JP4376545B2 - 円すいころ軸受の円すい面形状測定方法 - Google Patents
円すいころ軸受の円すい面形状測定方法 Download PDFInfo
- Publication number
- JP4376545B2 JP4376545B2 JP2003135291A JP2003135291A JP4376545B2 JP 4376545 B2 JP4376545 B2 JP 4376545B2 JP 2003135291 A JP2003135291 A JP 2003135291A JP 2003135291 A JP2003135291 A JP 2003135291A JP 4376545 B2 JP4376545 B2 JP 4376545B2
- Authority
- JP
- Japan
- Prior art keywords
- measured
- measurement
- conical surface
- displacement meter
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/364—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Rolling Contact Bearings (AREA)
Description
【発明の属する技術分野】
この発明は、内輪、外輪、ころ等の円すい面の円すい角度,直径,クラウニング量等に係る形状を測定する円すいころ軸受の円すい面形状測定方法に関し、例えば研削現場で適用できる測定方法に関する。
【0002】
【従来の技術】
一般的な立体形状を測定する装置には三次元形状測定機があり、円すいころ軸受の円すい面形状を高精度に測定する方法として三次元形状測定機を用いる場合がある。円すい面の角度の測定法にはJIS B-7523のサインバーを用いて円すい面を表面粗さ計の触針に対して平行とし、母線形状の測定結果から円すい角度を算出する場合もある。また、被測定物を円すい面の母線が水平となるように傾斜して配置し、触針ゲージで傾斜角度を測定する方法も提案されている(例えば特許文献1における従来の技術の説明欄)。各研削現場では、円すい角度と円すい面の直径を測定している。内輪ところは、ダイヤルゲージを用いて計測して円すい角度と直径を個別に測定している。外輪は空気マイクロメータを用いて円すい角度と直径を同時に測定している。
【0003】
【特許文献1】
特開2000−230816号公報
【0004】
【発明が解決しようとする課題】
しかし、三次元形状測定機や表面粗さ測定機は精密な測定機であるため、設置場所の除振、温度、ミストなどの雰囲気の管理が必要である。そのため、円すいころ軸受の研削盤の近くで加工後の部品の円すい面を測定する用途には使用できない。加工現場では、内輪の円すい角度と直径をダイヤルゲージを用いて個別に測定しているため、測定治具が複数必要であるが、適切な治具がない。加工現場におけるころの測定の場合も、内輪と同じである。また、円すいころ軸受の円すい面には、平滑な圧力分布となるようにクラウニングが施されているが、加工現場で内輪、ころ、および外輪のクラウニング量の測定を行う方法が確立されていない。上記特許文献1の従来例の方法は、触針ゲージを移動させて測定するが、その移動によって測定精度が低下する。また、触針ゲージの較正の方法も確立されていない。
【0005】
この発明の目的は、各部品の円すい面に必要な形状を、簡易にかつ低コストで精度良く測定することのできる円すいころ軸受の円すい面形状測定方法を提案することである。
【0006】
【課題を解決するための手段】
この発明の円すいころ軸受の円すい面形状測定方法は、円すいころ軸受の内輪、外輪、およびころのいずれかである被測定物の円すい面形状を測定する円すい面形状測定方法において、模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定する方法である。
この方法によると、被測定物を変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させ、被測定物の複数箇所を測定するため、円すいころ軸受部品の円すい面における任意の軸方向位置の直径が測定できる。直径寸法は、上記模範との相対比較により測定できる。また、被測定物側を移動させるので、変位計を移動させて計測する場合に比べて簡単な設備で精度良く測定することができる。上記複数箇所の測定は、模範を用いて較正した同じ変位計を用いるため、より精度良くする測定することができる。このように簡単な設備で測定できるため、研削盤の近くで加工後の部品の円すい面を測定する用途にも適用することができる。
【0007】
この発明方法において、被測定物の円すい面における上記移動の方向に離れた3か所の測定を行い、そのうちの両端2か所の測定結果から円すい角度を求め、3か所の測定結果からクラウニング量を求める。
この場合、3箇所という少ない測定箇所数で、各部品の円すい面に必要な形状である円すい角度とクラウニング量との両方を求めることができる。
この発明方法は、より具体的には、被測定物が内輪または外輪である場合は、次のように行う。
すなわち、この発明方法における、円すいころ軸受の内輪または外輪である被測定物の円すい面形状を測定する円すい面形状測定方法は、被測定物と同じ形状の円すい面および基準面となる端面を有し精度良く作成された模範を用いて変位計を較正する過程と、この模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定する過程とを含み、
上記模範を用いて変位計を較正する過程では、定盤と、上記被測定物の基準面となる端面を当接させる傾斜した被測定物支持面を有し被測定物支持面の法線の投影線に沿う方向に移動可能に上記定盤に設置される被測定物支持部品と、この被測定物支持部品を定盤に対して上記被測定物支持面の傾斜角度を可変としかつその変更した傾斜角度で固定可能とする角度変更固定手段とを有する治具を用い、この治具の上記被測定物支持面に上記模範を上記基準面で支持させ、模範の上記円すい面を変位計の測定方向に対して直角として、上記較正として変位計の指示目盛りを零とし、
上記被測定物を測定する過程では、上記治具に対して被測定物を模範に置き換えて支持させ、この治具に支持された被測定物を上記変位計で測定し、この測定では、被測定物の円すい面における上記移動の方向に離れた3か所の測定を行い、そのうちの両端2か所の測定結果からこれら両端2か所の直径と円すい角度を求め、3か所の測定結果からクラウニング量を求め、
このとき、変位計で測定された模範に対する被測定物の偏差をδ、被測定物支持面の傾斜角度をθとすると、被測定物の直径の補正値をδcos θとして直径を求め、
かつ上記測定を行った小径側位置と大径側位置の距離をL、それぞれの直径をD1,D2とすると、円すい角度αはtan α=(D2−D1)/2Lで求める。
また、この発明方法における、円すいころ軸受のころである被測定物の円すい面形状を測定する円すい面形状測定方法は、模範を用いて変位計を較正する過程と、この模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定する過程とを含み、
上記模範を用いて変位計を較正する過程では、定盤と、この定盤上に直線方向に移動可能に設置され、上記ころである被測定物を軸心が上記直線方向と平行でかつ円すい面の最上位置の母線が定盤の上面と平行となるように上記被測定物を載せるころ載置台とを有する治具を用い、上記変位計の測定方向は定盤の上面に直角方向であり、上記ころ載置台に模範を載せ、模範の円すい面を測定して上記較正として零点位置の調整を行い、
上記被測定物を測定する過程では、上記治具のころ載置台に対して被測定物を模範に置き換えて載せ、このころ載置台に載せられた被測定物を上記変位計で測定し、この測定では、被測定物の円すい面における両端付近と中央付近との3か所の測定を行い、そのうちの両端2か所の測定結果からこれら両端2か所の直径と円すい角度を求め、3か所の測定結果からクラウニング量を求める。
【0008】
この発明において、被測定物が内輪である場合は、この内輪の大径側の端面を基準として円すい面を測定することが好ましい。
内輪の円すい面の研削加工時の基準面は大径側の端面であるので、この大径側の端面を基準として円すい面を測定することで、研削加工への測定結果の反映が行い易い。
【0009】
被測定物が外輪である場合は、外輪の小径側の端面を基準として円すい面を測定することが好ましい。
外輪の円すい面の研削加工時の基準面は小径側の端面であるので、この小径側の端面を基準として円すい面を測定することで、研削加工への測定結果の反映が行い易い。
【0010】
被測定物がころである場合は、ころの大端面における内輪大鍔面との接触点を基準として円すい面を測定することが好ましい。
円すいころ軸受において、各ころは内輪大鍔面と接触しながら転走するため、この接触点を基準とする形状精度が求められる。そのため、この接触点を基準として測定することで、動作上に必要な形状が精度良く求められる。
【0011】
この発明において、被測定物が内輪または外輪である場合は、被測定物を支持する治具として、例えば定盤と、上記被測定物の端面を当接させる傾斜した被測定物支持面を有し上記定盤上に上記被測定物支持面の法線の投影線に沿う方向に移動可能に設置される被測定物支持部品と、この被測定物支持部品の移動方向に対面して上記定盤上に設けられた位置決め基準体と、この位置決め基準体と上記被測定物支持部品との間に介在して上記位置決め基準体と被測定物支持部品との間隔を規制する複数のスペーサとを備えた治具を用いる。この場合に、上記複数のスペーサの介在個数を種々変えた状態で、上記変位計による上記被測定物の円すい面の測定を行う。
これにより、多数の内輪または外輪につき、それぞれ複数箇所、例えば両端付近と中央付近との3か所を測定するときに、スペーサの介在個数の変更だけで、常に一定の軸方向位置での測定が行え、作業効率良く測定が行える。
【0012】
この発明において、被測定物測定物がころである場合は、被測定物を支持する治具として、例えば定盤と、この定盤上に直線方向に移動可能に載置され、上記ころを軸心が上記直線方向と平行でかつ円すい面の最上位置の母線が定盤の上面と平行となるように上記ころを載せるころ載置台と、このころ載置台に設けられ上記ころの端面に接するころ端支持体と、上記ころ載置台の移動方向に対面して上記定盤上に設けられた位置決め基準体と、この位置決め基準体と上記ころ載置台との間に介在して上記位置決め基準体と上記ころ載置台との間隔を規制する複数のスペーサとを備えた治具を用いる。この場合に、上記複数のスペーサの介在個数を種々変えた状態で、上記変位計による上記被測定物の円すい面の測定を行う。
これにより、多数のころにつき、それぞれ複数箇所、例えば両端付近と中央付近との3か所を測定するときに、スペーサの介在個数の変更だけで、常に一定の軸方向位置での測定が行え、作業効率良く測定が行える。
【0013】
【発明の実施の形態】
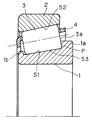
この発明の第1の実施形態を図1ないし図3と共に説明する。この実施形態は被測定物が円すいころ軸受の内輪である場合の例である。円すいころ軸受は、例えば図8に示すように、内輪1と外輪2の間に、円周方向に沿って複数の円すい形のころ3を介在させたものである。各ころ3は保持器4に保持されている。内輪1は、転走面となる外径面部分が円すい面S1とされ、両端に大鍔1aおよび小鍔1bをそれぞれ有する。外輪2は転走面となる内径面が円すい面S2とされている。ころ3は、外周面が円すい面S3とされている。
【0014】
図1において、この測定方法は、内輪1の円すい面S1の測定方法であり、被測定物である内輪1を変位計6の測定方向Zに対する直角方向でかつ内輪1の円すい面S1の母線に沿う方向に直線的に移動させて、内輪円すい面S1の複数箇所を測定する。その複数箇所の測定結果から、テーパ角度、クラウニング高さ等の円すい面形状を求める。変位計6には例えばダイヤルゲージを用いる。変位計6には、この他に電気マイクロメータを用いても良い。変位計6の測定方向Zは測定する変位ないし長さの方向のことである。
【0015】
被測定物である内輪1は、次の治具7で支持する。この治具7は、定盤8と、この定盤8上に設置される被測定物支持部品9とを備える。図3のように、変位計6は、定盤8に立設された支柱16に、取付具16aを介して高さ調整自在に取付けられている。被測定物支持部品9は、内輪1の端面を当接させる傾斜した被測定物支持面Aを有し、定盤8上に被測定物支持面Aの法線Bの投影線bに沿う方向Xに移動可能に設置される。この移動の精度を確保するため、被測定物支持部品9は、定盤8上に固定されたガイド10に沿って移動可能とされる。被測定物支持部品9は、被測定物支持面Aの傾斜角度を可変とする角度変更固定手段11を有している。角度変更固定手段11は、被測定物支持面Aを構成する支持板12を、下端両側で支軸13回りに傾動可能なように支持部品本体9aに支持し、支持部品本体13の左右両端に立設された側板9bに、止め具14で固定可能としたものである。止め具14は、側板9bに設けられた円弧状孔15を貫通した止めねじであり、支持板12の端面のねじ孔(図示せず)にねじ込まれている。したがって止め具14の締め付けを緩めることで、支持板12が角度変更自在となり、止め具14を締めつけると、支持板12の傾斜角度θ(図1)が固定される。支持板12は、内輪1の内径面を受けて内輪1を被測定物支持面Aに接した状態に支持する支持片12aを有している。
【0016】
被測定物支持部品9の移動方向に対面して、定盤8上に位置決め基準体17が固定されており、この位置決め基準体17と被測定物支持部品9との間に、両者の間隔を規制する2つのスペーサ18,19が介在させられる。変位計6は上記のように支柱16を介して定盤8に設置されるため、位置決め基準体17に対する被測定物支持部品9の間隔により、変位計6に対する被測定物支持面S1の位置が調整されることになる。位置決め基準体17は、被測定物支持部品9と平行度が確保されたものとする。位置決め基準体17は、この実施形態では上記ガイド10と一体の部品からなる。
【0017】
上記構成の治具7を用いた測定方法を説明する。内輪1の測定に先立ち、内輪1の模範21を測定して変位計6の較正を行う。模範21は、例えば内輪1と同じ形状に精度良く作成した部品である。模範21の測定は、内輪1の測定時と同様に治具7に設置して行う。被測定物である内輪1は、円すい面S1の研削加工時の基準面が大径側端面であるので、模範21も大径側端面を被測定物支持部品9の角度調整時の基準面とし、円すい面S1M を変位計6の測定方向に対して直角に設定して変位計6の指示目盛を零とする。
【0018】
円すいころ軸受の内輪1を模範21に置き換え、変位計6の測定値を読み取ることで、模範21に対する偏差δが測定できる。被測定物支持面9aの傾斜角度θは既知であるので、内輪1の直径の補正値はδcos θとなる。
内輪1の円すい角度を求めるためには軸方向位置2箇所の直径を測定する必要がある。また、クラウニング量の測定には最大クラウニング高さ位置の直径を測定する必要がある。軸方向位置の距離を移動するために上記スペーサ18,19を準備し、スペーサ18,19を被測定物支持部品9と位置決め基準体17との間に挟みこむ。この時に、変位計6により、円すい面S1の小径側の予め設定した測定位置の直径を模範21に対して相対的に測定する(図2(A))。
次に、スペーサ19を外し、被測定物支持部品9を位置決め基準体17側へ移動させてスペーサ18を挟みこみ、変位計6でクラウニング位置の直径を測定する(図2(B))。なお、スペーサ9の厚さは、小径側測定位置と、設計上や経験的にクラウニング量最大とされる位置との距離に等しくしておく。
最後に,スペーサ19を外し、被測定物支持部品9を位置決め基準体17側へ移動させて接触させ、円すい面S1の大径側の直径を変位計6で測定する。
【0019】
ここで、テーパ面S1における上記測定を行った小径側位置と大径側位置の距離をL、それぞれの直径をD1,D2とすると、円すい角度αはtan α=(D2−D1)/2Lで求められる。
また、小径側位置とクラウニング位置の距離をL3、クラウニング位置の直径をD3とすると、クラウニング量hは,h=1/2(d3−(D1+D2)×(L3/L))で求められる。
【0020】
この実施形態の円すい面形状測定方法によると、このようにダイヤルゲージ等からなる一つの変位計6を用いて、円すい面S1の角度、直径、並びにクラウニング量を測定できるようにしたので、円すい面S1に必要な形状機能を低コストで測定することができる。
【0021】
図4は、外輪2のテーパ面S2の測定方法を示す。外輪2のテーパ面S2は、内輪1に用いた上記測定用治具7および変位計6を用い、内輪1の場合と同様にして測定が行える。外輪2のテーパ面S2の測定に際しては、外輪2を高精度に仕上げた模範22を用い、内輪1の場合と同様に変位計6の較正を行う。その後に、外輪2のテーパ面S2の測定を行う。この測定に際しては、内輪1の測定の場合と同様に、2つのスペーサ18′、19′を介在させて位置決めした状態と、片方のスペーサ18′のみを介在させて位置決めした状態と、スペーサ18′,19′を介在させずに位置決めした状態とで、テーパ面S2の測定を行う。これにより、同図に符号▲1▼〜▲3▼でそれぞれ示す小径側位置、中間のクラウニング量最大位置、および大径側位置での測定が行われる。
【0022】
図5ないし図7は、被測定物がころ3である場合の測定方法を示す。この場合の治具7Aは、次の構成のものとなる。変位計6が定盤8Aに支柱(図示せず)を介して設置されることは、内輪1を測定する場合と同じである。
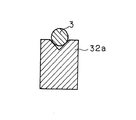
この治具7Aは、定盤8Aと、この定盤8A上に直線方向Xに移動可能に載置されたころ載置台9Aとを備える。ころ載置台9Aは、ころ3を軸心が上記直線方向Xと平行でかつ円すい面S3の最上位置の母線が定盤8Aの上面と平行となるように上記ころ3を載せるものである。これにより、変位計6の測定方向Zに直角の方向にころ円すい面S3の母線が向く。ころ載置台9Aは、定盤8A上に移動可能に設置された可動台31と、この可動体31上に設けられた2つのVブロック32a,32bとを有する。これらVブロック32a,32bは、V溝の高さ位置を互いに異ならせて隣接配置してある。各Vブロック32a,32bのV溝は、ころ軸方向のテーパは有しないため、円すい形のころ3は各Vブロック32a,32のV溝におけるころ大端側のエッジで支持されることになる。ころ載置台9Aは、可動台31にころ3の大端面3aに接してころ3の軸方向位置を定めるころ端支持体33が設けられている。ころ端支持体33のころ3と当接部は、セラミックボール33aで構成されている。ころ端支持体33によるころ3の大端面3aの支持位置は、図8のようにころ大端面3aが内輪1の大鍔面に接触する位置Pとしてある。
定盤8A上には、ころ載置台9Aの移動方向Xに対面して位置決め基準体17Aが設けられており、この位置決め基準体17Aところ載置台9Aとの間に、これら位置決め基準体17Aところ載置台9Aとの間隔を規制する2つのスペーサ18A,1Aを介在させる。
【0023】
ころ3の円すい面S3の測定に際しては、内輪1や外輪2の場合と同様に、ころ3の模範23の円すい面S3M を測定し、変位計6の較正、例えば零点位置の調整を行う。模範23の測定は、ころ載置台9Aに載せて行う。
この後、模範23に変えて、ころ3をころ載置台9Aに載せ、変位計6によるころ3の円すい面S3の測定を行う。この測定は、内外輪の場合と同様に、2つのスペーサ19A,19Bを介在させた状態、1つのスペーサ19Aだけを介在させた状態、およびスペーサの介在無しの状態で行う。これにより、ころ3の軸方向に離れた3か所、例えば両端付近と中央付近の測定を行う。この測定結果から、円すい面S3の角度、クラウニング量を求める。この場合に、ころ3の軸方向の支持位置は大端面3aである。
円すいころ軸受において、各ころ3は内輪1の大鍔面と接触しながら転走するため、その接触点Pを基準とする形状精度が求められる。そのため、この接触点Pを基準として測定することで、動作上で必要な形状が、精度良く求められる。
【0024】
【発明の効果】
この発明の円すい面形状測定方法は、円すいころ軸受の内輪、外輪、およびころのいずれかである被測定物の円すい面形状を測定する円すい面形状測定方法において、模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定するため、各部品の円すい面に必要な形状を、簡易にかつ低コストで精度良く測定することができる。
【図面の簡単な説明】
【図1】この発明の第1の実施形態における円すいころ軸受の内輪の円すい面測定方法示す側面図である。
【図2】同測定方法の各測定過程を示す説明図である。
【図3】同測定方法に用いる治具および変位計の斜視図である。
【図4】この発明の他の実施形態における外輪の円すい面測定方法を示す破断側面図である。
【図5】この発明のさらに他の実施形態におけるころの円すい面測定方法を示す側面図である。
【図6】同測定方法における治具の全体の平面図である。
【図7】同測定方法における治具のVブロックところの関係を示す正面図である。
【図8】被測定物である円すいころ軸受の部分断面図である。
【符号の説明】
1…内輪(被測定物)
2…外輪(被測定物)
3…ころ(被測定物)
6…変位計
8…定盤
9…被測定物支持体
17,17A…位置決め基準体
18,18′,19,19′…スペーサ
18A,19A…スペーサ
21〜23…模範
A…被測定物支持面
S1〜S3…円すい面
Claims (7)
- 円すいころ軸受の内輪または外輪である被測定物の円すい面形状を測定する円すい面形状測定方法において、被測定物と同じ形状の円すい面および基準面となる端面を有し精度良く作成された模範を用いて変位計を較正する過程と、この模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定する過程とを含み、
上記模範を用いて変位計を較正する過程では、定盤と、上記被測定物の基準面となる端面を当接させる傾斜した被測定物支持面を有し被測定物支持面の法線の投影線に沿う方向に移動可能に上記定盤に設置される被測定物支持部品と、この被測定物支持部品を定盤に対して上記被測定物支持面の傾斜角度を可変としかつその変更した傾斜角度で固定可能とする角度変更固定手段とを有する治具を用い、この治具の上記被測定物支持面に上記模範を上記基準面で支持させ、模範の上記円すい面を変位計の測定方向に対して直角として、上記較正として変位計の指示目盛りを零とし、
上記被測定物を測定する過程では、上記治具に対して被測定物を模範に置き換えて支持させ、この治具に支持された被測定物を上記変位計で測定し、この測定では、被測定物の円すい面における上記移動の方向に離れた3か所の測定を行い、そのうちの両端2か所の測定結果からこれら両端2か所の直径と円すい角度を求め、3か所の測定結果からクラウニング量を求め、
このとき、変位計で測定された模範に対する被測定物の偏差をδ、被測定物支持面の傾斜角度をθとすると、被測定物の直径の補正値をδcos θとして直径を求め、
かつ上記測定を行った小径側位置と大径側位置の距離をL、それぞれの直径をD1,D2とすると、円すい角度αはtan α=(D2−D1)/2Lで求める、
円すいころ軸受の円すい面形状測定方法。 - 円すいころ軸受のころである被測定物の円すい面形状を測定する円すい面形状測定方法において、模範を用いて変位計を較正する過程と、この模範を用いて較正した同じ変位計を用い、被測定物を上記変位計の測定方向に対する直角方向でかつ被測定物の円すい面の母線に沿う方向に直線的に移動させて被測定物の複数箇所を測定する過程とを含み、
上記模範を用いて変位計を較正する過程では、定盤と、この定盤上に直線方向に移動可能に設置され、上記ころである被測定物を軸心が上記直線方向と平行でかつ円すい面の最上位置の母線が定盤の上面と平行となるように上記被測定物を載せるころ載置台とを有する治具を用い、上記変位計の測定方向は定盤の上面に直角方向であり、上記ころ載置台に模範を載せ、模範の円すい面を測定して上記較正として零点位置の調整を行い、
上記被測定物を測定する過程では、上記治具のころ載置台に対して被測定物を模範に置き換えて載せ、このころ載置台に載せられた被測定物を上記変位計で測定し、この測定では、被測定物の円すい面における両端付近と中央付近との3か所の測定を行い、そのうちの両端2か所の測定結果からこれら両端2か所の直径と円すい角度を求め、3か所の測定結果からクラウニング量を求める、
円すいころ軸受の円すい面形状測定方法。 - 請求項1において、被測定物が内輪であり、この内輪の大径側端面を基準として円すい面を測定する円すいころ軸受の円すい面形状測定方法。
- 請求項1において、被測定物が外輪であり、この外輪の小径側端面を基準として円すい面を測定する円すいころ軸受の円すい面形状測定方法。
- 請求項2において、被測定物がころであり、ころの大端面における内輪大鍔面との接触点を基準として円すい面を測定する円すいころ軸受の円すい面形状測定方法。
- 請求項1において、被測定物測定物が内輪または外輪であり、被測定物を支持する治具として、定盤と、上記被測定物の端面を当接させる傾斜した被測定物支持面を有し上記定盤上に上記被測定物支持面の法線の投影線に沿う方向に移動可能に設置される被測定物支持部品と、この被測定物支持部品の移動方向に対面して上記定盤上に設けられた位置決め基準体と、この位置決め基準体と上記被測定物支持部品との間に介在して上記位置決め基準体と被測定物支持部品との間隔を規制する複数のスペーサとを備えた治具を用い、上記複数のスペーサの介在個数を種々変えた状態で、上記変位計による上記被測定物の円すい面の測定を行う円すいころ軸受の円すい面形状測定方法。
- 請求項2において、被測定物がころであり、被測定物を支持する治具として、定盤と、この定盤上に直線方向に移動可能に設置され、上記ころを軸心が上記直線方向と平行でかつ円すい面の最上位置の母線が定盤の上面と平行となるように上記ころを載せるころ載置台と、このころ載置台に設けられ上記ころの端面に接するころ端支持体と、上記ころ載置台の移動方向に対面して上記定盤上に設けられた位置決め基準体と、この位置決め基準体と上記ころ載置台との間に介在して上記位置決め基準体と上記ころ載置台との間隔を規制する複数のスペーサとを備えた治具を用い、上記複数のスペーサの介在個数を種々変えた状態で、上記変位計による上記被測定物の円すい面の測定を行う円すいころ軸受の円すい面形状測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003135291A JP4376545B2 (ja) | 2003-05-14 | 2003-05-14 | 円すいころ軸受の円すい面形状測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003135291A JP4376545B2 (ja) | 2003-05-14 | 2003-05-14 | 円すいころ軸受の円すい面形状測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004340653A JP2004340653A (ja) | 2004-12-02 |
| JP4376545B2 true JP4376545B2 (ja) | 2009-12-02 |
Family
ID=33525587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003135291A Expired - Lifetime JP4376545B2 (ja) | 2003-05-14 | 2003-05-14 | 円すいころ軸受の円すい面形状測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4376545B2 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4806032B2 (ja) * | 2008-08-21 | 2011-11-02 | 徳真電機工業株式会社 | クラウニング測定装置およびこれを用いたクラウニング測定方法 |
| CN102679941A (zh) * | 2012-05-09 | 2012-09-19 | 西安交通大学 | 一种锥环外锥锥度检测装置 |
| CN103615997A (zh) * | 2013-11-01 | 2014-03-05 | 苏州恩斯克轴承有限公司 | 一种圆锥滚子轴承外圈端面磨量的测定方法 |
| CN104132599A (zh) * | 2014-08-14 | 2014-11-05 | 陕西法士特齿轮有限责任公司 | 一种锥面跳动检具 |
| JP6537915B2 (ja) * | 2015-07-27 | 2019-07-03 | Ntn株式会社 | ピッチ円錐角測定方法及び測定装置 |
| CN105509676A (zh) * | 2016-01-19 | 2016-04-20 | 浙江爱易特智能技术有限公司 | 轴承检测装置 |
| CN107421480B (zh) * | 2017-05-19 | 2023-06-16 | 洛阳Lyc轴承有限公司 | 一种圆锥滚子的长度检测方法及装置 |
| CN107063046B (zh) * | 2017-05-25 | 2023-08-11 | 浙江辛子精工机械股份有限公司 | 一种带直边深沟球轴承圈用复合检具 |
| CN109458921B (zh) * | 2018-12-21 | 2024-05-10 | 河南卫创轴承精工科技有限公司 | 一种圆锥滚子综合量仪 |
| CN109596086A (zh) * | 2019-01-20 | 2019-04-09 | 浙江大众齿轮有限公司 | 一种一体化锥度检测装置 |
| CN110608656B (zh) * | 2019-09-27 | 2023-11-21 | 贵州群建精密机械有限公司 | 一种检测中心孔锥度的方法及所用装置 |
| CN113358078B (zh) * | 2021-04-30 | 2023-01-20 | 中车青岛四方机车车辆股份有限公司 | 轴承尺寸检测系统 |
| CN113295135A (zh) * | 2021-06-30 | 2021-08-24 | 瓦房店轴承集团国家轴承工程技术研究中心有限公司 | 圆锥滚子轴承内圈挡边角度检测装置及其检测方法 |
| CN113884041A (zh) * | 2021-08-31 | 2022-01-04 | 中国船舶重工集团公司第七0七研究所 | 一种快速测量转子轴套的测量装置及测量方法 |
| CN114739345B (zh) * | 2022-05-19 | 2024-04-26 | 洛阳轴承集团股份有限公司 | 一种大型圆锥滚子滚动面修形曲线的测量装置及其方法 |
| CN118129563A (zh) * | 2024-05-07 | 2024-06-04 | 洛阳鸿元轴承科技有限公司 | 一种圆锥滚子凸度值的测量量具及测量方法 |
| CN118258339B (zh) * | 2024-05-31 | 2024-08-09 | 大连鸿升机械有限公司 | 一种精密零件尺寸检测装置 |
| CN118752204A (zh) * | 2024-06-20 | 2024-10-11 | 中国第一汽车股份有限公司 | 一种圆锥滚子轴承装配高测量设备及其测量方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5828167Y2 (ja) * | 1981-11-24 | 1983-06-20 | 大阪機工株式会社 | 三点式真直度測定装置 |
| US4800652A (en) * | 1987-09-25 | 1989-01-31 | The Timken Company | Machine for measuring generally circular objects in cylindrical coordinates |
| JPH0378610A (ja) * | 1989-08-23 | 1991-04-03 | Brother Ind Ltd | 表面形状測定装置及びその測定方法 |
| JPH0635930B2 (ja) * | 1990-06-19 | 1994-05-11 | 工業技術院長 | 円筒体の形状測定装置 |
| JP3010398B2 (ja) * | 1991-12-02 | 2000-02-21 | 新日本製鐵株式会社 | 鋼板の形状測定方法 |
| JP3477360B2 (ja) * | 1998-03-20 | 2003-12-10 | 三菱重工業株式会社 | ロールプロフィール計測方法 |
| JP2000087963A (ja) * | 1998-09-16 | 2000-03-28 | Nippon Seiko Kk | ころ軸受 |
| JP2000230816A (ja) * | 1999-02-08 | 2000-08-22 | Koyo Seiko Co Ltd | 角度測定装置 |
| JP3701808B2 (ja) * | 1999-02-22 | 2005-10-05 | Ntn株式会社 | ローラのクラウニング形状管理方法および装置 |
-
2003
- 2003-05-14 JP JP2003135291A patent/JP4376545B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004340653A (ja) | 2004-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4376545B2 (ja) | 円すいころ軸受の円すい面形状測定方法 | |
| CN101435696B (zh) | 薄板厚度测量装置及测量方法 | |
| US8770051B2 (en) | Apparatus and method for measuring bores | |
| JP4174955B2 (ja) | 転がり軸受のラジアル隙間を測定する装置 | |
| CN114264251B (zh) | 一种自动调心调平工作台及横臂径向测量尺寸校准方法 | |
| US20030101602A1 (en) | Measurement of geometric parameters of internal and external screw thread and similar grooves | |
| CN102607483A (zh) | 大口径光学非球面元件柱坐标接触式测量方法 | |
| CN1892176A (zh) | 圆锥滚子轴承内圈大挡边球面半径的测量装置和测量方法 | |
| CN106969740B (zh) | 孔垂直度测量装置及系统 | |
| KR101819284B1 (ko) | 베어링의 단차 측정 장치 및 방법 | |
| CN117268967B (zh) | 一种轴承圆锥滚子硬度检测工作台及检测校准方法 | |
| CN104308110B (zh) | 对中台对中触点机构精度微调装置及方法 | |
| KR20170064118A (ko) | 롤 초크의 라이너 변형 진단 장치 및 방법 | |
| CN211401007U (zh) | 一种特大型阶梯轴环/中小型调心滚子轴承检测装置 | |
| CN117399466A (zh) | 一种环件冷校装置 | |
| JP2008096114A (ja) | 測定装置 | |
| JP7552272B2 (ja) | ベッドの調整方法 | |
| CN110926304B (zh) | 一种特大型阶梯轴环/中小型调心滚子轴承检测装置 | |
| CN108061503A (zh) | 一种在jd25-c测长仪上检测锥形部件外径的方法 | |
| CN114838639A (zh) | 一种非连续空间组合检测平台及其平面度检测方法 | |
| CN223130686U (zh) | 用于钢结构加工的底板划线装置 | |
| JP3169080U (ja) | 膜厚角度ゲージ | |
| US5522664A (en) | Slide assembly | |
| KR200499653Y1 (ko) | 케이싱 정렬용 와이어 셋업 지그 세트 | |
| CN112676354B (zh) | 一种用于精确测量和调整45°夹角轧辊设备的装置及其使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4376545 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130918 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |