルブボディ302が上方へ押し上げられる場合、シールはバルブボディにもはや接触せず、流体はチャネル314を通って漏れるかもしれない。このように、バルブ300が開かれ、下部チャンバー234dと上部チャンバが236dはチャネル314を通って流体伝達をする。
【0066】
基板がフレキシブル・メンブレン118dにチャックされたかどうかを検知するのに、バルブ300は使用可能である。具体的には、上部チャンバが加圧された後であるが下部チャンバが排気される前に、上部チャンバ234d内の圧力の第1の測定が圧力計(表示なし)でなされることが可能である。上部チャンバ234dは、そのチャンバを加圧するか或いは排気するポンプから分離されるべきである。次いで、下部チャンバが排気されたあと、上部チャンバ内の圧力の第2の測定が圧力計によってなされる。基板がキャリヤヘッドに成功裏に真空チャックされたかどうかを判断するために、第1及び第2の圧力測定は比較可能である。
【0067】
基板が成功裏に真空チャックされる場合、フレキシブル・メンブレン118dは、基板とフレキシブル・メンブレンの間で低気圧ポケットによって基板への密接な接近で維持される。その結果として、バルブ300はその閉位置でバイアスをかけられたままであり、上部チャンバ内の圧力は一定のままか或いは増すことがありえる。他方、基板が存在しないか或いはキャリヤヘッドに真空チャックされず、次いで、下部チャンバ234dが排気されると、フレキシブル・メンブレン118dは上方へそれる。フレキシブル・メンブレンは、したがって押上げ力をバルブボディ302に加えて、バルブ300を開きそれによって、下部チャンバ234dを上部チャンバ236dに流動的に接続する。これは、流体が下部チャンバ234dを通って上部チャンバ236dから引き出されるのを可能にする。その結果として、基板が適切に取り付けられている場合よりも、基板が存在しないか或いはフレキシブル・メンブレンに真空チャックされない場合に、上部チャンバ内の結果として生じる圧力は下がる。この差は、基板がキャリヤヘッドにチャックされるどうかを判断するために検出可能である。キャリヤヘッドで基板の存在を検知する類似装置及び方法は、1997年5月23日に出願され、A CARRIER HEAD WITH A SUBSTRATE DETECTION MECHANISM FOR A CHEMICAL MECHANICAL POLISHING SYSTEMという名称を有し、本発明の譲り受け人に譲渡された、Boris Govzman他による、米国特許出願中のSerial No. 08/862,350で述べられ、その全開示が参照でここに含まれる。
【0068】
様々な構成が、発明を実施するキャリヤヘッドにとって可能である。例えば、フローティング上部チャンバは、環状か又は固体のボリュームのどちらかであってもよい。上部及び下部チャンバーは、フレキシブル・メンブレンか又は、比較的硬質のバッキング或いは支持構造物のどれかによって分離可能である。基板は、可変のローディング領域でのフレキシブル・メンブレンによって直接接触可能であり、内部メンブレンは、可変の接触領域での外部メンブレンの内部表面に接触可能である。支持構造物は、それを通じてアパーチャーを有するリング形か或いはディスク形のどちらかであってもよい。
【0069】
本発明は、多数の実施例に関して述べている。発明は、しかしながら、表され且つ述べられた実施例に限定されるわけではない。むしろ、発明のスコープは、添付の特許請求の範囲によって範囲を定められる。
【図面の簡単な説明】
【図1】化学機械研磨装置の分解組立透視図である。
【図2】本発明によるキャリヤヘッドの概略断面図である。
【図3】図2のキャリヤヘッドからの基板バッキング・アセンブリの拡大図である。
【図4】a及びbは、仮定されたフレキシブル・メンブレン上で圧力と力分布を図示する概略断面図である。
【図5】a及びbは、基板に対して図2のキャリヤヘッドから内部フレキシブル・メンブレンの可変ローディング領域を図示する概略断面図である。
【図6】接触領域の直径と上部フローティングチャンバ内の圧力間の関係を図示するグラフである。
【図7】a及びbは、基板検出プロシージャ中の時間の関数として、下部フローティングチャンバ内の圧力及び圧力の導関数(dP/dt)を図示するグラフである。
【図8】内部支持板を有するキャリヤヘッドの概略断面図である。
【図9】リップ(lip)を備えるフレキシブル・メンブレンを有するキャリヤヘッドの概略断面図である。
【図10】可変ローディング領域で直接基板に接触しているフレキシブル・メンブレンを有するキャリヤヘッドの概略断面図である。
【図11】基板の存在を検知するバルブを有するキャリヤヘッドの概略断面図である。
Claims (14)
- フレキシブルな内部メンブレンによって少なくとも部分的に境界が形成された加圧可能な下部チャンバと、
加圧可能な上部チャンバと、
基板にマウント面を供するために前記フレキシブルな内部メンブレンの下で延在するフレキシブルな外部メンブレンと、を含み、
前記加圧可能な上部チャンバは、前記加圧可能な上部チャンバが加圧又は減圧された時に、前記加圧可能な下部チャンバの内部メンブレンの外部エッジを、外部メンブレンの方向に又は外部メンブレンから引き離すように移動するように配置されており、
前記内部メンブレンの下部表面は、制御可能なサイズを有するローディング領域で基板に圧力を加えるための第1の表面を提供し、
前記加圧可能な下部チャンバ内の第1の圧力が前記ローディング領域で前記基板に加えられる前記圧力を制御し、また、前記加圧可能な上部チャンバに流体を送ることにより、前記ローディング領域の直径を増大させ、前記加圧可能な上部チャンバから流体を出すことにより、前記ローディング領域の直径を縮小する、化学機械研磨装置のキャリヤヘッド。 - 前記加圧可能な上部チャンバの上部境界の少なくとも一部を形成する垂直に移動可能な基部を更に含む、請求項1記載のキャリヤヘッド。
- 前記キャリヤヘッドの下に前記基板を維持するように前記基部に接続されるリテーニングリングを更に含む、請求項2記載のキャリヤヘッド。
- 前記加圧可能な下部および上部チャンバの間の境界を成す硬質の環状部を更に含む、請求項1記載のキャリヤヘッド。
- 前記加圧可能な下部および上部チャンバの間の境界を成す軟質の内部フラップを更に含む、請求項1記載のキャリヤヘッド。
- 前記加圧可能な上部チャンバは、概ね環状の空間を形成する、請求項1記載のキャリヤヘッド。
- 前記フレキシブルな内部メンブレンと前記フレキシブルな外部メンブレンとの間の空間によって形成された加圧可能な外部チャンバを更に含む、請求項1記載のキャリヤヘッド。
- 前記下部チャンバ内に位置する内部支持体を更に含み、前記フレキシブルな内部メンブレンは前記内部支持体の外部表面のまわりに延在している、請求項7記載のキャリヤヘッド。
- 前記フレキシブルな内部および外部メンブレンの間の前記外部チャンバ内に位置し、前記内部支持体を囲むように配置された外部支持体を更に含む、請求項8記載のキャリヤヘッド。
- 前記フレキシブルな内部および外部メンブレンの間の前記外部チャンバ内に配置された内部スペーサーリングを更に含み、前記フレキシブルな内部メンブレンは、前記内部スペーサーリングの内側表面をまわって前記内部スペーサーリングの上部表面のまわりを外方に延びるように、前記内部支持体と前記内部スペーサーリングとの間にS字形に延在している、請求項9記載のキャリヤヘッド。
- 前記外部支持体の上方において前記外部チャンバの外側に位置する外部スペーサーリングを更に含み、前記フレキシブルな外部メンブレンは、前記外部スペーサーリングの内側表面をまわって前記外部スペーサーリングの上部表面のまわりを外方に延びるように、前記外部支持体と前記外部スペーサーリングとの間にS字形に延在している、請求項10記載のキャリヤヘッド。
- 前記上部チャンバの加圧が前記外部スペーサーリングに下方への力を加えるように、前記内部スペーサーリングの一部が前記外部スペーサーリングの一部の上に広がっている、請求項11記載のキャリヤヘッド。
- 前記フレキシブルな内部メンブレンは、前記ローディング領域で前記フレキシブルな外部メンブレンの上部表面に接触して前記基板に圧力を加えるように移動可能である、請求項1記載のキャリヤヘッド。
- 前記フレキシブルな内部メンブレンの下部表面は、前記フレキシブルな内部メンブレンと外部メンブレンとが接触しているときに該フレキシブルな内部および外部メンブレン間に流体の流れを生じるように加工されている、請求項13記載のキャリヤヘッド。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11418298P | 1998-12-30 | 1998-12-30 | |
| US60/114182 | 1998-12-30 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000202762A JP2000202762A (ja) | 2000-07-25 |
| JP2000202762A5 JP2000202762A5 (ja) | 2007-02-22 |
| JP4519972B2 true JP4519972B2 (ja) | 2010-08-04 |
Family
ID=22353793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000000117A Expired - Fee Related JP4519972B2 (ja) | 1998-12-30 | 2000-01-04 | 化学機械研磨の制御可能圧力及びローディング領域を有するキャリヤヘッド |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4519972B2 (ja) |
| KR (1) | KR100636455B1 (ja) |
| SG (1) | SG82058A1 (ja) |
| TW (1) | TW434111B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210402546A1 (en) * | 2020-06-24 | 2021-12-30 | Applied Materials, Inc. | Polishing carrier head with piezoelectric pressure control |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6776692B1 (en) * | 1999-07-09 | 2004-08-17 | Applied Materials Inc. | Closed-loop control of wafer polishing in a chemical mechanical polishing system |
| KR100423909B1 (ko) * | 2000-11-23 | 2004-03-24 | 삼성전자주식회사 | 화학적 기계적 평탄화 기계의 폴리싱 헤드 및 그것을이용한 폴리싱방법 |
| KR100492330B1 (ko) * | 2002-10-30 | 2005-05-27 | 두산디앤디 주식회사 | 화학기계적 연마장치의 캐리어 헤드 |
| JP3889744B2 (ja) | 2003-12-05 | 2007-03-07 | 株式会社東芝 | 研磨ヘッドおよび研磨装置 |
| US7530153B2 (en) | 2005-09-21 | 2009-05-12 | Applied Materials, Inc. | Attaching components of a carrier head |
| KR100840013B1 (ko) * | 2006-12-28 | 2008-06-20 | 주식회사 실트론 | 균일 압력 연마헤드 |
| JP5236705B2 (ja) * | 2010-09-08 | 2013-07-17 | 株式会社荏原製作所 | 研磨装置 |
| US9610672B2 (en) * | 2014-06-27 | 2017-04-04 | Applied Materials, Inc. | Configurable pressure design for multizone chemical mechanical planarization polishing head |
| KR102091418B1 (ko) * | 2018-06-01 | 2020-04-23 | 주식회사 케이씨텍 | 연마 장치용 캐리어 헤드 및 이에 사용되는 멤브레인 |
| CN113382825A (zh) * | 2019-02-14 | 2021-09-10 | 崇硕科技公司 | 基板载具头和加工系统 |
| KR102138700B1 (ko) * | 2019-11-11 | 2020-07-29 | (주)제이씨글로벌 | 화학적 기계적 연마장치용 연마헤드 |
| EP4301550A1 (en) * | 2021-03-04 | 2024-01-10 | Applied Materials, Inc. | Polishing carrier head with floating edge control |
| CN117083150A (zh) * | 2021-03-17 | 2023-11-17 | 超微细技研有限公司 | 抛光头和抛光处理装置 |
| US20220410340A1 (en) * | 2021-06-25 | 2022-12-29 | Globalwafers Co., Ltd. | Polishing head assembly having recess and cap |
| CN114166952B (zh) * | 2021-12-08 | 2023-08-29 | 北京晶亦精微科技股份有限公司 | 一种吸附检测装置及吸附检测方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63180469A (ja) * | 1987-01-19 | 1988-07-25 | Nippon Telegr & Teleph Corp <Ntt> | 均一加圧・接着方法とその装置 |
| JPH0574749A (ja) * | 1991-09-13 | 1993-03-26 | Toshiro Doi | デバイス付きウエーハのプラナリゼーシヨンポリツシング方法及びその装置 |
| JPH09201763A (ja) * | 1996-01-24 | 1997-08-05 | Ontrak Syst Inc | ウェーハ研摩ヘッド |
| JPH09246218A (ja) * | 1996-03-07 | 1997-09-19 | Hitachi Ltd | 研磨方法および装置 |
| JPH10180627A (ja) * | 1996-11-08 | 1998-07-07 | Applied Materials Inc | 化学的機械研磨システムのための可撓膜を有する支持ヘッド |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01101386A (ja) * | 1987-10-13 | 1989-04-19 | Mitsubishi Metal Corp | ウェーハの接着方法 |
| JPH08267357A (ja) * | 1995-03-31 | 1996-10-15 | Nec Corp | 基板の研磨装置及びその研磨方法 |
| US6019670A (en) * | 1997-03-10 | 2000-02-01 | Applied Materials, Inc. | Method and apparatus for conditioning a polishing pad in a chemical mechanical polishing system |
| JPH10277928A (ja) * | 1997-03-31 | 1998-10-20 | Hitachi Ltd | 研磨装置 |
| US5957751A (en) * | 1997-05-23 | 1999-09-28 | Applied Materials, Inc. | Carrier head with a substrate detection mechanism for a chemical mechanical polishing system |
| US6106379A (en) * | 1998-05-12 | 2000-08-22 | Speedfam-Ipec Corporation | Semiconductor wafer carrier with automatic ring extension |
| US5985094A (en) * | 1998-05-12 | 1999-11-16 | Speedfam-Ipec Corporation | Semiconductor wafer carrier |
| US6277014B1 (en) * | 1998-10-09 | 2001-08-21 | Applied Materials, Inc. | Carrier head with a flexible membrane for chemical mechanical polishing |
-
1999
- 1999-12-24 SG SG9906629A patent/SG82058A1/en unknown
- 1999-12-30 KR KR1019990066061A patent/KR100636455B1/ko not_active IP Right Cessation
-
2000
- 2000-01-04 JP JP2000000117A patent/JP4519972B2/ja not_active Expired - Fee Related
- 2000-02-10 TW TW088123154A patent/TW434111B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63180469A (ja) * | 1987-01-19 | 1988-07-25 | Nippon Telegr & Teleph Corp <Ntt> | 均一加圧・接着方法とその装置 |
| JPH0574749A (ja) * | 1991-09-13 | 1993-03-26 | Toshiro Doi | デバイス付きウエーハのプラナリゼーシヨンポリツシング方法及びその装置 |
| JPH09201763A (ja) * | 1996-01-24 | 1997-08-05 | Ontrak Syst Inc | ウェーハ研摩ヘッド |
| JPH09246218A (ja) * | 1996-03-07 | 1997-09-19 | Hitachi Ltd | 研磨方法および装置 |
| JPH10180627A (ja) * | 1996-11-08 | 1998-07-07 | Applied Materials Inc | 化学的機械研磨システムのための可撓膜を有する支持ヘッド |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210402546A1 (en) * | 2020-06-24 | 2021-12-30 | Applied Materials, Inc. | Polishing carrier head with piezoelectric pressure control |
| US12030156B2 (en) * | 2020-06-24 | 2024-07-09 | Applied Materials, Inc. | Polishing carrier head with piezoelectric pressure control |
Also Published As
| Publication number | Publication date |
|---|---|
| SG82058A1 (en) | 2001-07-24 |
| KR100636455B1 (ko) | 2006-10-18 |
| JP2000202762A (ja) | 2000-07-25 |
| TW434111B (en) | 2001-05-16 |
| KR20000048476A (ko) | 2000-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6645044B2 (en) | Method of chemical mechanical polishing with controllable pressure and loading area | |
| US6776694B2 (en) | Methods for carrier head with multi-part flexible membrane | |
| US6277009B1 (en) | Carrier head including a flexible membrane and a compliant backing member for a chemical mechanical polishing apparatus | |
| JP4427191B2 (ja) | 化学機械研磨用可撓メンブレン付キャリアヘッド | |
| US7001260B2 (en) | Carrier head with a compressible film | |
| JP4519972B2 (ja) | 化学機械研磨の制御可能圧力及びローディング領域を有するキャリヤヘッド | |
| US6241593B1 (en) | Carrier head with pressurizable bladder | |
| US6210255B1 (en) | Carrier head for chemical mechanical polishing a substrate | |
| US6244932B1 (en) | Method for detecting the presence of a substrate in a carrier head | |
| US6159079A (en) | Carrier head for chemical mechanical polishing a substrate | |
| US6361419B1 (en) | Carrier head with controllable edge pressure | |
| US6547641B2 (en) | Carrier head with a substrate sensor | |
| US6494774B1 (en) | Carrier head with pressure transfer mechanism | |
| US20020039879A1 (en) | Carrier head with flexible membranes to provide controllable pressure and loading area | |
| US6358121B1 (en) | Carrier head with a flexible membrane and an edge load ring | |
| TW520319B (en) | Polishing head of chemical mechanical polishing apparatus and polishing method using the same | |
| TW200800488A (en) | Polishing head for polishing semiconductor wafers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090915 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100518 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100520 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |