JP4357659B2 - 圧電体装置及びその製造方法 - Google Patents
圧電体装置及びその製造方法 Download PDFInfo
- Publication number
- JP4357659B2 JP4357659B2 JP23734999A JP23734999A JP4357659B2 JP 4357659 B2 JP4357659 B2 JP 4357659B2 JP 23734999 A JP23734999 A JP 23734999A JP 23734999 A JP23734999 A JP 23734999A JP 4357659 B2 JP4357659 B2 JP 4357659B2
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric
- layer
- ultrafine particle
- particle layer
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 239000011882 ultra-fine particle Substances 0.000 claims description 154
- 239000000758 substrate Substances 0.000 claims description 78
- 238000000034 method Methods 0.000 claims description 38
- 239000013078 crystal Substances 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 17
- 239000010936 titanium Substances 0.000 claims description 15
- 239000002245 particle Substances 0.000 claims description 14
- 239000001257 hydrogen Substances 0.000 claims description 9
- 229910052739 hydrogen Inorganic materials 0.000 claims description 9
- 238000000151 deposition Methods 0.000 claims description 8
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 7
- 229910052719 titanium Inorganic materials 0.000 claims description 7
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 4
- 229910052726 zirconium Inorganic materials 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 190
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 25
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 16
- 238000004544 sputter deposition Methods 0.000 description 16
- 239000000853 adhesive Substances 0.000 description 13
- 230000001070 adhesive effect Effects 0.000 description 13
- 239000000243 solution Substances 0.000 description 13
- 229910052786 argon Inorganic materials 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 239000012790 adhesive layer Substances 0.000 description 6
- 238000010304 firing Methods 0.000 description 6
- 238000007740 vapor deposition Methods 0.000 description 6
- 239000004372 Polyvinyl alcohol Substances 0.000 description 5
- 239000000443 aerosol Substances 0.000 description 5
- 150000002500 ions Chemical class 0.000 description 5
- 229920002451 polyvinyl alcohol Polymers 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 238000002441 X-ray diffraction Methods 0.000 description 4
- 239000013590 bulk material Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 229910052734 helium Inorganic materials 0.000 description 3
- 239000011261 inert gas Substances 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000002783 friction material Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 235000011837 pasties Nutrition 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000004528 spin coating Methods 0.000 description 2
- 238000009718 spray deposition Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 238000001027 hydrothermal synthesis Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000003980 solgel method Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
Images













Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/704—Piezoelectric or electrostrictive devices based on piezoelectric or electrostrictive films or coatings
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/01—Manufacture or treatment
- H10N30/07—Forming of piezoelectric or electrostrictive parts or bodies on an electrical element or another base
- H10N30/074—Forming of piezoelectric or electrostrictive parts or bodies on an electrical element or another base by depositing piezoelectric or electrostrictive layers, e.g. aerosol or screen printing
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/80—Constructional details
- H10N30/85—Piezoelectric or electrostrictive active materials
- H10N30/853—Ceramic compositions
- H10N30/8548—Lead-based oxides
- H10N30/8554—Lead-zirconium titanate [PZT] based
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/01—Manufacture or treatment
- H10N30/06—Forming electrodes or interconnections, e.g. leads or terminals
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Electrical Machinery Utilizing Piezoelectricity, Electrostriction Or Magnetostriction (AREA)
- Micromachines (AREA)
Description
【発明の属する技術分野】
本発明は、超音波モータ、圧電アクチュエータ、および圧電センサー等に用いられる圧電体装置およびその製造方法に関するものである。
【0002】
【従来の技術】
近年、圧電アクチュエータは、モータの微細化、高密度化が可能であるという点で、電磁型モータに代わる新しいモータとして、携帯情報機器分野、ならびに化学、医療分野で注目されている。圧電アクチュエータはその駆動に際して電磁ノイズを発生させず、またノイズの影響も受けない。さらに、サブミリメートルクラスの大きさの機器を作るため、その駆動源として微小な圧電アクチュエータが求められている。圧電体装置は、上記の超音波モータ、圧電アクチュエータ等の振動部分に用いられている。先ず、従来の圧電体装置の構成を説明する。
【0003】
従来の圧電体装置の構造を図14及び図15に示す。一般に金属やシリコンなどの基板上の所定の位置にバルク材の焼結体を加工した圧電体17が設けられている。図14に、基板3と圧電体17を接着剤16を用いて貼り合わされた圧電体装置を示す。圧電体はバルク材の焼結体を所望の大きさ、厚さに研磨加工を施したり、グリーンシートから型抜きして熱処理したものを用いている。このようなバルク材の焼結体、グリーンシートからの成形体では、厚みがおよそ100μm以上のものが一般的である。
【0004】
一方、接着剤による貼り合わせの他に、スパッタ法や印刷法などを用いて、基板上に圧電体を直接形成する手法がある。図15に直接形成法により作製した圧電体装置を示す。通常、スパッタ法やゾルゲル法により形成される圧電体の厚みは、数百Å〜数μmであり、印刷法では50〜数100μm程度である。
また、いずれの構成においても、圧電体17には電極が設けられており、電極を通じて交流電圧が印加されるようになっている。
【0005】
このような圧電体装置を振動部分に用いた超音波モータの概略構成を図16に示す。この超音波モータは、ステータ13と移動体7(ロータ)より構成されている。さらに、このステータ13は、一般に弾性材の振動体6と電極付きの圧電体17を備えており、この振動体6と圧電体17は接着剤16により貼り合わされている。このような構成の超音波モータでは、圧電体17に交流電圧が印加されると、圧電効果によって生じた力が振動体6に伝播し、ステータ13(振動体6)に加圧接触している移動体部分7が駆動することとなる。
【0006】
上記の説明で代表されるように、圧電体装置の基本的構成は圧電体と基板を接着剤で貼り合わせた構成、もしくは基板上に圧電体を直接形成した構成となっている。
【0007】
【発明が解決しようとする課題】
しかしながら、従来のような構成では、以下のような問題点があった。
すなわち、従来のように接着剤を使用した場合、圧電体より発生した力が伝播する際に接着層で乱反射したり吸収されてしまい、その結果として、振動部の電気的および機械的な性能や信頼性を低下させてしまうだけでなく、圧電体との接着界面における剥離現象も生じさせてしまうという不具合があった。特に、この不具合は、微小構造の駆動源として圧電体装置の振動部分を用いようとした場合に、その大きさがサブミリメートルクラスとなるために、相対的に接着層の影響が大きくなる。
【0008】
このような問題が生じる本質的原因は、接着層およびその境界面が力学的に不安定な点にある。この問題を解決するために、振動体に圧電体を直接形成する方法が近年盛んに研究されてきた。
圧電体を直接形成する製造方法として、スパッタ法や、CVD法が代表的な製法であるが、寸法の小さい素子を作成できるという利点の反面、非常に工数がかかるという課題がある。また、アクチュエータの駆動力を出力するためには、圧電体層を数〜数十μmの厚みに形成する必要があるが、上記に示す従来法では、数〜数十μmの厚さの膜を形成するのは困難であった。
【0009】
また、他の製造方法として、インクジェットプリンタヘッドの圧電素子に広く用いられているスクリーン印刷法がある。この製造方法は圧電体ペーストを基板に塗布し、乾燥させ、さらに焼成することにより製造する方法である。しかしながら、1000℃以上の高温で焼成するため、基板と圧電体ペーストにかかる熱応力の差により割れが発生したり、耐熱性基板を用いなければならないという制約がある。
【0010】
同じく圧電体を直接形成する製造方法として水熱法が知られている。これはチタン酸ジルコン酸鉛を主成分とする強誘電体セラミックス(以下、PZTと称する)の強アルカリ性溶液をオートクレーブ中で反応させ、チタン、あるいは酸化チタン基板の上にPZTを形成するものである。ここではPZTを形成できる基板がチタン、あるいはチタンを含む材料といったように限定されてしまう。
【0011】
そこで、本発明は、これらの問題点を解決して製造工程を簡略化でき、しかも特性の向上、安定した圧電体装置の製造方法および装置を提供することを目的としている。
【0012】
【課題を解決するための手段】
上記課題を解決するために、本発明は、圧電体装置の構成において、基板と圧電体層の間に粒径1μm以下の超微粒子からなる超微粒子層が形成されるとともに、前記超微粒子層と前記圧電体が接合された接合面を備えるとした。また、基板と圧電体層との間に超微粒子層が形成されるとともに、超微粒子層が圧電体層の主成分とおよそ同一の主成分であることとした。また、基板と圧電体層との間に超微粒子層が形成されるとともに、超微粒子層が圧電体層の結晶構造とおよそ同一の結晶構造であることとした。
【0013】
さらに、1μm以下の超微粒子層と圧電体層がチタンとジルコニウムと鉛を有することとした。また、上述した構成の圧電体装置を製造するために、本発明の製造方法は、基板上に1μm以下の超微粒子層を形成する第1の工程と、前記超微粒子層上に圧電体層を接合する第2の工程と、を備えることとした。
【0014】
さらに、第1の工程が、1μm以下の超微粒子を噴射堆積して第1の超微粒子層を形成する工程と、前記第1の超微粒子層に超微粒子を含んだペースト状の溶液を塗布する第2の超微粒子層を形成されることとした。あるいは、基板上に1μm以下の超微粒子層を形成する第1の工程と、前記超微粒子層上に圧電体を接合する第2の工程と、を備えることとした。
【0015】
さらに、超微粒子層上に圧電体を接合する第2の工程において、超微粒子層と圧電体層を接合する手段として水素結合を用いることとした。
【0016】
【発明の実施の形態】
本発明による圧電体装置は、基板と圧電体層との間に超微粒子層が形成されるとともに、超微粒子層が圧電体層の主成分とおよそ同一の主成分であることとした。このように超微粒子層と圧電体層の主成分を同一にすることにより、基板と圧電体層との密着性を高めるだけでなく、焼成時における圧電体層と接合層との熱膨張差を減少させる効果がある。
【0017】
また、基板と圧電体層との間に超微粒子層が形成されるとともに、超微粒子層が圧電体層の結晶構造とおよそ同一の結晶構造であることとした。このように構成により、圧電体層と基板との接合部分に同じ結晶構造を持つ超微粒子層を介在させることとなり、基板と圧電体層との密着性を高めることができる。各層の境界面において同じ結晶構造を有する層同士を接触させることにより各層を形成する結晶の格子間隔が近くなり格子間の歪みが少なくなる。したがって接合層で生じていた圧電振動の吸収、乱反射が起こりにくくなる。
【0018】
さらに、超微粒子層と圧電体層がチタンとジルコニウムと鉛を有することとした。これは、圧電体装置に用いられる圧電体の中でも特に優れた圧電特性を示すPZTの成分であるチタンとジルコニウムと鉛を超微粒子層と圧電体層の両方に用いることにより、接合による圧電体の振動特性のばらつきおよび特性不良を減少させる効果がある。
【0019】
また、超微粒子層を形成する超微粒子の粒径が1μm以下であることとした。これは、圧電体の表面粗さ、うねりに対してより微小な1μm以下の超微粒子を接合層に用いることにより、基板および圧電体との接触点を増加させて密着性を上げることができる。さらに、粒径を小さくすることにより粒子の体積に対する表面積の割合(比表面積)を増加させることができるため、接合層のもつ表面エネルギーが増加し、焼成時の熱エネルギーの駆動源となる。そのため通常のPZT系の圧電体を焼成するよりも低温で焼成することができる。
【0020】
あるいは、本発明は圧電体装置の製造方法において、基板上に超微粒子層を形成する第1の工程と、超微粒子層上に圧電体層を形成する第2の工程と、を備えることとした。
さらに、超微粒子層を形成する第1の工程が、超微粒子を含んだペースト状の溶液を基板上に塗布することによって形成することとした。すなわち、接合層にポリビニルアルコールやグリセリンなどの成形助剤を含んだ超微粒子のペーストを用いることにより、成形助剤が超微粒子間をつなぎとめる役割を果たし焼成後の圧電体層との密着性を上げるだけでなく、十分な強度を持たせる効果がある。さらに圧電体層をグリーンシートから形成した場合、超微粒子のペースト上に圧電体層のグリーンシートを加圧密着させるとともにペーストと圧電体層の同時焼成が可能である。
【0021】
また、超微粒子層を形成する第1の工程が超微粒子を基板上に噴射堆積することにより形成されることとした。これは、高速で非常に大きな運動エネルギーを持った超微粒子を基板に直接衝突させるため基板との密着性を上げることができるとともに、十分な強度を持った超微粒子層を形成することができる。
また、圧電体層と同じ結晶構造を持ち、主成分が同一である超微粒子を用いることにより圧電体の振動特性の劣化を防ぐ効果がある。
【0022】
また、粒径およそ0.1μmの超微粒子を用いることにより気体分子の流れに乗りやすくなるため、容易にエアロゾル状態になり得る。すなわち高速で大きな運動エネルギーを持った超微粒子を噴射堆積することができる。
あるいは、本発明による圧電体装置の製造方法において、基板上に超微粒子層を形成する第1の工程と、超微粒子層上に圧電体を接合する第2の工程と、を備えることとした。これは、圧電体と同じ主成分の超微粒子を基板上に直接形成するため、接着剤を介して圧電体を接合するよりも基板との密着性を上げることができる。しかも、圧電体層と同じ結晶構造を有する超微粒子を用いており、接合面において同じ格子間隔を持った面同士を接合するため、原子レベルでの接合が可能であり圧電体層との密着性を上げる効果がある。
【0023】
また、超微粒子層上に圧電体を接合する第2の工程において、超微粒子層と圧電体を接合する手段として水素結合を用いることとした。これは、同じ結晶構造を有する超微粒子層と圧電体層との接合面に水酸基を吸着させてその水酸基間の水素結合を利用している。金属結合や共有結合のように結合に至らしめるための高温熱処理を必要とせず、さらに結合角や結合距離のフレキシビリティが比較的大きいという利点がある。結合に関与する酸素原子および水素原子の原子間距離は数Å程度であるため、接合層の厚みは従来の接着剤による接合層に比べて非常に薄く、圧電体の持つ振動が接合層で吸収されたり乱反射する問題は極めて少ない。
【0024】
【実施例】
以下に、本発明の実施例を図面を基に説明する。
(実施例1)
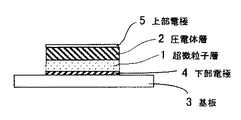
図1は、実施例1の圧電体装置の構成を表す縦断面図である。基板3上の所定の位置に下部電極4が形成され、その上に圧電体層2と同じ結晶構造を有し、同一主成分からなる超微粒子を含んだ超微粒子層1が形成されている。ここでは超微粒子層1はPZTを含んでいる。さらに、その上にPZT系の圧電体層2を形成し、その圧電体層2上に上部電極5が形成されている。なお、基板3が下部電極4としても機能する場合は、基板3上に直接超微粒子層1を設け、超微粒子層1上に圧電体層2を形成する。
【0025】
図14と図15に示した従来の圧電体装置と比較して、基板と圧電体層の間に接着剤を用いず、圧電体とおよそ同じ主成分を有する超微粒子層を介しているため、介在した超微粒子層において圧電体の振動が妨げられる可能性は少ない。しかも、圧電体と同一主成分であり、同じ結晶構造を有する層であるため圧電体層との密着性が良い。
【0026】
本発明の実施例1における圧電体装置の製造方法を図8、図9を用いて説明する。圧電体装置の製造方法の工程を表す模式図を図8に、製造工程のフローチャートを図9に示す。
はじめに、基板の洗浄工程(工程A)により洗浄された基板3の表面に蒸着法やスパッタ法により、下部電極4を形成する(工程B)。具体的には、シリコンウエハを洗浄後、中間層Ti膜とSiの反応を防止する拡散バリア層として約1000Åの熱酸化膜を形成した。続いて、Pt膜との密着改善層として中間層にTi膜をスパッタ法を用いて約500Å程度スパッタした後、下部電極4となるPt膜をスパッタ法を用いて約1000〜3000Å程度スパッタした。Ti膜のスパッタは、アルゴンの流量が11SCCM、RFパワーが0.2kW、圧力が4mtorrの条件でおこなった。Pt膜のスパッタは、アルゴンの流量が120SCCM、RFパワーが2kW、圧力が4mtorrの条件でおこなった。ここで、下部電極をPtで作成したのはPtが高温熱処理によって変質しないためである。スパッタされたPt膜は顕著な配向を示さないが、比較的(111)面の配向が強く、下層のTiとの格子間隔からPZTの配向に適している。
【0027】
次いで、超微粒子層の形成工程(工程C)では、圧電体層と同じ結晶構造を有し、同一主成分からなる超微粒子のペースト状の溶液を基板3に塗布する方法を用いて形成した。ここではPZTを含む超微粒子のペースト状の溶液を用いた。ペースト状の溶液は粒径1μm以下からなる圧電体層2と同じPZTを含む粉末原料に成形助剤としてポリビニルアルコール(以下PVAと称する)を約1%加え混練、脱泡して調製する。このペースト状の溶液を印刷法、あるいはスピンコート法、ディップ法などを用いて基板3上に均一に塗布し超微粒子層1を形成した。ここでは成形助剤の配合比、および混練の仕方によりペースト状の溶液の粘性は調整することが可能である。したがって得られる超微粒子層の厚みを数μm〜数十μmに制御することができる。
【0028】
次に工程Dにおいて、超微粒層1と同じ結晶構造を有し同一主成分から成る圧電体の燒結材、あるいはグリーンシートを加圧密着させて一体で焼成し圧電体層2を形成する。ここでは、PZTを含むペースト状の溶液を基板3上に塗布した後、同じくPZTを含む圧電体の燒結材、あるいは型抜きされたグリーンシートを加圧密着させた。加圧は0.5〜2kgfでおこない、これを600〜900℃で0.5〜2時間の条件で大気雰囲気中にて焼成することにより圧電体層2を形成した。作成した圧電体装置において超微粒子層1を含めた圧電体層2の厚みは約80μmを得た。
【0029】
この超微粒子層1を含めた圧電体層2の結晶構造をX線回折により調べたところ、ペロブスカイト型構造の結晶ピークが検出された。超微粒子層1のみ形成したときのX線回折ピークと比較して、より鋭くシャープなピークが観察された。最後に、上部電極形成工程(工程E)により、この圧電体層2の表面に金電極(上部電極5)を蒸着法で形成した。この物性を測定したところ、比誘電率1200、電圧歪み定数140pC/Nとなる優れた特性を示した。
(実施例2)
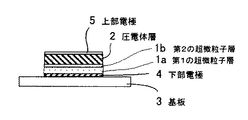
次に実施例2の圧電体装置を図面に基づいて説明する。図2は、実施例2の圧電体装置の構成を模式的に表す縦断面図である。基板3上の所定の位置に下部電極4が形成され、その上に圧電体層と同一主成分からなり、同じ結晶構造を有する超微粒子を基板上に噴射堆積することにより形成された第1の超微粒子層1aを備えている。さらに同一の超微粒子からなるペースト状の溶液を塗布することにより形成された第2の超微粒子層1bが設けられている。ここでは第1の超微粒子層1aと第2の超微粒子1bはPZTを含んでいる。さらに、その上にPZT系の圧電体層2を形成し、その圧電体層2上に上部電極5が形成されている。なお、基板3が下部電極4としても機能する場合は、基板3上に直接第1の超微粒子層1aを設け、超第2の微粒子層1b上に圧電体層2を形成する。
【0030】
図14に示した従来の圧電体装置と比較して、基板と圧電体層の間に接着剤を用いず、圧電体とおよそ同じ主成分を有する超微粒子層を介しているため、介在した超微粒子層において圧電体の振動が妨げられる可能性が少ない。しかも、超微粒子の衝突エネルギーを利用するため、従来に比べても低温で基板上に直接形成することができる。
【0031】
本発明の実施例2における圧電体装置の製造方法を図10、図11を用いて説明する。圧電体装置の製造方法の工程を表す模式図を図10に、製造工程のフローチャートを図11に示す。
はじめに、基板の洗浄工程(工程A)により洗浄された基板3の表面に蒸着法やスパッタ法により、下部電極4を形成する(工程B)。具体的には、約1000Å厚の熱酸化膜が形成されたシリコンなどの基板上に中間層となるTi膜をスパッタ法を用いて約500Å程度スパッタした後、下部電極4となるPt膜をスパッタ法を用いて約1000〜3000Å程度スパッタした。Ti膜のスパッタは、アルゴンの流量が11SCCM、RFパワーが0.2kW、圧力が4mとrrの条件下でおこなった。Pt膜のスパッタは、アルゴンの流量が120SCCM、RFパワーが2kW、圧力が4mtorrの条件下でおこなった。
【0032】
次いで、工程Cで第1段階として超微粒子を噴射堆積させて第1の超微粒子層1aを形成し、さらに工程Dで第2段階として同一の超微粒子からなるペースト状の溶液を塗布することにより第2の超微粒子層1bを形成する。ここでは圧電体層と同一のPZTを含む超微粒子を用いた。ここで超微粒子層1aと超微粒子層1bは工程上区別するが、本発明の圧電体装置における振動部分の構成においては同じ特性を示すものとし、超微粒子層1として同一層とみなす。
【0033】
工程Cにおいて、超微粒子層1aの形成は超微粒子15を基板3に噴射堆積する方法を用いて形成した。この噴射堆積法は公知の手法であり、例えば特開平4−188503号公報や、賀集氏による「超微粒子のガス・デポジション」(真空Vol.35、No.7、1992、pp649〜pp653)に開示されている。この手法は、粒径が1μm以下の超微粒子を不活性ガス(窒素、ヘリウム、アルゴン、水素ガスなど)と混合してエアロゾル化し、そのエアロゾルをガスの流れを用いて搬送し、基板に吹き付け堆積させる成膜手法である。
【0034】
はじめに、基板3を130〜200℃程度で加熱し、PZTを含む超微粒子15をN2の不活性ガス流にのせ、基板3の上面に噴射ノズル14を通して高速で噴射堆積する。
この時、基板3をホルダーしたステージの移動速度は1〜125μm/sと変化させることによって超微粒子層1aの膜厚を調節することができる。実施例1では、約125μm/sの成膜速度で同じエリアを5回往復させることにより、およそ10μmの膜厚を得た。
【0035】
次いで工程Dにおいて、同じ超微粒子のペースト状の溶液を塗布することにより超微粒子層1bを形成する工程を示す。
ペースト状の溶液は粒径1μm以下からなる圧電体層2と同じPZTを含む粉末原料に成形助剤としてポリビニルアルコール(以下PVAと称する)を約1%加え混練、脱泡して調製する。このペースト状の溶液を印刷法、あるいはスピンコート法、ディップ法などを用いて超微粒子層1aを形成した基板3上に均一に塗布した。
【0036】
次に工程Eにおいて、超微粒子層1aおよび超微粒子層1bを形成した基板上に圧電体の燒結材、あるいはグリーンシートを加圧密着させて一体で焼成し圧電体層2を形成する。ここでは、超微粒子層1bを形成した後、同じくPZTを含む圧電体の燒結材、あるいは型抜きされたグリーンシートを加圧密着させた。加圧は0.5〜2kgfでおこない、これを600〜900℃で0.5〜2時間の条件で大気雰囲気中にて焼成することにより圧電体層2を形成した。作成した圧電体装置において超微粒子層1を含めた圧電体層2の厚みは約80μmを得た。
【0037】
この超微粒子層1を含めた圧電体層2をX線回折により結晶構造を調べたところ、ペロブスカイト型構造の結晶ピークが検出された。超微粒子層1のみ形成したときのX線回折ピークと比較して、より鋭くシャープなピークが観察された。最後に、上部電極形成工程(工程F)により、この圧電体層2の表面に金電極(上部電極5)を蒸着法で形成した。この物性を測定したところ、比誘電率1200、電圧歪み定数150pC/Nとなる優れた特性を示した。
(実施例3)
次に実施例3の製造方法を図面に基づいて説明する。装置の構成は図1に示すように、実施例1の製造方法を用いた場合と同じである。すなわち、基板3上の所定の位置に下部電極4が形成されており、圧電体と同じ結晶構造を有し、同一主成分からなる超微粒子を噴射堆積させることにより形成された超微粒子層1が下部電極上に設けられている。ここでは超微粒子層1はPZTを含む超微粒子を用いて形成されている。さらに、超微粒子層1とPZT系の圧電体層2が水素結合を用いて接合されており、その圧電体層2の上面に上部電極5が形成されている。なお、基板3が下部電極4としても機能する場合は、基板3上に直接超微粒子層1を設け、超微粒子層1上に圧電体層2を接合する。
【0038】
図14に示した従来の圧電体装置と比較して、基板と圧電体層の間に接着剤を用いず、圧電体とおよそ同じ主成分を有する超微粒子層を介しているため、介在した超微粒子層において圧電体の振動が妨げられる可能性が少ない。しかも、超微粒子の衝突エネルギーを利用するため、従来に比べても低温で基板上に直接形成することができる。また、超微粒子層と圧電体を水素結合を用いて接合しているため、従来の接着層に比べて接合層の厚みが数Å程度と非常に小さい。
【0039】
さらに、本発明の実施例3による圧電体装置の製造方法を図12、図13を用いて詳細に説明する。圧電体装置の製造方法の工程を表す模式図を図12に、製造工程のフローチャートを図13に示す。
はじめに、基板の洗浄工程(工程A)により洗浄された基板3の表面に蒸着法やスパッタ法により、下部電極4を形成する(工程B)。具体的には、約1000Å厚の熱酸化膜が形成されたシリコンなどの基板上に中間層となるTi膜をスパッタ法を用いて約500Å程度スパッタした後、スパッタ法を用いて下部電極4となるPt膜を約1000〜3000Å程度スパッタした。Ti膜のスパッタは、アルゴンの流量が11SCCM、RFパワーが0.2kW、圧力が4mtorrの条件でおこなった。Pt膜のスパッタは、アルゴンの流量が120SCCM、RFパワーが2kW、圧力が4mtorrの条件でおこなった。
【0040】
次いで、超微粒子層の形成工程(工程C)では、超微粒子15を基板3に噴射堆積する方法を用いて形成した。ここでは圧電体層と同じPZTを含む超微粒子を用いた。この手法は、粒径が1μm以下の超微粒子を不活性ガス(窒素、ヘリウム、アルゴン、水素ガスなど)と混合してエアロゾル化し、そのエアロゾルをガスの流れを用いて搬送し、基板に吹き付け堆積させる成膜手法である。
【0041】
はじめに、基板3を130〜200℃程度で加熱し、PZTを含む超微粒子15をN2の不活性ガス流にのせ、基板3の上面に噴射ノズル14を通して高速で噴射堆積する。
この時、基板3をホルダーしたステージの移動速度は1〜125μm/sと変化させることによって超微粒子層1の膜厚を調節することができる。実施例1では、約125μm/sの成膜速度で同じエリアを5回往復させることにより、およそ10μmの膜厚を得た。
【0042】
次いで工程Dにおいて、超微粒子層1と圧電体層2を水素結合を用いて接合する工程を示す。
ここでは圧電体層2にPZT系の圧電体の燒結材を用いた。圧電体層2は粒度0.05μmのアルミナを用いて平均面粗度(Ra)がおよそ40nmまで表面研磨をおこなった。同様に超微粒子層1についても表面研磨をおこないRaがおよそ20〜40nmを得た。さらに水酸基の吸着はドライプロセスによりおこなった。まず、水蒸気を4×10-2Paまで導入し、イオン源内部で電子衝撃によりイオン化し、イオン加速電圧300V、イオン電流密度200μA/cm2の条件で超微粒子層1と圧電体層2の表面にイオン照射した。イオン照射時間は試料(ここでは超微粒子層1および圧電体層2)表面に存在する水素量を測定することにより決定した。各々の表面に水酸基を吸着させた後、大気中で加圧することにより密着させて接合した。密着の条件は、400℃においては30MPa、250℃においては150MPaとした。圧電体層2に燒結材ではなく、型抜きされたグリーンシートを用いた場合は加圧密着させた後、600〜900℃で30分〜2時間の条件下で大気雰囲気中にて焼成することにより圧電体層2を形成した。接合強度は引っ張り試験によって評価した。作成した圧電体装置において超微粒子層1を含めた圧電体層2の厚みは約80μmを得た。
【0043】
最後に、上部電極形成工程(工程E)により、この圧電体層2の表面に金電極(上部電極5)を蒸着法で形成した。この物性を測定したところ、比誘電率1200、電圧歪み定数150pC/Nとなる優れた特性を示した。
次に、実施例1から実施例3の製造方法を用いて作製した圧電体装置を振動部分に用いた超音波モータの構成と特性について説明する。
【0044】
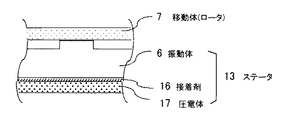
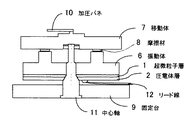
この発明による圧電体装置を振動部分に用いた超音波モータの基本構造を図17に、振動部分の構造を図18に示す。超微粒子層1を介して圧電体層2が設けられた振動体6は金属などからなる弾性部材で作製されており、中心軸11に打ち込みなどにより支持されている。さらに、この中心軸11が案内として組み込まれ、上方にある加圧ばね10により振動体6に加圧接触するように配置されている。ここで2本のリード線12に時間的位相がほぼ90°異なる信号を印加することによって、圧電体層2と振動体6は屈曲運動による機械的進行波を発生し、振動体6に加圧接触させた移動体7が回転運動する構成である。実際に本発明の圧電体装置の構成を持つ超音波モータを製作した。モータの径は4mmφとし、振動体6の材質にはアルミニウム、またはSUS304材を用いた。振動体6の形状は、NC旋盤により丸棒原料を加工することで振動体6の形状は形成され、煽動面も切削加工で仕上げられている。摩擦材8の材質はカーボンファイバを含有した複合プラスチックを用いた。
【0045】
実施例1から実施例3の製造方法を用いて作製された超音波モータの特性を以下に示す。図3に従来の接着剤16による接合方法によって構成された振動体を備えた超音波モータのアドミッタンス特性を示し、図4に本実施例の製造方法を用いて形成した超微粒子層1が設けられた振動体を備えた本発明による超音波モータのアドミッタンス特性を示す。ただし、これら図に示したアドミッタンス特性は移動体を取り外した状態、すなわち、振動体が上下方向に対してフリーな状態で測定したものである。対象としたモータ仕様の概略を下記の表1に示す。
【0046】
【表1】

図3では、主共振点以外でのスプリアス振動が見られるのに対して、図4では機械的Q値が高く、主共振点以外でのスプリアス振動が見られない。
これらのアドミッタンス特性において、スプリアス振動は境界面での力の乱反射に起因する現象であり、Q値は力が伝播する際の減衰の度合いを示すものであるから、本発明によるアクチュエータは従来型のアクチュエータと比較して、大きく性能向上していることが判明する。
【0048】
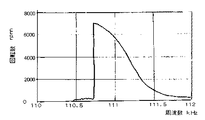
図5は本発明にかかる超微粒子層を備えた進行性超音波モータの周波数−回転数特性を示す図表である。駆動電圧は正弦波形で約6Vp-p 、振動体6への移動体7の加圧力は約10gfでの特性である。
本発明の構成によれば、回転周波数領域も比較的広く、最大回転数も6000rpm以上と高速なことから、中速〜高速領域における超音波モータの適用も可能であり、本発明の有効性を示すものである。
【0049】
つぎに、この超音波モータを駆動させた場合のトルク性能、および耐久性を調査した。図6に超音波モータのトルク性能を示す効率の測定結果を示し、図7に耐久性についての測定結果を示す。図中の(a)は本発明にかかる超微粒子層を設けた振動部分を有する超音波モータの測定結果を表し、(b)は従来例による振動部分を有する超音波モータの測定結果を表している。これらの結果から明らかなように、効率および耐久性ともに、本発明による振動部分の構造を有する超音波モータは従来法に比べ明らかに優れている。このように、超微粒子層を介して振動体と圧電体を接合した振動部分を有する超音波モータでは、性能および耐久性が向上すると言える。
【0050】
すなわち、本発明にかかる超微粒子層を設けた振動部分の構成によれば、径小薄型な超音波モータにおいても高効率化が実現できるようになると言える。
なお、実施例ではPZT系圧電体の組成を純粋な二成分系としたが、圧電特性を向上させるために、例えば、マグネシウムニオブ酸鉛−ジルコン酸鉛−チタン酸鉛のような三成分系にしたり、また、耐電圧向上のために鉄、経時変化を小さくする目的でクロム、強度向上のためにアンチモンのような添加物を加えても良い。この場合、超微粒子粉末原料の組成を目的とする組成に合わせて調製することにより対応することができる。
【0051】
また、実施例において、セラミックス圧電体の超微粒子をエアロゾル化するための不活性ガスはN2 、He、Arなどいずれのものも使用できる。
なお、圧電振動子を利用した超音波モータについては定在波方式と進行波方式が考えられるが、本発明にかかる振動部分の構造はいずれの方式においても利用することができる。
【0052】
【発明の効果】
この発明によれば、基板上に圧電体と同じ結晶構造を有し同一主成分から成る超微粒子層を直接形成することができるので、従来の接着剤を用いず、超微粒子層を介してバルクの圧電体と基板を接合することができる。
本発明では、下部電極を形成した基板、あるいは下部電極として機能する基板に超微粒子層を形成したことにより、圧電体層と基板の間に圧電特性を低下させる接着層をなくした。これにより、圧電体層より発生した力が接着層で乱反射したり、吸収されることなく伝播し、不要なスプリアス振動が発生せず、良好なアドミッタンス特性を示す。さらに、モータの効率、および耐久性を向上させることができる。特に、マイクロマシンのような微小構造の駆動源として電気的および機械的性能を向上させ、信頼性を高めることができる。また、1μm以下の超微粒子を用いることにより、緻密な膜が構成されるだけでなく、基板との密着性を良くし、さらに圧電体層との密着性をあげることが可能である。
【図面の簡単な説明】
【図1】本発明による圧電体装置の構造を示す概略図。
【図2】実施例2による圧電体装置の構造を示す概略図
【図3】従来の超音波モータの特性を表す図表。
【図4】本発明に係る超音波モータの特性を表す図表。
【図5】本発明に係る超音波モータの周波数−回転特性を表す図表。
【図6】本発明に係る超音波モータの効率を表す図表。
【図7】本発明に係る超音波モータの耐久性を表す図表。
【図8】本発明の実施例1による製造工程を表す模式図。
【図9】本発明の実施例1による製造工程を示すフローチャート図。
【図10】本発明の実施例2による製造工程を表す模式図。
【図11】本発明の実施例2による製造工程を示すフローチャート図。
【図12】本発明の実施例3による製造工程を表す模式図。
【図13】本発明の実施例3による製造工程を示すフローチャート図。
【図14】従来の製造方法による圧電体装置を示す概略図。
【図15】従来の製造方法による圧電体装置を示す概略図。
【図16】従来の圧電体装置を用いた超音波モータの振動部分を示す概略図。
【図17】本発明の圧電体装置を用いた超音波モータの縦断面図。
【図18】本発明による圧電体装置を用いた超音波モータの振動部分の構造を示す概略図。
【符号の説明】
1 超微粒子層
1a 第1の超微粒子層
1b 第2の超微粒子層
2 圧電体層
3 基板
4 下部電極
5 上部電極
6 振動体
7 移動体(ロータ)
8 摩擦材
9 固定台
10 加圧ばね
13 ステータ
15 超微粒子
Claims (9)
- 基板上に圧電体層が設けられた圧電体装置において、前記基板と前記圧電体層の間に粒径が1μm以下の超微粒子からなる超微粒子層が形成されるとともに、前記超微粒子層と前記圧電体層が接合された接合面を備えることを特徴とする圧電体装置。
- 前記超微粒子層が前記圧電体層の主成分と同一の主成分からなること特徴とする請求項1に記載の圧電体装置。
- 前記超微粒子層と前記圧電体層の結晶構造が同一であることを特徴とする請求項1または2に記載の圧電体装置。
- 前記超微粒子層と前記圧電体層がチタンとジルコニウムと鉛を有することを特徴とする請求項1から3のいずれか1項に記載の圧電体装置。
- 前記接合面は、前記超微粒子層と前記圧電体が水素結合によって接合されたことを特徴とする請求項1から4のいずれか1項に記載の圧電体装置。
- 基板上に粒径が1μm以下の超微粒子を噴射堆積して第1の超微粒子層を形成する工程と、前記第1の超微粒子層に粒径が1μm以下の超微粒子を含んだペースト状の溶液を塗布する第2の超微粒子層を形成する工程とを有する第1の工程と、
前記超微粒子層上に圧電体層を接合する第2の工程と、
を備えることを特徴とする圧電体装置の製造方法。 - 圧電体を形成する工程と、
基板上に粒径が1μm以下の超微粒子からなる超微粒子層を形成する工程と、
前記超微粒子層と前記圧電体を接合する工程と、
を備えることを特徴とする圧電体装置の製造方法。 - 前記超微粒子層と前記圧電体を接合する工程において、
前記超微粒子層と前記圧電体が水素結合を用いて接合されることを特徴とする請求項7に記載の圧電体装置の製造方法。 - 請求項1から5のいずれか1項の圧電体装置を備えた超音波モータ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23734999A JP4357659B2 (ja) | 1998-10-26 | 1999-08-24 | 圧電体装置及びその製造方法 |
| US09/426,659 US6469421B1 (en) | 1998-10-26 | 1999-10-25 | Piezoelectric device and production method thereof |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10304417 | 1998-10-26 | ||
| JP10-304417 | 1998-10-26 | ||
| JP23734999A JP4357659B2 (ja) | 1998-10-26 | 1999-08-24 | 圧電体装置及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000200930A JP2000200930A (ja) | 2000-07-18 |
| JP2000200930A5 JP2000200930A5 (ja) | 2005-10-27 |
| JP4357659B2 true JP4357659B2 (ja) | 2009-11-04 |
Family
ID=26533170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23734999A Expired - Fee Related JP4357659B2 (ja) | 1998-10-26 | 1999-08-24 | 圧電体装置及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6469421B1 (ja) |
| JP (1) | JP4357659B2 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW511122B (en) * | 1999-12-10 | 2002-11-21 | Ebara Corp | Method for mounting semiconductor device and structure thereof |
| JP2002040338A (ja) * | 2000-07-27 | 2002-02-06 | Seiko Instruments Inc | 光通信機器及びその制御方法 |
| US20030075936A1 (en) * | 2001-10-19 | 2003-04-24 | Taiwan Semiconductor Manufacturing Co., Ltd. | Wafer blade equipped with piezoelectric sensors |
| JP4729260B2 (ja) * | 2004-02-18 | 2011-07-20 | 富士フイルム株式会社 | 積層構造体及びその製造方法 |
| DE602005027556D1 (de) * | 2004-03-05 | 2011-06-01 | Panasonic Corp | Piezoelektrisches element, inkjet-kopf, winkelgeschwindigkeitssensor, herstellungsverfahren dafür und inkjet-aufzeichnungseinrichtung |
| JP4849432B2 (ja) * | 2004-03-30 | 2012-01-11 | ブラザー工業株式会社 | 圧電膜の製造方法、基板と圧電膜との積層構造、圧電アクチュエータおよびその製造方法 |
| JP5089860B2 (ja) * | 2004-12-03 | 2012-12-05 | 富士フイルム株式会社 | 圧電アクチュエータ及び液体吐出ヘッド |
| EP1693907B1 (en) * | 2005-02-21 | 2010-10-13 | Brother Kogyo Kabushiki Kaisha | Method of producing a piezoelectric actuator |
| JP2008130767A (ja) * | 2006-11-20 | 2008-06-05 | Canon Inc | 振動体の製造方法、振動体および振動型駆動装置 |
| JP5585209B2 (ja) * | 2009-05-28 | 2014-09-10 | 株式会社リコー | 電気機械変換素子の製造方法、該製造方法により製造した電気機械変換素子、液滴吐出ヘッド及び液滴吐出装置 |
| US20100331974A1 (en) * | 2009-06-26 | 2010-12-30 | Schaper Jr Dale Thomas | Intraocular Kinetic Power Generator |
| CN103916048B (zh) * | 2013-01-07 | 2016-10-12 | 北京嘉岳同乐极电子有限公司 | 压电震动发电装置及其制造方法 |
| JP6724502B2 (ja) * | 2016-04-06 | 2020-07-15 | セイコーエプソン株式会社 | 超音波装置 |
| US11251359B2 (en) | 2017-12-14 | 2022-02-15 | Eastman Kodak Company | Piezoelectric capacitor |
| US10297741B1 (en) | 2017-12-14 | 2019-05-21 | Eastman Kodak Company | Electrically-conductive compositions |
| US10305022B1 (en) | 2017-12-14 | 2019-05-28 | Eastman Kodak Company | Silver-containing electrically-conductive compositions |
| US10763422B2 (en) | 2017-12-14 | 2020-09-01 | Eastman Kodak Company | Composite article with co-planar electrodes |
| US10818835B2 (en) | 2017-12-14 | 2020-10-27 | Eastman Kodak Company | Inertial piezoelectric device |
| US10763421B2 (en) | 2017-12-14 | 2020-09-01 | Eastman Kodak Company | Piezoelectric article with dielectric layer and co-planar electrodes |
| US10763424B2 (en) | 2017-12-14 | 2020-09-01 | Eastman Kodak Company | Composite articles with dielectric layer |
| US10777732B2 (en) | 2017-12-14 | 2020-09-15 | Eastman Kodak Company | Piezoelectric composite articles |
| DE102018221053A1 (de) * | 2018-04-05 | 2019-10-10 | Continental Reifen Deutschland Gmbh | Vorrichtung zum Messen einer mechanischen Kraft, umfassend eine erste, zweite, dritte, vierte und fünfte Schicht sowie die Verwendungen der Vorrichtung und Reifen oder technischer Gummiartikel umfassend die Vorrichtung |
| JP2019187143A (ja) * | 2018-04-12 | 2019-10-24 | 豊田合成株式会社 | 積層型誘電アクチュエータの製造方法 |
| US12010920B2 (en) * | 2021-02-08 | 2024-06-11 | Wisconsin Alumni Research Foundation | 3D-printed ferroelectric metamaterial with giant piezoelectricity and biomimetic mechanical toughness |
| CN117545337B (zh) * | 2024-01-09 | 2024-04-09 | 北京青禾晶元半导体科技有限责任公司 | 一种压电衬底结构及其制备方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5210455A (en) * | 1990-07-26 | 1993-05-11 | Ngk Insulators, Ltd. | Piezoelectric/electrostrictive actuator having ceramic substrate having recess defining thin-walled portion |
| JP3316853B2 (ja) * | 1995-07-14 | 2002-08-19 | セイコーエプソン株式会社 | 積層型インクジェット記録ヘッド及びその製造方法並びにこの記録ヘッドを備えたプリンタ |
| JP3209082B2 (ja) * | 1996-03-06 | 2001-09-17 | セイコーエプソン株式会社 | 圧電体薄膜素子及びその製造方法、並びにこれを用いたインクジェット式記録ヘッド |
| JP3682684B2 (ja) * | 1997-10-20 | 2005-08-10 | セイコーエプソン株式会社 | 圧電体薄膜素子の製造方法 |
-
1999
- 1999-08-24 JP JP23734999A patent/JP4357659B2/ja not_active Expired - Fee Related
- 1999-10-25 US US09/426,659 patent/US6469421B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000200930A (ja) | 2000-07-18 |
| US6469421B1 (en) | 2002-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4357659B2 (ja) | 圧電体装置及びその製造方法 | |
| JP6004640B2 (ja) | 圧電素子、液体吐出ヘッド、超音波モータ、塵埃除去装置、およびデバイス | |
| JP3120260B2 (ja) | 圧電/電歪膜型素子 | |
| Lebedev et al. | Actuation properties of lead zirconate titanate thick films structured on Si membrane by the aerosol deposition method | |
| JP2001152360A (ja) | セラミックス誘電体膜の形成方法、セラミックス誘電体膜/基板の積層構造体、及び電気−機械変換素子 | |
| WO2005086248A1 (ja) | 圧電体素子、インクジェットヘッド、角速度センサ、これらの製造方法及びインクジェット式記録装置 | |
| WO2006046494A1 (ja) | 圧電/電歪デバイス | |
| TWI829762B (zh) | 接合體及彈性波元件 | |
| JP4451610B2 (ja) | 圧電素子、インクジェットヘッド、角速度センサ及びこれらの製造方法、並びにインクジェット式記録装置 | |
| CN112272920A (zh) | 接合体及弹性波元件 | |
| CN1714429A (zh) | 制备包括铁电单晶层的膜结构的方法 | |
| AU2007335239A1 (en) | Method of coating | |
| WO2010076864A1 (ja) | 圧電素子 | |
| US9837938B2 (en) | Vibration element, method for manufacturing same, and vibration-type driving device | |
| WO2023026888A1 (ja) | 複合基板および複合基板の製造方法 | |
| Lebedev et al. | What thickness of the piezoelectric layer with high breakdown voltage is required for the microactuator? | |
| JP2005072113A (ja) | 圧電/電歪デバイス | |
| JP7235840B2 (ja) | 圧電振動基板および圧電振動素子 | |
| JP2001127354A (ja) | 圧電体装置及びその製造方法 | |
| JP2006319156A (ja) | 圧電/電歪デバイス | |
| EP1583163B1 (en) | Method for manufacturing film or piezoelectric film | |
| JP2003212545A (ja) | Pzt系膜体及びpzt系膜体の製造方法 | |
| JP3207315B2 (ja) | 圧電/電歪膜型素子 | |
| JP2007335489A (ja) | 圧電体薄膜素子、薄膜アクチュエータ、インクジェットヘッドおよびインクジェット式記録装置 | |
| JP2000133855A (ja) | セラミックス誘電体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050908 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091104 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130814 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |