JP4451500B2 - 整形多層金属フォイル構造及びその形成方法 - Google Patents
整形多層金属フォイル構造及びその形成方法 Download PDFInfo
- Publication number
- JP4451500B2 JP4451500B2 JP50276099A JP50276099A JP4451500B2 JP 4451500 B2 JP4451500 B2 JP 4451500B2 JP 50276099 A JP50276099 A JP 50276099A JP 50276099 A JP50276099 A JP 50276099A JP 4451500 B2 JP4451500 B2 JP 4451500B2
- Authority
- JP
- Japan
- Prior art keywords
- layers
- metal foil
- metal
- layer
- multilayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/14—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00 having thermal insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
- B21D35/007—Layered blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0861—Insulating elements, e.g. for sound insulation for covering undersurfaces of vehicles, e.g. wheel houses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0869—Insulating elements, e.g. for sound insulation for protecting heat sensitive parts, e.g. electronic components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N1/00—Silencing apparatus characterised by method of silencing
- F01N1/24—Silencing apparatus characterised by method of silencing by using sound-absorbing materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/08—Means for preventing radiation, e.g. with metal foil
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3041—Trim panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
- B60R13/083—Acoustic or thermal insulation of passenger compartments for fire walls or floors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0884—Insulating elements, e.g. for sound insulation for mounting around noise sources, e.g. air blowers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2260/00—Exhaust treating devices having provisions not otherwise provided for
- F01N2260/20—Exhaust treating devices having provisions not otherwise provided for for heat or sound protection, e.g. using a shield or specially shaped outer surface of exhaust device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49623—Static structure, e.g., a building component
- Y10T29/49629—Panel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49936—Surface interlocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1234—Honeycomb, or with grain orientation or elongated elements in defined angular relationship in respective components [e.g., parallel, inter- secting, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1241—Nonplanar uniform thickness or nonlinear uniform diameter [e.g., L-shape]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Multimedia (AREA)
- Laminated Bodies (AREA)
- Exhaust Silencers (AREA)
- Body Structure For Vehicles (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
Description
本発明は、熱シールド及び音響シールドとして使用する多層金属フォイルシールドに関するものである。
発明の背景
米国特許第1,934,174号に記載されているように、多層金属フォイル絶縁体は長年使用されている。このような金属フォイル絶縁体は、代表的には反射熱絶縁体として高温環境に適用される。このような用途では、金属フォイルの層にエンボス加工を施し、層間を互いに離し、積層体を容器又は堅固なカバーで保護し、金属フォイルの積層が圧縮されるのを防止し、積層体の断熱特性が低下するのを防止するようにしている。
米国特許第5,011,743号には、多層金属フォイルの一部を圧縮してヒートシンク領域を形成し、このヒートシンク領域によって積層体の絶縁部分から集熱し、ヒートシールドから放熱するようにすると、ヒートシールドとしての性能が向上することが記載されている。このような多層金属フォイル熱シールドは積層体の圧縮部分によってエンボス加工した金属フォイル層の積層体から形成し、所要のヒートシンク領域を創出する。このような層を互いに固着し、又はステープル止めし、互いに分離するのを防止する。米国特許第5,011,743号の記載に基づいて形成した熱シールド及び音響シールドは、ヒートシンク領域で圧縮し、所要のパターンにカットする。多層金属フォイル熱シールドは、一般的には多くの用途でのスタンドアロン使用としては十分な構造上の強度は有していない。多くの用途において、金属フォイル熱シールドは、一般的には構造支持部材又は皿状部(パン)に取り付け、熱シールド又は音響シールドとして使用する位置に配置する最終組立体とする。支持部材は金属パン、又はスタンプ加工体、又は金属ケーシングとするのが一般的である。このような熱シールド組立体の用途としては、自動車の熱シールド用に使用するのが一般的である。
上述の特許を本明細書中に参考として記載した。
発明の開示
本発明の目的は、十分な構造上の強度を有し、多層金属フォイル絶縁体を支持部材に予め組み付けることなく、熱シールド又は音響シールドとしてスタンドアロンで自立することができる多層金属フォイル絶縁構造を得るにある。
本発明による多層金属フォイル構造は、少なくとも3層の金属シートの積層体であって、このうちの少なくとも2層を0.15mm(0.006インチ)以下の厚さの金属フォイルを有する。本発明による構造は少なくとも3層の金属フォイルを有し、好適には、5〜7層の金属フォイルを有するものとする。更に、多くの熱シールド用途では、金属フォイル層を0.12mm(0.005インチ)以下の厚さとし、0.05mm(0.002インチ)の金属フォイルを内部層の厚さとする。更に、金属フォイル層の他に、シールド構造の片側又は両側に金属シートによる光保護外部層を設けることもできる。金属シートは、0.15mm(0.006インチ)以上の厚さ及び約1.27mm(0.050インチ)までの厚さのシートとすることもできる。光外部保護金属シートの厚さは、本発明による一体多層金属フォイルシールド構造の一部として整形及び造形できる寸法を選択する。好適には、保護外部金属シート層は約0.20mm(0.008インチ)〜約0.76mm(0.030インチ)の間の厚さとする。本発明による多層金属フォイル構造において、このような1層又はそれ以上の層の金属シートは所要に応じて金属フォイル層間に配置し、最終一体金属フォイルシールド構造の構造的強度を増大させる。他のシールド用途としては、多層金属フォイル構造は全体的に0.15mm(0.006インチ)以下の厚さの金属フォイルで形成し、それより厚い金属シート層を使用する必要がないようにする。多層金属フォイル構造は、本発明により形成した鍛造体とすると、驚くほどの構造上の強度及び剛性を有する。
本発明による多層金属フォイルシールド構造は、少なくとも3層の金属シートの予形成体を準備し、少なくとも2層の金属フォイル層の厚さを0.15mm(0.006インチ)の厚さとし、層間にギャップを生ずるよう層を互いに離して配置し、この多層予形成体を成形型で整形する形成プロセスによって形成し、予形成体の第1部分は、所定位置に保持して互いに離れた状態を維持し、層間の所要ギャップを維持し、予形成体の第2部分を引張応力の下に配置し、この第2部分に棚部又はコーナー部を付け、所要の三次元形状に形成し、予形成体の第3部分を圧縮状態の下に配置し、この第3部分により第1部分の平面から角度をなす壁部分及び第3部分における層を相互連結する端縁部分を整形する。第2部分は互いに離れた層を有する第1部分と、圧縮し相互連結した層を有する第3部分との間の遷移部分をなす。第3部分は壁部分と端縁部分とにより構成する。壁部分及び端縁部分の双方では層は圧縮し相互連結するのが望ましい。しかし、本発明による構造の若干の形態では、層を圧縮及び整形した壁部分を形成するが、壁部分の一部又はすべてで相互連結しないようにする場合もある。このような形態では、端縁部分では層を圧縮及び相互連結し、この端縁部分では折り曲げ加工、カール加工、又はロール形成加工を施し、構造体の端縁に沿ってビードを形成するようにする。圧縮部分は構造体の三次元形状を有し、予形成体のシートを折り曲げ加工又はリンクル加工を施して第3部分に相互連結関係を与え、一体で堅固な多層金属フォイル構造を形成することによって多層金属フォイル構造に構造的強度を与える。多層金属フォイル予形成体の第2部分を伸張させるのと、第3部分を圧縮するのを同時に行い、最終多層金属フォイル構造にする形成作業によって最終多層金属フォイル構造に三次元的な剛性及び構造強度を与えるとともに、互いに離れた層を維持し、予形成体の第1部分の層間にギャップが存在するようにすることができる。形成作業は、構造体の端縁部分で、折り曲げ加工、カール加工、又はロール形成加工により層を相互連結し、多層構造の端縁に沿って円筒形のビードを形成するようにする。
本発明によれば、少なくとも3層の金属シートを有し、そのうちの2層を0.15mm(0.006インチ)以下の厚さの金属フォイルとし、この積層体を三次元的に一体の構造体に形成し、構造体の一部において、スペーサによって生ずるギャップを有し、層を互いに離れた関係に保持し、構造体の他の一部において、層を相互連結し、また折り曲げ、層間のギャップを実質的に排除し、最終部分の三次元構造強度を増大させた整形金属構造が得られる。多層金属フォイル構造は、型によって金属層の積層の予形成体から三次元形成し、層の一部を引張応力の下で整形し、他の部分を圧縮条件の下とて整形し、金属フォイル層を相互連結した折り曲げ部、リンクル形成部、又はロール形成部を形成するとともに、層の一部は層間にギャップが残存する互いに離れた関係を維持するようにする。
本発明によれば、自立する三次元的に安定したかつ堅固な構造の多層金属フォイル構造を得ることができ、特に自動車の用途における熱シールド又は音響シールドのためのスタンドアロン製品として組み付ける又は据え付けることができ、支持パン、スタンピング加工、フレーム、又はシールド用の構造支持部材を使用する必要がないようにすることができる。
本発明によれば、少なくとも3層の金属シートを有し、そのうちの少なくとも2層は層間にギャップを有した0.15mm(0.006インチ)以下の厚さの金属フォイルとした積層の多層予形成体を準備し、この多層予形成体を堅固な成形型で整形し、予形成体の一部において層間にギャップを維持し、予形成体の他の一部は引張応力の下に尾根部又はコーナー部を生じて所要の三次元形状を与え、予形成部の他の部分は圧縮状態の下に配置し、三次元形状を与えるとともに構造上の強度をもたせ、層間ギャップをほほ排除し、また層を相互連結し、多層金属フォイル一体構造を得るようにした整形方法を得ることができる。
更に、本発明によれば、それぞれ0.15mm(0.006インチ)以上の厚さの3層の金属シートを有する整形多層金属構造を得ることができる。同様に、本発明によれば、それぞれ0.15mm(0.006インチ)以上の厚さの3層の金属シートを有する多層予形成体から整形多層金属構造を形成する方法を得ることができる。本発明のこれらの特徴において、予形成体及びこの予形成体から整形及び造形した構造は、4〜9層又はそれ以上の層により構成すると好適であるとともに、多くの熱シールド及び音響シールドの用途には5〜7層の層により形成すると好適である。
本発明の一つの最も好適な実施例においては、3、4、5又はそれ以上の層を有する多層金属シートシールド部分は、単一ストロークのスタンピング作業工程によって多層金属シート予形成体から形成し、このスタンピング作業によって多層予形成体を三次元の堅固に整形した構造に形成し、最終部分の一部は互いに離れた関係を維持した層を有し、他の部分は層の少なくとも若干層で伸張又は引っ張ってコーナー部又は尾根部を形成し、更に他の部分で垂直方向及び長手方向及び/又は横方向に圧縮し、1個又はそれ以上の端縁に沿ってカール加工した又は折り曲げ加工したビードによって相互連結する。単一のスタンピング工程で整形及び相互連結した層は、多層金属熱シールド及び音響シールドを形成する極めて効率のよい方法であり、多くの所要の最終用途に適合する。更に、本発明の最適な実施例においては、少なくとも1個又は好適には、2,3、又はそれ以上の単一ストロークのスタンプ加工部分を、0.15mm(0.006インチ)以下例えば、0.005インチ、0.002インチ、0.0008インチの金属フォイルシートとする。単一ストロークのスタンピング加工は、例えば、自動車のような最終用途位置に部品を組み付けるための取付ポイント又は補強ボルト又はねじ孔をスタンプ加工する工程も含むものとすることができる。
更に、他の本発明の好適な実施例においては、先ず多層金属予形成体の1個又はそれ以上の端縁に沿ってカール形成又はロール形成又は折り曲げ形成したビードを形成し、次にこの予形成体に単一ストロークのスタンプ加工により最終の三次元的で堅固な多層金属シールドを形成する。この実施例においては、選択した数の金属シートを積層し、所要の技術のシールド形状にトリムし、次に端縁に沿ってカール形成、ロール形成又は折り曲げ形成したビードを形成するようスタンプし、一体多層金属ビード付き予形成体を形成する。ビード付き予形成体は全体的にほぼ平坦な形状であるが、層相互を互いに離れた関係にし、またカール形成、ロール形成、又は折り曲げ形成したビードを有する端縁領域を含むものとする。このフラットなビード付き予形成体を形成する際に、積層体はスタンプ加工する前にトリムする必要はない。積層体の初期スタンプ加工は、トリミング整形、端縁ビード形成、パンチング、圧縮、又は最終シールドにおける多くの最終又は最終前の所要の形状形成、例えば、取付ポイント最終組立体例えば、車両に組み付けるための開口のうような他の整形を行うことができる。ほぼ平坦な(又は他の所要の一次形状の)多層金属ビード付き予形成体は、最終組立位置に効率よく移送(最小の容積であるため)でき、この最終組立位置で、所要の最終技術部品のための所要の最終三次元構造シールド形状にスタンプ加工する。最終スタンプ加工は、若干の領域を圧縮して伸張し又は若干の領域を引張するとともに、一部の層間の互いに離れた関係を保持し、又はパンチング加工、切削加工、又は他の加工を行って所要の最終技術部品として形成する。
本発明の他の実施例においては、プラスチック、樹脂、又は他の非金属材料を2個又はそれ以上の層の多層金属シート構造間に埋設することができる。非金属材料は、端縁全体によって、また内部端縁をカール形成、ロール形成、又は折り曲げ形成したビードを設けて層間に材料をシールすることによって構造体内にシールすると好適である。非金属材料は、ビード付き端縁領域に延在させ、金属シート層に沿ってカール形成、ロール形成、又は折り曲げ形成し、又はこれら材料をトリムしてビードを充填する。
発明の説明
この発明は、新規な多層金属フォイル(箔)構造を提供するため金属成形方法を使用する。金属成形用又は型打加工作業用の従来方法は、最終金属製品を提供するため、単一金属部材又は固体金属予形成体の圧縮成形を含む。この発明によれば、予形成体は層間にギャップを設けたスペーサを配設した多数の金属フォイル(箔)層である。鍛造加工のような従来の金属シェーピングや成形加工は、通常、加熱又は加熱された予形成体で行われるが、冷間成形、鍛造加工又はスエージングもまた、固体金属部品に従来から用いられている。この発明は、ここで記載したような方法を提供するために適合させかつ修正した鍛造加工類似の又はスエージング類似の方法を提供して、この発明の成形した多層金属フォイル(箔)構造を製造する。加熱又は加熱した予形成体を用いてもよいが、この発明の方法では必ずしも必要ではなく、周囲温度で行うことが好ましい。この方法は、ここで記載した多層金属フォイル(箔)構造を成形するのに用い、型打加工やハイドロフォーム法などと同様に適合した方法を含む。
この発明の方法では、層間ギャップを有する多層金属フォイル(箔)予形成体に、冷間鍛造加工又はスエージングとやや同様な成形又は型打加工作業を施して、最終的な構造において3つの別個の部分を有する3次元部分に成形された多層金属フォイル(箔)構造である剛体金属構造を提供する。構造の第1部分では、予形成層は、シェーピング方法の間、引張応力条件下に取り付けられて、金属フォイル(箔)層の前記部分を、最終部分における角、隆起又は突出部の周りで平たくしあるいは引き伸ばす。前記構造の第2部分は、圧縮条件及び力をシェーピングプロセスの間は作用させて、金属フォイル(箔)層の前記部分を、折り重ね、巻かれ、ひだつけ、カール、又はそれらの層を一緒に連結しかつそれらの層に所望の剛性の程度と3次元構造強度を付与する他の構成に成形する。この構造の第2部分では、圧縮は、しわをよせたり、折り重ねたり、あるいはそれらの層を一緒に連結して単一剛体構造にするため、層の平面にほぼ沿って、縦及び/又は横への圧縮ばかりでなく、垂直、即ち層の平面に対する垂線方向である。この構造の第2部分では、カールし、折り重ね、巻き、又はさもなければ金属層を、好適にはその部分の端縁を一緒に連結することが好ましい。この構造の第3部分では、金属フォイル(箔)層間ギャップが実質的に維持されるようにするため、層は著しく引き伸ばしたり、圧縮したりすることはない。そのようにして、ここでの開示に従って以下に示すことが当業者によって認められるだろう。即ち、多層金属フォイル(箔)予形成体を成形及びシェーピングするのに用いられるモールドは、以下のように構成することができる。前記部分を形成するとき、多層金属フォイル(箔)予形成体の、第1部分は、引っ張られ又は引き伸ばされ、また、第2部分は、層が折り重ねたり、巻いたり、ひだをつけたり、カール付けしたり、コイル状にしたり、しわをつけたりするなどによって一緒に連結されるように金属フォイル(箔)層を一緒に圧縮することによって、形成することされ、そして、第3部分は、実質的に中立のままであり、つまり、第3部分は応力も圧縮もかけず、予形成体において予め存在する層間ギャップは、最終成形部分において、金属フォイル(箔)層間に存在したままである。第2部分において、圧縮は、好ましくはひだをつけ、折り重ね、あるいはさもなければ層を一緒に連結して単一構造にするため、長手方向の圧縮を含む。
金属フォイル(箔)層間ギャップは、スペーサによって設けられ、このスペーサは、層を所望の間隔で離れた関係に保持して、最終的なシェーピング及び成形された多層金属シールドにおいて、望ましい熱及び/又は音響シールド特性に依存するよに、層間に所望のギャップと距離を形成する。スペーサは、金属フォイル(箔)層の少なくとも少なくとも1つにおいて、打出し、ひだ、あるいは他の変形も形式にすることができ、くぼみ、ひだ、しわなどを含む。そのような変形は好ましい。なぜなら、それらの変形は、この発明の部分成形及びシェーピングプロセスの間、容易に押しつぶしたり、引き伸ばしたり、平らにする等ができるからであり、それらの変形は、多層金属フォイル(箔)予形成体の成形及びシェーピングを容易にして、この発明の単一剛体構造とする。加えて、層間ギャップを設けるスペーサは、金属箔片や金属フォイル(箔)網のような金属や他のスペーサ素子又は材料にすることができ、スペーサは、層が一緒に圧縮されかつ連結されるべき領域内で所望したように圧縮することができ、又は、層間ギャップを有することが望ましい領域内に、非圧縮性の断片、球、ロッドなどにすることができる。
この発明に従う多層金属成形及びシェーピング中、多層金属フォイル(箔)予形成体は、モールド上で圧縮され、又は多層金属フォイル(箔)予形成体をシェーピングして所望の最終連結構造及び3次元形状にするため、2つの実質的に剛体の鍛造モールド間で圧縮される。この発明の成形及びシェーピング方法は、多層金属フォイル(箔)予形成体の熱間又は冷間のシェーピング及び成形を含むことを意図する。成形プロセスでは、予形成体の部分は、わずかな引張応力から幾らか極端な引張応力までの範囲にしてもよい引張応力をかけたり引き伸ばしを行う。引張応力は、通常、角部、ひじ部、又は構造の他の外形や形状、特に凸形状であり、層が一の平面又は輪郭から他へ移行する場所である。それらの領域内でのわずかな引張応力下で、予め打出しされ、しわづけされ、ひだづけされ、又はさもなければ層間ギャップを設けるために変形され又はシェーピングされた1以上の金属箔シートは、以下に示すような平滑な条件まで平らにされ又は引き伸ばしてもよい。即ち、その領域内に多層金属フォイル(箔)予形成体に最初に存在する打出し、ひだ、くぼみ又はしわの全部又は一部は、予形成体にシェーピング及び成形プロセスを施すとき、予形成体の特殊な領域に存在する引張応力又はストレッチ条件下で、部分的に又は完全に平滑化してもよい。成形され又は型成形された多層金属フォイル(箔)部分の特殊な構成から生じるより極端な引張応力又はストレッチ条件下では、金属フォイル(箔)の層の1以上は、最終的な所望の3次元多層金属フォイル(箔)構造の形成を容易にするため、実際に伸びをかけてもよい。引張応力又はストレッチングをかけた部分におけるいずれかの金属フォイル(箔)層が過度の引き裂きや裂けるのを防止するため、予形成体における層や、特殊な所望構造に対する成形/シェーピング/型成形を選択しかつデザインをすることに注意すべきである。たとえば、部品の極端な外形では、予形成体が、ひだ、打出し又はしわのような余分に大きな変形を有する金属フォイル(箔)層を含むことが必要かもしれない。なぜなら、シェーピングした部分のテンションがかけられた部分において、前記金属フォイル(箔)層が引き裂かれたり裂けたりすることなしに、モールド内でそれらの変形を引き伸ばしたり平らにしたりすることによって、部分のシェーピングを許容することができるからである。金属シートの積層における内部層のいくつかの引き裂きや裂け目が、この発明の金属フォイル(箔)構造のいくつかのシールド適用のために許容できるとき、不連続な層、特に外側層を持たないほうが好ましい。
多層金属フォイル(箔)予形成体のシェーピング又は型成形は、二個の剛体モールド間で予形成体をプレスするか、あるいは予形成体を単一の雄型上で引き抜くか押し出すか、さらには、予形成体を単一の雌型内で押し出すことによって行うことができる。単一の型上又は内でのシェーピング又は成形は、予形成体の端縁をクランプすることにより、又は、適当な硬さ及び形状のゴム種のような弾力性のある部材とともにプレスすることによって行うことができる。適当なモールド形状及び材料は、予形成体を所望のモールドに適切に適合させ、最終的な鍛造成形された部分の選択された壁部分での所望の折り重ねやひだを形成することができるため、この開示に従う当業者によって選択することができ、これによって、最終的な成形された部分における所望の3次元構造強度を付与することができる。同様に、金属フォイル(箔)層の連結は、層を一緒に折り重ね、ひだをつけ、カール付けし、コイル状にし、又は巻くことによって行い、これによって、成形された所望の単一3次元構造を提供することができる。たとえば、いくつかの部品に対しては、前記部分を成形する前に層を連結するため、多層金属フォイル(箔)予形成体の両端縁か又は少なくとも一方の端縁を圧縮折り重ねや、カール付け、又は巻いて、円筒状又は他の形状のロールかビードにすることが好ましいかもしれない。層を一緒に連結するため、前記部分のある間隔の領域又は部分位置で、そのように層を折り重ねたり巻いたりして円筒状又はビード形状にすることができる。即ち、完了した部分の端縁位置である必要は必ずしもない。他の部分に関して、前記部分を形成し、鋳ばりをトリミングし、又は端縁位置ですり減らすことが好ましい。その後、構造上の強度のための層の連結を完了するため、シェーピングした多層予形成体の端縁を折り重ね又はカール付けする。ある多層金属フォイル(箔)部分を成形するに際し、前記部分に対する3次元構造強度のために層の所望の形状と連結を付与するため、多層予形成体の中央又は内部を折り重ね又はひだをつけることが望ましい。そのような部分では、付加的な構造上の強度を付与するため、端縁はまた折り重ねられ、コイル状にされ、又は巻かれて、円筒状のロールにすることができ、あるいは、1以上の端縁は金属フォイル(箔)層間ギャップが維持されるところでの構造の前記部分の部分として非圧縮状態のままにすることができる。ある部分では、金属層が円筒形状にするため折り重ねられ、コイル状にされ、又は巻かれるためのワイヤ又は他の部材を設けることも望まれるかもしれない。ワイヤーや他の補強部材は、付加的な強度を付与することができ、又は、仕上げられた部分に対する構造上の剛性は、前記部分をたとえば車両上に装着するための取付地点と一体をなすことができる。
ここで述べたことから明らかなように、2個の部分の剛体成形モールドの特定の領域間のスペースは、閉ざされているとき、多層金属フォイル(箔)予形成体の初期のトータル厚さとほぼ等しい開口を有するモールドキャビティを形成し、これによって、成形及びシェーピングプロセス中、予形成体のそれらの領域内で金属フォイル(箔)層は、引張応力が作用してもなく、圧縮されてもないというのがしばしば望まれるであろう。それらの領域は、初期の予形成体の厚さや寸法及び間隔をおいて離れた層においてそのままであるにすぎず、これによって、層間の初期ギャップを維持することができる。予形成体の他の部分又は領域に関連して、これらの領域であり、実質的な又は完全な圧縮を作用させず、この発明に従って形成された多層金属フォイル(箔)構造の熱及び音の絶縁特性の大部分を提供することがわかる。そして、金属フォイル(箔)層が輪郭を描かれ、ストレッチされ、圧縮され、及び/又は一緒に連結される領域は、シェーピングされかつ成形された多層金属フォイル(箔)シールドの構造上の強度の大部分を提供する領域である。
多層を相互連結するため及び本発明の単一の多層フォイル構造を作るために圧縮される予形成体即ちプリフォームの一部において、予形成体の適当な部分の圧縮が、層を折り曲げ、しわ寄せ、カーリング、又はローリングすることによって多層金属フォイル層を互いに相互連結するようにデザインされて、例えば円筒形ロールを好適には該構造のエッジに形成する。特にしわ寄せ(これはしばしば層の小さい折り曲げを規則的又は不規則的パターンで繰り返す)によって相互連結層を形成するための金属フォイル層の圧縮、多層予形成体の圧縮が長手方向及び/又は横方向にまた、垂直方向になされ、垂直は層の平面に垂直であり、長手方向又は横方向(x又はy方向)は層の平面に沿っている。
層の圧縮は垂直において、層間の間隙を減少させ又は除去する傾向がある。層の圧縮は長手方向では又は横方向では、過剰の又は重なった金属フォイル材料の寄せ集め又はひだ寄せを提供し、層を互いの上に折り曲げ又はしわ寄せすることができ、それによって層は該構造のこれらの部分の垂直圧縮を含む最終の圧縮が行われたとき、相互連結される。該構造のこれらの相互連結部分では、層間に間隙を与えるスペーサは、もし完全に除去されるか又は圧縮されるならば、少なくとも部分的であり、そのため層は、最終シールドパーツのこれらの圧縮された、相互連結された部分ではそれらの間に実質上間隙がない。構造のこれらの部分は熱的及び音響的絶縁性能を減少させるが、それは単一の構造強度を最終の形成された多層金属構造に与える多層金属フォイル構造のこれらの部分である。本発明の方法と教示に続いて、0.006in(0.15mm)厚さ程度の金属フォイル層含むかかる単一の多層金属フォイル構造は、保護外側金属層又はシートを備え又は備えずに、簡単にデザインされ、これらのシートは約0.007in(0s.18mm)より厚く、据え付けハードウエア又は取付け機構をもつ完全シールドパーツをしてデザインされることができる。本発明の形作られかつ形成された多層金属フォイル構造はかくして、支持構造、スタンピング、パン又はフレーム部材を必要とせずに、自動車の熱又は音響シールドの如き所望用途に直接使用することができる。
本文の教示から更に明らかになる如く、多層金属予形成体は先ず、予めビード付きの形状に形成され、この予形成体は最終多層金属の三次元加工パーツを作るために最終鍛造又は形作り作業に有効に移送するための実質上平らか又は他の所望の形状をなす。本発明のこの実施法では、金属シートの選択された数が所望の加工シールド形状に重ねられ、トリミングされ、次いで単一の多層溝ビード付きの予形成体を形成するために縁に沿ってカールされ、ロール掛けされ、又は折り曲げられたビードを形成するためにスタンピングされる。ビード付き予形成体は、形状全体が実質上平らであるが、層が離間関係にある形状領域を含み、層がビードにカールされ、ロール掛けされ、又は折り曲げられる縁区域を含む。この平らなビード付き予形成体の成形において、積み重ね体はスタンピングの前にトリミングされる必要はない。積み重ね体の初期スタンピングは形作るためのトリミング、縁ビードの成形、パンチング、圧縮又は例えば自動車に最終組み立てにおいて他のパーツを取り付けるための取付けピン、開口の如き他の多くの成形最終又は最終近くの特徴構造を成形することができる。実質上平らな(又は他の所望の予備形状)多層金属ビード付き予形成体は次いで、最小組み立て場所へ有効に(最小容積で)移送され、そこでそれらは最終加工パーツに望まれる最小三次元構造シールド形状にスタンピングされる。最終スタンピング作業は単に三次元形状にスタンピングをなすことができる。或る区域を圧縮し、ある区域をストレッチングし又は引っ張る一方、該パーツの一部の層の離間関係を維持するか、又は追加のパンチング、切断、又は最終の所望の加工パーツを形成するための他の作業をなすことができる。
本発明の鍛造成形した多層金属フォイル構造の利用は熱シールドと音響シールドを含む。例えば、本発明の自由スタンピング単一多層金属フォイル構造は特に自動車モータ熱シールド、フード下の電子部品熱シールド、トランスミッション熱シールド及び類似物の如き自動車用の専門熱シールドを成形するために適用され、その場合排気システム熱からシールディングされる。従って、本発明によって形成された熱シールド軽く、リサイクルが容易であり、特定のデザインと最終用途に依存して、熱シールドとして慣例の熱シールドより有効である。慣例の熱シールドは典型的には、単層金属シールド又は無機ウールの如き慣例の絶縁材料を含むサンドイッチ構造である。本発明のスタンド−アローン(stand-alone)の、剛性の単一の多層金属フォイルシールド構造はかかる慣例のシールドの代わりに直接用いることができる。一方、多層金属フォイル構造シールドの熱的又は音響的性能は金属層間の間隙に色々な絶縁材料を充填することによって或る程度強化することができ、このことはかかるフィラー材料なしの本発明の多層金属フォイルシールドの極めて有効な絶縁特性に起因して、かつ、製造コストの増大とかかる絶縁材充填パーツのリサイクルの困難性に起因して、一般的に好ましくない。しかし、或るシールディング用途では、種々の追加材料が或る一定の層間に又は金属フォイルの種々の層の表面上に望まれる。例えば、或る音響シールディング用途ではプラスチックフイルム又は層が金属フォイル層間にシールドの全面積上に又は或る一定部分、例えばシールドが形作られ又は成形された後に間隙が層間に残る区域のみにおいて使用される。もう1つの例はフイルム又はシート接着剤又は噴霧接着剤層の、金属フォイル層間又は1つ又はそれ以上の金属フォイル層の一側面又は複数側面上における使用である。音響シールド用途では、かかる中間層は、金属フォイル層間の金属点接触を防止すること及び振動を吸収する物質を追加することによって音及び振動減衰の利益をもつ。これは大きな実質上平らな面積をもつシールドにとって特に有利である。音響シールディング性能を高めるのに有用な材料は熱シールディング用途には適さないことを認めた上で、本発明の多層金属フォイルシールドの音響シールディング特性を高めるために所望材料を選択する方法は当業者には明らかであろう。
金属層間に使用できる追加の材料は、フォイル材料を含む。バット、マット、織物、又は不織布、布地、プレプレッグレイアップス、又はルーズブラウン−イン繊維の形をなす繊維材料を含む。前記繊維は非有機性繊維ガラス、無機ウール、又はセラミックとすることができ、又は有機性ポリエステル、アラミド、セルローズ(例えば紙)、コットン、ウール、コーンストーク/シルク、フラックス、DAF、サイザル等とすることができる。該材料は層又は部片中の泡体(開放形又は密閉形)、層又は部片又はエラストマー中のゲルとすることができる。これらの材料は混合され、又は互いに又は例えば0.8ミルの薄い金属又はプラスチックフォイルと積層されて、波形状の、エンボス加工した、エキスパンッデッド型のメッシュ等を含む滑らか組織の、穴明きの、固体の、又は他の所望の形状をなすことができる。これらの材料は構造内部のみに存在することができ、又は該構造のロール掛けされ、カーリングされ、又は折り曲げられた縁部分に合体されることができる。縁部分にある或る材料は縁部分に熱を加えることによって溶融され、分解され、熱硬化活性化されることができる。同様に、これらの材料は縁部分に加えて又はその代わりに適当な熱を構造内部に加えることによって熱処理され、硬化され、又は調整されることができる。金属シート及びフォイル層と適切に組み合わせて使用されるこれらの材料は任意の所望の熱的、音響的、構造的環境、バリヤー及び他の性質のデザインをもたらすことができる。
本発明の形作られ、成形された多層金属フォイルシールド構造のもう1つの独特の用途は、特に自動車の乗客室のフロアパンの外面に直接取り付けることによって熱及び音響シールディング用にこれらのシールドを自動車のアンダーボディ区域に直接適用することである。例えば、本発明の多層金属フォイルシールド構造は自動車の乗客室のボトムパンの外部の所望の表面部分上に精密にかつ均等に取り付けられるよう精密に成形され、形作られることができる。本発明のかかるシールド構造は慣例のファスナーによってしかし更に好適にはシールドとフロアパンの表面を横切って表面又はスポットに均一に付着した接触接着剤又はマスチック材料によってフロアパンの外面に取り付けることができる。本発明の多層シールド構造は自動車乗客室のフロア全体に精密に取り付けられかつ連結するよう形成され、かつフロアパンの表面積の所望部分をカバーする寸法に作られることができる。代案として、本発明のシールドは複数セクションにわけて形作られ、成形され、次いで自動車フロアパンの複数部分又は選択区域に所望手段で取り付けられることができる。何れの方法でも、本発明の多層金属フォイルシールド構造は軽量で、リサイクル可能な製品を提供し、この製品は自動車乗客室のボトム全体を熱及び音響シールディングするために経済的に使用することができる。
同様に、本発明の形作られ成形された多層金属フォイルシールド構造は自動車耐火壁のエンジン側に置かれ、それによって自動車乗客室を統合方式で熱及び音響の絶縁及びシールディングをなすことができるように製造されることができる。本発明の多層金属フォイル構造は、大きな面積にわたってかかる熱と音響のシールディングを経済的になすことができる一方、分離した支持パン又はフレームを必要とせずに所望の自動車乗客室に直接取り付けられに十分な構造的強度をもつ軽量のリサイクル可能の製品を提供する。
本発明の多層金属フォイル構造に使用する材料は、特定の用途と製品に要求される性能特性に明らかに依存する。典型的には、アルミニウムフォイルは熱と音響の絶縁又はシールディングの用途に特にアンダーボディ自動車用、及びモータマウントシールド及び他のエンジン区画室又はアンダーフード熱シールドの如き、中庸温度の熱シールド用に使用される。特に、本発明の熱シールドはエンジン及び排気システム熱からエンジン区画室内の電子及びコンピュータ部品をシールディングするのに有用である。排気マニホルド又は排気ダウンパイプシールディング用の如き他の用途では、ステンレス鋼フォイルの如き他の材料が温度環境に耐えて、耐久性要件を満たすために必要である。温度環境、騒音及び振動環境及び本発明による多層金属フォイルシールド構造を効率よく形作り成形するのに必要な金属シートと金属フォイルの性質を考慮して、特定の用途のための特定金属フォイルを選択することは当業者には明らかであろう。
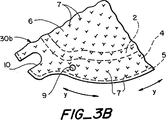
以下、本発明を図に基づいて説明する。図1は本発明方法によって成形した本発明の典型的な多層金属フォイルシールドの1例を示す図である。図1に示す熱シールド1はアルミニウムシートの5層から形成され、頂部層は0.010in(0.254mm)厚さであり、3つの内部層は各々0.002in(0.0508mm)厚さをもつフォイルであり、底部層は0.005in(0.127mm)の厚さをもつアルミニウムフォイルである。該パーツは上述の如くかつ図3B下部に示す如く平らな予形成体、即ちプリフォームから形成され、予形成体はアルミニウムシート層と4つのアルミニウムフォイル層の積層体であり、このアルミニウムフォイル層は層間に間隙を与えるようエンボス部7をエンボス加工されている。予形成体からシールド1を形成する間、アルミニウムフォイルはコーナー区域2に張力をかけてストレッチングされ、そして区域6に廻り込むコーナー区域2を形成するために圧縮される。成形プロセスの間、アルミニウムフォイルは壁部分4を形成するために圧縮して合わされ、その際アルミニウムフォイルは長手方向(x軸及び/又はy軸方向)にかつ垂直に(z軸方向)に圧縮され、それによってアルミニウムフォイル層は集められ、ひだ寄せされ、お互いの頂部で折り曲げられ、次いで圧縮され、それによって5つの層がひだ寄せされて折り曲げられた掛合状態に相互連結されて、図1に示すプリーツとリッジ8をもつ剛性の壁部分4を形成する。金属フォイル層の縁は次いでシールドの壁部分4の底エッジに沿ってエッジロール5を形成するようカールされ、ロール掛けされる。アタッチメントの取付部9を壁部分4にスポット溶接される。これについては、例えば米国特許第5,524,406号を参照されたい。この米国特許は本出願の参考文献とされるものである。この取付部はシールドを該パーツがデザインされる車両にボルト止めするために使用することができる。取付部9は好適には、壁部分4とするが、領域2と6を含むシールドの任意の部分に置くことができる。切除部10は典型的にはシールドを自動車に据え付ける場所に隣接した他の部品の回りに嵌合するようデザインされなければならない自動車パーツとする。
図1に示される如く、シールドの領域6は引っ張られておらず又は圧縮されておらず、実質上元の予形成形状に留まっており、それによってエンボス部7は層間を分離して、層間に間隙を与える。このことは図2から明らかである。この図は図1のシールドの部分断面図2−2である。図2を参照すれば、その部分断面は領域6で金属フォイル層を分離するエンボス部7をもつ金属フォイル21を示す。シールドの領域2では、金属フォイル層は成形プロセス中引っ張られ、ストレッチングされており、それによって、成形中及び形作りプロセス中に引っ張りとストレッチングによって並びに圧縮によって領域2においてエンボス部を滑らかになしかつ実質上排除する。壁部分4において、金属フォイルはひだ寄せされ、折り曲げられて、ひだ寄せと折り曲げが、頂部で互いに圧縮されたとき、少なくともある程度及び完全に金属フォイルのすべてを相互連結し、かくして強力な多層の相互連結された壁を提供し、その壁部分はシールド構造に驚くべき強度を与える。更に、金属フォイル層の圧縮され、相互連結された領域の縁部分は次いでロール端縁5を作るようカールされ、成形され、そのロール端縁は更に金属フォイル層を相互連結し、更に構造に強度とシールドのための剛性的な寸法上の一体性を与える。
図1及び2におけるシールド1が、支持パン又はフレーム部材を必要とせずに、自動車に直接取り付けることが可能なフリースタンディング構造自動車部品としての使用に適していることは当業者にとって公知である。シールド1のトップカバー層は、厚さ0.010インチのアルミニウムシートであり、他の残りの層は、厚さ0.002インチ及び0.005インチのアルミニウムフォイル(箔)層である。そして、この5層のアルミニウムフォイル(箔)層が形成されてなる構造は、極めて高い強度を有するため、自動車に直接に取り付けられることによっても、自動車としての用途において要求される構造特性及び振動負荷に抗することができる。本発明において描かれている図面は、多層予形成体から設計及び形成された、無限に存在する3次元形状 並びに多層金属シート及び金属フォイル(箔)シールドの内の一例にすぎない。互いに離れた領域6、テンション又はストレッチ領域2、壁部分4、端縁ロール5は、シールド用途に応じて望ましい構造形状にデザインし、形成することができる。例えば、必要とされる取り付け位置において、各領域の連続したユニット中に複数の各部又は各領域を含めることもできる。例えば、統べての端縁が圧縮されて、ロール状に形成されている必要はない。特別なシールド構造の端縁のいくつかの部分は、互いに離れた金属フォイル(箔)が、シールドの端縁における層間のギャップで圧縮されていない端縁領域6として存在していてもよい。
図3Aは、本発明にしたがって、3次元構造製品を形成すべく本発明の方法において好適に使用することのできる予形成積層構造中における、エンボス加工の施された金属フォイル(箔)層の予形成体を概略的に示す図である。予形成体30aは、エンボス部7を有する金属フォイル(箔)からなる層31を具えている。このエンボス部7は、各層と各層によって構成されるギャップとを分離する働きを有している。ここにおいて、垂直方向(z)への圧縮は、金属フォイル(箔)層の表面の平面に対する法線方向への圧縮を意味するものである。横方向(x)及び縦方向(y)は、金属フォイル(箔)層の面に沿った方向を意味するものである。ここにおいて言及されている横方向及び縦方向は、予形成体が変型して3次元的な構成を取った場合において、予形成体を構成する各層の平面及び表面を変化させ、それに追随するものである。予形成体中にエンボス部を具える代わりに、金属フォイル(箔)層は、皺状であっても良いし、波形に加工されていても良い。また、その他の形状に加工されていても良い。さらには、変型されていても良いし、表面処理されていても良い。これによって、圧縮性のみならず、柔軟性及び伸張性をも有することができる。これは、本発明にしたがった多層金属フォイル(箔)予形成体の成型及び形成において最も好ましい利用形態である。金属フォイル(箔)層のいくつかは、エンボス加工が施されていても良いし、皺状又は波形に加工されていても良い。このとき、その他の層は平滑な状態を呈している。一方、さらに他の層はフォイルピース、フォイルメッシュなどのスペーサによって分離されていても良い。予形成体に使用する個々の層を形成するための方法、及び各層の間にギャップを形成するための方法は、本開示された発明を実施する当業者にとって自明な方法を選択することができる。各層の間に形成されたギャップは、ハンドリング及び加工を通じて金属フォイル(箔)シートに本来的に発生する皺に起因して発生する場合がある。
図3Bは、図1に示されたシールド1を形成するために使用されるアルミニウムフォイル(箔)及びトップシート積層構造を具える予形成体30aの一部を示す上部図である。この予形成体を明確に示すために、予形成体の領域又は部分6は、図1に示すシールド1の領域に相当することは当業者にとって自明である。一方、予形成領域2、4及び5は、それぞれ図1に示すシールドの領域2、4、及び5に相当し、これらを構成することも明らかである。この目的のため、これらの領域は、図3Bにおいて点線で示された予形成体30b部分において、任意に線引きして描かれている。点線は、予形成領域が図1において形成されているシールドの相当する位置に形成されていることを示す以外、重要な意味を有してはいない。図3Bの予形成体を図1に示す最終的に形成されたシールド製品1と比較する場合において、領域2は、横方向又は縦方向のテンション及びストレッチ下に存在している。また、シールド1のコーナー領域2を形成するために、垂直圧縮応力下においてもある程度存在している。他の態様において、この予形成体を最終的に形成されたシールドと比較して見た場合、予形成体の領域4及び5は、縦(y)方向に、ひだを着ける又は畳んで圧縮する必要がある。さもなければ、図3Bに示す予形成体30bの周辺の大きな領域4及び5からの余分な金属フォイル(箔)材料が集積してしまうからである。これによって、壁部分4領域が3次元的に形成された後、図1に示す最終的に形成されたシールド1の壁4及びロール端縁5の周辺の領域を小さく又は短くすることができる。形成及び成型工程における縦(y)方向への縦方向圧縮によって、図1の壁部分4に示されたひだ及び折り目を相互連結する。図3Bに示された予形成体は、予形成体がどのように切断され、取付部9及び切除部10を設けるかについて図示している。取付部9及び切除部10は、図1に示された最終的に形成されたシールド製品において出現する。
個別のシールドすなわち部品を形成及び成型するために選択された予形成体は、金属シートが積層されてなる平らな積層体から構成することができる。これは、全体として成型され、上述したような好ましい単一ストロークのスタンピング/成型操作の大きさに整えられる。また、予形成体は、形が整えられて、成型又はスタンピング前の大きさに切断されることもできる。同様に、予形成体は、個々に又は部分的に形成されたシートから組み立てることもできる。これらのシートは、部分的に形成された予形成体中において重ね合わされ、最終的に本発明の多層金属構造を形成する。他の例としては、金属フォイル(箔)及びシートからなる平坦な積層体の形が整えられ、最初の形成工程操作、すなわち、端縁のロール形成において部分的に形成される。次いで、第2の形成又はスタンピング操作において完成され、最終的な多層金属フォイル(箔)構造を製造する。本発明の好ましい単一ストロークスタンピング/形成操作の例においては、スタンピング操作における、複数の層、及び予加工、すなわちエンボス加工された金属シート及び金属フォイル(箔)の連続的な搬送に対して、前記のようなプロセスを用いることができる。スタンピング操作においては、最終的な多層金属フォイル(箔)3次元構造部品が、連続的に搬送される多層予形成体から切断され、形成される。このような予形成体の連続的な搬送は、最終的な部品を製造するために遂行される2又はそれ以上の形成工程からなる部品の形成及びスタンピングにおいても利用することができる。
図4Aから図4Dは、多層金属フォイル(箔)予形成体を3次元的なシールド構造に形成及び成型する、本発明の工程を図示したものである。図4Aは、おす及びめすの成形型46及び44を図示している。これらは、エンボス加工を施された金属フォイル(箔)層41を具える多層金属フォイル(箔)予形成体を形成するために用いられる。成形型44及び46は、予形成体40上で閉じる。そして、成形型が閉じているときにおける表面6F及び6M間のキャビティは、図4Bに図示されたシールド42の領域6である。領域6において、エンボス加工された金属フォイル(箔)層は圧縮されないまま存在し、層間にギャップを有している。図4Aに示す成形型において、表面2F及び2Mが一致すると、それらは、多層金属フォイル(箔)予形成体40をスエージ加工する。それによって、図4Bに示すシールド42の領域2において、金属フォイル(箔)層は、縦方向の張力下、ストレッチされるとともに平滑化され、垂直方向に圧縮されてシールド42におけるコーナー領域2を形成する。同様に、図4Aに示された成形型における表面領域4F及び4Mが、成形型を閉じることによって重なると、それらは、壁部分4の領域における金属フォイル(箔)層に皺を形成するとともに相互連結することによって、図4Bに示されたシールド42の壁部分4を圧縮形成する。図4Aに示す成形型44及び46の残りの部分は、図4Bに図示されたシールド42の端縁部分43を圧縮形成する。端縁部分43は折り重ね合わせられ、圧縮されて図4Cに図示する堅固な端縁リム45を形成する。図4Cは、圧縮されて堅固な折り畳み端縁リム部分を形成する折り畳み端縁部分について示している。一方、図1及び2に示されているように、多くの場合においては、ロール状又はカール状の円筒形状端縁を形成することが好ましい事が分かる。端縁に沿って適当な構造強度を形成するための、前記端縁を折り畳み、ローリングし、カーリングする他の手段としては、本発明の教えるところにしたがう当業者にとっては自明のものである。図4Bにおいて形作られたシールド42の領域2及び4において、これらの領域の予形成体中に存在する本来的なエンボス、皺、又は歪みは、形成工程において必然的にストレッチ、スムージング、破壊され、又は平坦化され、変型される。その結果、金属フォイル(箔)層の間のギャップは、特に領域4において必然的に除去される。領域2において、各層はそれらの間にある程度のギャップを有する。これは、形成及び成型工程中に印加された横方向のストレッチ及び垂直方向の圧縮に依存している。領域2における各層は、部分的に隔離されて存在し、ほとんど平滑な状態を呈する。すなわち、エンボス、皺などは、プレス又はストレッチされて平滑な状態を呈している。領域4において、各層の間のギャップは小さな窪み又はキャビティによって完全に置換されている。これは、各層が押しつぶされるとともに折り畳まれて、互いが圧縮されることにより、各層を相互連結することに起因する。
図4Dは、図4Cに図示された熱シールド42の部分斜視図である。領域2はコーナー領域であり、そこにおいては金属フォイル(箔)層が伸張及びストレッチされてコーナー領域2を構成している。壁部分4の領域は、皺及びひだを有しており、そこにおいては、金属フォイル(箔)層41が圧縮及び相互連結されて構造的な壁部分領域4を形成している。ロール端縁45を形成するための端縁の折り畳み、皺の形成及びローリングは、形成されたシールドに対して付加的な構造上の強度を付与する。ロール端縁45は、種々の部分にスポット溶接し、前記構造体に付加的な強度を付与できるとともに、取り付け又は使用時において端縁がロールする傾向を防止することができる。図4Dに図示されたシールド41は、本発明において形成された多層金属フォイル(箔)シールド構造型の一例である。それは、自動車に下部の、排気ガス系の熱から乗客をシールドするための自動車排気系において使用することができる。
図5A,5B及び5Cは、本発明による多層金属フォイル(箔)構造のロールされた端縁部の形成方法に用いるに適したモールドを示すもので、モールドの対応部をその形成に適した形状としたものである。図5Aは、形成モールドの端縁部を示すものであり、図2に示す如くのシールド構造の壁部分4の端縁を雄型モールド54Mと雌型モールド54Fの間で形成する状況を示す。図5Aに示す如く、本モールドは、周縁で個別の可動部52,53と、さらに追加の個別の可動部57及び58を有している。このモールド初め閉止するときは、モールド部分54F,52,57は一体となって動き、同様にモールド部分54M,53,58も一体となって動く。このモールドの各部が閉じると、壁部分4と端縁部55A,55Bが形成され、次いでモールド部分57,58がモールド部分52,53より引き離され、多層金属フォイル(箔)スタックの端部を切り離しうるようになり、その部分55Bは切り離されて、スクラップとなる。かくすることによって、端縁部55Aは所要長に切断され、モールド部分52,53が下側に動くと、図5Bに示すように、残存している端縁部55Aはモールド部分52と、モールド部分54F,54Mの間に存する隙間に沿い下側に押し曲げられる。次いで図5Cに示す如くして、端縁部55Aをカールさせて、ロール端縁55の形成を行う。これはモールド部分52,53を互に閉着係合させ、これら部分52,53を上側に移動させることによってこれを行う。これに適した形状の空所59は、モールド部分52,53が上側に向かって動くとき、端縁部55Aにカール状又は丸形の運動を生じさせ、かつ適当な位置で停止する。これによって形成されたロール端縁55は、壁部分4の底部に正しく位置決めされる。次いでモールド部分を分離させ、完成部品とスクラップとを取除く。図5D,5E及び5Fはロール端縁55が最終的に完成され、壁部分4に相対的に正しく位置すること、すなわちロール端縁55が壁部分4に対し、上側、下側或いは同一線上にそれぞれ存することを示す。
本発明のモールド及び形成方法の有利な点は、モールドと多層金属シートと予形成体との間に保護層を用いうることである。この層は蒸発性の油、離型剤又はポリエチレン等の合成樹脂シートであり、これらは形成部品が使用に際し装着される迄残存しても良く、除去して再使用しても良く、又完成部品を型より抜いた後直ちに廃棄しても良い。また同様にして、金属シートと金属フォイル(箔)層の間に、この多層金属板箔のモールド成型中に中間層を設け、これら層間に滑動を生じさせたり、互にシフトさせたりして成型を容易にすることも可能である。一実施例としては、この目的でスプレーを行うか、シートの接着剤を設けるなどしてから、成型を行い、かつこの部分を加熱して接着剤を硬化させ、全部の接着点でなくても大部分の接着点において、これら層間を固着させることができる。このような接着剤で補強した部分は構造上追加の強度を与え、それのみでも強度に耐えたり、かつ追加の音響シールド機能を生ぜしめる。
図6は、図4Dに示す如くのシールド42を、車両60のボディ下側部分に用いる例を示す。このシールド42は、客室コンパートメント パンの下側面に又は床61の下側に機械的装着あるいは接着剤で接着させる。図4Dに示すシールド42又は、本発明により任意の所望形状とした多層シールドは、車両の下側構造の所望部分、又は車両のエンジン コンパーメントの耐熱隔壁その他の部分に使用することができる。本発明によるシールドは車両の一体のボディ又はシャーシの成形のため、その各部に接着剤或は機械的手段で装着するに極めて便利に使用しうる。これは本発明による高効率、軽量、リサイクル可能のシールドが、車両の任意の部分に正確に適合(フィット)しうるからであり、このシールドは車両の任意の個所の断熱及び音響遮断の両方に極めて有利に使用しうる。さらに本発明による多層金属フォイル(箔)シールドは車両のコンパーメントの所望個所に機械的又は接着剤により直接に装着しうることは、形成した多層金属フォイル(箔)シールドと部品の固有の強度を利用しうることを意味し、これは本発明の一層の利点を供する。
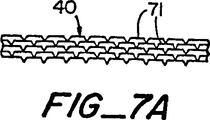
図7は上述の本発明の他の態様の概略説明図であって、この場合にはビーズ状の予形成体(preform)が中間製品として作られ、最終形成又は形状作成過程に移送されて、最終的な所望の設計部品が形成される。本発明のこの実行過程では、間隔を空けた金属層71を含む多層予形成体40が図7Aに示され、この予形成体40はカットされない(図3A参照)ままとすることもできるし、所望の形にカットされる(図3B参照)こともできる。そのとき図7Aの予形成体40は図7Bに記載の領域6中に間隔を空けた層71を含むビーズ状の予形成体70にされて、上記の図5と類似の操作で縁部に沿ってカールされ丸くされ畳まれたビーズ5が形成される。その結果である図7Bのビーズ状の予形成体70は、ほぼ平坦化するか又は他の所望の形とすることができる。図7Bのビーズ状の予形成体70の主な利点は、ビーズ状の予形成体が最小の空間及び体積を利用して最終的な3次元設計部品よりも効率的に貯蔵されたり移送されたりできることである。そのとき図7Bのビーズ状の予形成体70は最終刻印工程で図7Cに記載の最終設計部品とされ、これは間隔を空けた領域6,圧縮又は伸長された領域2,ひだや折り目やうね8の形の皺をつけた領域4,及びビーズ状の領域5を含む。中間的な予形成体、ビーズ状の予形成体、又は部分的に形状が作られる予形成体の形成は、所望なだけ多数の形成ステップに分割できるが、本発明の最良の効率は、特定の製造及び組立て業の要求を満足させる最少数の別々の形成処理ステップにより実現されよう。
上述の開示から本発明の方法で多層金属フォイル(箔)の予形成体を形成して構造的多層金属フォイル(箔)シールドとすることに多数の変形や修正を加え、及びその結果として形成された多層金属フォイル(箔)シールドの多数の設計と実装とが当業者により本発明の精神及び範囲を逸脱すること無く実行できることは明らかであろう。これに関して、金属フォイル(箔)層の素材の選択、種々の層の厚さの選択、金属フォイル(箔)の層の数の選択、所望の領域内の層の間の間隙を与える方法及び実装の選択、シールドの種々の部分に与える伸長や圧縮や重畳の張力の程度の選択、金属フォイル(箔)の層間に置く何らかの素材の選択、等々はすべて本発明の下記の教示の技能の範疇内である。例えば本発明による多層金属フォイル(箔)シールドは、シールド製品の経済性を考慮に入れて、3層から或る特定の応用分野の熱的及び音響的シールドの要求に対し適切なだけ多数の層に至るまでの数の層を含むことができる。しかし典型的には5層ないし9層の金属フォイル(箔)が多くの応用分野で最適とされるであろう。同様に、種々の金属フォイル(箔)層の厚さは、0.0008インチから0.006インチまでの間を変動するが、0.002インチ及び0.005インチの金属フォイル(箔)が多くの応用分野で好適である。金属フォイル(箔)に関して使われる最上部のシート(top sheets)又は防護シートは本発明によるシールド製造の形状作成及び形成方法に適応した任意の所望の厚さとすることができる。最も通常のシールドの分野では、普通は最上部のシート又は防護用外側シートの厚さが0.010インチから約0.050インチまでを好適とする。本発明による形成された多層金属フォイル(箔)シールドで用いられる層の幾つかの典型的な実例は(ミルで表す、1ミル=0.001インチ)10/2/2/2/5; 5/2/2/2/2/5; 8/2/2/2/4/4/8; 30/4/4/2/2/5; 1O/2/2/1O; 5/2/2; 10/2/5; 及び10/2/0.8/0.8/5; である。非箔金属シート構造の実例は1O/8/8/8; 30/10/10/10/30; 8/8/8; 及び50/8/8/10;である。本発明で有用な素材は、最も普通にはアルミニウム及びステンレススチールであるが、他の有用な素材が胴、錫、亜鉛メッキシート、真鍮を含んでいることは当業者には明らかであろう。当業者は、適切な素材及び金属フォイル(箔)の組合せ、特定の用途の金属シートの厚さ、特定の形成工程やモールドの実装、及び使用する特定の金属を容易に選定できるであろう。シールド又はその一部の厚さの全体は、層の数、層の厚さ及び層間のギャップに依存するばかりでなく、最終的な所望の形成される設計部品を供給するための予形成体又はビーズ状の予形成体の形状作成性及び形成性にも依存する。厚さは0.010インチから0.25インチの範囲又はそれより大きい範囲であろう。
上述の開示に従って当業者には、シールド及びその一部は金属フォイル(箔)を用いずに、すなわち0.006インチより厚い金属シートを用いることにより、本発明により作ることができる、ということもまた明らかであろう。そのような構造の実例は、多層金属シートの予形成体に対しここに開示された方法を用いて適切な形成及び形状作成をするように層が選択されるときは、10/7/10; 20/10/10/10; 30/8/8/8; 等を含む。
本発明は熱的及び音響的シールドに関して記述され説明されているけれども、本発明の多層金属シート及びフォイル(箔)構造及び本発明の方法は他の種々の用途、例えば食品の調理及び配膳用諸設備等への用途、をも持つであろう。
【図面の簡単な説明】
図1は、本発明による鍛造整形多層金属フォイルシールドの斜視図、
図2は、図1のシールド部分縦断面図、
図3Aは、本発明による有用な多層金属フォイル予形成体の説明図、
図3Bは、図1のシールドを形成するに使用した予形成体の一部の平面図、
図4Aは、本発明による多層金属フォイルシールド製品を鍛造するプロセスに使用する成形型及び予形成体の説明図、
図4B及び4Cは、図4Aに示した成形型において形成したシールド製品の縦断面図、
図4Dは、図4Aに示した方法で形成したシールドの部分斜視図、
図5A、5B、及び5Cは、単一ストロークのスタンプ加工及び整形加工においてシールド製品に多層金属フォイル端縁にロールを形成するようシールド製品の端縁をカール加工する成形型及び工程の説明図、
図5D,5E及び5Fはロール端縁種々の最終位置を示す説明図、
図6は、本発明によるシールドを車両に適用することを説明する説明図、
図7A,7B及び7Cは本発明によりビード付き中間予形成体を使用することを説明する説明図である。
Claims (24)
- 整形多層金属フォイル構造において、
少なくとも3層の金属シートの積層体であって、このうちの少なくとも2層を0.15mm(0.006インチ)以下の厚さの金属フォイルとし、これら2層の少なくとも一部に互いの層間にギャップを生ずるよう互いに離して配置し、
前記積層体は互いに離れた金属フォイル積層の予形成体から三次元整形し、金属フォイル層の一部を伸張して三次元構造のコーナーを形成し、一体の多層構造にするため金属フォイル層の一部を圧縮して金属フォイルを互いに相互連結し、この形成した三次元構造は、底面をなすベース部分と、このベース部分の周縁から前記コーナーを生ずるよう前記金属フォイル積層を折り曲げるとともに金属フォイル層の一部を圧縮して相互連結する壁部分と、およびこの壁部分の端縁で層を相互連結する端縁部分とを有する構造とし、前記ベース部分では金属フォイル層間にギャップが存在するようにしたことを特徴とする整形多層金属フォイル構造。 - 前記層間の相互連結を折り曲げ加工、巻回加工、リンクル加工、コイル加工、クリンプ加工又はカール加工によって行う請求項1記載の整形多層金属フォイル構造。
- 前記予形成体はエンボス加工した金属フォイルの積層体により構成し、層の伸張部分において、前記エンボスの窪み深さを減少させた請求項1記載の整形多層金属フォイル構造。
- 前記層間の相互連結を、構造の端縁で層を円筒形のロールを形成することによって行う請求項2記載の整形多層金属フォイル構造。
- 前記端縁部分は、円筒形端縁ロールにして互いに相互連結するロール端縁部分により構成した請求項1記載の整形多層金属フォイル構造。
- 多層金属フォイル構造を整形する方法において、
少なくとも3層の金属シートを有し、このうち少なくとも2層の金属シートを0.15mm(0.006インチ)以下の厚さの金属フォイルとし、互いに離した金属フォイル層の積層による多層予形成体を準備し、
また、前記積層した多層予形成体を成形型により三次元形状に形成し、前記多層予形成体の第1部分において層を引張応力の下に配置して伸張し、前記多層予形成体のこの伸張部分を造形して所要の三次元形状のコーナーとして形成し、前記多層予形成体の第2部分において、層を圧縮状態に配置して三次元形状に形成して層を相互連結することによって金属構造に構造的強度を増大させるとともに一体多層金属フォイル構造にし、形成した三次元構造は、底面をなすベース部分と、このベース部分の周縁から前記コーナーを生ずるよう前記金属フォイル積層を折り曲げるとともに金属フォイル層の一部を圧縮して相互連結する壁部分と、およびこの壁部分の端縁で層を相互連結する端縁部分とを有する構造とし、前記ベース部分では金属フォイル層間にギャップが存在するようにした多層金属フォイル構造の整形方法。 - 層の相互連結を、折り曲げ加工、巻回加工、リンクル加工、コイル加工、クリンプ加工、又はカール加工によって行う請求項6記載の方法。
- 前記多層予形成体は、層間にギャップを生ずるエンボス加工、波形加工、又はリンクル加工した金属フォイルの積層体として準備した請求項6記載の方法。
- 金属フォイル層は、構造体の端縁に円筒形のロールを形成することによって相互連結するものとした請求項7記載の方法。
- 前記多層予形成体の一部を伸張してコーナーを形成することにより、構造体のこの部分のエンボス、波形、リンクルの凹凸を減少させた請求項8記載の方法。
- 前記多層予形成体は部分的に1回の形成工程で整形し、次に最終構造を第2形成工程で整形する請求項6記載の方法。
- 部分的に整形する前記多層予形成体は、端縁部分に折り曲げ加工、ロール形成加工、リンクル加工、コイル加工、クリンプ加工又はカール加工を施してビード予形成部とした請求項11記載の方法。
- 前記多層予形成体は単独の整形工程又はスタンプ工程で最終構造に形成した請求項6記載の方法。
- 少なくとも3層の金属シートを有し、このうちの少なくとも2層を0.15mm(0.006インチ)以下の厚さの金属フォイルとし、一体構造に形成し、構造の一部には層を互いに離すようにしたスペーサによってギャップを生じ、構造の一部において、層を圧縮及び相互連結し、層間のギャップを排除するようにした多層金属フォイル構造において、
金属層間にギャップが存在するベース部分と、
このベース部分の平面に対して隣接かつ角度をなし、プリーツを付けた又は折り曲げた壁部分と、
前記ベース部分と壁部分との間のコーナー部分であって、金属層に引張力又は伸張力を加えて前記ベース部分の平面と前記壁部分の平面との間に生ぜしめたコーナー部分と、
前記ベース部分又は前記壁部分に隣接し、層を相互連結する端縁部分と
よりなることを特徴とする多層金属フォイル構造。 - 少なくとも4個の金属フォイルの層により構成した請求項14記載の多層金属フォイル構造。
- 車体又はシャーシ部分に熱又は音響シールドを配置する車両であって、鍛造した整形多層金属構造によって前記熱又は音響シールドを構成した車両において、
少なくとも3層の金属シートを有し、このうちの少なくとも2層を0.15mm(0.006インチ)以下の厚さの金属フォイルとし、層の少なくとも一部を層間のギャップによって互いに離すようにした積層体を具え、
前記積層体は、互いに離した金属フォイル層の積層の予形成体から三次元形成し、金属フォイル層の一部を伸張して三次元構造にコーナーを形成し、また金属フォイル層の一部を圧縮して金属フォイル層を相互連結し、一体の多層金属構造にし、これにより、形成した三次元構造は、底面をなすベース部分と、このベース部分の周縁から前記コーナーを生ずるよう前記金属フォイル積層を折り曲げるとともに金属フォイル層の一部を圧縮して相互連結する壁部分と、およびこの壁部分の端縁で層を相互連結する端縁部分とを有する構造とし、前記ベース部分では金属フォイル層間にギャップが存在するようにした
ことを特徴とする車両。 - 整形多層金属シート構造において、
少なくとも3層の金属シートを有し、このうちの少なくとも2層を0.15mm(0.006インチ)以下の厚さの金属フォイルとし、層の少なくとも一部を層間のギャップによって互いに離すようにした積層体を具え、
前記積層体は、互いに離した金属フォイル層の積層の予形成体から三次元形成し、金属フォイル層の一部を伸張して三次元構造にコーナーを形成し、また金属フォイル層の一部を圧縮して金属フォイル層を相互連結し、一体の多層金属構造にし、これにより、形成した三次元構造は、底面をなすベース部分と、このベース部分の周縁から前記コーナーを生ずるよう前記金属フォイル積層を折り曲げるとともに金属フォイル層の一部を圧縮して相互連結する壁部分と、およびこの壁部分の端縁で層を相互連結する端縁部分とを有する構造とし、前記ベース部分では金属フォイル層間にギャップが存在するようにした
ことを特徴とする整形多層金属シート構造。 - 前記層の端縁部分に折り曲げ加工、ロール形成加工、リンクル加工、コイル加工、クリンプ加工、又はカール加工を施すことによって層を相互連結した請求項17記載の構造。
- 多層金属シート構造を整形する方法において、
それぞれ0.15mm(0.006インチ)以上の厚さを有する少なくとも3層の金属シートの積層による多層予形成体を準備し、
また、前記積層した多層予形成体を成形型により三次元形状に形成し、前記多層予形成体の第1部分において層を引張応力の下に配置して伸張し、前記多層予形成体のこの伸張部分を造形して所要の三次元形状のコーナーとして形成し、前記多層予形成体の第2部分において、層を圧縮状態に配置して三次元形状に形成して層を相互連結することによって金属構造に構造的強度を増大させるとともに一体多層金属フォイル構造にし、形成した三次元構造は、底面をなすベース部分と、このベース部分の周縁から前記コーナーを生ずるよう前記金属フォイル積層を折り曲げるとともに金属フォイル層の一部を圧縮して相互連結する壁部分と、およびこの壁部分の端縁で層を相互連結する端縁部分とを有する構造とし、前記ベース部分では金属フォイル層間にギャップが存在するようにした多層金属シート構造の整形方法。 - 層の相互連結を、折り曲げ加工、巻回加工、リンクル加工、コイル加工、クリンプ加工、又はカール加工によって行う請求項19記載の方法。
- 前記多層予形成体は部分的に1回の形成工程で整形し、次に最終構造を第2形成工程で整形する請求項20記載の方法。
- 部分的に整形した前記多層予形成体の端縁部分において金属層に折り曲げ加工、ロール形成加工、リンクル加工、コイル加工、クリンプ加工、又はカール加工を加え、ビード付きの前記多層予形成体を形成する請求項21に記載の方法。
- それぞれ0.15mm(0.006インチ)以上の厚さを有する少なくとも3層の金属シートの積層で単一構造体を形成し、この構造体の一部に層間にギャップを生ずるよう層を互いに離して保持するスペーサを設け、また前記構造体の一部に層を圧縮して互いに相互連結し、前記ギャップを排除する多層金属シート構造体において、
前記金属層間にギャップを有する底部部分と、
この底部部分に隣接しかつ底部部分の平面に対して角度をなし、しわ寄せ又は折り曲げ加工をした壁部分と、
前記底部部分と前記壁部分との間に位置し、前記金属層に張力を加えるか伸張させ、前記底部部分の平面と前記壁部分の平面との間に角部を生ずるコーナー部分と、
前記底部部分又は壁部分に隣接して金属層を相互連結する端縁部分と
を具えたことを特徴とする多層金属シート構造体。 - 少なくとも4層の金属シートよりなる請求項23記載の多層金属シート構造体。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/871,275 | 1997-06-09 | ||
| US08/871,275 US5958603A (en) | 1997-06-09 | 1997-06-09 | Shaped multilayer metal foil shield structures and method of making |
| US6948097P | 1997-12-15 | 1997-12-15 | |
| US60/069,480 | 1997-12-15 | ||
| PCT/US1998/011309 WO1998056573A1 (en) | 1997-06-09 | 1998-06-05 | Shaped multilayer metal foil shield structures and method of making |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002503166A JP2002503166A (ja) | 2002-01-29 |
| JP2002503166A5 JP2002503166A5 (ja) | 2005-12-22 |
| JP4451500B2 true JP4451500B2 (ja) | 2010-04-14 |
Family
ID=26750123
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP50276099A Expired - Lifetime JP4451500B2 (ja) | 1997-06-09 | 1998-06-05 | 整形多層金属フォイル構造及びその形成方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US6276044B1 (ja) |
| JP (1) | JP4451500B2 (ja) |
| CN (1) | CN1128711C (ja) |
| AU (1) | AU724423B2 (ja) |
| BR (1) | BR9809999A (ja) |
| CA (1) | CA2297463C (ja) |
| CH (1) | CH693926A5 (ja) |
| DE (2) | DE29810330U1 (ja) |
| FR (1) | FR2764234B1 (ja) |
| GB (1) | GB2326118B (ja) |
| IE (1) | IE980432A1 (ja) |
| IT (1) | IT1301937B1 (ja) |
| MX (1) | MXPA99011565A (ja) |
| WO (1) | WO1998056573A1 (ja) |
Families Citing this family (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5939212A (en) * | 1997-06-09 | 1999-08-17 | Atd Corporation | Flexible corrugated multilayer metal foil shields and method of making |
| WO1998056576A1 (en) * | 1997-06-09 | 1998-12-17 | Atd Corporation | Flexible corrugated multilayer metal foil shields and method of making |
| CA2297463C (en) * | 1997-06-09 | 2006-12-12 | Atd Corporation | Shaped multilayer metal foil shield structures and method of making |
| US5845805A (en) | 1998-01-08 | 1998-12-08 | Atd Corporation | Baking pan system |
| FR2775249B1 (fr) * | 1998-02-26 | 2000-05-05 | Soc Et Et De Const Aero Navale | Paroi notamment pour structure aeronautique et procede pour la realisation d'une telle paroi |
| DE19926143A1 (de) * | 1999-06-09 | 2000-12-14 | Volkswagen Ag | Verfahren zur Applizierung dreidimensional verformter Folien auf komplexen Oberflächen |
| DE19948151A1 (de) * | 1999-10-07 | 2001-04-12 | Volkswagen Ag | Verfahren zum Herstellen dreidimensionaler Strukturen |
| DE19958146A1 (de) * | 1999-12-03 | 2001-06-07 | Volkswagen Ag | Verfahren zur Herstellung von dreidimensionalen Körpern |
| US6823571B1 (en) * | 2000-01-24 | 2004-11-30 | Atd Corporation | Apparatus and method for manufacture of multilayer metal products |
| BR0110777A (pt) * | 2000-05-12 | 2004-07-06 | Atd Corp | Estrutura de múltiplos compartimentos para isolamento e outros materiais |
| US6675452B2 (en) * | 2000-07-11 | 2004-01-13 | Richard A. Smith | Method of enabling the nesting of metal units |
| US6751836B2 (en) * | 2000-07-11 | 2004-06-22 | Richard A. Smith | Method of enabling the spacing of metal units |
| KR20020028233A (ko) * | 2000-10-09 | 2002-04-17 | 이계안 | 제품 패널 성형방법 |
| DE10107040A1 (de) * | 2001-02-17 | 2002-08-29 | Zeuna Staerker Kg | Kraftfahrzeug-Schalldämpfer |
| US6626507B2 (en) * | 2001-07-09 | 2003-09-30 | Hewlett-Packard Development Company, L.P. | Fire shield for air ventilation holes of a computer chassis |
| US6647715B2 (en) * | 2001-11-30 | 2003-11-18 | Van-Rob Stampings Inc. | Heat shield for an exhaust system of an internal combustion engine |
| US6605339B1 (en) * | 2001-12-19 | 2003-08-12 | Sandia Corporation | Micro heat barrier |
| JP2004264374A (ja) * | 2003-02-24 | 2004-09-24 | Kobe Steel Ltd | 薄膜を用いた吸音構造 |
| US7243523B2 (en) * | 2003-03-19 | 2007-07-17 | Richard Smith | Metal unit nesting machine |
| DE10316506A1 (de) * | 2003-04-09 | 2004-11-18 | Schott Glas | Lichterzeugende Vorrichtung mit Reflektor |
| CH696310A5 (de) * | 2003-05-06 | 2007-03-30 | Erbengemeinschaft Tibor Nemeth | Mehrlagiges Wärmeabschirmblech. |
| US6966402B2 (en) * | 2003-06-02 | 2005-11-22 | Dana Corporation | Acoustical heat shield |
| WO2005015145A1 (en) * | 2003-07-18 | 2005-02-17 | Sound Solutions Gb Limited | Sound-deadening materials |
| DE20319319U1 (de) * | 2003-12-12 | 2005-04-28 | Carcoustics Tech Center Gmbh | Schallabsorbierendes Hitzeschild |
| DE102004023547A1 (de) * | 2004-05-13 | 2005-12-08 | Daimlerchrysler Ag | Bauteil |
| JP4211722B2 (ja) * | 2004-10-07 | 2009-01-21 | トヨタ自動車株式会社 | トーションビーム式サスペンション装置 |
| DE102004061826B4 (de) | 2004-12-22 | 2011-04-07 | Federal-Mogul Sealing Systems Gmbh | Abschirmelement für Kraftfahrzeuge |
| WO2006069756A1 (de) * | 2004-12-23 | 2006-07-06 | Thermamax Hochtemperaturdämmungen GmbH | Dämmelement |
| DE102005007645A1 (de) * | 2005-02-19 | 2006-08-24 | Dr.Ing.H.C. F. Porsche Ag | Verfahren zum Herstellen eines Kraftfahrzeug- Ausstattungsteils |
| US20060194025A1 (en) * | 2005-02-28 | 2006-08-31 | Ernest Oxenknecht | Multi-layer dimpled heat shields |
| DE102005012749A1 (de) * | 2005-03-19 | 2006-09-21 | Elringklinger Ag | Strukturbauteil, insbesondere Abschirmteil |
| DE102005013311A1 (de) * | 2005-03-22 | 2006-10-05 | Federal-Mogul Sealing Systems Gmbh | Abschirmelement für Kraftfahrzeuge |
| US20060283657A1 (en) * | 2005-06-15 | 2006-12-21 | York International Corporation | Perforated foamed panel for air handling units |
| ATE388310T1 (de) * | 2005-10-11 | 2008-03-15 | Reinz Dichtungs Gmbh | Hitzeschild in sandwich-bauweise |
| US7851069B2 (en) * | 2005-11-18 | 2010-12-14 | Federal Mogul World-Wide, Inc. | Heat shield with integral attachment flanges |
| DE202006001654U1 (de) * | 2006-02-02 | 2006-03-30 | Rieter Technologies Ag | Schallabsorbierendes Isolationsteil mit Verfestigungsprägungen |
| DE102006008782A1 (de) * | 2006-02-24 | 2007-08-30 | Arvinmeritor Emissions Technologies Gmbh | Abgasleitungssystem |
| DE102006029087A1 (de) * | 2006-06-24 | 2008-01-03 | Elringklinger Ag | Strukturbauteil, insbesondere Abschirmteil in Form eines Hitzeschildes |
| US20100035078A1 (en) * | 2007-01-11 | 2010-02-11 | Staudt Eric K | Embossed thermal shield and methods of construction and installation |
| WO2008096515A1 (ja) * | 2007-02-07 | 2008-08-14 | Mitsubishi Electric Corporation | 遮熱体製造方法 |
| EP2019193A1 (de) * | 2007-07-26 | 2009-01-28 | Reinz-Dichtungs-Gmbh | Hitzeschild |
| EP2022957B1 (de) * | 2007-07-26 | 2010-04-21 | Reinz-Dichtungs-Gmbh | Verfahren zur Herstellung eines Hitzeschildes |
| US20090297874A1 (en) * | 2007-12-27 | 2009-12-03 | Finn Bruce L | Corrugated aluminum foil board |
| US20090197044A1 (en) * | 2008-02-04 | 2009-08-06 | Pelzer Acoustic Products, Llc | Absorptive Heat Shield |
| JP5297457B2 (ja) * | 2008-07-17 | 2013-09-25 | 名古屋油化株式会社 | 緩衝吸音材および吸音構造 |
| MY147917A (en) * | 2008-11-19 | 2013-01-31 | Yutaka Giken Co Ltd | Exhaust component cover |
| DE102009021621A1 (de) * | 2009-05-16 | 2010-11-18 | Lydall Gerhardi Gmbh & Co.Kg | Schallabsorbierendes Hitzeschild |
| US8424805B2 (en) | 2009-10-07 | 2013-04-23 | Donald Smith | Airfoil structure |
| DE102011002650B4 (de) * | 2011-01-13 | 2023-12-07 | Ford Global Technologies, Llc | Kraftfahrzeug |
| DE102011006145A1 (de) * | 2011-03-25 | 2012-09-27 | Federal-Mogul Sealing Systems Gmbh | Verbundmaterial mit Prägung und Mikroperforierung |
| FR2987009B1 (fr) * | 2012-02-20 | 2014-03-07 | Cera | Ecran de protection acoustique et thermique pour vehicule automobile |
| CN102615864B (zh) * | 2012-04-06 | 2014-09-17 | 山东起凤建工股份有限公司 | 一种复层隔热材料及其制造方法 |
| JP5872109B2 (ja) * | 2012-05-18 | 2016-03-01 | 崔學君 | 周辺接続となる遮熱保護部品を生産する新しい方法 |
| WO2014008507A2 (en) | 2012-07-06 | 2014-01-09 | C&D Zodiac, Inc. | Aircraft interior panel with acoustic materials |
| CN102873157A (zh) * | 2012-10-26 | 2013-01-16 | 苏州银艺文化发展有限公司 | 一种贵金属碗的制作方法 |
| US9790836B2 (en) | 2012-11-20 | 2017-10-17 | Tenneco Automotive Operating Company, Inc. | Loose-fill insulation exhaust gas treatment device and methods of manufacturing |
| US9316430B2 (en) * | 2013-01-14 | 2016-04-19 | Fairlane Industries Inc. | Thermal insulating material |
| EP2958746A2 (en) | 2013-02-22 | 2015-12-30 | Interface Performance Materials, Inc. | Lightweight thermal shield |
| CN104994971B (zh) * | 2013-02-26 | 2018-01-19 | 日产自动车株式会社 | 薄板状基材的成形方法及成形装置 |
| CN105637604B (zh) * | 2013-03-06 | 2018-11-30 | 伊顿电气Ip两合公司 | 安装设备中的冷却设备的板堆 |
| JP6294068B2 (ja) * | 2013-12-19 | 2018-03-14 | 株式会社ユタカ技研 | 排気系部品の遮熱カバー及びその製造方法 |
| KR101461919B1 (ko) * | 2013-12-31 | 2014-11-19 | 현대자동차 주식회사 | 다층 복합 판재 |
| US10113471B2 (en) | 2013-12-31 | 2018-10-30 | Hyundai Motor Company | Multilayer composite panel |
| JP6245051B2 (ja) * | 2014-04-18 | 2017-12-13 | 株式会社Apj | 遮熱板 |
| JP6225083B2 (ja) * | 2014-08-05 | 2017-11-01 | 矢崎総業株式会社 | 外装チューブ製造用金型及び外装チューブ製造方法 |
| FR3024689B1 (fr) * | 2014-08-06 | 2017-12-01 | Peugeot Citroen Automobiles Sa | Ecran thermique de ligne d’echappement de vehicule automobile |
| DE202014006987U1 (de) * | 2014-09-01 | 2015-09-03 | Reinz-Dichtungs-Gmbh | Hitzeschild und mit einem derartigen Hitzeschild abgeschirmtes Bauteil |
| US9586344B2 (en) * | 2014-09-03 | 2017-03-07 | The Boeing Company | Method and system of forming a releasable support and method of pre-cure removal of a composite laminate |
| GB2532936B (en) * | 2014-12-01 | 2017-11-15 | Gurit (Uk) Ltd | Laminated moulded parts and manufacture thereof |
| US10978763B2 (en) | 2015-01-22 | 2021-04-13 | Ford Global Technologies, Llc | Battery pack cover for an electrified vehicle |
| MX2017015498A (es) * | 2015-06-02 | 2018-02-19 | Lydall Inc | Proteccion termica con miembro de cierre. |
| US20170072657A1 (en) * | 2015-09-16 | 2017-03-16 | Bradford Company | Opposing-foil panel having zones devoid of interconnecting structures |
| DE102016106125A1 (de) * | 2016-04-04 | 2017-10-05 | Faurecia Emissions Control Technologies, Germany Gmbh | Isoliervorrichtung für eine Abgasanlage, Abgasanlage und Verfahren zur Herstellung einer Isoliervorrichtung |
| CN105965997A (zh) * | 2016-07-04 | 2016-09-28 | 无锡联创薄板有限公司 | 一种高强度抗压镀锌板 |
| US10086981B2 (en) * | 2016-09-28 | 2018-10-02 | Hfa, Inc. | Method of manufacturing an improved disposable lid |
| US10431791B2 (en) * | 2016-11-01 | 2019-10-01 | Ford Global Technologies, Llc | Traction battery pack shield and shielding method |
| US10381621B2 (en) * | 2016-11-01 | 2019-08-13 | Ford Global Technologies, Llc | Traction battery energy absorbing method and assembly |
| US10539375B2 (en) | 2018-01-30 | 2020-01-21 | Dana Automotive Systems Group, Llc | Dimpled heat shield |
| US10400839B1 (en) * | 2018-03-12 | 2019-09-03 | Goodrich Corporation | Aircraft brake heat shield |
| FR3080547B1 (fr) * | 2018-04-27 | 2020-04-24 | Gaztransport Et Technigaz | Dispositif de pliage pour former une ondulation dans une tole metallique |
| US11155056B2 (en) * | 2019-04-08 | 2021-10-26 | The Boeing Company | Methods of making laminated metallic structures |
| CN109941208A (zh) * | 2019-04-25 | 2019-06-28 | 张家港润盛科技材料有限公司 | 一种汽车发动机隔热消音铝罩 |
| DE102019133112A1 (de) * | 2019-12-05 | 2021-06-10 | Ford Global Technologies Llc | Befestigungsvorrichtung zur Befestigung einer Komponente zur Abgasnachbehandlung eines Verbrennungsmotors |
| FR3113170A1 (fr) * | 2020-07-31 | 2022-02-04 | Airbus Operations | Matériau acoustique en bande à bride intégrée, et paroi interne d’une entrée d’air d’aéronef réalisée avec ce matériau |
| US11767905B2 (en) | 2020-08-07 | 2023-09-26 | Ami Industries, Inc. | Laminated rack assembly for powered motion of aircraft seats |
| CN112195442B (zh) * | 2020-09-16 | 2022-08-19 | 苏州方昇光电股份有限公司 | 一种聚热罩的束源结构 |
| FR3122133A1 (fr) * | 2021-04-27 | 2022-10-28 | Psa Automobiles Sa | Ecran thermique dans un vehicule automobile |
| CN113996693B (zh) * | 2021-11-15 | 2022-11-15 | 燕山大学 | 一种电机铁芯制备的方法 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2466859A (en) | 1949-04-12 | Oven liner | ||
| US1934174A (en) | 1925-11-23 | 1933-11-07 | Int Alfol Mij Nv | Heat insulation for air spaces |
| US1987798A (en) | 1931-05-19 | 1935-01-15 | Ruppricht Siegfried | Thermal insulating material |
| US2045733A (en) | 1931-10-16 | 1936-06-30 | Wood Conversion Co | Insulation structure |
| US2180373A (en) | 1937-10-29 | 1939-11-21 | Alfol Insulation Company Inc | Heat insulating panel |
| US3152033A (en) | 1960-06-17 | 1964-10-06 | Little Inc A | Insulating assembly |
| US3509990A (en) | 1961-11-17 | 1970-05-05 | Continental Can Co | Stack of joined thermoplastic sheets |
| FR1378150A (fr) | 1963-09-18 | 1964-11-13 | Comp Generale Electricite | Dispositif d'isolation thermique |
| US3801419A (en) | 1971-07-20 | 1974-04-02 | Munters Ab Carl | Corrugated sheet member with a reinforcing edge extending lengthwise of the corrugations |
| GB1491206A (en) | 1973-11-08 | 1977-11-09 | Atomic Energy Authority Uk | Catalyst bodies |
| US3981689A (en) | 1974-10-15 | 1976-09-21 | Hitco | Insulator |
| US4074495A (en) | 1975-05-27 | 1978-02-21 | Bodnar Ernest R | Sheet metal panel |
| SE7508256L (sv) | 1975-07-18 | 1977-01-19 | Munters Ab Carl | Sett att framstella en vermevexlarkorpp for rekuperativa vexlare |
| US4251598A (en) | 1978-09-11 | 1981-02-17 | Transco, Inc. | Reflective insulative panel |
| US4394410A (en) | 1980-02-13 | 1983-07-19 | Osrow Products Company, Inc. | Disposable foil broiling sheet |
| US4337565A (en) | 1980-03-10 | 1982-07-06 | Michael Diana | Disposable cooking utensils |
| US4559205A (en) | 1983-02-28 | 1985-12-17 | General Motors Corporation | Catalytic converter substrate and retainer assembly |
| US4776139A (en) * | 1984-09-04 | 1988-10-11 | Lockwood David N | Building panels |
| US4576800A (en) | 1984-09-13 | 1986-03-18 | Camet, Inc. | Catalytic converter for an automobile |
| US4794052A (en) | 1985-01-04 | 1988-12-27 | Morrison Marlene C | Disposable broiler pan and material for forming same |
| JPS6237518A (ja) | 1985-08-12 | 1987-02-18 | Nissin Electric Co Ltd | 回転運動伝達機構 |
| US4687697A (en) | 1985-09-11 | 1987-08-18 | Lydall, Inc. | Composite having improved transverse structural integrity and flexibility for use in high temperature environments |
| JPS63503131A (ja) | 1986-04-24 | 1988-11-17 | フオリエンバルツベルク・ブリユーダー・タイヒ・アクチエンゲゼルシヤフト | 包装のための複合ホイルとその使用 |
| US4810588A (en) | 1988-05-24 | 1989-03-07 | W. R. Grace & Co.-Conn. | Nonnesting, straight corrugation metal foil and method for making same |
| CA2057016C (en) | 1989-05-30 | 2001-02-27 | G. William Ragland | Heat barrier laminate |
| US4971216A (en) | 1989-10-25 | 1990-11-20 | Packaging Corporation Of America | Disposable cooking utensil |
| CH680918A5 (ja) | 1990-01-22 | 1992-12-15 | Matec Holding | |
| US5111577A (en) * | 1990-01-22 | 1992-05-12 | Atd Corporation | Pad including heat sink and thermal insulation areas |
| ATE94811T1 (de) * | 1990-01-22 | 1993-10-15 | Atd Corp | Kissenartig geformtes gebilde mit waermeleitzonen und thermischen isolierzonen und verformbares laminat. |
| US5011743A (en) | 1990-01-22 | 1991-04-30 | Atd Corporation | Pad including heat sink and thermal insulation areas |
| US5029721A (en) | 1990-06-22 | 1991-07-09 | Packaging Corporation Of America | Disposable cooking utensil |
| US5158814A (en) | 1991-04-04 | 1992-10-27 | Hose Master, Inc. | Flexible metal conduit and method of making the same |
| US5408071A (en) | 1992-06-11 | 1995-04-18 | Atd Corporation | Electric heater with heat distributing means comprising stacked foil layers |
| GB9217795D0 (en) * | 1992-08-21 | 1992-10-07 | T & N Technology Ltd | Heat shields |
| US5503062A (en) | 1994-01-05 | 1996-04-02 | Penny Plate, Inc. | Wire support and inner rack for thin aluminum roasting pan |
| US5424139A (en) | 1994-01-10 | 1995-06-13 | Lydall, Inc. | Metal heat insulator |
| US5524406A (en) * | 1994-03-24 | 1996-06-11 | Atd Corporation | Insulating apparatus and method for attaching an insulating pad to a support |
| US5670264A (en) * | 1994-05-10 | 1997-09-23 | Shertech, Inc. | Thermal barrier |
| US5582389A (en) | 1994-06-21 | 1996-12-10 | Greene; David N. | Disposable cooking utensil |
| US5792539A (en) * | 1996-07-08 | 1998-08-11 | Oceaneering International, Inc. | Insulation barrier |
| GB2316028B (en) * | 1996-08-10 | 1999-04-07 | T & N Technology Ltd | Heat shield panel |
| GB2316027B (en) * | 1996-08-10 | 1999-04-07 | T & N Technology Ltd | Forming a composite panel |
| US6041595A (en) | 1997-01-10 | 2000-03-28 | Turbodyne Systems, Inc. | Thermal insulation for the exhaust manifold for reducing passive formation of NOx and reduction of unburned hydrocarbons in the exhaust gas |
| US5939212A (en) | 1997-06-09 | 1999-08-17 | Atd Corporation | Flexible corrugated multilayer metal foil shields and method of making |
| CA2297463C (en) * | 1997-06-09 | 2006-12-12 | Atd Corporation | Shaped multilayer metal foil shield structures and method of making |
| US5958603A (en) * | 1997-06-09 | 1999-09-28 | Atd Corporation | Shaped multilayer metal foil shield structures and method of making |
-
1998
- 1998-06-05 CA CA002297463A patent/CA2297463C/en not_active Expired - Fee Related
- 1998-06-05 AU AU79533/98A patent/AU724423B2/en not_active Ceased
- 1998-06-05 JP JP50276099A patent/JP4451500B2/ja not_active Expired - Lifetime
- 1998-06-05 US US09/092,631 patent/US6276044B1/en not_active Expired - Lifetime
- 1998-06-05 MX MXPA99011565A patent/MXPA99011565A/es not_active IP Right Cessation
- 1998-06-05 BR BR9809999-0A patent/BR9809999A/pt not_active Application Discontinuation
- 1998-06-05 CN CN98807196A patent/CN1128711C/zh not_active Expired - Fee Related
- 1998-06-05 WO PCT/US1998/011309 patent/WO1998056573A1/en active IP Right Grant
- 1998-06-08 GB GB9812321A patent/GB2326118B/en not_active Expired - Fee Related
- 1998-06-08 IE IE19980432A patent/IE980432A1/en not_active IP Right Cessation
- 1998-06-09 CH CH01262/98A patent/CH693926A5/de not_active IP Right Cessation
- 1998-06-09 DE DE29810330U patent/DE29810330U1/de not_active Expired - Lifetime
- 1998-06-09 DE DE19825762A patent/DE19825762A1/de not_active Withdrawn
- 1998-06-09 FR FR9807217A patent/FR2764234B1/fr not_active Expired - Fee Related
- 1998-06-09 IT IT1998MI001308A patent/IT1301937B1/it active IP Right Grant
-
2000
- 2000-11-10 US US09/710,100 patent/US6451447B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002503166A (ja) | 2002-01-29 |
| CN1264333A (zh) | 2000-08-23 |
| CA2297463C (en) | 2006-12-12 |
| MXPA99011565A (es) | 2004-09-01 |
| GB2326118A (en) | 1998-12-16 |
| AU7953398A (en) | 1998-12-30 |
| CN1128711C (zh) | 2003-11-26 |
| GB9812321D0 (en) | 1998-08-05 |
| CH693926A5 (de) | 2004-04-30 |
| FR2764234A1 (fr) | 1998-12-11 |
| ITMI981308A1 (it) | 1999-12-09 |
| IT1301937B1 (it) | 2000-07-20 |
| AU724423B2 (en) | 2000-09-21 |
| GB2326118B (en) | 2001-05-09 |
| DE29810330U1 (de) | 1998-09-24 |
| DE19825762A1 (de) | 1998-12-10 |
| CA2297463A1 (en) | 1998-12-17 |
| BR9809999A (pt) | 2001-08-28 |
| WO1998056573A1 (en) | 1998-12-17 |
| US6451447B1 (en) | 2002-09-17 |
| US6276044B1 (en) | 2001-08-21 |
| FR2764234B1 (fr) | 2006-12-08 |
| IE980432A1 (en) | 2000-07-26 |
| WO1998056573A9 (en) | 2000-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4451500B2 (ja) | 整形多層金属フォイル構造及びその形成方法 | |
| US5958603A (en) | Shaped multilayer metal foil shield structures and method of making | |
| US5901428A (en) | Method for manufacturing a heat shield | |
| US6207293B1 (en) | Flexible corrugated multilayer metal foil shields and method of making | |
| JP2774072B2 (ja) | 自動車ヘッドライナーパネル及びその製法 | |
| GB2252073A (en) | Mouldable composite panel | |
| HU223077B1 (hu) | Rétegelten kialakított hőelvezető és hőelnyelő betét és eljárás a betét kialakítására | |
| CN1745004A (zh) | 吸声的热屏 | |
| JP4787948B2 (ja) | 可撓性波形多層金属箔シールド及びその製造方法 | |
| JP3176822B2 (ja) | ライニング被着金属部材とその製造方法 | |
| JP2740195B2 (ja) | 波形中芯を有する板状部材 | |
| KR101239723B1 (ko) | 자동차용 8자형 히트스크린 및 그 제조방법 | |
| JP4469899B2 (ja) | 複合成形体の製造方法 | |
| JP2019078394A (ja) | 積層構造及びそれを用いた衝撃吸収体 | |
| WO1996038295A1 (en) | Bonded panel structures | |
| JPH074197U (ja) | 自動車用成形天井 | |
| JPH07177946A (ja) | 車両用のシートクッションフレーム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050601 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050601 |
|
| A72 | Notification of change in name of applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A721 Effective date: 20080124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080219 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080516 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080623 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090804 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091022 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100112 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100128 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130205 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140205 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |