JP4518909B2 - 自動すみ肉溶接方法 - Google Patents
自動すみ肉溶接方法 Download PDFInfo
- Publication number
- JP4518909B2 JP4518909B2 JP2004313151A JP2004313151A JP4518909B2 JP 4518909 B2 JP4518909 B2 JP 4518909B2 JP 2004313151 A JP2004313151 A JP 2004313151A JP 2004313151 A JP2004313151 A JP 2004313151A JP 4518909 B2 JP4518909 B2 JP 4518909B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- arc
- torch
- contact portion
- side edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Description
また、この場合において、前記センシングは、溶接ワイヤのタッチセンシングであることが好ましい。
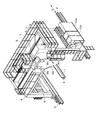
2:立板
3:レール
4:走行台車
5:スライダ
6:旋回軸
7:ロボット支持部材
8a、8b:溶接ロボット
9a、9b:溶接トーチ
10a:スライダ制御盤
10b:ロボット制御盤
12:溶接始端
13:溶接終端
14、15:本溶接中止点(ビード連結部)
20a、20b:溶接トーチ
22:溶接始端
23:溶接終端
30a、30b:溶接トーチ
32:溶接始端
33:溶接終端
34a、34b:溶接終了点
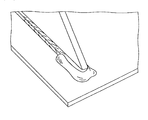
41:下板
42:立板
43:レール
44:溶接台車
45:トーチ台車
46:トーチ支持軸
47:トーチ旋回機構
48a、48b:スライダ
49a、49b:垂直軸
50a、50b:溶接トーチ
51:制御部
Claims (6)
- 下板上に立てられた立板の前記下板との接触部の輪郭が前記立板の長手方向の2側縁と前記立板の厚さ方向の2端縁とから構成され、前記接触部の一方の端縁上の位置を溶接始端、他方の端縁上の位置を溶接終端として自動すみ肉溶接する自動すみ肉溶接方法において、前記溶接始端で溶接ワイヤからアークを発生させて溶接始端から溶接を開始し前記接触部の一方の側縁を本溶接し、この側縁の本溶接の際、前記溶接終端の手前の位置で前記溶接トーチを停止させアークを中止する工程と、アークを中止した状態で溶接トーチ先端部の溶接ワイヤを使用して溶接終端側をセンシングして溶接線の位置を補正する工程と、前記溶接終端でアークを再開した後、前記溶接終端から前記接触部の側縁に至る角部の角巻き溶接を行い、更に前記アーク中止点まで前記溶接トーチを移動させてビードを継いだ後アークを終了する工程とを有することを特徴とする自動すみ肉溶接方法。
- 下板上に立てられた立板の前記下板との接触部の輪郭が前記立板の長手方向の2側縁と前記立板の厚さ方向の2端縁とから構成され、前記接触部の一方の端縁上の位置を溶接始端、他方の端縁上の位置を溶接終端として自動すみ肉溶接する自動すみ肉溶接方法において、1対の溶接トーチを使用し、一方の溶接トーチは、前記溶接始端から前記溶接終端まで前記接触部の一方の側縁を含んで溶接し、他方の溶接トーチは、前記溶接始端から前記溶接終端まで前記接触部の他方の側縁を含んで溶接するものであり、いずれの溶接トーチも前記溶接始端で溶接ワイヤからアークを発生させて溶接始端から溶接を開始し前記一方の溶接トーチは前記接触部の一方の側縁を本溶接し、前記他方の溶接トーチは前記接触部の他方の側縁を本溶接し、これらの側縁の本溶接の際、いずれの溶接トーチも前記溶接終端の手前の位置で前記溶接トーチを停止させアークを中止する工程と、アークを中止した状態で溶接トーチ先端部の溶接ワイヤを使用して溶接終端側をセンシングして溶接線の位置を補正する工程と、いずれの溶接トーチも前記溶接終端でアークを再開した後、前記溶接終端から前記接触部の一方の側縁及び他方の側縁に至る両角部の角巻き溶接を行い、更に前記各アーク中止点まで前記各溶接トーチを移動させてビードを継いだ後アークを終了する工程とを有することを特徴とする自動すみ肉溶接方法。
- 前記溶接始端と前記接触部の側縁との間に、前記溶接始端から前記側縁に至る角部があり、溶接始端部にて溶接トーチにセンシング動作をさせて前記溶接ワイヤによる溶接線の位置を補正した後、この始端角部も角巻き溶接することを特徴とする請求項1又は2に記載の自動すみ肉溶接方法。
- 前記溶接始端から直ちに前記接触部の側縁の溶接に入ることを特徴とする請求項1又は2に記載の自動すみ肉溶接方法。
- 前記溶接終端部の手前の位置でアークを中止させた後、所定の冷却時間経過後、溶接終端でアークを再開して溶接終端部の角巻き溶接を行うことを特徴とする請求項1乃至4のいずれか1項に記載の自動すみ肉溶接方法。
- 前記センシングは、溶接ワイヤのタッチセンシングであることを特徴とする請求項1乃至5のいずれか1項に記載の自動すみ肉溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004313151A JP4518909B2 (ja) | 2004-10-27 | 2004-10-27 | 自動すみ肉溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004313151A JP4518909B2 (ja) | 2004-10-27 | 2004-10-27 | 自動すみ肉溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006122937A JP2006122937A (ja) | 2006-05-18 |
| JP4518909B2 true JP4518909B2 (ja) | 2010-08-04 |
Family
ID=36718162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004313151A Expired - Fee Related JP4518909B2 (ja) | 2004-10-27 | 2004-10-27 | 自動すみ肉溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4518909B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5619995A (en) * | 1979-07-30 | 1981-02-25 | Nippon Kokan Kk <Nkk> | Automatic fillet welding method of tee joint parts |
| JP2611604B2 (ja) * | 1992-05-13 | 1997-05-21 | 日本鋼管株式会社 | 溶接継手終端部の検出方法及び装置 |
| JP2699837B2 (ja) * | 1993-11-18 | 1998-01-19 | 日本鋼管株式会社 | 溶接継手始端部の検出方法及び装置 |
-
2004
- 2004-10-27 JP JP2004313151A patent/JP4518909B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006122937A (ja) | 2006-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6863944B2 (ja) | 教示位置補正方法 | |
| JP4933935B2 (ja) | 片面溶接装置および片面溶接方法 | |
| JP2001047240A (ja) | 溶接線の倣い判定装置と倣い制御装置 | |
| JP4518909B2 (ja) | 自動すみ肉溶接方法 | |
| JP2701674B2 (ja) | 隅肉継手のロボットによるツイン溶接方法 | |
| JP2003334662A (ja) | 薄板の重ね接合用パルスプラズマ自動溶接方法及びその装置 | |
| JP2686839B2 (ja) | 産業用ロボットシステム | |
| JP2007090390A (ja) | 波形ウェブ桁の溶接方法 | |
| WO1989001381A1 (fr) | Soudage en zigzag par un robot soudeur | |
| JP3353638B2 (ja) | 構造物隅角部の隅肉溶接方法 | |
| JP5149526B2 (ja) | 片面溶接装置 | |
| JP7679032B2 (ja) | 鋼管柱の溶接用ロボットシステム | |
| CN111408822B (zh) | 一种防变形铝合金半挂车主纵梁的焊接成型方法及装置 | |
| JPH0632860B2 (ja) | 溶接ロボツト装置 | |
| JP2005066683A (ja) | シーム溶接方法 | |
| JP2904249B2 (ja) | 溶接ロボットによる溶接方法 | |
| JP7677314B2 (ja) | レーザー切断方法、鋼帯の製造方法、レーザー切断装置及び鋼帯の製造設備 | |
| JP2016150349A (ja) | 溶接システム | |
| CN119772322B (zh) | 一种焊接机器人焊接垂直t型接头下包角方法 | |
| JP2003225765A (ja) | 自動溶接装置における位置検出方法 | |
| JP3913614B2 (ja) | 自動溶接方法及び自動溶接ロボット制御装置 | |
| JP2006055858A (ja) | 溶接制御方法及び溶接装置 | |
| JP4242111B2 (ja) | 自動溶接装置における溶接方法 | |
| JP4804963B2 (ja) | 溶接ロボットの制御方法およびこれにより溶接された被溶接材、溶接ロボットの制御プログラム | |
| JP3682637B2 (ja) | 自動溶接機における開先検出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100325 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100518 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100518 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4518909 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140528 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |