JP4457595B2 - 溶接形鋼の製造方法 - Google Patents
溶接形鋼の製造方法 Download PDFInfo
- Publication number
- JP4457595B2 JP4457595B2 JP2003272934A JP2003272934A JP4457595B2 JP 4457595 B2 JP4457595 B2 JP 4457595B2 JP 2003272934 A JP2003272934 A JP 2003272934A JP 2003272934 A JP2003272934 A JP 2003272934A JP 4457595 B2 JP4457595 B2 JP 4457595B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- shape
- weld bead
- bead
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Description
プリアプセット装置12は、例えば1対のフラットロール (又は孔型ロール)12aを1組または複数組 (図示例では2組) をタンデムに配置した構造である。プリアプセット装置12は、フランジ材11b との溶着幅を大きく確保するために、ウェブ材11a の端部を幅方向に押圧することにより、その端部11a'を膨らませるものである。この際、1対のフラットロール12a によるウェブ材11a の幅方向圧下量を「プリアプセット量」という。
面取り装置13は、例えば1対の孔型ロール13a により構成される。この1対の孔型ロール13a によりプリアプセットされたウェブ材11a の端部11a'を押圧することにより、端部11a'の面取りを行う。
給電装置14は、給電子14a,14a と高周波電源 (図示しない) とから構成される。給電子14a,14a は、ウェブ材11a 及びフランジ材11b,11b にそれぞれ当接し、高周波電源からウェブ材11a 及びフランジ材11b,11b に高周波電流 (溶接電流) を通電することにより、ウェブ材11a 及びフランジ材11b,11b を1300〜1400℃程度に加熱した後、例えば、一対の太鼓状ロール14b,14b を備えた圧接装置によりウェブ材11a の端部をフランジ材11b,11b に圧接する。この際、圧接装置によるウェブ材11a の幅方向圧下量を「溶接アプセット量」という。
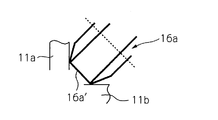
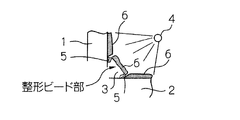
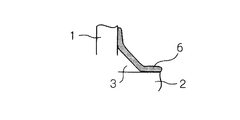
ビード整形装置16は、例えば、圧接により発生した溶接ビードを押圧して整形するために溶接ビードに対向して円弧状あるいは平坦状の整形部16a',16b' を備えたタイヤ状のロール16a,16b を備える。ロール16a,16b は、本実施の形態では溶接完了点から50〜200mm の位置に配置される。
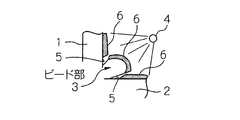
吹き付け塗装装置 (図示しない) は、ビード整形装置16及び後述するビード検出装置の下流に配置され、例えば、樹脂に防錆顔料を添加した防錆塗料を整形後の溶接ビードに吹き付けるためのノズルを溶接ビードに対向して備える。このノズルから整形後の溶接ビードに塗料が吹き付けられ、溶接ビードを覆うように塗膜が形成される。
(1)表面処理鋼帯:Z27(JIS G 3302の非合金等厚めっき付着量の表示記号) の溶 融亜鉛めっき鋼板
ウェブ材11b の厚:3.2mm 、フランジ材11a の厚:4.5mm
(2)製品11の寸法: 200×100 ×3.2/4.5(mm)
(3)プリアプセット装置12:フラットロール、プリアプセット量2mm (両側)
(4)面取り装置13:孔型ロール
(5)高周波電源:周波数360kHz、加熱温度:約1300℃、溶接電流 (1次側):30A(基準)
(6)給電子14a :ウェブ材とフランジ材の双方に当接
(7)圧接装置15:太鼓型ロール14b の溶接アプセット量4mm (両側)
(8)ビード整形装置16:図1に示す平坦状の整形部16a'を備えたロール16a
平坦状部の幅4mm
(9)吹き付け塗装装置:エアースプレー方式、塗料:エポキシ樹脂に防錆顔料と してりん酸アルミニウムを添加したもの。
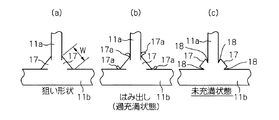
プリアプセット加工と面取り加工を施したウェブ材11a とフランジ材11b 、11b と突き合わせ、給電子14a 、14a を両部材に当接して通電することにより約1300℃に加熱し、圧接ロール14b 、14b で圧接を行う。その後、整形部の縁部とウェブ材との距離および縁部とフランジ材との距離を0.5 〜1.Omm の範囲の位置に固定配置されたビード整形ロール16a 、16b を用いて、溶接ビードを押圧して整形する。その後、整形された溶接ビードに上記塗料の吹き付け塗装を行い、溶接H形鋼を得る。その際、目視にて整形された溶接ビードの形状を観察し、片側の噛み出し量が0.5mm 以下の形状となるように溶接電流を調節した。
塩水噴霧試験(2時間) →乾燥 (60℃×4時間) →湿潤 (98%湿度×50℃×2 時間) を1サイクルとし、赤錆発生までのサイクル数を求める試験
この結果、溶接ビードは、エポキシ樹脂により完全に覆われており、防錆耐久試験でも、塗装膜厚20μmの塗装でビード部は溶融亜鉛めっき鋼板とほぼ同等の防錆性能を示した。
11 溶接H形鋼
11a ウェブ材
11a' 端部
11b フランジ材
12 プリアプセット装置
12a フラットロール (又は孔型ロール)
13 面取り装置
13a 孔型ロール
14 給電装置
14a,14a 給電子
14b,14b 太鼓状ロール
15 圧接装置
16 ビード整形装置
16a,16b ロール
16a',16b' 整形部
Claims (2)
- 表面処理鋼帯からなるウェブ材及びフランジ材を所定の横断面形状となるように組み合わせて溶接する圧接工程、この溶接により形成された溶接ビードを整形するビード整形工程、及び整形されたビード形状を該溶接ビードの長手方向について検査するビード形状検査工程をこの順で連続的に経た後に整形された溶接ビード及びその近傍に吹き付け塗装を行うことによって溶接形鋼を製造する方法であって、
整形された前記溶接ビード部の近傍に塗装不良が発生しない溶接ビードの整形後の目標形状を、前記整形後の溶接ビードの噛み出し量が0.5mm以下となる形状として予め定めておき、前記ビード形状検査工程による前記長手方向へのビード形状検査の結果を基に、該溶接ビードの整形後の前記長手方向の各部の形状が該目標形状となるように、前記ウェブ材及びフランジ材の長手方向の各部の溶接条件を調整すること
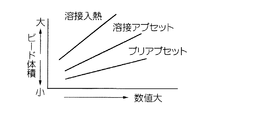
を特徴とする溶接形鋼の製造方法。 - 前記溶接条件は、溶接電流、溶接を行われる前のウェブ材に対するプリアプセット量又は溶接の際における溶接アプセット量のうちの1つ又は2つ以上の組合せである請求項1に記載された溶接形鋼の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003272934A JP4457595B2 (ja) | 2003-07-10 | 2003-07-10 | 溶接形鋼の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003272934A JP4457595B2 (ja) | 2003-07-10 | 2003-07-10 | 溶接形鋼の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005028434A JP2005028434A (ja) | 2005-02-03 |
| JP4457595B2 true JP4457595B2 (ja) | 2010-04-28 |
Family
ID=34210337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003272934A Expired - Fee Related JP4457595B2 (ja) | 2003-07-10 | 2003-07-10 | 溶接形鋼の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4457595B2 (ja) |
-
2003
- 2003-07-10 JP JP2003272934A patent/JP4457595B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005028434A (ja) | 2005-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2018087818A1 (ja) | 溶接監視装置及び溶接監視方法 | |
| US6288361B1 (en) | Method and device for joining flat products to be connected such that they overlap | |
| JP4457595B2 (ja) | 溶接形鋼の製造方法 | |
| KR102024415B1 (ko) | 레이저 용접 형강 | |
| JP5656220B2 (ja) | レーザ溶接h形鋼の製造方法 | |
| KR890003098B1 (ko) | 용접관동체(溶接缶胴體)의 제조방법 | |
| CN110142310A (zh) | 一种直缝钢管的生产工艺 | |
| CN101903595A (zh) | 制造在造纸/纸板机或精整机中使用的金属带的方法 | |
| JP4483215B2 (ja) | 溶接形鋼の製造方法 | |
| KR101934586B1 (ko) | 강관 비드 압착기구 | |
| JP5082746B2 (ja) | 角形鋼管の製造設備および製造方法 | |
| JP2000271639A (ja) | めっき鋼管及びその製造方法 | |
| KR100293577B1 (ko) | 강관의 제조방법 및 제조설비 | |
| WO2021065067A1 (ja) | 溶接方法、板状部材およびエレベーター設備 | |
| JP5312735B2 (ja) | 溶接部特性の良好な電縫管製造方法 | |
| JP3682682B2 (ja) | 薄肉鍛接管の製造方法 | |
| KR100859582B1 (ko) | 아연도 강관의 용사 가이드 및 용사 찌꺼기 제거 장치 | |
| JP4586515B2 (ja) | 溶接部に母材並の二次加工性を有する溶接鋼管及びその製造方法 | |
| JPH04200907A (ja) | 鋼材の熱間接合方法 | |
| JP3327842B2 (ja) | 連続圧延における溶接部近傍での破断防止方法 | |
| JPS6030589A (ja) | 溶接缶胴の製造方法 | |
| KR20240164123A (ko) | 레이저 용접 이음부 성능 평가 방법 | |
| JPS617079A (ja) | 溶接缶胴の製造方法 | |
| JPH07314047A (ja) | 角鋼管の製造方法 | |
| JPH07265942A (ja) | 電縫鋼管の溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091013 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100201 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4457595 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130219 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130219 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130219 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140219 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |