JP4410943B2 - チューブ製袋包装製品を製造するための装置 - Google Patents
チューブ製袋包装製品を製造するための装置 Download PDFInfo
- Publication number
- JP4410943B2 JP4410943B2 JP2000589339A JP2000589339A JP4410943B2 JP 4410943 B2 JP4410943 B2 JP 4410943B2 JP 2000589339 A JP2000589339 A JP 2000589339A JP 2000589339 A JP2000589339 A JP 2000589339A JP 4410943 B2 JP4410943 B2 JP 4410943B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- forming
- crease
- packaging material
- seam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/207—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web advancing continuously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2014—Tube advancing means
- B65B9/2028—Rollers or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2042—Means for altering the cross-section of the tube filling opening prior to transversal sealing, e.g. tube spreading devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/213—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/008—Stiffening or reinforcing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8133—Applying the closure elements in the cross direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/12—Creating additional longitudinal welds on horizontal or vertical form fill seal [FFS] machines for stiffening packages or for creating package edges
Description
背景技術
本発明は、請求項1の上位概念に記載の形式のチューブ製袋包装製品を製造するための装置に関する。このような装置は、ヨーロッパ特許庁特許0627355号明細書によって公知である。公知の装置では、成形管の、丸みを付けられた縦方向縁部に、半径方向外向きに位置する拡開エレメントが固定されていて、該拡開エレメントの周囲において、前もって縦方向ヒートシールされたチューブの側壁が、該側壁の平面から外側に向かって湾曲される。次いでチューブの側壁の、外側に向かって湾曲された領域に、チューブ製袋包装製品の補強に用いられる付加的な縦シームがヒートシールされる。したがってチューブ製袋包装製品の、外側に向かって湾曲される領域の成形は、成形管の側から、すなわちチューブ内側から外側に向かって行われる。
【0002】
さらにドイツ連邦共和国特許第1113174号明細書によって、1つまたは2つの包装材料ウェブの外側にブロック状の成形エレメントを配置することが公知であり、この成形エレメントは包装材料ウェブを搬送する方向で、横断面が変化する成形薄板と共に協働して、チューブ製袋包装製品の溶着したい角隅領域を外側から包装材料ウェブに形成する。この解決手段によれば、単数または複数の包装材料ウェブに、搬送方向に対して横方向の、引張り応力が生ぜしめられないかまたはほとんど生ぜしめられないという利点がある。しかしながらこのような手段は、チューブを形成するための成形肩部を有するチューブ製袋製造器ではどのようにして使用されるか記載されていない。
【0003】
発明の利点
これに対して、本発明による、請求項1記載の特徴を備えたチューブ製袋包装製品を製造するための装置は、包装製品材料に大きな負荷をかけないで、つまり包装材料ウェブに大きな応力を生ぜしめることなしに、補強シームをチューブ製袋包装製品の角隅領域に、比較的簡単に構成された装置によって形成することができるという利点を有している。この場合、補強シームはチューブ製袋包装製品の側壁の延長部分として形成されている。
【0004】
本発明による、チューブ製袋包装製品を製造するための装置における別の利点および有利な構成は従属請求項および実施例の説明から明らかである。
【0005】
実施例の説明
次に本発明の実施例を図示し、詳しく説明する。
【0006】
図1には、チューブ製包装製品1を製造するための装置が符号10で示されている。ほぼ方形の横断面を有するチューブ製包装製品1は、上方および下方の端部において、それぞれ横方向シーム2によって閉鎖されている。さらにチューブ製包装製品1のそれぞれ4つの角隅領域に、チューブ製包装製品1の縦方向に延び、かつ広幅側壁4,7の延長部分として配置された補強縁部3が形成されている。さらにチューブ製包装製品1の広幅側壁4にはひれ状の縦方向シーム6(図7〜9)が配置されており、この縦方向シーム6とは反対側の広幅側壁7の内側には、それ自体公知の、反復閉鎖部材(Wiederverschluss)として働くいわゆるファスナストリップ8が配置されている。このファスナストリップ8は、チューブ製包装製品1が完成した状態で、チューブ製包装製品1の頭部領域における上方の横方向シーム2の下方に設けられている。
【0007】
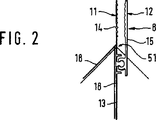
それ自体公知のファスナストリップ8は、互いに協働する2つの部分11,12から成っており、これらの部分11,12のうち、一方の部分11は他方の部分12とは向かい合う側を延び、かつ第1のヒートシール領域13および第2のヒートシール領域14を備えて構成されている。他方の部分12も同様にヒートシール領域15を有している(図2)。補強縁部3を除いたチューブ製包装製品1の幅に相応するように長さをカットされたファスナストリップ8は、第1のシール領域13において、チューブ製包装製品1の長さに相応する間隔をおいて、ヒートシール可能な包装材料ウェブ18上に前もって固定される。この固定がどのように行われるかは、たとえばドイツ連邦共和国特許出願公開第29808817号明細書に記載されている。そのようにして準備された、図示していない貯えロール(Vorratsrolle)から引き出された包装材料ウェブ18は、装置10の変向ローラ19を介して供給される。
【0008】
装置10は成形肩部20を有しており、この成形肩部20によって扁平な包装材料ウェブ18はチューブ9に変形される。成形肩部20は成形兼充填管21を取り囲んでおり、この成形兼充填管21は上方の端部において、充填物ホッパ22を支持している。実施例では、成形兼充填管21はその全長にわたって、チューブ製包装製品1の横断面に相応する方形の横断面形状を有し、かつ丸みを付けられた縦方向縁部23を備えている。さらに成形兼充填管21には、チューブ9を搬送する方向で見て、該成形兼充填管21のそれぞれ4つの角隅領域に、補強縁部3を形成するための縦方向縁部ヒートシール装置25が配置され、ならびにこの縦方向縁部ヒートシール装置25と同じ高さの、ファスナストリップ8とは反対側に、縦方向シーム6を形成するための縦方向シームヒートシール装置26が配置されている。縦方向縁部ヒートシール装置25および縦方向シームヒートシール装置26の下方には、チューブ引き出し装置27が、成形兼充填管21の、それぞれ反対側に位置する2つの吸引引き出し帯28の形状で設けられている。図1にはこれらのうちの一方の吸引引き出し帯28だけが示されている。最後に、成形兼充填管21の下方には、互いに逆方向に可動な2つの横方向シームヒートシールジョー31を備えた横方向シームヒートシール装置30が配置されており、これらの横方向シームヒートシールジョー31には、図示していない、個々のチューブ製包装製品1をチューブ9から分離させるための分離装置が組み込まれている。縦縁部ヒートシール装置25と、縦方向シームヒートシール装置26と、チューブ引き出し装置27と、横方向ヒートシームシール装置30とは、それ自体公知である従来通りの装置なので詳しくは説明しない。
【0009】
本発明で主要な点は、成形肩部20と縦方向縁部ヒートシール装置25との間で成形兼充填管21に配置された、チューブ9のための成形・折り目付け装置35の配置および構成である。成形・折り目付け装置35は、成形兼充填管21に互いに上下に固定された2つの成形プレート36,37、ならびにこれらの成形プレート36,37の下方に配置された折り目付けフレーム38を有している。成形プレート36,37はチューブ9によって取り囲まれ、たとえば溶接によって成形兼充填管21に固定されているのに対して、折り目付けフレーム38はチューブ9を外側から取り囲んでいる。折り目付けフレーム38は、バー39によって、成形肩部20の高さに配置された中間プレート41と結合されており、この中間プレート41自体は支持体42によって、成形肩部20の上方で成形兼充填管21に固定されている。
【0010】
図3〜図5から最も良く判るように、両方の成形プレート36,37は成形兼充填管21の横断面に適合するそれぞれ同形の内側輪郭部44ならびにほぼ方形の外側輪郭部46,47を有している。上方の成形プレート36の外側輪郭部46は成形肩部20によって成形された包装材料チューブ9の輪郭に相応する。つまり、比較的強く丸みを付けられた角隅48が設けられている。さらに有利には、丸みを付けられた角隅48の間の広幅外側縁部49の幅B1は、ファスナストリップ8の長さにほぼ相応する大きさである。なぜならば包装材料ウェブ18が成形肩部20の上方の肩縁部51で変向される場合に(図2)、ファスナストリップ8は縁部領域において、大きく折り曲げられるかもしくは大きく屈曲させられる必要はなくなるからである。成形プレート36の狭幅外側縁部52の長さはT+2Lに相応し、Tはチューブ製包装製品1の袋深さもしくは袋厚さ、Lはチューブ製包装製品1の補強縁部3の幅に相応する(図9)。
【0011】
これに対して下方の成形プレート37はほとんど丸みのつけられていない角隅53を有しており、この場合、狭幅外側縁部54の長さは同様にT+2Lであるが、広幅外側縁部55の長さBは、成形プレート36の形状に対して強くは丸みの付けられていない角隅53に基づいてB1よりも短くなっている。さらに長さBは、補強縁部3を加えた、完成されたチューブ製包装製品1の袋幅に相応する(図9)。外側輪郭部46,47の周面は両方の成形プレート36,37に一致しているので、チューブ9は搬送される方向で単に横断面形状だけが変化される。しかしながらチューブ9に横方向応力が生じないので、チューブ9は両方の外側輪郭部46,47に完全に接触する。さらに、上方の成形プレート36,37には、ファスナストリップ8に向いた側の広幅外側縁部49,55において、それぞれ面取りされたそらせ部材56が配置されており、このそらせ部材56はチューブ9が両方の成形プレート36,37上を搬送される際にファスナストリップ8の係止を防止している。
【0012】
両方の成形プレート36,37の下側に配置された折り目付けフレーム38は、高さを増して構成された4つの角隅領域59を備えた折り目付けプレート支持体58を有している。角隅領域59には、2つの狭幅折り目付けプレート61および2つの広幅折り目付けプレート62が軸63,64によって旋回可能に支承されている。これらの折り目付けプレート61,62の旋回性能は、チューブ9を、たとえば製造開始時に手動で折り目付けフレーム38の領域を通して引き出すのに役立つ。図3および図6から判るように、折り目付けプレート61,62は成形兼充填管21まで突入しているが、この場合、折り目付けプレート61,62と成形兼充填管21との間にはまだギャップが形成されている。折り目付けプレート61,62は成形兼充填管21を完全に取り囲み、しかも広幅折り目付けプレート62は側方で成形兼充填管21を越えて突出しているので、狭幅折り目付け装置61は広幅折り目付けプレート62の間でオーバーラップ領域65に進入する。オーバーラップ領域65には、狭幅折り目付け折プレート61と広幅折り目付けプレート62との間においてそれぞれギャップが形成され、このギャップの幅は少なくとも包装材料ウェブ18の層の2倍の厚さに相応する。さらに図6に示されているように、成形兼充填管21の一方の側と一方の広幅折り目付けプレート62との間で、成形兼充填管21に対する他方のギャップと比べて広幅の中間室66が形成されている。この中間室66はチューブ9が折り目付けフレーム38の領域を通って搬送される際に、ファスナストリップ8を通過させるために使用される。
【0013】
装置10は以下のように作動する。吸引引き出し帯28によって一定間隔で引き出される、ファスナストリップ8を備えた扁平な包装材料ウェブ18は、成形肩部20によってチューブ9に成形される。その場合、包装材料ウェブ18の、それぞれ反対側に位置する縁部領域が、後で形成される縦方向シーム6の領域で重なり合う。そのようにして成形肩部20によって成形されたチューブ9は、横断面が変形されずに上方の成形プレート36の領域に達する。次いで、上方の成形プレート36と下方の成形プレート37との間で、チューブ9の横断面は、外側輪郭部46から下方の成形プレート37の外側輪郭部47に変形され、この場合、両方の外側輪郭部46,47の周囲長さは等しいので、チューブ9に、搬送方向に対して横方向の応力は生ぜしめられない。次いでチューブ9は、下方の成形プレート37から折り目付けフレーム38の領域に達する。チューブ9の周囲長さは同じではあるが、チューブ9の横断面は、該チューブ9の幅Bが、成形兼形状管21の幅B−2L、もしくは両方の狭幅折り目付けプレート61の間の間隔に減少するように変形される。この変形はチューブ9の角隅領域が、下方の成形プレート37と折り目付けフレーム38との間で折り返されることによって行われ(図3)、結果的に補強縁部3を形成する、折り返されたた領域67は、折り目付けプレート61,62のオーバーラップ領域65に最終的な幅Lを有している。折り目付けフレーム38を通過した後に、チューブ9の領域67、ならびに縦方向シーム6を形成する領域は、縦方向縁部ヒートシール装置25のヒートシール面と、縦方向シームヒートシール装置26のヒートシール面との間に達する。その位置で、熱および圧力が作用して、縦方向シーム6および補強シーム3が形成される。そのように成形され、縦方向ヒートシールされたチューブ9には、横方向シームヒートシール装置30によって下方の横方向シーム2が形成された後で、成形兼充填管21を通って充填物が充填される。最後に、引き続いて行われる停止段階で、上方の横方向シーム2を形成した後に、同時に両方のヒートシール領域14,15がチューブ9の内側にヒートシールされ、それぞれ1つのチューブ製包装製品1がチューブ9から分離される。
【0014】
補足的に述べると、外側縁部54は、成形プレート36の外側縁部52と、折り目付けプレート61の、成形兼充填管21に向いた側との間の、チューブ9のための接触ラインであるので、外側縁部54の周囲にチューブ9の変向が行われないように成形プレート37を位置決めすると有利である。さらに、折り目付けプレート61,62は、チューブ9を同様の形式で成形兼充填管21に案内して折り目付けを行うローラエレメントで代用することもできる。
【0015】
最後に述べると、もちろん本発明の装置10はファスナストリップ8が設けられていないチューブ製包装製品1の製造にも適している。その場合、両方の成形プレート36,37に設けられたそらせ部材56、ならびに折り目付けフレーム38に設けられた中間室66を省略することができる。装置10は一定間隔をおかずに連続的に運転することも可能で、そのために、横方向シームヒートシール装置30および縦方向シームヒートシール装置26は公知の形式で制御することができる。
【図面の簡単な説明】
【図1】 チューブ製袋包装製品を製造するための装置を概略的に示す側面図である。
【図2】 図1に示した成形肩部の領域を詳細に示す図である。
【図3】 図1に示した装置を斜めから見て概略的に示す部分断面図である。
【図4】 図1に示した平面IVを示す図である。
【図5】 図1に示した平面Vを示す図である。
【図6】 図1に示した平面VIを示す図である。
【図7】 成形プレートの領域における包装材料チューブの横断面図である。
【図8】 成形プレートの領域における包装材料チューブの横断面図である。
【図9】 成形フレームの領域における包装材料チューブの横断面図である。
【符号の説明】
1 チューブ製袋包装製品、2 横方向シーム、3 補強縁部、4 広幅側壁、6 縦方向シーム、7 広幅側壁、8 ファスナストリップ、9 チューブ、10 装置、11,12 部分、13 第1のヒートシール領域、14 第2のヒートシール領域、15 ヒートシール領域、18 包装材料ウェブ、19 変向ローラ、20 成形肩部、21 成形兼充填管、22 充填物ホッパ、23 縦方向縁部、25 縦方向縁部ヒートシール装置、26 縦方向ヒートシームシール装置、27 チューブ引き出し装置、28 吸引引き出し帯、30 横方向シームヒートシール装置、31 横方向シームヒートシールジョー、35 成形・折り目付け装置、36,37 成形プレート、38 成形フレーム、39 バー、41 中間プレート、42 支持体、44 内側輪郭部、46,47 外側輪郭部、48 角隅、49 広幅外側縁部、51 肩縁部、52 狭幅外側縁部、53 角隅、54 狭幅外側縁部、55 広幅外側縁部、56 そらせ部材、58 折り目付けプレート支持体、59 角隅領域、61 狭幅折り目付けプレート、62 広幅折り目付けプレート、63,64 軸、65 オーバーラップ領域、66 中間室、67 領域
Claims (9)
- 角隅領域に形成された補強シーム(3)を備えたほぼ方形の横断面を有し、1つの側壁(4)に配置された縦方向シーム(6)を有するチューブ製袋包装製品(1)を製造するための装置(10)であって、当該装置(10)が、扁平なシートウェブ(18)から包装材料チューブ(9)を成形するための成形肩部(20)と、前記縦方向シーム(6)を形成するための縦方向シームヒートシール装置(26)と、前記補強シーム(3)を形成するための縦方向縁部ヒートシール装置(25)と、成形管(21)と、チューブ引き出し装置(27)と、横方向シーム(2)を形成するための横方向シームヒートシール装置(30)と、前記包装材料チューブ(9)から個々のチューブ製袋包装製品(1)を分離するための分離装置と、前記補強シーム(3)を構成するひれ状のチューブ角隅領域(67)を成形するための成形装置(35)とを備えている形式のものにおいて、
前記成形装置(35)が、外側から前記包装材料チューブ(9)に作用する折り目付け装置(61,62)を有し、該折り目付け装置(61,62)が前記チューブ角隅領域(67)の範囲において前記包装材料チューブ(9)の側壁を重ね合わせるように構成されており、前記成形管(21)が前記折り目付け装置(61,62)の領域で、前記補強シーム(3)を除いたチューブ製袋包装製品(1)の横断面に相応するほぼ方形の横断面を有しており、前記包装材料チューブ(9)が、該包装材料チューブ(9)を搬送する方向で見て、前記折り目付けエレメント(61,62)の手前において、前記折り目付装置(61,62)の領域における包装材料チューブ(9)の周囲長さに相応する周囲長さを有するほぼ方形の横断面を有し、前記補強シーム(3)が形成される領域で前記包装材料チューブ(9)の幅が拡大されていることを特徴とする、チューブ製袋包装製品を製造するための装置。 - 折り目付けエレメントが、環状のギャップを形成しながら前記成形管(21)を完全に取り囲む折り目付けプレート(61,62)として構成されており、該折り目付けプレート(61,62)が前記成形管(21)を取り囲む1つの共通の折り目付けフレーム(38)に配置されている、請求項1記載の装置。
- 前記折り目付けプレート(61,62)が前記折り目付けフレーム(38)に旋回可能に配置されている、請求項2記載の装置。
- 前記折り目付けプレート(61,62)のうちの一方の折り目付けプレート(62)が、該折り目付けプレート(62)に向いた前記成形管(21)の側壁を越えて突出しており、他方の折り目付けプレート(61)との間にオーバーラップ領域(65)を構成し、チューブ角隅領域(67)が該オーバーラップ領域(65)で案内されている、請求項2または3記載の装置。
- 前記チューブ製袋包装製品(1)が、該チューブ製袋包装製品(1)の頭部領域に、該チューブ製袋包装製品(1)の縦方向に対して横方向に延びる前記ファスナストリップ(8)を有しており、前記成形管(21)と1つの折り目付けプレート(62)との間に前記ファスナストリップ(8)を通過させるための中間室(66)が形成されている、請求項2から4までのいずれか1項記載の装置。
- 前記成形装置(35)が、前記包装材料チューブ(9)を搬送する方向で見て、前記折り目付けプレート(61,62)の手前で包装材料チューブ(9)内に配置された2つの成形エレメント(36,37)を有しており、前記成形管(21)が少なくとも前記折り目付けエレメント(61,62)および前記成形エレメント(36,37)の領域に前記チューブ製袋包装製品(1)の横断面に適合させられた不変の方形横断面を有している、請求項2から5までのいずれか1項記載の装置。
- 前記成形エレメントが前記成形管(21)に固定されたフレーム状の成形プレート(36,37)として構成されており、これらの成形プレート(36,37)が、前記チューブ製袋包装製品(1)の横断面の周囲長さに相応する周囲長さを備えた外側輪郭部(46,47)を有しており、前記成形肩部(20)に向いた側の成形プレート(36)が、該成形肩部(20)によって成形された包装材料チューブ(9)と同じ横断面形状を有している、請求項6記載の装置。
- 前記成形プレート(36,37)には、前記ファスナストリップ(8)に向いた側に、該ファスナストリップ(8)のために、それぞれ1つのそらせ体(56)が配置されている、請求項7記載の装置。
- 前記縦方向シームヒートシール装置(26)と前記縦方向縁部ヒートシール装置(25)とが、前記成形管(21)の同一縦方向区分に配置されている、請求項1から8までのいずれか1項記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19858567A DE19858567C2 (de) | 1998-12-18 | 1998-12-18 | Vorrichtung zum Herstellen von Schlauchbeutelpackungen |
| DE19858567.5 | 1998-12-18 | ||
| PCT/DE1999/004000 WO2000037245A1 (de) | 1998-12-18 | 1999-12-16 | Vorrichtung zum herstellen von schlauchbeutelpackungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002532303A JP2002532303A (ja) | 2002-10-02 |
| JP4410943B2 true JP4410943B2 (ja) | 2010-02-10 |
Family
ID=7891622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000589339A Expired - Fee Related JP4410943B2 (ja) | 1998-12-18 | 1999-12-16 | チューブ製袋包装製品を製造するための装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6513308B1 (ja) |
| EP (1) | EP1060072B1 (ja) |
| JP (1) | JP4410943B2 (ja) |
| AU (1) | AU751350B2 (ja) |
| BR (1) | BR9908023A (ja) |
| DE (2) | DE19858567C2 (ja) |
| ES (1) | ES2232200T3 (ja) |
| WO (1) | WO2000037245A1 (ja) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10039105A1 (de) * | 2000-08-07 | 2002-02-21 | Deltapack Verpackungsmaschinen | Verfahren zur Herstellung von Schlauchbeuteln aus Folien |
| US20030217531A1 (en) * | 2002-05-24 | 2003-11-27 | Keen Bruce W. | Vertical form, fill, and seal apparatus for making several types of packages |
| US7565857B2 (en) * | 2004-04-08 | 2009-07-28 | Richard John Johnson | Method of charging a container with an energetic material |
| ITMI20040312U1 (it) * | 2004-06-24 | 2004-09-24 | Ilapak Res & Developments Sa | Macchina imbustatrice per la formazione di buste con bordi laterali di sagomatura |
| DE602005011572D1 (de) * | 2005-04-15 | 2009-01-22 | Regath Hb | Flexible Verpackung und Verfahren zu ihrer Herstellung |
| CZ300584B6 (cs) * | 2005-11-04 | 2009-06-24 | Velteko, S. R. O. | Zpusob svarování výztužných hran pri tvorbe hadicových sácku a zarízení k jeho provádení |
| US7523597B2 (en) * | 2007-03-20 | 2009-04-28 | J & F Business, Inc. | Apparatus and method for mounting a bag former |
| US8231024B2 (en) | 2007-08-08 | 2012-07-31 | Clear Lam Packaging, Inc. | Flexible, stackable container and method and system for manufacturing same |
| EP2376338A4 (en) * | 2008-11-06 | 2012-12-26 | Clear Lam Packaging Inc | STACKABLE FLEXIBLE CONTAINER AND METHOD AND SYSTEM FOR MANUFACTURING THE SAME |
| US8784289B2 (en) * | 2010-04-29 | 2014-07-22 | Illinois Tool Works Inc. | Process of forming a wide mouth gusseted bag with edge seals |
| US20140069061A1 (en) * | 2010-04-29 | 2014-03-13 | Illinois Tool Works Inc. | Full mouth opening flow wrapper package |
| DE102010038776A1 (de) * | 2010-08-02 | 2012-02-02 | Robert Bosch Gmbh | Vorrichtung zur Herstellung einer Verpackung |
| CN103402886B (zh) * | 2011-02-24 | 2016-04-06 | 荷兰联合利华有限公司 | 冲泡包装及其制造 |
| AU2012201494B2 (en) * | 2011-03-17 | 2016-12-01 | Tna Australia Pty Limited | A packaging machine former |
| WO2012145757A1 (en) * | 2011-04-21 | 2012-10-26 | J & F Business, Inc. | Bag former assembly |
| US20120298663A1 (en) * | 2011-05-26 | 2012-11-29 | Printpack Illinois, Inc. | Flexible sturdy base container and method for making the same |
| US9102426B2 (en) * | 2012-01-06 | 2015-08-11 | Frito-Lay North America, Inc. | Form-fill-seal machine including a filling tube with an elliptical cross-section |
| US10207850B2 (en) | 2012-10-26 | 2019-02-19 | Primapak, Llc. | Flexible package and method of making same |
| AU2013334078B2 (en) | 2012-10-26 | 2018-02-22 | Primapak, Llc | Flexible package and method of making the same |
| USD739232S1 (en) | 2013-07-30 | 2015-09-22 | Clear Lam Packaging, Inc. | Film used to make packages |
| USD725467S1 (en) | 2013-07-30 | 2015-03-31 | Clear Lam Packaging, Inc. | Package |
| USD726535S1 (en) | 2013-07-30 | 2015-04-14 | Clear Lam Packaging, Inc. | Package |
| USD715643S1 (en) | 2013-07-30 | 2014-10-21 | Clear Lam Packaging, Inc. | Package |
| USD747189S1 (en) | 2013-09-09 | 2016-01-12 | Clear Lam Packaging, Inc. | Package |
| USD733549S1 (en) | 2013-10-25 | 2015-07-07 | Clear Lam Packaging, Inc. | Package |
| USD777026S1 (en) | 2013-11-12 | 2017-01-24 | Clear Lam Packaging, Inc. | Package |
| USD764914S1 (en) | 2013-11-12 | 2016-08-30 | Clear Lam Packaging, Inc. | Package |
| USD768479S1 (en) | 2014-01-16 | 2016-10-11 | Clear Lam Packaging, Inc. | Package |
| USD761651S1 (en) | 2014-01-28 | 2016-07-19 | Clear Lam Packaging, Inc. | Package |
| USD747195S1 (en) | 2014-02-14 | 2016-01-12 | Clear Lam Packaging, Inc. | Film for packaging production |
| USD748471S1 (en) | 2014-02-14 | 2016-02-02 | Clear Lam Packaging, Inc. | Film for packaging production |
| USD747202S1 (en) | 2014-02-28 | 2016-01-12 | Clear Lam Packaging, Inc. | Film used to make packages |
| USD766082S1 (en) | 2014-02-28 | 2016-09-13 | Clear Lam Packaging, Inc. | Package |
| USD740114S1 (en) | 2014-03-07 | 2015-10-06 | Clear Lam Packaging, Inc. | Package |
| USD750477S1 (en) | 2014-03-07 | 2016-03-01 | Clear Lam Packaging, Inc. | Package |
| USD730725S1 (en) | 2014-03-07 | 2015-06-02 | Clear Lam Packaging, Inc. | Package |
| USD753995S1 (en) | 2014-03-07 | 2016-04-19 | Clear Lam Packaging, Inc. | Film for packaging production |
| USD813663S1 (en) | 2014-03-13 | 2018-03-27 | Primapak, Llc | Package |
| USD753996S1 (en) | 2014-03-26 | 2016-04-19 | Clear Lam Packaging, Inc. | Package |
| CZ2014199A3 (cs) * | 2014-03-27 | 2015-06-03 | Velteko S.R.O. | Způsob výroby foliového hadicového sáčku a vertikální hadicový balicí stroj k provádění tohoto způsobu |
| EP3145819B1 (en) * | 2014-05-19 | 2020-12-02 | Primapak, LLC | Apparatus and method for making a flexible package |
| USD734144S1 (en) | 2014-05-30 | 2015-07-14 | Clear Lam Packaging, Inc. | Package |
| USD746673S1 (en) | 2014-06-20 | 2016-01-05 | Clear Lam Packaging, Inc. | Package |
| USD747646S1 (en) | 2014-06-20 | 2016-01-19 | Clear Lam Packaging, Inc. | Package |
| USD781702S1 (en) | 2014-08-25 | 2017-03-21 | Clear Lam Packaging, Inc. | Material for packaging production |
| USD754534S1 (en) | 2014-09-25 | 2016-04-26 | Clear Lam Packaging, Inc. | Package |
| USD772069S1 (en) | 2014-09-25 | 2016-11-22 | Clear Lam Packaging, Inc. | Film for making packages |
| USD778719S1 (en) | 2014-10-15 | 2017-02-14 | Clear Lam Packaging, Inc. | Package |
| USD784127S1 (en) | 2014-10-31 | 2017-04-18 | Clear Lam Packaging, Inc. | Film for packaging production |
| USD788582S1 (en) | 2014-10-31 | 2017-06-06 | Clear Lam Packaging, Inc. | Film for packaging production |
| USD756219S1 (en) | 2014-10-31 | 2016-05-17 | Clear Lam Packaging, Inc. | Package |
| USD787319S1 (en) | 2014-11-17 | 2017-05-23 | Clear Lam Packaging, Inc. | Package |
| DE102015200783A1 (de) | 2015-01-20 | 2016-07-21 | Robert Bosch Gmbh | Vorrichtung zur Bearbeitung zumindest eines Verschlusses für eine Verpackungsmaschine |
| DE202015009407U1 (de) | 2015-01-20 | 2017-06-30 | Robert Bosch Gmbh | Vorrichtung zum Versiegeln einer Verpackung oder eines Verpackungsmaterials |
| CA2998754A1 (en) | 2015-09-18 | 2017-03-23 | Primapak, Llc | Apparatus and method for making a flexible package |
| DE102016213087B4 (de) * | 2016-07-18 | 2018-07-05 | Rovema Gmbh | Verfahren zum Betrieb einer Schlauchbeutelmaschine zur Herstellung von Beuteln mit einer Boden-Quernaht und einer davon unterschiedlichen Kopf-Quernaht |
| US20180354222A1 (en) * | 2017-06-08 | 2018-12-13 | Khs Usa, Inc. | Form and seal packaging machine for producing polygonal sleeve with reinforced corners |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2533554A (en) * | 1945-09-21 | 1950-12-12 | Walter E Hausheer | Package and method of producing same |
| DE1113174B (de) * | 1959-04-17 | 1961-08-24 | Hesser Ag Maschf | Vorrichtung zum Herstellen von Beutelpackungen |
| US3426499A (en) * | 1965-02-18 | 1969-02-11 | Richard E Paige | Method of packaging food articles |
| US3434652A (en) * | 1966-07-26 | 1969-03-25 | Diamond Shamrock Corp | Self-supporting plastic container and method of making same |
| CH439065A (de) * | 1966-09-14 | 1967-06-30 | Sig Schweiz Industrieges | Gefüllter Flachbeutel, Verfahren zu dessen Herstellung und Vorrichtung zur Durchführung des Verfahrens |
| US3548563A (en) * | 1968-08-12 | 1970-12-22 | Mira Pak | Method and apparatus for packaging with a movable mandrel and platen top sealing jaws |
| US3739977A (en) * | 1971-06-22 | 1973-06-19 | J Shapiro | Plastic market bag |
| US3785112A (en) * | 1971-09-21 | 1974-01-15 | Mira Pak Inc | Method and apparatus for forming shaped package |
| SE7315471L (ja) * | 1973-11-15 | 1975-05-16 | Platmanufaktur Ab | |
| CH608755A5 (ja) * | 1976-09-30 | 1979-01-31 | Sig Schweiz Industrieges | |
| US4442656A (en) * | 1981-10-26 | 1984-04-17 | Universal Packaging, Inc. | Filling and sealing machine for providing a flat bottom package |
| DE4203798C2 (de) * | 1992-02-10 | 1999-07-15 | Rovema Gmbh | Verfahren und Vorrichtung zur Herstellung eines Schlauchbeutels |
| DE19507445A1 (de) * | 1995-03-03 | 1996-09-05 | Rovema Gmbh | Schlauchbeutelmaschine mit einem Seitenfaltenerzeuger, Verfahren zur Schlauchbeutelerzeugung und Schlauchbeutel mit einer Seitenfalte |
| US5862652A (en) * | 1995-03-03 | 1999-01-26 | Rovema Packaging Machines, L.P. | Tubular bagging machine with an asymmetrical forming shoulder and tubular bags with an edge-side longitudinal seam |
| FR2745261B1 (fr) * | 1996-02-27 | 1998-05-07 | Flexico France Sarl | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux |
| IT1305236B1 (it) * | 1998-01-30 | 2001-04-19 | Burgopack Stampa Trasformazione Imballaggi Spa | Apparecchiatura per formare contenitori a tubo a spigoli rinforzati econtenitore ottenuto con l'apparecchiatura. |
| US6088998A (en) * | 1998-07-13 | 2000-07-18 | Illinois Tool Works Inc. | High compression transverse zipper system |
-
1998
- 1998-12-18 DE DE19858567A patent/DE19858567C2/de not_active Expired - Fee Related
-
1999
- 1999-12-16 DE DE59910900T patent/DE59910900D1/de not_active Expired - Lifetime
- 1999-12-16 US US09/601,994 patent/US6513308B1/en not_active Expired - Fee Related
- 1999-12-16 WO PCT/DE1999/004000 patent/WO2000037245A1/de active IP Right Grant
- 1999-12-16 ES ES99966876T patent/ES2232200T3/es not_active Expired - Lifetime
- 1999-12-16 BR BR9908023-0A patent/BR9908023A/pt not_active IP Right Cessation
- 1999-12-16 EP EP99966876A patent/EP1060072B1/de not_active Expired - Lifetime
- 1999-12-16 AU AU22776/00A patent/AU751350B2/en not_active Ceased
- 1999-12-16 JP JP2000589339A patent/JP4410943B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE19858567A1 (de) | 2000-06-29 |
| DE19858567C2 (de) | 2002-09-19 |
| US6513308B1 (en) | 2003-02-04 |
| DE59910900D1 (de) | 2004-11-25 |
| EP1060072A1 (de) | 2000-12-20 |
| AU2277600A (en) | 2000-07-12 |
| JP2002532303A (ja) | 2002-10-02 |
| ES2232200T3 (es) | 2005-05-16 |
| BR9908023A (pt) | 2000-10-31 |
| EP1060072B1 (de) | 2004-10-20 |
| AU751350B2 (en) | 2002-08-15 |
| WO2000037245A1 (de) | 2000-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4410943B2 (ja) | チューブ製袋包装製品を製造するための装置 | |
| US4249982A (en) | Apparatus for making reclosable bags | |
| US6615567B2 (en) | Vertical tubular bagging machine | |
| US4235653A (en) | Method for making reclosable bags | |
| EP1051294B1 (en) | Apparatus for forming tubular containers with reinforced edges and container | |
| GB1602057A (en) | Reclosable bag and method of and apparatus for making the same | |
| US7556595B2 (en) | Method and device for the production of packaging in bags | |
| US4903839A (en) | Stack of bags each having congruent cutouts and perforated lines | |
| EP1391391A1 (en) | Easy open feature for reclosable bags having a longitudinal fin seal | |
| DE69704211T2 (de) | Wiederverschliessbarer standfaehiger sack | |
| WO2008050865A1 (fr) | Sac de conditionnement autoportant plissé, conditionnement autoportant plissé, cylindre maître pour un conditionnement autoportant plissé et procédé de fabrication d'un conditionnement autoportant plissé | |
| US3698624A (en) | Packaging containers of parallelepiped shape | |
| JP3821743B2 (ja) | 包装体形成支援装置 | |
| US4550442A (en) | Multiwall gussetted bag with seamless tubular liner | |
| CN102548846A (zh) | 用于成形、填充和封闭分别具有倾倒装置的包装容器的设备和方法 | |
| JP3654363B2 (ja) | ホース製袋機 | |
| AU694885B2 (en) | Bag forming and filling machine | |
| SE531982C2 (sv) | Stabiliserad förpackning för ett flytbart material och förfarande för framställning därav | |
| JPH0117944B2 (ja) | ||
| CN108290654B (zh) | 搭接封口或翅形封口的自配合闭合段的挤压端部 | |
| JP2003211564A5 (ja) | ||
| WO2005025993A1 (en) | Packaging machine, especially vertical-type packaging machine, and method | |
| NL1032764C1 (nl) | Cornerseal unit voor verticale continous motion verpakkingsmachine. | |
| JP2007246110A (ja) | ロールタイプ自動包装機の縦シールロール | |
| JP4073722B2 (ja) | ジッパー付袋の製造方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091116 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121120 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121120 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131120 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |