JP4385656B2 - 液体噴射ヘッド、及び、その製造方法 - Google Patents
液体噴射ヘッド、及び、その製造方法 Download PDFInfo
- Publication number
- JP4385656B2 JP4385656B2 JP2003166324A JP2003166324A JP4385656B2 JP 4385656 B2 JP4385656 B2 JP 4385656B2 JP 2003166324 A JP2003166324 A JP 2003166324A JP 2003166324 A JP2003166324 A JP 2003166324A JP 4385656 B2 JP4385656 B2 JP 4385656B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- hole portion
- flow path
- shallow groove
- pressure chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
【発明の属する技術分野】
本発明は、圧力室内の液体に圧力変動を生じさせることでノズル開口から液滴を吐出させる液体噴射ヘッド、及び、その製造方法に関する。
【0002】
【従来の技術】
圧力室内の液体に圧力変動を生じさせることでノズル開口から液滴を吐出させる液体噴射ヘッドとしては、例えば、画像記録装置用の記録ヘッドや製造装置用の噴射ヘッドが提供されている。記録ヘッドを有する画像記録装置としては、インクジェット式プリンタ、インクジェット式プロッタ、ファクシミリ装置が提供されている。また、噴射ヘッドを有する製造装置としては、液晶ディスプレー等のカラーフィルタを製造するディスプレー製造装置,有機EL(Electro Luminescence)ディスプレーやFED(面発光ディスプレー)等の電極を形成する電極製造装置,バイオチップ(生物化学素子)を製造するチップ製造装置等が提供されている。そして、上記の画像記録装置では記録ヘッドから液状のインクを吐出し、ディスプレー製造装置では色材噴射ヘッドからR(Red)・G(Green)・B(Blue)の各色材の溶液を吐出する。また、電極製造装置では電極材噴射ヘッドから液状の電極材料を吐出し、チップ製造装置では生体有機物噴射ヘッドから生体有機物の溶液を吐出する。
【0003】
このような液体噴射ヘッドは、圧力発生素子の作動に伴う液体の圧力変動を利用して液滴を吐出させるので、圧力発生素子の状態変化を効率よく液体に伝達することが求められる。このため、従来の液体噴射ヘッドの圧力室としては、例えば、一端が液体供給口を通じてリザーバに連通された浅溝部と、液体供給口から遠い側の浅溝部先端からノズル開口まで板厚方向に貫通する貫通孔部とからなる断面倒L字形状のものが提案されている(例えば、特許文献1)。
この液体噴射ヘッドでは、圧力発生素子の作動によって浅溝部内の液体に圧力変動を生じさせ、この圧力変動を利用してノズル開口から液滴を吐出させる。このL字形状の圧力室は、例えば、141μm間隔(即ち、ノズル開口で180dpi相当)で形成されていた。これに伴い、圧力室の幅は110μm、隣り合う圧力室同士を区画する流路隔壁の幅は31μm、流路隔壁の高さ(浅溝部の深さ)は50〜100μmにそれぞれ設定されていた。
【0004】
【特許文献1】
特開平9−327909号公報(第5図)
【0005】
【発明が解決しようとする課題】
この種の液体噴射装置では、ノズル開口をより高密度化することが求められている。ここで、単にピッチを半分にすると(例えば、ノズル開口を360dpi相当に設けると)、圧力室の幅や流路隔壁の幅が半分になる。そして、流路隔壁の厚みが半分になると剛性が大幅に低下するため、流路隔壁が圧力室内の液体圧力で変形してしまう可能性が高くなる。流路隔壁が変形してしまうと、隣の圧力室内の液体に圧力変動が生じ、インク滴の吐出特性がずれてしまう虞がある。即ち、隣接するノズル開口の吐出状態に応じて、注目するノズル開口の吐出特性が異なる現象(いわゆる隣接クロストーク)が生じ得る。この隣接クロストーク現象が顕著に現れると、非吐出のノズル開口であるにも拘わらず、隣接する圧力室の影響によってインク滴が吐出してしまういわゆるミスファイヤー現象が生じてしまう。
【0006】
上記の問題を防止すべく、流路隔壁の高さを従来よりも低くして剛性を高めることが考えられるが、この場合には、圧力室のイナータンスや流路抵抗が増加してしまう。これにより、液体に対する圧力伝達効率が損なわれたり、液滴吐出後における液体の圧力室への充填が遅れて吐出周波数が低下してしまったりする。また、流路隔壁の幅を厚くすることも考えられるが、圧力室の一部を区画する弾性板の面積が不足することとなり、必要な圧力を得るためには圧力室に対する駆動電圧をより高く設定する等の対応が必要となる。
【0007】
本発明は、このような事情に鑑みてなされたものであり、その目的は、ノズル開口の形成ピッチを従来より高密度化しても、流路隔壁の剛性を確保でき、且つ、圧力室の流路抵抗を低減できる液体噴射ヘッド、及び、その製造方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明は、上記目的を達成するために提案されたものであり、圧力室となる圧力室空部を、隔壁を挟んで複数列設してなる流路基板と、
前記流路基板の一方の面に接合され、前記圧力室空部における一側の開口を塞ぐ封止板と、
前記封止板とは反対側の面に個々の圧力室空部に対応して設けられ、該圧力室空部内に臨む状態で形成されたノズル開口と、
前記圧力室内の液体に圧力変動を生じさせる圧力発生素子とを有し、
前記圧力室内の液体に生じた圧力変動を利用することで、前記ノズル開口から液滴を吐出可能に構成した液体噴射ヘッドにおいて、
前記圧力室空部は、圧力室の全長に亘って形成されて、その一端が液体供給口を介してリザーバに連通された浅溝部と、前記流路基板を貫通して前記浅溝部とノズル開口との間を連通する貫通孔部とを有し、
該貫通孔部を、前記液体供給口とは反対側の浅溝部先端側と前記ノズル開口との間を連通する第1貫通孔部と、前記液体供給口側の浅溝部基端側と前記ノズル開口との間を連通する第2貫通孔部とから構成し、
前記第2貫通孔部を流路基板の厚さ方向に対して斜めに延在する斜め貫通孔部としたことを特徴とする。
【0009】
この発明において、前記第1貫通孔部は、流路基板の厚さ方向に延在する垂直貫通孔部としてもよく、前記第2貫通孔部とは反対向きであって流路基板の厚さ方向に対して斜めに延在する斜め貫通孔部としてもよい。また、前記圧力発生素子としては圧電振動子が好ましく、前記流路基板としてはシリコン単結晶板が好ましい。
【0010】
これらの発明によれば、第2貫通孔部が浅溝部基端側とノズル開口との間を連通するので、浅溝部の深さを従来よりも低くして剛性を高めても、イナータンスや流路抵抗を適度な範囲に設定できる。これにより、ノズル開口や圧力室を高密度化しても、流路隔壁の変形に伴う隣接クロストークを防止でき、所望の吐出特性を得ることができる。例えば、液滴の吐出周波数を従来と同程度以上にすることができる。さらに、第2貫通孔部が流路基板の厚さ方向に対して斜めに延在する斜め貫通孔部であるので、第2貫通孔部の流路長を最も短くすることができ、この点でもイナータンスや流路抵抗を小さくすることができる。
【0011】
上記発明において、前記流路基板は、前記浅溝部を形成する浅溝部基板と、前記貫通孔部を形成する貫通孔基板とを含む複数の基板で構成されていることが好ましい。
この発明によれば、浅溝部基板と貫通孔基板とを別個に作製できるので、製造の自由度を高めることができる。また、浅溝部基板と貫通孔基板とを異なる素材で作製することも可能となる。そして、異なる素材で作製すると、加工性や用途に応じて最適な素材を選択することもできる。例えば、浅溝部基板に関しては加工性の良い金属板を用い、貫通孔基板に関しては寸法精度の良いシリコン単結晶板を用いることができる。
【0012】
上記発明において、前記貫通孔部の幅は、前記浅溝部の幅より狭く設定する構成が好ましい。
この発明によれば、隣り合う貫通孔部同士に挟まれた壁部に関し、その厚さを必要十分に確保することができる。これにより、当該壁部の剛性が確保でき、液滴の吐出特性を安定化できる。
【0013】
上記発明において、前記貫通孔部の高さを前記浅溝部の高さよりも高く設定する構成が好ましい。
この発明によれば、流路基板の厚さ方向における貫通孔部の割合が浅溝部の割合よりも多くなり、流路基板の剛性を高めることができる。
【0014】
上記発明において、前記第1貫通孔部の流路抵抗を前記第2貫通孔部の流路抵抗よりも小さく設定する構成が好ましい。この場合において、前記第2貫通孔部の幅を前記第1貫通孔部の幅よりも狭く設定する構成が好ましい。
これらの発明によれば、液体の吸引時などにおいて、圧力室内を流れる液体の流量に関し、第1貫通孔部の流量が第2貫通孔部の流量よりも多くなる。これにより、万一、圧力室内に気泡が混入したとしても、この気泡を確実に排除できる。即ち、液体が淀み易い浅溝部先端に連通する第1貫通孔部の流量が第2貫通孔部の流量よりも多くなるので、圧力室全体から見て液体の淀みを少なくすることができ、気泡を確実に排出することができる。
【0015】
上記発明において、前記第1貫通孔部のイナータンスと前記第2貫通孔部のイナータンスとを揃える構成としてもよい。
この発明によれば、液滴の吐出時において第1貫通孔部を流れる液体の流量と第2貫通孔部を流れる液体の流量とが揃う。このため、液体の流れが円滑になり、液体の吐出効率を向上させることができる。
【0016】
また、本発明に係る製造方法は、流路基板となるシリコン単結晶板に異なる2方向からレーザービームを照射することで、前記第1貫通孔部に対応する第1の先孔と、前記第2貫通孔部に対応する第2の先孔を形成する先孔形成工程と、
該第1の先孔及び第2の先孔が形成されたシリコン単結晶板をエッチング加工することで第1貫通孔部及び第2貫通孔部を形成する貫通孔部形成工程とを経ることを特徴とする。
このように先孔を開けた後にエッチング加工することで、シリコン単結晶板であっても、板厚方向を斜めに貫通する孔を確実に形成することができる。
【0017】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。なお、以下の説明は、液体噴射ヘッドの一種であるインクジェット式記録ヘッド(即ち、本発明における液体の一種である液体状のインクをインク滴として吐出させるもの。以下、記録ヘッドという。)を例に挙げて行う。
【0018】
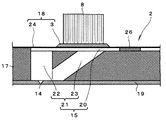
まず、図1〜図3に基づき、記録ヘッド1の全体構成について説明する。ここで、図1は記録ヘッド1の内部構造を説明する断面図、図2は流路ユニット2の一部分を島部3側から見た平面図、図3は図2におけるA−A断面図である。例示した記録ヘッド1は、ケース4と、このケース4内に収納固定される振動子ユニット5と、ケース4の先端面に接合される流路ユニット2とから概略構成される。ケース4は、内部に振動子ユニット5を収納可能な収納空部6を形成したブロック状であり、例えば、エポキシ樹脂等の成型性が良好な樹脂によって作製される。上記の収納空部6は、ケース先端面(図1における下面)からケース4の内部を貫通して反対側の取付面(同上面)に開口した扁平な空部である。この収納空部6内であって高さ方向の途中には、振動子ユニット5の固定板7が当接される段部を形成してある。
【0019】
上記の振動子ユニット5は、複数の圧電振動子8と、これらの圧電振動子8が接合される固定板7等から構成される。圧電振動子8は、一枚の圧電板を歯割りすることで作製された櫛歯状であり、列状に形成される。この圧電振動子8は、本発明における圧力発生素子の一種であり、供給される駆動信号の電圧に応じて変形する素子(圧電素子)である。即ち、例示した圧電振動子8は、圧電体層と電極層とを交互に配置した積層タイプであって、充電によって素子長手方向(積層方向と直交する方向)に伸縮し、放電によって素子長手方向に伸長する縦振動モードである。この圧電振動子8は、極めて細い幅に切り分けられ、例えば90本〜180本程度設けられる。本実施形態では35μm前後の幅に切り分けられている。これは、インク滴を吐出するノズル開口の形成ピッチが70μm間隔(360dpi相当)と、従来の半分になっていることによる。
【0020】
各圧電振動子8は、固定端部を固定板7の表面に接合することで、自由端部を固定板7の縁よりも外側に突出させている。即ち、各圧電振動子8は、所謂片持ち梁の状態で固定板7上に支持されている。また、各圧電振動子8を支持する固定板7は、圧電振動子8からの反力を受け止め得る剛性を備えた板状部材であり、本実施形態では厚さ1mm程度のステンレス板によって構成している。
【0021】
上記の流路ユニット2は、その内部に、共通インク室としてのリザーバ11と、インク(液体状のインク)に圧力を付与する圧力室12と、リザーバ11と圧力室12とを連通するインク供給口13(本発明の液体供給口の一種)と、インク滴が吐出するノズル開口14等を備える。そして、インク供給口13から圧力室12を通ってノズル開口14に至るインク流路を、圧力室12に対応した複数有している。本実施形態では、この流路ユニット2を、圧力室12となる圧力室空部15及びリザーバ11となるリザーバ空部16を有する流路基板17と、この流路基板17の一方の面に接合されて圧力室空部15やリザーバ空部16における一側の開口を塞ぐ弾性板18(本発明の封止板の一種)と、弾性板18とは反対側となる流路基板17の他方の面に接合され、複数のノズル開口14が形成されたノズルプレート19とから構成している。
【0022】
上記の流路基板17は、例えば、シリコンウェハ(シリコンの単結晶板)をエッチング加工することで作製される。即ち、上記の圧力室空部15、インク供給口13、及び、リザーバ空部16等は、エッチング加工によって作製される。そして、圧力室空部15は、浅溝部20と貫通孔部21とから構成される。浅溝部20は、ノズル開口14の列(ノズル列)の形成方向とは直交する方向に細長く、その一端がインク供給口13を介してリザーバ空部16に連通された扁平な奥部である。貫通孔部21は、流路基板17を貫通して浅溝部20とノズル開口14との間を連通する部分であり、第1貫通孔部22と第2貫通孔部23とから構成される。なお、この流路基板17については後で詳細に説明する。
【0023】
上記の弾性板18は、圧力室空部15の浅溝部側開口、及び、リザーバ空部16の一方の開口を封止する部材であり、本実施形態では樹脂フィルム24をステンレス板にラミネートした複合板材を用いている。詳しくは、ステンレス板における圧力室空部15の部分を選択的に除去することで樹脂フィルム24だけの弾性部(薄肉部)と、島部3(厚肉部)とを設けている。そして、島部3の表面には圧電振動子8の先端面を接合している。このため、圧電振動子8が伸縮すると島部3は圧力室12内(ノズルプレート19側)に移動し、圧力室12が収縮する。一方、圧電振動子8が収縮すると、島部3は圧力室12から離隔する方向に移動し、圧力室12が膨張する。
【0024】
上記のノズルプレート19は、複数のノズル開口14が列状に形成された薄手の板材であり、本実施形態ではステンレス板によって作製している。このノズルプレート19は、弾性板18とは反対側の流路基板表面に接合されており、この接合状態において、各ノズル開口14が対応する圧力室空部15(詳しくは、貫通孔部21)に臨む。また、このノズルプレート19によってリザーバ空部16の他方の開口が封止される。
【0025】
上記構成の記録ヘッド1では、インクカートリッジ等のインク供給源から供給されたインクは一旦リザーバ11に貯留され、その後、インク供給口13を通じて圧力室12内に導入される。圧力室12内に導入されたインクは、圧電振動子8の作動によってノズル開口14からインク滴となって吐出される。即ち、この記録ヘッド1は、圧力室12の膨張や収縮に伴って生じたインクの圧力変動を利用してインク滴を吐出させる。
【0026】
ところで、本実施形態のように、360dpi程度の高解像度になると、上記の圧力室空部15を70μm間隔で形成する必要がある。この場合、隣り合う浅溝部20同士を区画する流路隔壁25が15μm〜16μmと極めて薄くなってしまう。この薄さで圧力発生時(圧力室12の膨張時や収縮時)における変形を防止しようとすると、たとえシリコン単結晶板であっても、その高さを50μm以下に設定することが必要となる。そして、流路隔壁25の高さは浅溝部20の深さと同じであるため、50μm以下に設定すると従来のL字状圧力室では浅溝部におけるイナータンスや流路抵抗が過度に大きくなり、インク滴の吐出に支障を来してしまう。勿論、この問題は、解像度を360dpiよりも高くした場合においても同様に生じうる。
【0027】
この点に鑑み、この記録ヘッド1では、浅溝部20とノズル開口14の間を連通する貫通孔部21に関し、浅溝部20の先端側とノズル開口14との間を連通する第1貫通孔部22と、浅溝部20の供給側端部(浅溝部基端側)とノズル開口14との間を連通する第2貫通孔部23とから構成している。そして、本実施形態では、第1貫通孔部22を流路基板17の板厚方向に形成した垂直貫通孔部として構成する一方、第2貫通孔部23を板厚方向に対して斜めに延在する斜め貫通孔部として構成している。以下、この点を中心に、流路基板17について詳細に説明する。
【0028】
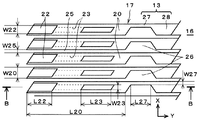
ここで、図4は、流路基板17の一部分を浅溝部20側から見た平面図、図5は、図4におけるB−B断面図、図6は、図5におけるC−C断面図である。これらの図に示すように、浅溝部20は、平面から見て横に細長い平行四辺形状の窪部によって構成され、圧力室12の全長に亘って形成される。このように、平行四辺形状の空部となっているのは、流路基板17をシリコン単結晶板(例えば、厚さ330μmのシリコンウェハ)を異方性エッチングすることで作製していることによる。即ち、このエッチング加工では、窪部の各面はシリコンの結晶面によって区画されるので、結晶面の角度で形状が定まる。このため、図4の例では、浅溝部20を区画する平行四辺形状の壁部に関し、長辺部分がY方向(圧力室長手方向)と平行に形成され、短辺部分はX方向(圧力室長手方向Yと直交する方向,ノズル列方向)に対して時計回り方向に35度傾斜して形成される。また、この浅溝部20は、全長L20(Y方向の長さ)が500μmであり、幅W20が55μmである。ここで、幅W20を55μmに設定したのは、弾性板18の変形量との兼ね合いによる。即ち、所要量のインク滴を吐出させるために最低限必要な幅として55μmに設定している。
【0029】
浅溝部20同士を区画する流路隔壁25は、本実施形態ではその幅(厚さ)W25が15.5μmに設定されている。流路隔壁25の幅W25は、圧力室12(ノズル開口14)の形成ピッチと浅溝部20の幅によって規定される。即ち、本実施形態では、圧力室12を約70μm間隔で作製するが、上記したように浅溝部20の幅W20は55μmに設定される。このため、流路隔壁25の幅W25が15.5μmに定まる。また、この流路隔壁25の高さH25(浅溝部20の深さ)は30μmに設定されている。流路隔壁25の高さH25は、圧力室12内のインク圧力によって過度な変形が生じない範囲で可及的に高く設定されるが、貫通孔部21の高さH21よりも低く設定することが好ましい。このように設定すると、流路基板17の厚さ方向において、貫通孔部21の占める割合が浅溝部20の占める割合よりも多くなり、流路基板全体としてその剛性を高めることができるからである。
【0030】
また、この流路隔壁25において、浅溝部20よりもリザーバ空部16側の部分は、その一部が隣の流路隔壁25に向かって台形状に突出しており、この台形状の突出部26によってインク供給口13が区画形成される。このインク供給口13は、台形の上底部分によって区画される狭窄部27と、この狭窄部27よりもリザーバ空部16側に位置する浅溝供給部28とから構成される。本実施形態では、狭窄部27の長さL27を100μm、幅W27を20μmに設定している。なお、これらの狭窄部27及び浅溝供給部28は、上記した浅溝部20と同じ深さに作製される。即ち、これらの深さは、流路隔壁25の高さH25と同じである。
【0031】
貫通孔部21は、上記したように、第1貫通孔部22と第2貫通孔部23とから構成される。第1貫通孔部22は、板厚方向に形成した垂直貫通孔部として構成され、浅溝部20の先端部分、即ち、浅溝部20内におけるリザーバ空部16から最も離れた場所に形成される。この第1貫通孔部22の開口形状もまた平行四辺形状である。これは、上記したように、シリコン単結晶板のエッチングによって作製していることによる。従って、第1貫通孔部22の開口を構成する各辺の角度は、浅溝部20と同じ角度となる。そして、この第1貫通孔部22の開口幅W22は、浅溝部20の幅W20よりも小さく形成され、本実施形態では40μmである。ここで、第1貫通孔部22の開口幅W22を浅溝部20の幅W20よりも狭くしたのは、第1貫通孔部22同士に挟まれた部分(貫通孔隔壁部29)の壁の厚さW29をできる限り確保するためである。上記の例だと、貫通孔隔壁部29の厚さW29は30.5μmとなり、必要十分な剛性が得られる。言い換えると、当該貫通孔隔壁部29について必要十分な剛性を得るには、第1貫通孔部22の開口幅W22を、圧力室空部15の形成ピッチの60%以下に設定すればよいといえる。
【0032】
また、この第1貫通孔部22の開口は、圧力室長手方向(Y方向)に細長くなっている。このように、圧力室長手方向に細長くしたのは、第1貫通孔部22におけるイナータンスや流路抵抗を小さくするためである。上記したように、第1貫通孔部22の開口幅W22は、第1貫通孔部22同士を区画する貫通孔隔壁部29の剛性確保の観点から制約を受け、圧力室空部15の形成ピッチの60%以下に設定される。この場合において、第1貫通孔部22の開口長さL22が短すぎると、第1貫通孔部22におけるイナータンスや流路抵抗が過度に大きくなり、インク滴の吐出に支障を来す。そこで、第1貫通孔部22を圧力室長手方向に拡大することによって、第1貫通孔部22の断面積を拡げ、イナータンスや流路抵抗を適正化している。
【0033】
ここで、第1貫通孔部22を圧力室長手方向に拡大すると、これに伴って第1貫通孔部22同士の間の貫通孔隔壁部29もその面積が大きくなる。そして、貫通孔隔壁部29が過度に大きくなってしまうと、上記の厚さ(30.5μm)であっても必要な剛性が得られず、隣接クロストークの原因となる。このため、第1貫通孔部22の開口長さをむやみに大きくすることはできない。この点を考慮し、本実施形態では、第1貫通孔部22の開口長さL22を120μmに設定している。言い換えると、第1貫通孔部22における開口幅W22と開口長さL22の比を1:3に設定している。この比率に設定することで、第1貫通孔部22のイナータンスや流路抵抗を適度に小さくしつつ貫通孔隔壁部29の剛性も確保できる。
なお、この観点で見た場合、第1貫通孔部22の開口幅W22を40μmとした際における開口長さL22の最適値は80μm〜160μm(開口幅W22と開口長さL22の比が1:2〜1:4)である。
【0034】
上記の第2貫通孔部23は、板厚方向に対して斜めに延在する斜め貫通孔部として構成されている。この第2貫通孔部23は、一端が浅溝部20における供給側端部近傍に開口し、他端がノズル開口14の配置位置及び第1貫通孔部22のノズル側端部に開口するように形成されている。この第2貫通孔部23の形成方向(基板表面に対する傾斜角度)は、一定角度に規制される。即ち、この第2貫通孔部23もシリコンの結晶面で区画されているので、形成方向が必然的に定まる。なお、図5に示すように、第2貫通孔部23の形成方向は、圧力室長手方向(Y方向)を0度とし、板厚方向(Z方向)を90度とした場合において35度となる。そして、第2貫通孔部23を斜め貫通孔部としたのは、第2貫通孔部23の流路長を最も短くすることができ、第2貫通孔部23における流路抵抗やイナータンスを小さくできるからである。なお、浅溝部20が扁平な流路であり、流路抵抗が第2貫通孔部23よりも大きいことを勘案すると、第2貫通孔部23の浅溝部側開口は、インク供給口13に可及的に近接させる構成が好ましい。
【0035】
この第2貫通孔部23の開口形状も第1貫通孔部22の開口と同様に平行四辺形状である。そして、この第2貫通孔部23の開口幅W23は、第1貫通孔部22の開口幅W22よりも小さく形成され、本実施形態では25μmである。また、第2貫通孔部23の開口長さL23は150μmである。なお、本実施形態において、第2貫通孔部23は、斜め35度に下り傾斜しているので、開口長さL23が150μmであっても、第2貫通孔部23の断面積(インクの流れ方向に直交する断面)は20μm×86μmとなる。一方、第1貫通孔部22の断面積は、上記したように、40μm×120μmとなる。このように、第1貫通孔部22の方が第2貫通孔部23よりも断面積が広くなるため流路抵抗は小さくなる。
【0036】
そして、第2貫通孔部23の開口形状をこのように設定したのは、第1貫通孔部22の流路抵抗を第2貫通孔部23の流路抵抗よりも小さく設定しつつ隣接クロストークを防止するためである。
【0037】
第1貫通孔部22の流路抵抗を第2貫通孔部23の流路抵抗よりも小さく設定したのは、圧力室12内に入り込んだ気泡を容易且つ確実に除去するためである。この種の記録ヘッド1では、圧力室12内に気泡が入り込んでしまうことがある。例えば、インク中に溶け込んでいる空気が集まって気泡となり、この気泡が入り込むことがある。また、インクカートリッジやインクパックの交換時に、接続部分に生じた気泡が入り込んでしまうこともある。そして、圧力室12内に入り込んだ気泡は、ノズル開口14側からインクを吸引する等によって除去されるが、この場合において、第2貫通孔部23の流路抵抗を第1貫通孔部22の流路抵抗よりも小さくしてしまうと、第2貫通孔部23を流れるインクの量が第1貫通孔部22を流れるインクの量よりも多くなってしまう。これにより、浅溝部20内の気泡、特に浅溝部20の先端部分に停留している気泡を除去することが困難になってしまう。
【0038】
そして、第1貫通孔部22の流路抵抗を第2貫通孔部23の流路抵抗よりも小さくすると、第1貫通孔部22のインク流量が第2貫通孔部23のインク流量よりも多くなるので、圧力室12の全体からみればインクの淀みを少なくすることができる。その結果、インクが淀み易い浅溝部先端についても、必要な流量を確保することができ、気泡を確実に排出することができる。なお、気泡を確実に排除するという観点からは、第1貫通孔部22のインク流量と第2貫通孔部23のインク流量の比が1:1以上、望ましくは2:1程度以上であればよいことが実験的に確認されている。
【0039】
また、第2貫通孔部23の開口幅W23を第1貫通孔部22の開口幅W22よりも狭くしたのは、隣接クロストークの発生を防止するためである。即ち、第2貫通孔部23の開口幅W23を第1貫通孔部22の開口幅W22よりも狭くしたことにより、隣り合う第2貫通孔部23同士の間に位置する隔壁部の厚さは、上記の貫通孔隔壁部29の厚さよりも厚くなる。その結果、第2貫通孔部23同士の間の隔壁部に十分な剛性が確保でき、隣接クロストークの発生を防止できる。
【0040】
そして、貫通孔部21を第1貫通孔部22と第2貫通孔部23とで構成したことにより、第2貫通孔部23が浅溝部20の供給側端部とノズル開口14との間を連通するので、浅溝部20の深さを従来よりも低くして剛性を高めても、流路抵抗が過度に高くなることを防止できる。これにより、ノズル開口14や圧力室12を従来よりも高密度化しても、流路隔壁25の変形に伴う隣接クロストークを防止できる。また、周波数応答特性についても、従来と同程度に高く維持できる。加えて、第2貫通孔部23が流路基板17の厚さ方向に対して斜めに延在する斜め貫通孔部であるので、第2貫通孔部23の流路長を最も短くすることができ、流路抵抗やイナータンスを小さくすることができる。
【0041】
なお、隣接クロストークの防止に関し、図5に示すように、浅溝部20、第1貫通孔部22、及び、第2貫通孔部23によって囲われる領域には、三角形状の梁部31が形成されている。そして、この梁部31は、複数の圧力室12(圧力室空部15)に亘って一連に形成されているので、この梁部31によって圧力室空部15の変形を防止していると捉えることもできる。
【0042】
次に、上記記録ヘッド1の製造方法について説明する。なお、この製造方法に関し、流路基板17を除く各部材、即ち、ケース4、振動子ユニット5、振動板、ノズルプレート19については、従来のものと同じ工程で作製される。このため、以下の説明では、流路基板17を作製する流路基板作製工程について説明することにする。
【0043】
この流路基板作製工程では、まず、先孔形成工程を行う。この先孔形成工程では、例えば、図7(a)に示すように、第1貫通孔部22に対応する第1の先孔32と、第2貫通孔部23に対応する第2の先孔33とを、シリコン単結晶板(素基板34)に形成する。これらの先孔32,33は、レーザービーム加工によって形成される。ここで、第1貫通孔部22は、板厚方向に形成される垂直貫通孔部であるのに対し、第2貫通孔部23は、板厚方向に対して斜めに延在する斜め貫通孔部である。このように向きが異なる2つの流路を同時に形成するため、レーザービーム加工においては、第1の先孔32を形成する際のビーム照射方向と、第2の先孔33を形成する際のビーム照射方向とを異ならせている。具体的には、第1の先孔32を形成する際のビーム照射方向は、シリコン単結晶板34の表面に対して垂直方向とする。また、第2の先孔33を形成する際のビーム照射方向は、素基板34の表面に対して35度の方向とする。
【0044】
先孔形成工程を行ったならば、次に、貫通孔部形成工程を行う。この貫通孔部形成工程では、先孔を形成したシリコン単結晶板に対してエッチング加工を行う。即ち、先孔32,33を形成した素基板34の表面に、第1貫通孔部22の開口形状と第2貫通孔部23の開口形状に対応したマスクを作製し、その後エッチング加工を行う。このエッチング加工により、先孔32,33が徐々に浸食されて拡がり、第1貫通孔部22及び第2貫通孔部23が形成される。
【0045】
貫通孔部形成工程を行ったならば、浅溝部(インク供給口)形成工程を行う。この浅溝部形成工程では、第1貫通孔部22及び第2貫通孔部23を形成した素基板34の表面に、浅溝部20及びインク供給口13(狭窄部27,浅溝供給部28)の形状に対応したマスクを作製し、その後、所望の深さとなるまでエッチング加工を行う。
【0046】
浅溝部形成工程を行ったならば、切り離し工程を行う。この切り離し工程では、先孔形成工程や貫通孔部形成工程にて併せて作製したブレイクパターンに沿って素基板34を破断し、複数の流路基板17を得る。
【0047】
以上で流路基板作製工程が終了する。そして、この工程では、先孔形成工程と貫通孔部形成工程においてエッチング加工を行っているが、このエッチング加工が浅溝部20となる側の一面で管理できる。例えば、マスクパターンの作製等を一面で行えば足りる。従って、作業性が向上し、流路基板17を効率よく作製できる。
【0048】
ところで、本発明は、上記の実施形態に限定されるものではなく、種々の変形が可能である。以下、変形例について説明する。
【0049】
流路基板17に関し、上記実施形態では1枚のシリコン単結晶板によって構成していたが、複数の板材を接合して構成してもよい。この場合、図8に示すように、浅溝部20及びインク供給口13を形成する浅溝部基板41と、貫通孔部21を形成する貫通孔基板42とに分けて構成することが好ましい。これは、このように分けることで、製造工程の自由度を高めることができ、製造を容易化できるためである。即ち、浅溝部基板41と貫通孔基板42とに分けると、浅溝部基板41も貫通孔基板42も貫通孔のみで構成することができるので、各基板の作製が容易になる。
【0050】
この構成において、浅溝部基板41と貫通孔基板42を共にシリコンの単結晶板で作製しても良いし、各基板41,42を異なる素材で作製してもよい。そして、異なる素材で作製する場合、例えば、浅溝部基板41を加工や取り扱いの容易なステンレス等の金属をプレス加工する等によって作製し、貫通孔基板42をシリコン基板で作製する。なお、浅溝部基板41は極く薄い板材となるため、ハンドリングが困難になる場合もあり得るが、この場合には浅溝部基板41を厚手に作製し、貫通孔基板42と接合した後に研磨加工等を行って薄くしてもよい。
【0051】
また、図9に示すように、第1貫通孔部22を、第2貫通孔部23とは反対向きであって流路基板17の厚さ方向に対して斜めに延在する斜め貫通孔部としてもよい。この場合、第1貫通孔部22と第2貫通孔部23のイナータンスを揃える構成が好ましい。具体的には、第1貫通孔部22と第2貫通孔部23の断面形状及び流路長を揃えて、ノズル開口14に向かうV字状流路とする。このように構成すると、第1貫通孔部22を流れるインクの流量と第2貫通孔部23を流れるインクの流量とが揃い、インクの流れが円滑になって吐出効率を向上させることができる。
【0052】
また、この構成では、島部3の長手方向中央をノズル開口14の直上に位置付けている。このように構成すると、島部3を押圧した際におけるインク流の分かれ目(分水界)もノズル開口14の直上に位置するので、インクの流れをより均等にすることができる。その結果、インクの流れをより円滑化できる。
【0053】
なお、以上の説明は、圧力発生素子として縦振動モードの圧電振動子8を用いた記録ヘッド1を例示して行ったが、この記録ヘッド1に限定されない。圧力発生素子としては、この他に、たわみ振動モードの圧電振動子、静電アクチュエータ、圧電薄膜アクチュエータ、発熱素子、磁歪素子等を用いることができる。
【0054】
また、本発明は、記録ヘッド1以外の液体噴射ヘッドにも適用できる。例えば、ディスプレー製造装置用の色材噴射ヘッド、電極製造装置用の電極材噴射ヘッド、チップ製造装置用の生体有機物噴射ヘッドにも適用できる。さらに、マイクロピペットにも適用できる。
【図面の簡単な説明】
【図1】 記録ヘッドの内部構造を説明する断面図である。
【図2】 流路ユニットの一部分を島部側から見た平面図である。
【図3】 図2におけるA−A断面図である。
【図4】 流路基板の一部分を浅溝部側から見た平面図である。
【図5】 図4におけるB−B断面図である。
【図6】 図5におけるC−C断面図である。
【図7】 (a)〜(c)は、流路基板作製工程を説明する図である。
【図8】 (a),(b)は、流路基板を複数の基板で作製した例を説明する図である。
【図9】 第1貫通孔部を斜め貫通孔部とした例を説明する図である。
【符号の説明】
1…インクジェット式記録ヘッド,2…流路ユニット,3…島部,4…ケース,5…振動子ユニット,6…収納空部,7…固定板,8…圧電振動子,11…リザーバ,12…圧力室,13…インク供給口,14…ノズル開口,15…圧力室空部,16…リザーバ空部,17…流路基板,18…弾性板,19…ノズルプレート,20…浅溝部,21…貫通孔部,22…第1貫通孔部,23…第2貫通孔部,24…樹脂フィルム,25…流路隔壁,26…流路隔壁の突出部,27…狭窄部,28…浅溝供給部,29…貫通孔隔壁部,31…梁部,32…第1の先孔,33…第2の先孔,34…素基板,41…浅溝部基板,42…貫通孔基板
Claims (7)
- 圧力室となる圧力室空部を、隔壁を挟んで複数列設してなる流路基板と、前記流路基板の一方の面に接合され、個々の前記圧力室空部に対応して設けられ該圧力室空部内に臨む状態で形成されたノズル開口を有するノズルプレートと、
前記流路基板の前記ノズルプレートとは反対側の面に、前記圧力室空部における開口を塞ぐ弾性板と、
該弾性板に個々の前記圧力室に対応する島部を介して接続されて、個々の前記圧力室内の液体に圧力変動を生じさせる圧力発生素子と、を有し、
前記圧力室内の液体に生じた圧力変動を利用することで、前記ノズル開口から液滴を吐出可能に構成した液体噴射ヘッドにおいて、
前記圧力室空部は、圧力室の全長に亘って形成されて、その一端が液体供給口を介してリザーバに連通された浅溝部と、前記流路基板を貫通して前記浅溝部と前記ノズル開口との間を連通する貫通孔部とを有し、
該貫通孔部を、前記液体供給口とは反対側の浅溝部先端側と前記ノズル開口との間を連通する第1貫通孔部と、前記液体供給口側の浅溝部基端側と前記ノズル開口との間を連通する第2貫通孔部とから構成し、
前記第1貫通孔部と前記第2貫通孔部とが、前記ノズル開口に向かってV字を形成するよう流路基板の厚さ方向に対して斜めに延在し、
さらに前記圧力発生素子の上部から見たとき、前記島部の中央の位置が、前記ノズル開口の位置と一致することを特徴とする液体噴射ヘッド。 - 前記流路基板は、前記浅溝部を形成する浅溝部基板と、前記貫通孔部を形成する貫通孔基板とを含む複数の基板で構成されていることを特徴とする請求項1に記載の液体噴射ヘッド。
- 前記貫通孔部の幅を、前記浅溝部の幅より狭く設定したことを特徴とする請求項1又は請求項2に記載の液体噴射ヘッド。
- 前記貫通孔部の高さを、前記浅溝部の高さよりも高く設定したことを特徴とする請求項1から請求項3の何れかに記載の液体噴射ヘッド。
- 前記第1貫通孔部のイナータンスと前記第2貫通孔部のイナータンスとを揃えたことを特徴とする請求項1に記載の液体噴射ヘッド。
- 前記圧力発生素子が圧電振動子であることを特徴とする請求項1から請求項5の何れかに記載の液体噴射ヘッド。
- 前記流路基板がシリコン単結晶板によって作製されていることを特徴とする請求項1から請求項6の何れかに記載の液体噴射ヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003166324A JP4385656B2 (ja) | 2003-06-11 | 2003-06-11 | 液体噴射ヘッド、及び、その製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003166324A JP4385656B2 (ja) | 2003-06-11 | 2003-06-11 | 液体噴射ヘッド、及び、その製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005001211A JP2005001211A (ja) | 2005-01-06 |
| JP4385656B2 true JP4385656B2 (ja) | 2009-12-16 |
Family
ID=34092521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003166324A Expired - Lifetime JP4385656B2 (ja) | 2003-06-11 | 2003-06-11 | 液体噴射ヘッド、及び、その製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4385656B2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012014724A1 (ja) | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | 基板加工方法 |
| US8841213B2 (en) | 2010-07-26 | 2014-09-23 | Hamamatsu Photonics K.K. | Method for manufacturing interposer |
| CN103025474B (zh) | 2010-07-26 | 2015-04-01 | 浜松光子学株式会社 | 激光加工方法 |
| JP5702556B2 (ja) | 2010-07-26 | 2015-04-15 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| EP2599582B1 (en) | 2010-07-26 | 2020-03-25 | Hamamatsu Photonics K.K. | Substrate processing method |
| JP5693074B2 (ja) | 2010-07-26 | 2015-04-01 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5574866B2 (ja) | 2010-07-26 | 2014-08-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5389264B2 (ja) | 2010-07-26 | 2014-01-15 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| EP2599577A4 (en) | 2010-07-26 | 2016-06-15 | Hamamatsu Photonics Kk | LASER PROCESSING |
| JP5668479B2 (ja) * | 2011-01-11 | 2015-02-12 | セイコーエプソン株式会社 | 液体噴射ヘッド、及び、液体噴射装置 |
| JP5831081B2 (ja) | 2011-09-16 | 2015-12-09 | 株式会社リコー | 液体吐出ヘッド及び画像形成装置 |
| JP6024492B2 (ja) * | 2013-02-01 | 2016-11-16 | セイコーエプソン株式会社 | 液体噴射ヘッド、液体噴射装置および液体噴射ヘッドの製造方法 |
| JP2018001479A (ja) * | 2016-06-29 | 2018-01-11 | セイコーエプソン株式会社 | 液滴吐出方法 |
| JP7151097B2 (ja) * | 2018-02-22 | 2022-10-12 | セイコーエプソン株式会社 | 液体吐出ヘッドおよび液体吐出装置 |
-
2003
- 2003-06-11 JP JP2003166324A patent/JP4385656B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005001211A (ja) | 2005-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4385656B2 (ja) | 液体噴射ヘッド、及び、その製造方法 | |
| JP2014065150A (ja) | 液体噴射ヘッドおよび液体噴射装置 | |
| JP2009208330A (ja) | 液体噴射ヘッド、及び、液体噴射装置 | |
| JP2005034997A (ja) | 液体噴射ヘッド | |
| JP2004001366A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP2005034998A (ja) | 液体噴射ヘッド | |
| JP2001270116A (ja) | インクジェット式記録ヘッド | |
| JP7031293B2 (ja) | 圧電デバイス、液体吐出ヘッド、及び液体吐出装置 | |
| JP2940544B1 (ja) | インクジェット記録ヘッド | |
| JPH05229116A (ja) | インクジェットヘッド | |
| JP2017105202A (ja) | 液体噴射ヘッドおよび液体噴射装置 | |
| JP4517917B2 (ja) | 液体噴射ヘッド | |
| JP2007320061A (ja) | 液滴吐出装置 | |
| JP2005153243A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JPH05318730A (ja) | インクジェットヘッド | |
| JP3326970B2 (ja) | インクジェット式記録ヘッドおよびその製造方法 | |
| JP3730165B2 (ja) | インクジェット式記録装置及び記録方法 | |
| JP2000190497A (ja) | インクジェット式記録ヘッド及びインクジェット式記録装置 | |
| JP2013146885A (ja) | 液体噴射ヘッド、液体噴射装置、液体噴射ヘッドの製造方法 | |
| JP2979665B2 (ja) | インクジェットヘッド | |
| JP2715969B2 (ja) | インクジェットプリントヘッド | |
| JP3730158B2 (ja) | ヘッドチップ | |
| JP4560983B2 (ja) | 静電式インクジェットヘッド | |
| JP2003334951A (ja) | 液体噴射ヘッド、及び液体噴射ヘッド用流路形成板の製造方法 | |
| JPH11300958A (ja) | インクジェット式記録ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060606 |
|
| A977 | Report on retrieval |
Effective date: 20090514 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090519 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090521 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090717 |
|
| RD03 | Notification of appointment of power of attorney |
Effective date: 20090717 Free format text: JAPANESE INTERMEDIATE CODE: A7423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Effective date: 20090908 Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090921 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121009 Year of fee payment: 3 |